附录一硬度计基本原理
一、布尔硬度(HB ) 1、基本原理
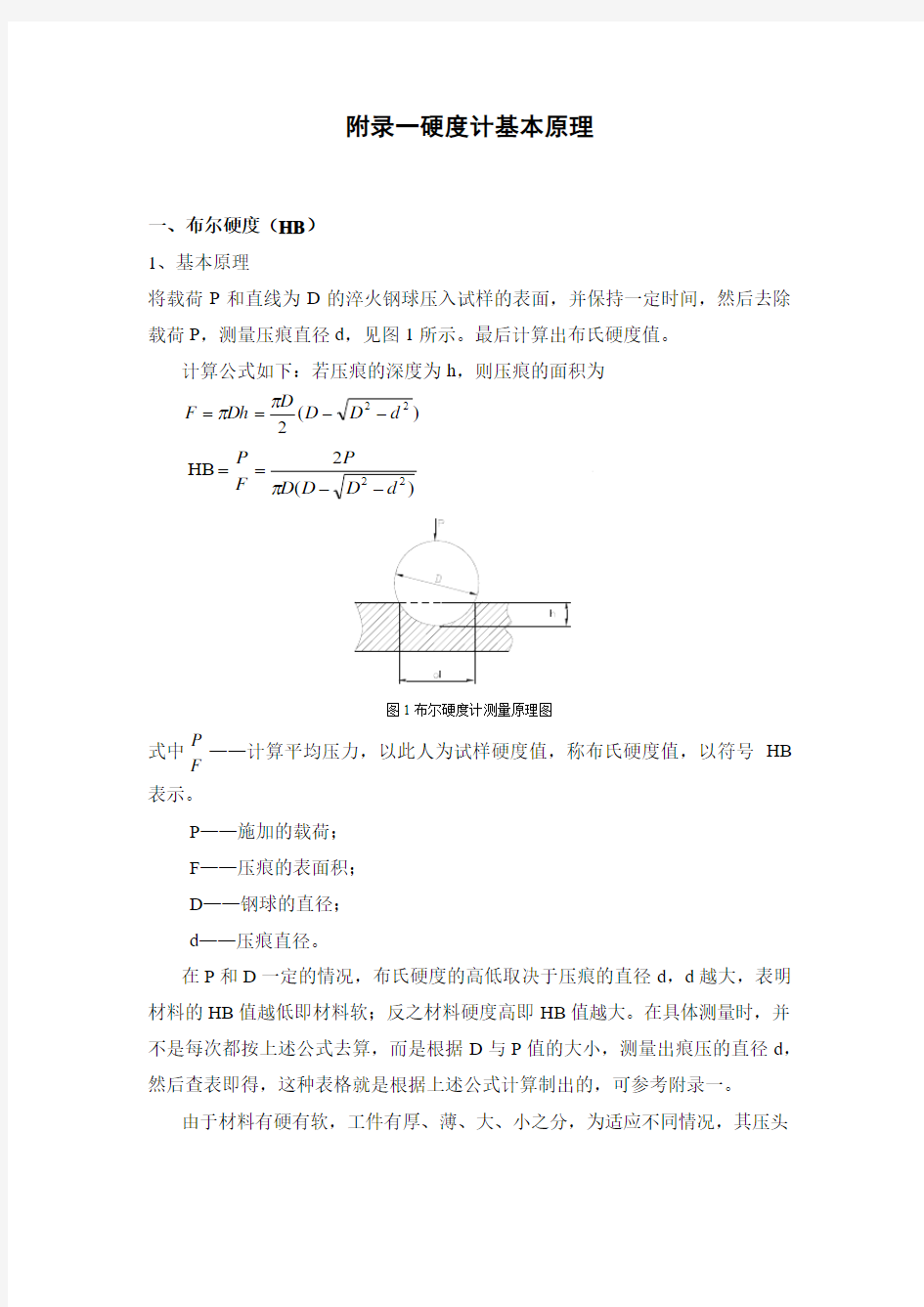
将载荷P 和直线为D 的淬火钢球压入试样的表面,并保持一定时间,然后去除载荷P ,测量压痕直径d ,见图1所示。最后计算出布氏硬度值。
计算公式如下:若压痕的深度为h ,则压痕的面积为
)(2
22d D D D
Dh F --=
=ππ
HB F P =
=
图1布尔硬度计测量原理图
式中
F
P
——计算平均压力,以此人为试样硬度值,称布氏硬度值,以符号HB 表示。
P ——施加的载荷; F ——压痕的表面积; D ——钢球的直径; d ——压痕直径。
在P 和D 一定的情况,布氏硬度的高低取决于压痕的直径d ,d 越大,表明材料的HB 值越低即材料软;反之材料硬度高即HB 值越大。在具体测量时,并不是每次都按上述公式去算,而是根据D 与P 值的大小,测量出痕压的直径d ,然后查表即得,这种表格就是根据上述公式计算制出的,可参考附录一。
由于材料有硬有软,工件有厚、薄、大、小之分,为适应不同情况,其压头
有φ2.5mm、φ5mm、φ10mm三种钢球。载荷有156N、625N、1875N、2500N、7500N、10000N、30000N7种。在具体测量时只要满足P/D2为常数,则对同一材料来说,布氏硬度值都相同;对不同材料,所得布氏硬度值是可进行比较的。国家标准规定P/D2为30、10、2.5三种。按表1布氏硬度试验的规范来选择钢球直径D和加压负荷P以及保压时间。在试样截面大小和厚度允许的情况下,尽可能选用直径大的钢球和大的载荷,这样更接近于材料的真实性能;同时测量的压痕大,误差也小。所以测定钢的硬度时,尽可能用φ10mm钢球和30000N的载荷。压痕直径应在0.25D 表1 布氏硬度实验规范 布氏硬度计的压头,是淬火的高碳工具钢制的钢球,为了避免钢球压裂或变形,不能测太硬的材料。 2.布氏硬度计的构造与操作 常用布氏硬度计有油压式和杠杆式两种,油压式是通过液体来传递压力,是比较早期的硬度计类型,容易产生过载等缺点。目前多采有杠杆式硬度计,它是通过杠杆来传递补压力,是较完善的硬度计。现以HB-3000型布氏硬度计为例, 介绍其主要结构,见图2所示。 指示灯——用于表示加载过程; 压头——是淬火钢球制成; 载物台——放置试样; 升降丝杆——使载物台升降的机构; 手轮——使丝杆发生上、下旋转; 时间定位器——用于控制加载时间; 加载按钮——用于施加载荷。 二、洛氏硬度(HR) 洛氏硬度法克服了布氏硬度法的缺点,它的压痕较小, 可测较高硬度,可直接读数,操作方法、效率高,帮为热处理产品检验的主要方法之一。 1、测试原理 洛氏硬度法也采用压入法,它用金刚石和钢球作压头。但它是以压痕的陷凹深度作为计量硬度指标。 为了可以用一个试验机测定从软到硬的材料的硬度,采用了不同的压头和总负荷,组成了15种不同的洛氏硬度标尺。表2所示为各种洛氏硬度标尺的、试验条件及其应用。钢铁材料常用HRB和HRC两种标尺测定。 表2 各种洛氏硬度标尺的试验条件及其应用 各种洛氏硬度的测量原理都相似,现以测量HRC 为例说明之。 