
2.2.2过滤器阻力对空调净化系统的影响
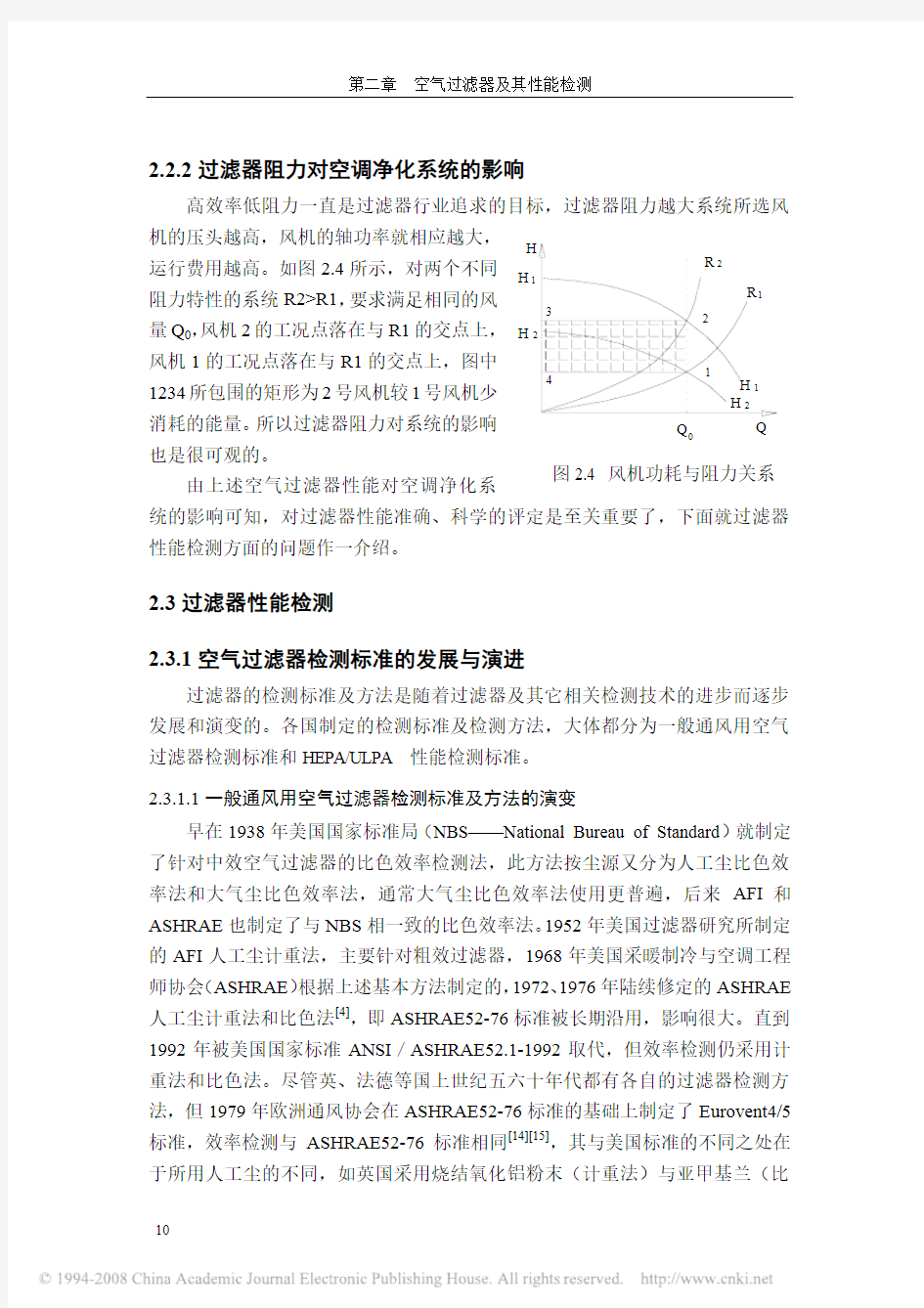
高效率低阻力一直是过滤器行业追求的目标,过滤器阻力越大系统所选风
运行费用越高。如图2.4
阻力特性的系统R2>R1,
量Q0,风机2的工况点落在与R1
风机1的工况点落在与R1
1234所包围的矩形为2号风机较1
消耗的能量。
也是很可观的。
统的影响可知,对过滤器性能准确、科学的评定是至关重要了,下面就过滤器性能检测方面的问题作一介绍。
2.3过滤器性能检测
2.3.1空气过滤器检测标准的发展与演进
过滤器的检测标准及方法是随着过滤器及其它相关检测技术的进步而逐步发展和演变的。各国制定的检测标准及检测方法,大体都分为一般通风用空气过滤器检测标准和HEPA/ULPA 性能检测标准。
2.3.1.1一般通风用空气过滤器检测标准及方法的演变
早在1938年美国国家标准局(NBS——National Bureau of Standard)就制定了针对中效空气过滤器的比色效率检测法,此方法按尘源又分为人工尘比色效率法和大气尘比色效率法,通常大气尘比色效率法使用更普遍,后来AFI和ASHRAE也制定了与NBS相一致的比色效率法。1952年美国过滤器研究所制定的AFI人工尘计重法,主要针对粗效过滤器,1968年美国采暖制冷与空调工程师协会(ASHRAE)根据上述基本方法制定的,1972、1976年陆续修定的ASHRAE 人工尘计重法和比色法[4],即ASHRAE52-76标准被长期沿用,影响很大。直到1992年被美国国家标准ANSI/ASHRAE52.1-1992取代,但效率检测仍采用计重法和比色法。尽管英、法德等国上世纪五六十年代都有各自的过滤器检测方法,但1979年欧洲通风协会在ASHRAE52-76标准的基础上制定了Eurovent4/5标准,效率检测与ASHRAE52-76标准相同[14][15],其与美国标准的不同之处在于所用人工尘的不同,如英国采用烧结氧化铝粉末(计重法)与亚甲基兰(比
色法),法国采用荧光素钠粉末等[2]。随着新技术的发展及过滤器要求的不断提高,1992年欧洲通风协会提出了Eurovent4/9标准,用以取代Eurovent4/5,Eurovent4/9标准的效率检测方法开始采用计径计数法。1995年ASHRAE开始沿着欧洲的计径计数效率法的思路制定了ANSI/ASHRAE52.2-95计径计数法,并在1999年推出了更新的美国国家标准ANSI/ASHRAE Standard 52.2-1999[14][16]。
上世纪70-80年代国内一些科研院所,如中国建筑科学研究院空气调节研究所、天津大学建筑设备系、冶金部建筑科学研究院等,曾先后研制过人工试验粉尘,但终因无稳定可靠的人工试验尘供应,人工尘计重法在国内从未能正式列为测试标准[4]。另外,由于仪器设备等技术方面的原因及习惯,比色效率法也未能推广。上世纪八十年代初,涂光备教授依据科研实践,提出了采用大气尘计径计数法作为一般通风用过滤器的检测方法及分类依据的思想,后来被国内同行所认同,并以此为基础制定了我国的相应标准,即GB12218-89标准,单就注意到采用大气尘计径计数法测定过滤器效率更适合洁净技术需要的观点来看,国内的先于国外约十年之久。1993年在GB12218-89维持基本方法不变的前提下修订为GB14295-93 标准,并一直沿用至今。
2.3.1.2高效空气过滤器检测标准及方法的演变
1956年美国军事委员会制定了最早最完备的高效空气过滤器检测标准US MIL-STD282[17],此标准未作大的变更一直沿用至今,其效率检测采用DOP法,即用光散射式光度计(Light-scattering photometer)检测过滤器前后气样的浊度比来计算过滤器的过滤效率。1965年英国制定了英国标准BS 3928,效率检测采用钠焰法。1973年欧洲通风协会制定了EUROVENT 4/4标准,沿用了钠焰检测法。后来美国环境科学学会(IEST)制定颁发了一系列推荐检测方法的类似版本,如IES-RP-CC007.1-1992和IES-RP-CC001.3-1993,均采用DOP计径计数法检测过滤器效率。1994年德国机械工业标准协会制定了DIN 24183标准,效率检测仍采用DOP计径计数法[18]。随着洁净要求的不断提高,欧洲在1999年制定了BS EN1822标准,采用最易透过粒径法(MPPS)检测过滤器的过滤效率[19]。
我国高效空气过滤器的性能检测标准是在参照国外相关标准的基础上制定的,如国家标准(GB6165-85)及其修订版(GB13554-92),标准中规定的检测方法为钠焰法和油雾法。目前国内普遍采用钠焰法,某些军工单位沿用与前苏联标准相一致的油雾法。
2.3.2一般通风用空气过滤器性能检测方法
过滤器的检测方法是与过滤器检测标准相一致的,从其检测方法的发展过
程来看是一个不断完善的过程。
2.3.2.1人工尘计重法[4]
人工尘计重法适用于粗效过滤器或某些效率较低的中效过滤器。人工尘计重法是以人工尘为尘源,通过检测被测过滤器前后人工尘质量变化来确定过滤器的过滤效率。具体方法是将过滤器装在标准实验风洞内,上风段连续发尘。每隔一段时间,测量穿过过滤器的粉尘重量或过滤器上的积尘量,由此得到过滤器在该阶段按粉尘重量计算的过滤效率。最终的计数效率是各测试阶段的加权平均值。国际上有影响的人工尘计重法有1952年美国过滤器研究所(AFI )制定的人工尘计重法和1968年美国采暖与空调工程师协会(ASHRAE )人工尘计重法。
AFI 与ASHRAE 人工尘计重法在试验装置和采样细节上基本一致,只是人工尘的组成有细微差别。AFI 人工尘采用重量百分比为72 %的亚利桑那州道路尘(细灰-Fine ),25%的碳黑,3%的棉纤维;ASHRAE 人工尘采用72%的亚利桑那州道路尘(细灰-Fine ),23%的碳黑(摩洛哥),5%的棉纤维。测试结果可认为相同,即效率值可比较。
日本工业标准JISB9908与日本空气净化协会(JACA-Japan Air Cleaning Association )制定的JACA No10 C 标准相一致,都采用JIS Z8901标准所规定的第8种尘源(关东亚粘土)作为测试尘,第8种尘源与AFI 、ASHRAE 人工尘中的细灰一致。但由于AFI 、ASHRAE 人工尘平均粒径更小,所以日、美人工尘计重效率值不可比[4]。
国内曾规定使用陕西黄土高原上某村落的尘土作为尘源,但终因无稳定的人工试验尘供应,人工尘计重法至今未列入正式测试标准。
2.3.2.2比色效率法