图3-5是洛氏硬度计测量原理图,一般较硬的金属材料(如淬火后的工件)用金刚石压头,较软的金属材料用钢球压头。 图3 洛氏硬度计测量原理图 总载荷P 分为两次加在压头上。首先加入预载荷p 0,使压头与试样的表面接触良好,此时压痕深度为h 1(见图3a);然后加入主载茶p 1,这时总载荷P= p 0 +p 1,此时压痕深度增加到h 2位置(见图3b)。随后将主载荷卸除,此时压痕由于加载时所产生的弹性变形已恢复,这时压痕深度h 3= h 2–h 1(见图3c )作为测量的依据。 如果直接以压痕深度h 来作计算硬度指标,那么就会出现硬的金属硬度值小,而软的金属硬度值反而大的现象,这不符合人们的习惯。因此用一常数k 来减去所得的压痕深度值作为洛氏硬度的指标。 即HR=k-h 当以钢球为压头时,k=0.26;以金刚石锥体为压头时,k=0.2,此外,在读数上又规定以压入深度0.002作为标尺刻度的一格,这样前者的0.26常数相当于130格,后者0.2常数相当于100格,因此洛氏硬度值可由下式确定: HRC=100-002 .0h 因此当压痕深度为0.2mm 时,HRC=0。 2.洛氏硬度机的构造与操作 洛氏硬度计类型较多,外形构造也不同,但构造原理及主要部件相同,见图4所示。 图4 ASTM D2240 硬度计硬度的标准试验方法(中文版) ASTM 标准代号: D 2240-97ε美国国家标准 1 橡胶特性-(丢洛氏)硬度计测硬度-的标准试验方法 本标准是以固定的标志编号D 2240; 紧接在编号后面的数字表示最初采用的年份, 或者若有修订版本的 情况下数字表示最近修订的年份, 括号内的数字表示最近批准的年份上标的ε表示最近修或批准而作了编辑上的改变 ε 1注: 脚注从1999年2月的注5中消去。 1. 适用范围 1.1 本试验方法涉及A、B、C、D、DO、E、M、O、OO、OOO、OOO-S 和R等12种(丢 洛氏)硬度计和按橡胶、网状材料、弹性材料、热塑材料和某些硬塑料的分类来确定物质的压痕硬度的程序。 1.2 本试验方法不适用于对纤维织物的试验。 1.3 以SI单位标注的值应视为标准值, 括号中的值仅供参考。 1.4 本标准并不意味以表述了所有可能与使用有关的安全事宜。本标准的使用者有责任建立 相应的安全与健康操作规程, 并在使用前确定规则对适用性的限制。 2 参考文献 2.1 ASTM 标准 D618 对被测塑料做空气调节处理的程序2 D785 对塑料和电气绝缘材料的洛氏硬度的试验方法2 D1349 橡胶的操作规程—试验时的标准温度3 D4483 在橡胶与炭黑行业确定试验法标准精确度的操作规程3 3 试验方法的小结 3.1 本试验方法允许在初始压痕时测定硬度, 或者在印压一特定时间后进行硬度测定, 可 两者兼而有之。 注1: 当使用最大指针读数时, 被用作确定初始硬度值的具有最大读数的指针难以测准稍低的读数。 1本试验方法直接由ASTM”橡胶标准委员会”属下的《D11.10的物理试验委员会》负责最新版本于 1997年2月10日经过批准, 于1997年3月颁布。