比色效率法用于测量效率较高的一般通风用空气过滤器。美国国家标准局(NBS )最早制定了比色效率法[8],后来AFI 和ASHRAE 也制定了与NBS 一致的比色效率法,尘源通常为大气尘。测试方法是根据采样前后由于积尘使滤纸的光通量或色度发生变化,采用比色计来判别其差异,从而得出过滤器的效率。测试结果按下式计算[4]:
202110121011201001%T T T Q Q T T T η?
??=?
??????? (2-4) 式中 Q 1――上风侧空气总计采样量
Q 2――下风侧空气总计采样量
T 10――上风侧采样初始滤膜通光量
T11――上风侧采样终了滤膜通光量
T20――下风侧采样初始滤膜通光量
T21――下风侧采样终了滤膜通光量
比色效率法曾在国外通行,然而国内由于仪器设备等技术方面的原因和习惯,比色法未能推广。
2.3.2.3大气尘计径计数法
大气尘计径计数法适用于测量一般通风用空气过滤器。测试方法是通过白炽光源或激光光源的粒子计数器测量被测过滤器前后大于某粒径的累计粒子数目,确定大于某粒径的累计计数效率,如GB 12218-89中规定的≥0.5μm、≥1.0μm、≥2.0μm、≥5.0μm等的累计效率。大气尘计径计数法是目前中国法定测试方法,测试尘源为大气尘。
大气尘计径计数法具有以下特点,既然空气净化的主要对象是室内外空气,以大气尘作尘源测得的过滤器效率与实际应用相一致;二是采用过滤器前后不同粒径档的计数浓度所确定的计数效率值,恰好是洁净室计数含尘浓度理论计算分析所需要的,而其它测试方法,如计重法、比色法的测试结果不可能直接应用;三是采用计径计数法适于大部分过滤器。对于粗效过滤器,其主要用来阻留大颗粒,可以依据其对≥5.0μm粒径的过滤效率判断其优劣,对于中效过滤器可以用≥2.0μm为判断依据,对高中效可以依据≥1.0μm为判断依据,对亚高效可以依据≥0.5μm为判断依据,如表2.5所示[4]。
空气过滤器分类方法表 2.5 过滤器类别
大气尘计径计数过滤效率 (%)
≥0.3μm ≥0.5μm ≥1.0μm ≥2.0μm ≥5.0μm ≥10.0μm 粗效<40 <80 <90
中效<70 40- 90 80-90 高中效<95 70-90 >90
亚高效>90 >95 >99
2.3.2.4计径计数法
欧美等国家的计径计数法比中国的晚。1992年欧洲通风协会制定了Eurovent4/9标准,效率检测方法开始采用计径计数法。1995年ASHRAE制定了ANSI/ASHRAE52.2-95计径计数法,并在1999年推出了更新的美国国家标准ANSI/ASHRAE Standard 52.2-1999[14]。欧美等国家的计径计数法所用的测试台与计重计数法和比色法类似。测试方法是试验过程中,在每次发尘试验的前后,进行计数测量并计算过滤器对各粒径颗粒物的过滤效率。当达到终止试验的条件时停止测试。过滤器的典型效率值是在规定粒径范围内各阶段瞬时效率依发
尘量的加权平均值。
与中国计径计数法不同在于以下两方面,一是测试尘源不同,中国采用大气尘,欧洲标准规定使用特定的多分散相液滴,如用Laskin喷管吹出的DOS、DEHS等喷雾,或使用与标定计数器所用标准颗粒物相同的聚苯乙烯乳胶球(Latex),美国规定使用漂白粉。二是测试结果表示不同,中国采用大于某粒径粒子的效率,欧美采用某粒径段的过滤效率,如0.3μm-0.5μm段的过滤效率、0.5μm-1.0μm段的过滤效率等等。
计径计数法给出的效率值不再是一个单一的效率值,而是一条沿着不同粒径的过滤效率曲线,能够更全面的反应过滤器的性能。完整的计数效率测试是破坏性的试验,不能用于产品的日常检验。但平时,制造厂可以省去发尘过程,仅测量过滤器的初始计数效率,以检查产品性能的稳定性[2]。
2.3.3高效空气过滤器性能检测方法
2.3.3.1 DOP法
高效空气过滤器(HPEA)一般指对0.3μm的微粒过滤效率≥99.97%的空气过滤器。1956年美国军事委员会制定了最早最完备的高效空气过滤器检测标准US MIL-STD282,后来日本也将DOP法作为其高效过滤器检测标准。就检测所用尘源来说,美国和日本相同,均为0.3μm(热发生) 或0.8μm(冷发生)单分散相邻苯二甲酸二辛酯(DOP—Di-Octyl-Phthalate)。然而,检测效率的方法日本和美国略有不同。美国用光散射式光度计(Light-scattering photometer),检测时以过滤器前后气样的浊度比计算过滤器的过滤效率;日本用光散射式粒子计数器,检测时以过滤器前后气样的粒子数计算过滤器的过滤效率。DOP法有热发生和冷发生[4][7],热发生是将DOP加热成蒸汽,并在特定条件下冷凝成液滴,去掉过大或过小的液滴剩下0.3μm左右的微粒。冷发生应用引射原理用压缩空气将DOP溶液从Laskin喷管发生0.8μm人工尘。
2.3.3.2钠焰法
钠焰法是英国人发明,欧洲通风协会推荐的一种高效过滤器检测方法,中国对高效过滤器的效率检测普遍执行国家标准(GB 6165-85)[12]及其修订版(GB 13554-92)[13]中规定的钠焰法和油雾法。钠焰法的试验尘源为一定浓度的NaCl 盐溶液喷雾并蒸发其水分后形成的盐结晶粒子。国家标准规定的盐雾颗粒平均直径为0.4μm,英国等欧洲国家为0.65μm,法国为0.17μm。钠焰法检测高效空气过滤器的过程为:用洁净的压缩空气将氯化钠水溶液雾化形成盐雾滴气溶胶,与来自风机的洁净热空气混合并在混合干燥段将水分蒸发,并形成均匀的多分
散固态气溶胶;在被测过滤器前后通过阀门切换进行采样,采样气样用经过本底过滤器过滤的洁净空气稀释后进入燃烧器,气溶胶在燃烧器中钠原子被氢气火焰激发,发出波长为589nm的特征光,其强度与气溶胶质量浓度成比例;钠光强值通过光电转换器变为光电流值,由光电测量仪检测。过滤器透过率为过滤后气溶胶浓度与原始浓度之比。
2.3.3.3最易穿透粒径法(MPPS)[19]
最易穿透粒径法也称为计数扫描法,欧洲通行,美国类似,其他国家也在着手修订标准,目前国内还没有使用此方法。此方法与其他计径计数法的主要不同在于测试尘源不同,它采用最易穿透粒径(The Most Penetrating Particle Size)的粒子作为测试尘源,简称“MPPS”。在额定风速下,高效过滤器对某粒径的微粒捕获效率最低,此粒径称为最易穿透粒径。产生最低过滤效率的现象可用过滤机理说明,大粒径粒子在惯性效应作用下有较高的过滤效率,小粒径粒子
子[2][4][7][19],如图2.5示。
激光粒子计数器或凝结核计数
(CNC)。
图 2.5 粉尘粒径与过虑效率的关系
任何微小漏点都逃不过扫描法。
欧洲标准BS EN 1822详细规定了此种检测方法的检测过程,共分三步,每一步又可以看成独立的检测过程。第一步为滤纸效率检测,通过对滤纸的检测得到效率粒径曲线。根据曲线最易穿透粒径就可以确定了。第二步为过滤器渗漏的检测,在额定风量下用平均粒径与最易穿透粒径相同的气溶胶进行检测。第三步为过滤器全效率检测,用与第二步相同的气溶胶在额定风量下检测过滤器全效率。
2.3.3.4光度计扫描法
有些厂家认为只要滤纸的质量严格控制,过滤器的效率就确定了,基于这种观点他们认为仅进行检漏为目的的扫描就可以保证过滤器质量。光度计扫描法的尘源一般为多分散相液滴,如Laskin喷管产生的DOP烟雾。使用光度计对
过滤器的全平面进行扫描检漏,这种扫描方法能快速、准确的找出过滤器的漏点。由于尘源为多分散相,而光度计不能确定粉尘粒径,所以这种扫描法给出的“过滤效率”没实际意义。光度计扫描法很容易改成计数扫描法,只需要装一台激光粒子计数器就可以了。
2.3.3.5油雾法
前联邦德国和前苏联采用油雾法检测高效空气过滤器效率,我国某些军工单位也采用油雾法。油雾法的测试尘源为油雾,是在规定的检测条件下,将经过充分混合均匀的油雾气溶胶通过被测过滤器,采用浊度计法测量过滤器前后的油雾浓度,两者比值的百分数为被测过滤器的透过率。
目前在德国油雾法以成为历史,德国于1993年率先颁布了以计数扫描法为检测方法的国家标准,欧洲标准EN1822就是在德国标准的基础上制定的。2.3.3.6荧光法
荧光法只有法国使用,荧光法的测试尘源为喷雾器产生的荧光素钠粉尘。测试方法是首先在过滤器前后采样,然后用水溶解采样滤纸上的荧光素钠,再测量含荧光素钠水溶液在特定条件下的荧光亮度,亮度反应粉尘的重量,由此计算出过滤器的过滤效率。在法国也早已不用荧光法了,他们也将欧洲标准化协会的计数扫描法定为国家标准。
第三章全系列空气过滤器性能检测系统
第三章全系列空气过滤器性能检测系统
3.1全系列空气过滤器性能检测系统概述
基于国内过滤器生产企业的现状,提出一套操作简便、检测周期短、测试精度高、性能稳定可靠的过滤器检测系统是很有必要的。目前国内许多过滤器生产企业的检测设备不完善,产品质量无法保证。本课题开发的“全系列空气过滤器性能检测系统”能较好地实现上述目的。
本检测台的测试范围包括一般通风用空气过滤器和高效空气过滤器。其中一般通风用空气过滤器包括粗、中、高中效和亚高效空气过滤器;高效过滤器包括高效A、B、C三类。GB13554-92规定的高效D类不在本检测台的检测范围。过滤器尺寸规格有三种,分别是610*610、592*592、480*480(mm*mm)。检测内容主要是过滤器的阻力和效率两部分,容尘量试验因暂无标准试验尘和发尘装置,暂未纳入,只要有相关的标准出台,即可相应补充与增添。
从国际空气过滤器检测标准的发展与演变可以看出,一般通风用空气过滤器的效率检测已从计重法、比色法转变为计径计数法,高效过滤器的效率检测也普遍倾向计径计数法,即计径计数法已成为高效过滤器和一般通风用过滤器性能检测的通用方法,差别仅在于实验尘源[20]。由此,本课题以国内外过滤器检测标准为依据,将这两大类过滤器检测系统合二为一,并采用计径计数法来检测过滤效率的设想既符合国际潮流同时也是可行的。
本检测系统在检测亚高效、高效过滤器时,尘源采用人工尘;检测粗、中效过滤器时,尘源采用大气尘。对高效过滤器来说,将两套检测系统合二为一可能存在的问题是在从粗、中效过滤器检测转到高效过滤器检测时,管道内壁积尘对检测结果的影响,此问题只要在操作管理方面采取擦洗等必要措施即可解决,而并非不可克服的技术障碍,系统建成后的检测实践也证明了这一点。
本检测系统采用计算机数据采集系统实现系统风量控制、过滤器阻力测试、温湿度测试;采用RS-232串行通讯功能实现粒子计数器与计算机的数据通讯,进而计算出过滤器效率;采用计算机自动控制技术实现检测全过程的自动运行;采用可视化编程工具Visual Basic实现友好的人机交互过程,操作人员只需根据软件系统的提示进行操作就可以完成过滤器性能检测工作。
3.1.1本系统对高效空气过滤器的检测
本系统对高效过滤器的检测范围是国家标准(GB6165-85)及其修订版(GB13554-92)中规定的高效A、B、C三类过滤器。考虑到亚高效空气过滤器
第2章 检测系统的基本特性 2.1 检测系统的静态特性及指标 2.1.1检测系统的静态特性 一、静态测量和静态特性 静态测量:测量过程中被测量保持恒定不变(即dx/dt=0系统处于稳定状态)时的测量。 静态特性(标度特性):在静态测量中,检测系统的输出-输入特性。 n n x a x a x a x a a y +++++= 332210 例如:理想的线性检测系统: x a y 1= 如图2-1-1(a)所示 带有零位值的线性检测系统:x a a y 10+= 如图2-1-1(b)所示 二、静态特性的校准(标定)条件――静态标准条件。 2.1.2检测系统的静态性能指标 一、测量范围和量程 1、 测量范围:(x min ,x max ) x min ――检测系统所能测量到的最小被测输入量(下限) x max ――检测系统所能测量到的最大被测输入量(上限)。 2、量程: min max x x L -= 二、灵敏度S dx dy x y S x =??=→?)( lim 0 串接系统的总灵敏度为各组成环节灵敏度的连乘积 321S S S S = 三、分辨力与分辨率 1、分辨力:能引起输出量发生变化时输入量的最小变化量min x ?。 2、分辨率:全量程中最大的min x ?即min max x ?与满量程L 之比的百分数。 四、精度(见第三章) 五、线性度e L max .. 100%L L F S e y ?=± ? max L ?――检测系统实际测得的输出-输入特性曲线(称为标定曲线)与其拟合直线之
间的最大偏差 ..S F y ――满量程(F.S.)输出 注意:线性度和直线拟合方法有关。 最常用的求解拟合直线的方法:端点法 最小二乘法 图2-1-3线性度 a.端基线性度; b.最小二乘线性度 四、迟滞e H %100. .max ??= S F H y H e 回程误差――检测系统的输入量由小增大(正行程),继而自大减小(反行程)的测试 过程中,对应于同一输入量,输出量的差值。 ΔHmax ――输出值在正反行程的最大差值即回程误差最大值。 迟滞特性 五、稳定性与漂移 稳定性:在一定工作条件下,保持输入信号不变时,输出信号随时间或温度的变化而出 现缓慢变化的程度。 时漂: 在输入信号不变的情况下,检测系统的输出随着时间变化的现象。 温漂: 随着环境温度变化的现象(通常包括零位温漂、灵敏度温漂)。 2.2 检测系统的动态特性及指标 动态测量:测量过程中被测量随时间变化时的测量。 动态特性――检测系统动态测量时的输出-输入特性。 常用实验的方法: 频率响应分析法――以正弦信号作为系统的输入;
实验室检测系统性能验 证 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