最初是以D2240-64T的形式颁布, 上一期的版本为D2240-95 2 摘自《ASTM标准年签》, 第08.01卷。 3 摘自《ASTM标准年签》, 第09.01卷 4. 意义与用途 4.1 本试验方法是立足于特定条件下、( 硬度试验) 压头对材料施力而形成穿 各类洛氏硬度计表盘读数的原理和方法 最传统和最为普遍使用的机械式洛氏硬度计都是用一块机械量表来测量指示所测得的硬度值。由于要兼顾各标尺的洛氏硬度值读取,所以又多有内外两圈的刻度,容易让初次使用的操作者摸不着头脑。我们仅就常见的各种指示表式(国外也称模拟式)洛氏硬度计的各种表盘及读取方法做一简要介绍。 1、硬度值指示原理 洛氏硬度试验是以一定的力将金刚石圆锥压头或球压头压入试件,然后在保持初试验力(10kgf或9.807N)的情况下测量残余压入深度,以此计算出洛氏硬度值。计算公式如下: 式(1)是使用金刚石压头时计算公式,式(2)是使用钢球压头时的公式。 绝大多数洛氏硬度计都是将压头主轴处的压入试件表面所产生的位移,经过5:1的测量杠杆进行机械放大传递到指示表上。(如图1所示)此时,压头主轴上0.002mm的位移传递到指示表上就是0.002X5=0.01mm,我们知道压头主轴的0.002mm就是一个洛氏硬度单位。也就是说通过一个5:1的机械放大完成了e/0.002的计算。指示表指针旋转一圈表示的位移量是 1mm,所以表盘上一圈代表了100个洛氏硬度单位。于是有了一圈100分度的刻度盘(通常为黑色)。这样的刻度盘(图2)就可以直接完成公式(1)的计算。 当使用钢球压头试验而采用公式(2)的时,可将公式(2)变换成:在公式(1)上增加了30个刻度单位的偏移。公式可以写成: 于是将刻度偏移30个洛氏硬度单位,便形成了表盘的内圈刻度(如图3是一个完整的洛氏硬度指示表的表盘示意图)。此时采用公式(2)计算的钢球压头的洛氏硬度也可从表盘的内圈刻度值上读取了。采用这类表盘的硬度计有: PHR-100型磁力式洛氏硬度计PHR系列链式洛氏硬度计 PHR大型便携式洛氏硬度计(模具硬度计) PHR小型便携式洛氏硬度计 HR-150A洛氏硬度计 2、洛氏硬度值的读取 采用金刚石压头的标尺(HRC、HRA、HRD)从表外圈的刻度值读取,采用钢球压头的其他标尺从内圈刻度值(多数为红字)读取。(如图4) 里氏硬度计期间核查规程 1、适用范围 本方案适用于我所里氏硬度计的运行核查。 注:HLD为5点硬度平均值。 3、核查依据 JJG112-2003《里氏硬度计检定规程》 TIME5300型里氏硬度计使用说明书 4、核查用主要器具及环境 器具:电子天平(分度值0.05g);立式光学计(准确度优于0.25μm);投影仪(100倍以上);工具显微镜和表面粗糙度检查仪;显微硬度计;标准里氏硬度块:(790±40)HLD,(630±40)HLD,(530±40)HLD。 环境:10-35℃,相对湿度小于80%,周围环境清沽无腐蚀性气体,无振动5、核查方法 5.1、目测设备外观并进行检测操作 5.2、硬度计冲击装置核查 5.2.1、用天平称量冲击体的质量,D型冲击体质量为5.5±0.2g。 5.2.2、碳化钨球直径用立式光学计检定,检定时在不少于3个位置上进行,直径允差为±0.004mm。 