实验室检测系统性能验证 检测系统是指完成一个检验项目所涉及的仪器、试剂、校准品、检验程序、保养计划等的组合。随着检验医学的发展和对质量要求的提高,人们开始认识和关注检测系统的重要性。新添置的检测系统,虽然仪器厂商已经提供了仪器性能的初步参数,但由于地区、实验室之间的差异,个实验室在仪器正式用来检测患者样品和发检验报告前,应重新进行性能评价。这是保证检验质量的一个重要措施,也是实验室认可的要求。实验室如使用的检测系统是公司的系列产品,即使用的是厂商提供的原检测系统,则只需做基本的性能验证。具体方法如下: 一.精密度验证 1.批内精密度:根据CLSI EP15-A文件,取2个水平的标本,同一批次尽可能短时间内连续重复测定20次,CV值必须小于或等于厂家的要求。标准差=方差的算术平方根=s=@sqrt(((x1-x)^2 +(x2-x)^2 +......(xn-x)^2)/(n-1));CV%=SD/mean(x1...xn)*100%. 2.批间精密度:参照CLSIEP5-A文件,选取正常水平(Citrol-1)、异常水平(Citrol-2),分别分装成5份,冻存于-20℃冰箱内。每天取出2个水平的质控,分别测定2批次,每批次测2遍,2次间隔大于2h,连续测定5天,计算SD和CV,CV值必须小于或等于厂家的要求。 二.准确度验证 分别取2个水平的定值质控品(Citrol-1,Citrol-2)验证凝血四项的准确度,D-二聚体专用质控品验证其准确度,每个结果重复测定3次,结果应在质控品标识的可控范围内,偏倚应在厂家标识的±10%范围内;同时结合当年卫生部临检中心凝血室间质量评价结果进行评价。 三.检测限验证 只验证以浓度为结果的项目,将FBG和D-Dimer的标准品分别使用配套的OVB 稀释液稀释到厂家标识的浓度检测底限值附近,重复检测10次,记录结果,计算CV,应在厂家标识的±20%范围内,该浓度即为该项目的检测下限。 四.线性验证 只验证以浓度为结果的项目,选取1份接近预期上限的高值血浆样本(H),分别按100%、80%、60%、40%、20%、10%的比例进行稀释,每个稀释度重复检测3次,计算均值。将实测值与理论值作比较(偏离应小于10%),计算回归方程Y=aX+b,厂家要求a在1±范围内,相关系数r≥.
哈尔滨工业大学 制造系统自动化技术作业 题目:零件质量的自动化检测系统设计 班号: 学号: 姓名: 作业三零件质量的自动化检测系统设计
PS 一、零件结构图 二、自动检测项目 (1)孔是否已加工? 如图1所示,利用光电传感器来检测孔是否已加工。1PS 、2PS 、3PS 三个光电 传感器接受光信号,其中1PS 和3PS 检测从凸台两侧反射回来的光信号,2PS 检测从凸台中心线出反射回来的光信号。当孔已加工则所测得的波形如图3中2PS 所示,若孔还没有加工 则2PS 所测得的波形和1PS 、3PS 所测得的波形相同,故可以通过波形来确认孔是否已加工。 2 工件检测示意图图 3 检测波形图 )面A 和B 是否已加工? 图4为检测A,B 面是否加工的检测原理图,光电传感器发射装置发射脉冲, PG 2
若两个面均已经加工,则接收装置可以在工件经过时候接收到光电脉冲。若A,B 面没有加工,则在工件经过时检测不到光电脉冲。 图4 工件检测图 (3)孔φ15±0.01精度是否满足要求? 方向设计一个类似于塞规的测定杆,在测定杆的圆周上沿半径方向放置三只电感式位移传感器。测量原理如图所示。假设由于测定杆轴安装误差,移动轴位置误差以及热位移等误差等导致测定杆中心O1与镗孔中心O存在偏心e,则可通 过镗孔内径上的三个被测点W1,W2,W3测出平均圆直径。在测定杆处相隔τ,φ 角装上三个电感式位移传感器,用该检测器可测量出间隙量y 1,y 2 ,y 3 。已知测 定杆半径r,则可求出Y1=r+y1,Y2=r+y2,Y3=r+y3。根据三点式平均直径测量原理,平均圆直径D0=2×(Y1+aY2+bY3) 1+a+b ,公式中a,b为常数,由传感器配置角决定,该测量杆最佳配置角度取τ=φ=125°,取a=b=0.8717。偏心e的影响完全被消除,具有以测定杆自身的主机算环为基准值测量孔径的功能,可消除室温变化引起的误差,确保±2μm的测量精度。 图5 孔径测定原理图
视频设备质量诊断系统 产品说明书 产品介绍 视频设备质量诊断系统,是视频图像、视频设备故障分析与预警系统,对视频的采集、传输、存储进行全程的监控和预警,并对重点监控点、监控时段等视频数据进行备份,实现系统监控设备的资产管理维护。 系统按照预案可对视频图像出现的视频移位、增益失衡(亮度异常)、视频信号缺失、视频雪花噪声、图像遮挡、模糊、偏色等状况进行自动诊断,对视频设备的网络状况、登录情况、硬盘信息和报警信息进行检测分析。 系统采用分布式结构,依据用户网络状况、部署和需求,部署于中心,或分布在各个分中心。视频设备质量诊断系统有效预防因视频采集、视频传输、视频存储等环节导致的图像质量问题而给用户带来损失,保障监控系统有效运行。 应用领域 视频设备质量诊断系统主要应用于大型视频监控联网系统,实现系统关键运行部件的质量监测和预警,如对视频监控需求量较大的金融、公安、电力、教育等行业,以及各大中型企业、连锁型酒店、商店等。
系统架构 系统功能 通道检测诊断功能列表
视频质量故障部分图列如下: 画面模糊信号丢失视频偏色
雪花噪声亮度异常画面遮挡设备质量诊断功能列表 录像备份功能列表 资产管理功能列表
邮件通报功能列表 其他功能列表 系统性能 软件运行环境 服务端:Windows 2003 Server EE
数据库:mysql5.5 客户端:WinXP/2003/win7 浏览器:IE6.0/7.0/8.0/9.0 硬件运行环境 服务端:CPU:Xeon E5-2609 2.4GHz及以上 内存:4G及以上 硬盘:1TB及以上 网络:1000MB 客户端:CPU:Intel(R) Pentium(R)D cpu 2.6GHZ 及以上 内存:2G 及以上 硬盘:250G 及以上 显卡:NVIDIA GeForce 8500 GT 及以上 产品应用 独立运行模式 视频设备质量诊断系统(VQDS)可以作为独立系统运行,VQDS基于现有视频监控系统网络,采用BS架构,系统服务端通过设备协议SDK接入前端视频设备,包括DVR、NVR、DVS、IPC等,支持模拟摄像机CIF、D1等格式,支持高清摄像机720P、1080P等格式的诊断分析;客户端使用IE浏览器进行访问,实现设备管理、用户管理、诊断预案管理、各项数据展示等。 平台对接模式 视频设备质量诊断系统(VQDS)能够实现与第三方监控系统平台对接,可以部署应用于大型监控系统平台的结构体系中,诊断系统摄像机和监控设备的运行
工程质量检测机构管理系统 建设工程质量检测管理软件系统(TCMS)是我公司依据GB/T15481《检测和校准实验室能力的通用要求》开发的系列软件,产品适用于建筑、公路交通、铁路、水利水电、军队等行业的各级建设工程质量检测站、检测中心,适用于各建材厂商、大专院校、科研机构的质量检测实验室。TCMS系统的全面应用将从技术上确保检测过程的公平、公正、公开。 1、工程质量检测机构业务系统 建设工程质量检测管理系统----业务系统 >> 包括指纹登记、收样登记、合伙收费、检验、校核、审批、报告打印等模块,构成本系统的前台功能。 办理委托时,见证人、取样人进行指纹验证
所见即所得的检测报告审批 严格的检测过程管理,对任何操作做到“落笔有痕”
按“最小二乘法”自动计算的土工击实报告>> 基于二维条码的文档安全认证 来源:工地现场的特殊性,为各种假文档的产生提供了便利
2、液压试验机数据自动采集系统 材料试验机是检测机构力学性能检测的主要设备,本系统的目的就是通过各种信息技术的应用,实现计算机自动从材料试验机采集相关检测数据,将检测过程中人为因素的干扰降到最低。 本产品共有以下四种实现方式: 1)材料试验机数据自动采集系统——计算机方式 材料试验机上加装压力、位移等传感器,计算机自动从检测仪器设备上动态 采集检测数据; 计算机采集检测数据信号,实时绘制相关的检测曲线; 计算机后台软件自动计算相关原始数据,并生成检测报告。
材料试验机数据自动采集系统----数显方式 材料试验机上加装压力、位移等传感器,控制箱自动从检测仪器设备上动态采 集检测数据; 控制箱显示检测数值,示值精度达到国家I级精度; 广泛适用于交通、水电工程的工地临时试验室的试验机精度改造。 材料试验机恒速加荷系统----全自动控制 料试验机上加装压力、位移等传感器,计算机自动从检测仪器设备上动态采集 检测数据; 计算机采集检测数据信号,实时绘制相关的检测曲线; 计算机根据检测样品的试验方法,自动调整材料试验机的加荷速度,完全淘汰 人工操作试验机; 计算机后台软件自动计算相关原始数据,并生成检测报告。
工序质量检验 -涉及手机的各道工序质量检验 摘要 一部手机从各个零部件到组装完成再到流入市场,需进行多道工序,同时有多次工序质量检验,针对各工序问题,本论文提出相关的检验方法。针对电池问题,在测量完成各项指标的前提下,采用两天试生产方法;针对印制电路板板面的镀铜厚度问题,SPC预警,采用MATLAB生成数据,均值-极差控制图理论检测,求得的CL-x为30.52、UCL-x为35.36、LCI-x为25.68;CL-r为8.84,UCL -r 为17.74,LCL-r为0.根据其判异准则,再根据以上控制图可判断该工序过程处于受控状态;针对成品手机,采用抽样检验中计数抽样方法判断是拒绝批次还是接受批次;走向市场后,不同地区根据其自身情况制定相应的售后服务方案。 关键词:工序检验 MATLAB SPC 控制图理论计数抽样
一、问题背景 2015年寒假,在深圳龙华富士康做寒假实习生。 岗位:手机屏幕产线抽检员; 在为期二十五天的工作日程中,真正能尽到作为一名产品质量抽检员职责的天数并不多,作为一名新进员工,在刚入职的时候会认真工作,但在与产线其他员工熟悉之后,就学会偷工减料。一条产线每小时成品产能在正常情况下是260片左右(排除机器故障,认为操作机器等外因)而每小时人工抽检质量不过关产品大该在5到10片(五条线总和)左右。不合格品率高达0.76%(五条线每小时产能在1300左右),虽然在人的惰性的影响下人工抽检不合格品率所占的比重较低,但人工抽检又是不可或缺的,所有的操作程序不可能都进行智能操作,这样会加大企业的生产成本,降低企业利润。 那么如何在不影响产线产能和企业的生产成本与利润的前提下提高电子产品的工序质量,以此提高产品总体质量。 声明:一部手机从各个零部件到一部出售到市场,需要多个工序,所以在本论文正文中,原材料相关性能检验只针对电池;主要质量控制过程是针对印制电路板板面的镀铜厚度检验;成品质量检验与售后服务均是一部成品手机。 二、问题分析 针对问题采取的解体思路如下: 2.1 原材料 在测量完成各项指标的前提下,采用两天试生产方法。 2.2质量过程控制 (1)控制图原理 需要用MATLAB计算正态分布函数,找到CL、UCL、LCL值 (2)SPC过程 2.3 成品质量控制,抽样检验 (1)采用计数抽样方案 2.4 售后服务(成品)
实验室检测系统性能验 证 The manuscript was revised on the evening of 2021
实验室检测系统性能验证 检测系统是指完成一个检验项目所涉及的仪器、试剂、校准品、检验程序、保养计划等的组合。随着检验医学的发展和对质量要求的提高,人们开始认识和关注检测系统的重要性。新添置的检测系统,虽然仪器厂商已经提供了仪器性能的初步参数,但由于地区、实验室之间的差异,个实验室在仪器正式用来检测患者样品和发检验报告前,应重新进行性能评价。这是保证检验质量的一个重要措施,也是实验室认可的要求。实验室如使用的检测系统是公司的系列产品,即使用的是厂商提供的原检测系统,则只需做基本的性能验证。具体方法如下: 一.精密度验证 1.批内精密度:根据CLSI EP15-A文件,取2个水平的标本,同一批次尽可能短时间内连续重复测定20次,CV值必须小于或等于厂家的要求。标准差=方差的算术平方根=s=@sqrt(((x1-x)^2 +(x2-x)^2 +......(xn-x)^2)/(n-1));CV%=SD/mean(x1...xn)*100%. 2.批间精密度:参照CLSIEP5-A文件,选取正常水平(Citrol-1)、异常水平(Citrol-2),分别分装成5份,冻存于-20℃冰箱内。每天取出2个水平的质控,分别测定2批次,每批次测2遍,2次间隔大于2h,连续测定5天,计算SD和CV,CV值必须小于或等于厂家的要求。 二.准确度验证 分别取2个水平的定值质控品(Citrol-1,Citrol-2)验证凝血四项的准确度,D-二聚体专用质控品验证其准确度,每个结果重复测定3次,结果应在质控品标识的可控范围内,偏倚应在厂家标识的±10%范围内;同时结合当年卫生部临检中心凝血室间质量评价结果进行评价。 三.检测限验证 只验证以浓度为结果的项目,将FBG和D-Dimer的标准品分别使用配套的OVB 稀释液稀释到厂家标识的浓度检测底限值附近,重复检测10次,记录结果,计算CV,应在厂家标识的±20%范围内,该浓度即为该项目的检测下限。 四.线性验证 只验证以浓度为结果的项目,选取1份接近预期上限的高值血浆样本(H),分别按100%、80%、60%、40%、20%、10%的比例进行稀释,每个稀释度重复检测3次,计算均值。将实测值与理论值作比较(偏离应小于10%),计算回归方程Y=aX+b,厂家要求a在1±范围内,相关系数r≥.