5.2.3、碳化钨球顶端表面的缺陷和表面粗糙度分别用工具显微镜和表面粗糙度检查仪测量,冲击体顶端表面应抛光,无缺陷,表面粗糙度Ra应不大于0.4μm。 5.2.4、碳化钨硬度用显微硬度计按照GB/T 4342-1991规定的试验方法进行抽检,硬度应不低于1500HV。 5.2.5、冲击装置应工作可靠,操作灵敏,无卡住现象。 5.2、硬度计显示装置核查 显示装置的显示应清晰可靠,正常工作条件下,显示装置应连续稳定地工作。 6、结果处理 若期间核查结果符合要求,说明仪器的检定状态没有不可容忍的变化。如果发现超差,则判为不合格,根据出现的情况或及时维修设备,重新检定或标定合格后方可使用。 7、核查周期:核查周期为1年,且在两次相邻检定之间进行。 HR-150A 型洛氏硬度计 用 户 使 用 手 册 莱州华银试验限公司 (原山东掖县材料试验机厂) 产品介绍 概述 硬度是金属材料及合金材料机械性能的重要指标,通常指的是一种材料抵抗另一较硬的具有一定形状、尺寸并且本身不发生残余变形的物体压入其表面的能力。 洛氏硬度试验,在机械性能试验中是最迅速、最简便、最经济的试验方法。它不仅试验效率高,操作简单,而且还可以直接获得硬度值。在很多情况下,可以完成其它机械性能试验所不能完成的工作。 HR-150A型洛氏硬度计连续三届荣获国家优质产品银质奖。可测定硬质合金、淬火钢及未经淬火钢材的洛氏硬度。适用于厂矿、科研单位和大专院校试验室。 试验原理 洛氏硬度试验,是将金刚石圆锥压头(见图2)或钢球压头(见图3)按图1分两个步骤压入试样表面,经规定保持时间后,卸除主试验力,测量在初试验力下的残余压痕深度。根据h值及常数N和S(见表1),用式(1)计算洛氏硬度: 洛氏硬度值=N-h/S (1) 图1 洛氏硬度试验原理图 1.在初试验力F0下的压入深度; 2.由主试验力F1引起的压入深度; 3.卸除主试验力F1后的弹性回复深度; 4.残余压入深度h; 5.试样表面; 6.测量基准面; 7.压头位置。 示例:59HRC表示用C标尺测得的洛氏硬度为59。 *本节“试验原理”的内容参考中华人民共和国国家标准《金属洛氏硬度试验》(GB/T230.1-2004)。 适用范围 洛氏硬度试验按试样的硬度范围、试样尺寸可以选择不同的压头及负荷,并用不同的标尺表示。洛氏硬度常用的有A,B、C标尺。各种标尺的负荷、压头、常数K的数值及应用范围见表2。 ?A标尺适应于测量硬度超过67HRC的金属,如碳化钨、硬质合金、硬的薄板材及表面硬化零件等,测量范围为20-85HRA。 ?B标尺用来测量有色金属及其合金、退火钢等低硬度零件的硬度,硬度范围为25-l00HRB。当试样硬度小于25HRB时,多数情况下金属开始蠕变,变形延续很长时间,其结果不容易准确;当试样硬度大于100HRB时,由于钢球压头可能变形,以及压入深度太小,均容易造成误差。 ?C标尺适应于碳钢、工具钢及合金钢等经过淬火或回火处理的试样的硬度试验,测量范围为20-67HRC。当试样硬度低于20HRC时,金刚石压头压入试样过深,由于压头几何形状所造成的误差增大,测量结果不准确;当试样硬度大于67HRC时,压头尖端产生的压力过大,金刚石容易损坏,一般不宜采用。 