基于机器视觉技术的产品表面质量检测系统 王岩松1章春娥2 (1凌云光子集团100089 2交通大学信息科学研究所100044) 摘要:介绍了基于机器视觉技术的表面检测系统的设计方案和系统构成原理,并且针对表面检测系统中广泛应用的高精度定位配准算法以及Blob分析算法从原理上进行了阐述,同时给出了当前通用的表面检测系统的处理单元构成特点。基于本文所介绍的机器视觉技术的表面检测系统已经在工业现场得到了批量推广应用,对于以后开展类似的表面检测系统具有一定的参考价值和指导意义。 关键字:机器视觉表面检测斑点分析(Blob分析) A Surface Inspecting System Based on Machine Vision Technology Wang Yansong Zhang Chun-e A LUSTER LightTech Group Company,100089 Institute of Information Science, Beijing Jiaotong University, Beijing, 100044 Abstract:An introduction to some general design schemes and constructing principles about surface inspecting system based on machine vision technology. Some algorithms widely used in surface inspecting system such as high resolution Search-alighment algorithm and Blob analysis algorighm are desrcibed in detail theoretically.The constructing way of processing uint in general surface inspecting system is also presented in this paper. Up to now, a great deal of surface inspecting systems based on the technology introduced in this paper have been successfully used in some industrial factory。 KayWords:Machine Vision Surface Inspection Blob Analysis 1.机器视觉及系统 机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品,如CCD、CMOS 和光电管等,将被摄取的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,再根据判别的结果控制现场的设备。典型的工业机器视觉应用系统包括如下部分:光源,镜头,CCD照相机,图像处理单元(或图像采集卡),图像处理软件,监视器,通讯/输入输出单元等[1]。 机器视觉是一项综合技术,其中包括数字图像处理技术、机械工程技术、控制技术、光源照明技术,光学成像技术、传感器技术、模拟与数字视频技术、计算机软硬件技术、人机接口技术等。其中图像处理软件中的图像处理算法是整个机器视觉的核心部分。图像处理技术包含数字图像处理学、计算机图形学中的大量容,涉及图像分割、图像测量、图像融合、图像匹配、模式识别、计算机神经网络等大量前沿技术。图像处理算法选择的合理性、算法的适用性、算法的处理速度和处理精度等均将直接绝对最终机器视觉质量检测系统的检测结果。
第4章测试系统的特性 一般测试系统由传感器、中间变换装置和显示记录装置三部分组成。测试过程中传感器将反映被测对象特性的物理量(如压力、加速度、温度等)检出并转换为电信号,然后传输给中间变换装置;中间变换装置对电信号用硬件电路进行处理或经A/D变成数字量,再将结果以电信号或数字信号的方式传输给显示记录装置;最后由显示记录装置将测量结果显示出来,提供给观察者或其它自动控制装置。测试系统见图4-1所示。 根据测试任务复杂程度的不同,测试系统中每个环节又可由多个模块组成。例如,图4-2所示的机床轴承故障监测系统中的中间变换装置就由带通滤波器、A/D变换器和快速傅里叶变换(Fast Fourier Transform,简称FFT)分析软件三部分组成。测试系统中传感器为振动加速度计,它将机床轴承振动信号转换为电信号;带通滤波器用于滤除传感器测量信号中的高、低频干扰信号和对信号进行放大,A/D变换器用于对放大后的测量信号进行采样,将其转换为数字量;FFT分析软件则对转换后的数字信号进行快速傅里叶变换,计算出信号的频谱;最后由计算机显示器对频谱进行显示。 要实现测试,一个测试系统必须可靠、不失真。因此,本章将讨论测试系统及其输入、输出的关系,以及测试系统不失真的条件。 图4-1 测试系统简图 图4-2 轴承振动信号的测试系统
4.1 线性系统及其基本性质 机械测试的实质是研究被测机械的信号)(t x (激励)、测试系统的特性)(t h 和测试结果)(t y (响应)三者之间的关系,可用图4-3表示。 )(t x )(t y )(t h 图4-3 测试系统与输入和输出的关系 它有三个方面的含义: (1)如果输入)(t x 和输出)(t y 可测,则可以推断测试系统的特性)(t h ; (2)如果测试系统特性)(t h 已知,输出)(t y 可测,则可以推导出相应的输入)(t x ; (3)如果输入)(t x 和系统特性)(t h 已知,则可以推断或估计系统的输出)(t y 。 这里所说的测试系统,广义上是指从设备的某一激励输入(输入环节)到检测输出量的那个环节(输出环节)之间的整个系统,一般包括被测设备和测量装置两部分。所以只有首先确知测量装置的特性,才能从测量结果中正确评价被测设备的特性或运行状态。 理想的测试装置应具有单值的、确定的输入/输出关系,并且最好为线性关系。由于在静态测量中校正和补偿技术易于实现,这种线性关系不是必须的(但是希望的);而在动态测量中,测试装置则应力求是线性系统,原因主要有两方面:一是目前对线性系统的数学处理和分析方法比较完善;二是动态测量中的非线性校正比较困难。但对许多实际的机械信号测试装置而言,不可能在很大的工作范围内全部保持线性,只能在一定的工作范围和误差允许范围内当作线性系统来处理。 线性系统输入)(t x 和输出)(t y 之间的关系可以用式(4-1)来描述 )()(...)()()()(...)()(0111101111t x b dt t dx b dt t x d b dt t x d b t y a dt t dy a dt t y d a dt t y d a m m m m m m n n n n n n ++++=++++------ (4-1) 当n a ,1-n a ,…,0a 和m b ,1-m b ,…,0b 均为常数时,式(4-1)描述的就是线性系统,也称为时不变线性系统,它有以下主要基本性质: (1)叠加性 若 )()(11t y t x →,)()(22t y t x →,则有
第3章传感器基本特性 一、单项选择题 1、衡量传感器静态特性的指标不包括()。 A. 线性度 B. 灵敏度 C. 频域响应 D. 重复性 2、下列指标属于衡量传感器动态特性的评价指标的是()。 A. 时域响应 B. 线性度 C. 零点漂移 D. 灵敏度 3、一阶传感器输出达到稳态值的50%所需的时间是()。 A. 延迟时间 B. 上升时间 C. 峰值时间 D. 响应时间 4、一阶传感器输出达到稳态值的90%所需的时间是()。 A. 延迟时间 B. 上升时间 C. 峰值时间 D. 响应时间 5、传感器的下列指标全部属于静态特性的是() A.线性度、灵敏度、阻尼系数 B.幅频特性、相频特性、稳态误差 C.迟滞、重复性、漂移 D.精度、时间常数、重复性 6、传感器的下列指标全部属于动态特性的是() A.迟滞、灵敏度、阻尼系数 B.幅频特性、相频特性 C.重复性、漂移 D.精度、时间常数、重复性 7、不属于传感器静态特性指标的是() A.重复性 B.固有频率 C.灵敏度 D.漂移 8、对于传感器的动态特性,下面哪种说法不正确() A.变面积式的电容传感器可看作零阶系统 B.一阶传感器的截止频率是时间常数的倒数 C.时间常数越大,一阶传感器的频率响应越好 D.提高二阶传感器的固有频率,可减小动态误差和扩大频率响应范围9、属于传感器动态特性指标的是() A.重复性 B.固有频率 C.灵敏度 D.漂移
10、无论二阶系统的阻尼比如何变化,当它受到的激振力频率等于系统固有频率时,该系统的位移与激振力之间的相位差必为() A. 0° B.90° C.180° D. 在0°和90°之间反复变化的值 11、传感器的精度表征了给出值与( )相符合的程度。 A.估计值 B.被测值 C.相对值 D.理论值 12、传感器的静态特性,是指当传感器输入、输出不随( )变化时,其输出-输入的特性。 A.时间 B.被测量 C.环境 D.地理位置 13、非线性度是测量装置的输出和输入是否保持( )关系的一种度量。 A.相等 B.相似 C.理想比例 D.近似比例 14、回程误差表明的是在( )期间输出-输入特性曲线不重合的程度。 A.多次测量 B.同次测量 C.正反行程 D.不同测量 =秒的一阶系统,当受到突变温度作用后,传感器输15、已知某温度传感器为时间常数τ3 出指示温差的三分之一所需的时间为()秒 A.3 B.1 C. 1.2 D.1/3 二、多项选择题 1.阶跃输入时表征传感器动态特性的指标有哪些?() A.上升时间 B.响应时间 C.超调量 D.重复性 2.动态响应可以采取多种方法来描述,以下属于用来描述动态响应的方法是:() A.精度测试法 B.频率响应函数 C.传递函数 D.脉冲响应函数 3. 传感器静态特性包括许多因素,以下属于静态特性因素的有()。 A.迟滞 B.重复性 C.线性度 D.灵敏度 4. 传感器静态特性指标表征的重要指标有:() A.灵敏度 B.非线性度 C.回程误差 D.重复性 5.一般而言,传感器的线性度并不是很理想,这就要求使用一定的线性化方法,以下属于线性化方法的有:() A.端点线性 B.独立线性 C.自然样条插值 D.最小二乘线性 三、填空题 1、灵敏度是传感器在稳态下对的比值。 2、系统灵敏度越,就越容易受到外界干扰的影响,系统的稳定性就越。 3、是指传感器在输入量不变的情况下,输出量随时间变化的现象。 4、要实现不失真测量,检测系统的幅频特性应为,相频特性应为。
第二章 测试装置的基本特性 (一)填空题 1、 某一阶系统的频率响应函数为1 21 )(+=ωωj j H ,输入信号2sin )(t t x =,则输出信号)(t y 的频率为=ω ,幅值=y ,相位=φ 。 2、 试求传递函数分别为5.05.35.1+s 和2 224.141n n n s s ωωω++的两个环节串联后组成的系统的总灵敏度。 3、 为了获得测试信号的频谱,常用的信号分析方法有 、 和 。 4、 当测试系统的输出)(t y 与输入)(t x 之间的关系为)()(00t t x A t y -=时,该系统能实现 测试。此时,系统的频率特性为=)(ωj H 。 5、 传感器的灵敏度越高,就意味着传感器所感知的 越小。 6、 一个理想的测试装置,其输入和输出之间应该具有 关系为最佳。 (二)选择题 1、 不属于测试系统的静特性。 (1)灵敏度 (2)线性度 (3)回程误差 (4)阻尼系数 2、 从时域上看,系统的输出是输入与该系统 响应的卷积。 (1)正弦 (2)阶跃 (3)脉冲 (4)斜坡 3、 两环节的相频特性各为)(1ωQ 和)(2ωQ ,则两环节串联组成的测试系统,其相频特性 为 。 (1) )()(21ωωQ Q (2))()(21ωωQ Q + (3)) ()()()(2121ωωωωQ Q Q Q +(4))()(21ωωQ Q - 4、 一阶系统的阶跃响应中,超调量 。 (1)存在,但<5% (2)存在,但<1 (3)在时间常数很小时存在 (4)不存在 5、 忽略质量的单自由度振动系统是 系统。 (1)零阶 (2)一阶 (3)二阶 (4)高阶 6、 一阶系统的动态特性参数是 。 (1)固有频率 (2)线性度 (3)时间常数 (4)阻尼比 7、 用阶跃响应法求一阶装置的动态特性参数,可取输出值达到稳态值 倍所经过的 时间作为时间常数。 (1)0.632 (2)0.865 (3)0.950 (4)0.982 (三)判断对错题(用√或×表示) 1、 一线性系统不满足“不失真测试”条件,若用它传输一个1000Hz 的正弦信号,则必然导致输出波形失真。( ) 2、 在线性时不变系统中,当初始条件为零时,系统的输出量与输入量之比的拉氏变换称为传递函数。( ) 3、 当输入信号)(t x 一定时,系统的输出)(t y 将完全取决于传递函数)(s H ,而与该系统
一个OA系统的性能 测试方案 1
中国石油办公自动化系统压力测试报告 中国软件评测中心 8月3日
历史记录
目录 1. 测试内容................................................................. 错误!未定义书签。 2. 测试方法................................................................. 错误!未定义书签。 3. 测试目标................................................................. 错误!未定义书签。 4. 测试场景................................................................. 错误!未定义书签。 5. 测试环境................................................................. 错误!未定义书签。 6. 测试结果描述......................................................... 错误!未定义书签。 6.1 2M带宽登录 ................................................... 错误!未定义书签。 6.2 4M带宽登录 ................................................... 错误!未定义书签。 6.3 2M带宽打开word文档 ................................. 错误!未定义书签。 6.4 4M带宽打开word文档 ................................. 错误!未定义书签。 6.5 10M带宽打开word文档 ............................... 错误!未定义书签。 6.6 服务器处理能力( 以登录页面为例) ............. 错误!未定义书签。
空气质量自动监测系统 技术方案
目录 、,、. 前言 -*■.系统概述 -?-. 系统组成 四.空气质量监测仪性能特点 五.仪器工作原理 六.监测参数及性能指标 七.采样系统 八.多点校准设备(高精度配气仪) 九.零气发生器 十.气象系统 十一.中心站软件系统介绍 十二.项目详细的自动监测系统框图、安装方案十三.常见故障维修
大气环境自动监测系统技术文件 一.前言 环境保护监测先行,自动化、信息化是做好环境监测的前提和保障。在地方经济迅速发展的同时、各地区不断出现不同程度的水、气、噪声等环境污染事件,严重影响了人们的生活质量,阻碍了当地经济的持续发展。随着国家制定的各种环境保护政策及法规的颁布实施,各级地方政府在对辖区内的环境治理日益重视的同时,加大了对环境监测的投资力度,各地区陆续规划安装了大气环境质量监测地面站,实施城市空气质量预报。 THY-AQM6係列城市级大气环境监测系统完全可以实现区域环境保护监测部门对环境监测的实际需要,满足城市空气质量预报的要求。 二、系统概述 THY-AQM6系列城市级大气环境监测系统通过在城市均布点设置子站(子站数量根据当 地情况而定),安装在线式环境监测设备。监测数据实时传送到当地环保监控中心;中心可通过系统实时监测终端监测辖区内分布的各点在线监测设备的实时动态数据,并及时记录;建立监测系统数据库,根据历史记录数据和分析结果预测、预报辖区环境污染状况及发展趋势,为有效控制辖区内环境状况提供科学依据。 系统将在环保局监控中心安装一个视频显示屏及建立一个显示控制系统,该系统可满足 环保局政务公示及辖区环境监测数据、信息实时发布的需要。 THY-AQM60系列环境空气质量自动监测系统是以自动监测仪器为核心的自动“测-控”系统。系列环境空气自动监测系统是基于干法仪器的生产技术,利用定电位电解传感器原理,结合国际上成熟的电子技术和网络通讯技术研制、开发出来的最新科技产品。该系统符合国家对城市环境空气自动监测系统的各项技术指标要求,国产化程度高,具有较强的实用性和理想的性能价格比,可替代同类进口产品,是开展城市环境空气自动监测的理想仪 系列环境空气自动监测系统由一个中心站和若干个子站构成(子站数量根据当地情况而定),安装在线式环境监测设备。因此系统软件将由中心站软件和子站软件两大部分组成,两者有机结合,协调整个监测系统的运行,完成对各种监测仪器的数据采集和远程通讯控制及数据处理,并形成报告。 三、系统组成 大气污染物:N02( NO NOX监测仪、臭氧监测仪、二氧化碳监测仪、一氧化碳监测仪、 PM10监测仪 气象系统:可测量风速、风向、温度、湿度、大气压力。