EVA硬度计型号选用 一、测量EVA硬度的硬度计型号 经查询相关资料,测量EVA制品“应该”要用LX-C型邵氏硬度计。此处之所以说“应该”,是因为没有找到明确的国家标准,只是种种证据表明应该用C型邵氏硬度计。具体分析见下文。 1. 测量EVA硬度的硬度计型号介绍 1)百度百科上的介绍 邵氏硬度计(橡胶硬度计)广泛应用于橡胶、塑料的硬度测定。具有结构简单、使用方便、型小体轻、读数直观等特点,既可以随身携带手持测量,也可以装置在配套生产的同型号定荷架上定荷测定。 邵氏硬度计主要分为三类:即 A型,C型和 D型。它们的测量原理完全相同,所不同的是测量针的尺寸不同。 A型的针尖直径为,A型硬度计用来测量软塑料、橡胶、合成橡胶、毡、皮革。 C型的测针是一个圆球直径5mm。邵氏 C型硬度计用来测量泡沫材料和海绵等软性材料。C型适用于橡塑并用、塑料中含有发泡剂制成的微孔材料。 D型的针尖直径为 .即半径为。D 型硬度计用来测量硬塑料和硬橡胶的硬度,例如:地板材料,保龄球等现场测量硬度。 2)淘宝、京东上一些网店的介绍 邵氏硬度计是用来测量橡胶、泡沫、塑料等物质硬度的仪器,型号有邵氏A型、C 型、D型几种。 邵氏A型硬度计,主要用于塑料合成橡胶及其他相关化工制品(皮革、多元脂、蜡等硬度)的硬度测量; 邵氏C型硬度计是测定压缩率为50%时应力为c㎡以上的含有发泡剂制成的橡塑微孔材料硬度,也可用于类似硬度的其他材料; 邵氏D型硬度计适用于一般硬橡胶、硬树脂、压克力、玻璃、热塑性塑胶、印刷板、纤维等高硬度材料的硬度测试。 2.为什么要用LX-C型邵氏硬度计 1)根据百度百科的介绍“邵氏 C型硬度计用来测量泡沫材料和海绵等软性材料。C 型适用于橡塑并用、塑料中含有发泡剂制成的微孔材料。” 在百度文库中的一篇资料中提到EVA为泡沫材料(见附件“泡沫材料”)。且EVA制品为发泡成型,是否是微孔材料不能确定,但是肯定有孔。微孔材料定义如下图: 图1.微孔材料定义 2)在淘宝与京东上一些网店的介绍为“邵氏C型硬度计是测定压缩率为50%时应力为c㎡以上的含有发泡剂制成的橡塑微孔材料硬度,也可用于类似硬度的其他材料。” 具体“压缩率为50%时应力为c㎡以上”这句话很难证明,也没有找到相应证据,但“含有发泡剂制成的橡塑微孔材料硬度,也可用于类似硬度的其他材料”这句话基本可以说明EVA制品也可用LX-C型硬度计。 3)找了很多国家标准、行业标准等资料,但是没有在成文的标准中找到C型硬度计的描述,但是可以在百度文库中找到C型硬度计的描述。在已查到的现有的国家标准中只有A型、D型硬度计的介绍,还有AO、AM型的,主要是A型、D型的,找到的JIS(日本工业标准)的相关文件“JIS K7215-1986”也是只包含A型、D型。对比这些国家标准等标准的日期,年份都比较早,可能C型应用比较晚导致。 但是以上这些并不妨碍对于LX-C型硬度计的确认,理由如下: ①根据“HGT 2489-2007 鞋用微孔材料硬度试验方法”,其中第三条描述如下图: 图2. HGT 2489-2007中对于测量原理的描述 EVA制品确实会用于鞋材。