龙源期刊网 https://www.doczj.com/doc/8616642337.html, 浅谈产品测试体系建立 作者:牛延谋 来源:《中国科技纵横》2014年第11期 【摘要】随着国南网表对质量的要求越来越高,同行业厂家的不断崛起,市场需求的快速变化、技术更新加剧的趋势之下,是否拥有快速、低成本、高质量推出产品的能力,已成为决定企业成败的关键。越早发现产品质量问题,则产生的成本越低,因此,如果在研发过程中,能够通过系统的测试及验证,则可以节约成千上万倍的成本,因此系统的产品测试体系对企业有至关重要的作用。 【关键词】电表质量测试体系 1 产品测试与产品质量的关系 测试、评审、质量保证、新物料确认、FMEA是产品质量保证的五大手段。其中产品测试主要为软硬件测试,软件测试包含的内容有:代码走读,单元测试、集成测试、系统测试、文档测试、验收测试,如果涉及到硬件测试,则还包含新物料认证、产品失效模式分析及可靠性分析(FMEA)。从上可以看出,测试是保证产品质量的主要手段之一,合理的测试系统可提高测试过程的有效性、进一步提升测试效率。 2 测试管理的主要工作 2.1 测试内容 在产品生命周期的概念阶段和计划阶段需制订测试战略和测试计划,开发阶段包含测试标准(测试方案),单板测试(单板硬件测试、单板软件测试、自测)、性能测试、功能测试(白盒测试),中试阶段包含中试测试、回归测试。 测试策略需要重点考虑的内容:关键测试技术分析,需求的自动化测试分析,关键测试数据的获得,每个BUILD的测试重点分析,测试仪器、环境的获得性分析。 2.2 各阶段测试人员的职责 概念阶段(TR1):定义可测试性需求,接收需求任务书,制作产品测试PHB。 计划阶段(TR2):制订产品测试计划,制订测试策略及方案,估算测试工作量。 开发阶段的计划阶段(TR3):编写测试用例,特性/专项测试方案,SDV测试计划,SIT 测试计划,代码走读,单元测试。
空气质量自动监测系统技术方案
目录 一.前言 二.系统概述 三.系统组成 四.空气质量监测仪性能特点 五.仪器工作原理 六.监测参数及性能指标 七.采样系统 八.多点校准设备(高精度配气仪) 九.零气发生器 十.气象系统 十一.中心站软件系统介绍 十二.项目详细的自动监测系统框图、安装方案十三.常见故障维修
大气环境自动监测系统技术文件 一.前言 环境保护监测先行,自动化、信息化是做好环境监测的前提和保障。在地方经济 迅速发展的同时、各地区不断出现不同程度的水、气、噪声等环境污染事件,严重影响了人们的生活质量,阻碍了当地经济的持续发展。随着国家制定的各种环境保护政策及法规的颁布实施,各级地方政府在对辖区内的环境治理日益重视的同时,加大了对环境监测的投资力度,各地区陆续规划安装了大气环境质量监测地面站,实施城市空气质量预报。 THY-AQM60系列城市级大气环境监测系统完全可以实现区域环境保护监测部门对环境监测的实际需要,满足城市空气质量预报的要求。 二、系统概述 THY-AQM60系列城市级大气环境监测系统通过在城市均布点设置子站(子站数量根据当地情况而定),安装在线式环境监测设备。监测数据实时传送到当地环保监控中心;中心可通过系统实时监测终端监测辖区内分布的各点在线监测设备的实时动态数据,并及时记录;建立监测系统数据库,根据历史记录数据和分析结果预测、预报辖区环境污染状况及发展趋势,为有效控制辖区内环境状况提供科学依据。 系统将在环保局监控中心安装一个视频显示屏及建立一个显示控制系统,该系统可满足环保局政务公示及辖区环境监测数据、信息实时发布的需要。 THY-AQM60系列环境空气质量自动监测系统是以自动监测仪器为核心的自动“测-控”系统。系列环境空气自动监测系统是基于干法仪器的生产技术,利用定电位电解传感器原理,结合国际上成熟的电子技术和网络通讯技术研制、开发出来的最新科技产品。该系统符合国家对城市环境空气自动监测系统的各项技术指标要求,国产化程度高,具有较强的实用性和理想的性能价格比,可替代同类进口产品,是开展城市环境空气自动监测的理想仪系列环境空气自动监测系统由一个中心站和若干个子站构成(子站数量根据当地情况而定),安装在线式环境监测设备。因此系统软件将由中心站软件和子站软件两大部分组成,两者有机结合,协调整个监测系统的运行,完成对各种监测仪器的数据采集和远程通讯 控制及数据处理,并形成报告。 三、系统组成 大气污染物: NO2(NO、NOx)监测仪、臭氧监测仪、二氧化碳监测仪、一氧化碳监测仪、PM10监测仪
第4章测试系统的基本特性 4.1 知识要点 4.1.1测试系统概述及其主要性质 1.什么叫线性时不变系统? 设系统的输入为x (t )、输出为y (t ),则高阶线性测量系统可用高阶、齐次、常系数微分方程来描述: )(d )(d d )(d d )(d 01111t y a t t y a t t y a t t y a n n n n n n ++++--- )(d )(d d )(d d )(d 01111t x b t t x b t t x b t t x b m m m m m m ++++=--- (4-1) 式(4-1)中,a n 、a n -1、…、a 0和b m 、b m -1、…、b 0是常数,与测量系统的结构特性、输入状况和测试点的分布等因素有关。这种系统其内部参数不随时间变化而变化,称之为时不变(或称定常)系统。既是线性的又是时不变的系统叫做线性时不变系统。 2.线性时不变系统具有哪些主要性质? (1)叠加性与比例性:系统对各输入之和的输出等于各单个输入的输出之和。 (2)微分性质:系统对输入微分的响应,等同于对原输入响应的微分。 (3)积分性质:当初始条件为零时,系统对输入积分的响应等同于对原输入响应的积分。 (4)频率不变性:若系统的输入为某一频率的谐波信号,则系统的稳态输出将为同一频率的谐波信号。 4.1.2测试系统的静态特性 1.什么叫标定和静态标定?采用什么方法进行静态标定?标定有何作用?标定的步骤有哪些? 标定:用已知的标准校正仪器或测量系统的过程。 静态标定:就是将原始基准器,或比被标定系统准确度高的各级标准器或已知输入源作用于测量系统,得出测量系统的激励-响应关系的实验操作。 静态标定方法:在全量程范围内均匀地取定5个或5个以上的标定点(包括零点),从零点开始,由低至高,逐次输入预定的标定值(称标定的正行程),然后再倒序由高至低依次输入预定的标定值,直至返回零点(称标定的反行程),并按要求将以上操作重复若干次,记录下相应的响应-激励关系。 标定的主要作用是:确定仪器或测量系统的输入-输出关系,赋予仪器或测量系统分度
产品生产工艺质量管理体系 1)产品设备管理 带领本工段人员严格按照设备保养的相关规定的要求做好设备保养工作,并认 真检查落实设备保养情况。认真做好交接班工作,检查设备保养情况是否完好。生产车间现场是否符合要求,并对接班后的设备保养,生产车间现场负责。 一、日常工作: (1)带领本工段人员正常出勤并认真做好本工段人员的考勤工作。本工段人员请假必须详细填写请假条并上报车间主任。 (2)负责对生产车间现场的管理工作,监督与检查生产车间现场的卫生情况,对不符合要求的应立即整改。对接班后的生产车间现场卫生负责。 (3)带领与监督检查本工段人员应严格遵守工艺卡片或作业指导书上的要求组织生产。严禁违章操作。 二、工作职责: 1、对本工段人员有迟到、早退、旷工、无故串岗,扰乱其他人员正常工作的操作者,在纠正无效后,按照公司的相关管治理制度上的处罚标准有辞退建议权。 2、有权检查生产部会议决议及车间主任会议决议执行情况和生产计划完成情况,对不执行决议而影响生产计划完成的员工有权追究责任,并向车间主任报告。 三、车间员工岗位职责 1、在车间工段长的直接领导下开展工作,严格遵守公司的各项规章制度。 2、自觉遵守公司安全、品质、卫生等各项规章制度,自觉服从工作安排。 3、严格按照所在工序要求进行作业。 4、强化品质观念和工作责任心,各工序作业者必须检查前工序作业的品质,并确保自己经手的材料、产品正常流转到下道工序。 5、增强效率意思,加强协调配合,确保当班生产任务的按时完成。 6、养成“看清楚再拿,问明白再做”的习惯,杜绝错乱与混淆。对各种材料、产品按品种喷码与否、不同日期、不同批次等进行严格的区分放置,贴好醒目标识,必要时需向后续工序员工交代清楚。 7、在生产过程中发现异常或发生意外,必须立即向上级报告,不得隐瞒或擅自处理。 8、定置定位摆放现场所有设备,物料、工具,确保现场整洁,走到畅通,爱护设备设施,工具产品及原料。 9、注意节能,水,电。完成作业及下班是关闭好阀门和开关。 四、电工岗位职责 1、努力学习技术,熟练掌握工厂电气设备的原理及实际操作。 2、上班时间要在配电房值班,不得擅离工作岗位。 3、每天记录低压配电房的用电状况,包括:电流、电压、功率因数、电能等参数。 4、制订全厂电器设备的检修计划,按时按质量地完成,并填好记录表格。 5、积极协调厂长及班长的工作,出现事故时无条件地迅速返回车间或机房,听从厂长及班长的指挥,在确认设备无电安全后方可进行设备检修。 6、搞好配电房的清洁工作。