而且测量鞋用微孔材料硬度的硬度计的压针为钢制半球形 压针, 而三 种硬 度计 中只 有 LX-C 型压 针为 半球 形。A、 C、D型 硬度是衡量材料软硬程度的一个性能指标。硬度试验机的方法较多,原理也不相同,测得的硬度值和含义也不完全一样。最常用的是静负荷压入法硬度试验,即洛氏硬度计HR-150A、布氏硬度计HB-3000B,HRB,HRC、维氏硬度HV,橡胶塑料邵氏硬度HA,HD等硬度其值表示材料表面抵抗坚硬物体压入的能力。而里氏硬度Hl、肖氏硬度HS则属于回跳法硬度试验,其值代表金属弹性变形功的大小。因此,硬度不是一个单纯的物理量,而是反映材料的弹性、塑性、强度和韧性等的一种综合性能指标。 1.HRC含意是洛式硬度C标尺, 2.HRC和HB在生产中的应用都很广泛 3.HRC适用范围HRC 20--67,相当于HB225--650 若硬度高于此范围则用洛式硬度A标尺HRA。若硬度低于此范围则用洛式硬度B标尺HRB。布式硬度上限值HB650,不能高于此值。 4.洛氏硬度计C标尺之压头为顶角120度的金刚石圆锥,试验载荷为一确定值,中国标准是150公斤力。 布氏硬度计之压头为淬硬钢球HBS或硬质合金球HBW,试验载荷随球直径不同而不同,从3000到31.25公斤力。 5.洛式硬度压痕很小,测量值有局部性,须测数点求平均值,适用成品和薄片,归于无损检测一类。布式硬度压痕较大,测量值准,不适用成品和薄片,一般不归于无损检测一类。 6.洛式硬度的硬度值是一无名数,没有单位。因此习惯称洛式硬度为多少度是不正确的。布式硬度的硬度值有单位,且和抗拉强度有一定的近似关系。 7.洛式硬度直接在表盘上显示、也可以数字显示,操作方便,快捷直观,适用于大量生产中。布式硬度需要用显微镜测量压痕直径,然后查表或计算,操作较繁琐。 8.在一定条件下,HB与HRC可以查表互换。硬度试验是机械性能试验中最简单易行的一种试验方法。为了能用硬度试验代替某些机械性能试验,生产上需要一个比较准确的硬度和强度的换算关系。 实践证明,金属材料的各种硬度值之间,硬度值与强度值之间具有近似的相应关系。因为硬度值是由起始塑性变形抗力和继续塑性变形抗力决定的,材料的强度越高,塑性变形抗力越高,硬度值也就越高。 济南金力试验仪器提供技术支持 目录 操作前提示 一注意事项────────────────────── 2 二硬度计简介───────────────────── 2 三型号编制说明──────────────────── 2 四硬度计的外型结构────────────────── 3 五技术参数────────────────────── 3 光学系统────────────────────── 3 试验力──────────────────────— 4 六硬度计的安装──────────────────── 4 七各键的功能───────────────────── 5 八如何进行测试──────────────────── 6 试验力的选择──────────────────── 6 测微目镜归零────────────────────7 测量压痕对角线───────────────────8 九光源调整──────────────────────8 更换灯泡──────────────────────9 十注意事项──────────────────────9 维氏硬度试件最小厚度—试验力—硬度关系───────10 十一附表────────────────────────11 维氏硬度计的示值重复性附表1─────────────11 维氏硬度计的示值误差附表2──────────────11 十二附件(装箱单)────────────────────12 选配附件──────────────────────12 一注意事项 1.本仪器的电源插座必须使用单相三芯插座接地端必须符合规定的保护接地要求 2.在使用本仪器前应仔细阅读说明书,详细了解仪器操作步骤及使用注意事项, 避免由于使用不当而造成仪器损坏或发生人身安全事故。 3.仪器安装调试时请十分小心地撕下用于保护压头运输防震的胶带纸,如用力过 度将会破坏压头的定位精度。 4.仪器各电器元件、开关插座安装位置严禁自行拆装,如果擅自拆装,将可能引 发事故。 5.硬度计在加载、保荷和卸载过程中如发现紧急情况,立即按<紧停开关>,终止 测试,然后按复位开关,使仪器恢复到初始状态。 6.本单位致力于提高硬度计的质量,不断更新结构,若使用说明书所述内容与仪 器结构略有不同,恕不另行通知,敬请谅解。 二硬度计简介 1.电脑式维氏系列硬度计是光、机、电一体化的高新技术产品,它造型新颖、美 观,具有良好的直观性、可操作性和可靠性,是测试维氏硬度的理想产品。 2.仪器采用闭环式加载控制系统,使试验力精度提高,示值的重复性及稳定性佳。 3.操作面板的按键输入: ●任意选择试验力; ●预置试验力保持时间; ●调节测量光源的强弱; ●读取压痕对角线的长度、按键输入后,屏幕上显示硬度值(HV),并提示硬 度的测试次数等。 4.本硬度计适用于测量微小、薄型试件,表面渗、镀处理后的零件。还可对玛瑙、 玻璃等脆性材料的维氏硬度测定,是科研单位、大专院校、生产企业和检测机构进行研究和测试的理想硬度测试仪器。 5.本硬度计配置内置式CCD装置。 三型号编制说明 例:HVPC—5 / 10 / 30 / 50 文件编号:CL06Z Y-2017 肖氏硬度计 作业指导书 辽宁众呈检测有限公司 20 17年7月1日 一、概述 本装置标准器:标准布氏硬度块,硬度范围分别为(95± 4)HSD (60 ±4)HSD (30±4)HSD由上一级校准机构校准,周期为1年。 二、使用环境要求 本装置工作环境温度:(10?35)C,相对湿度:w 80%周围环境清 洁、无振动、无强烈磁场及无腐蚀性介质。 三、操作程序 3.1操作步骤 3.1.1检定前,先在标准肖氏硬度块上测试2点,使硬度计各部分处 于工作状态。C型硬度计用压紧机构把硬度块压紧在试验台上,用D标尺的标准肖氏硬度块检定。在硬度块的工作面上均匀分布测定5点,5点算术平均值与标准硬度块硬度值之差,即为硬度计的示值误差。 3.2安全注意事项 3.2.1两个相邻冲击点压痕中心距离不小于2mm压痕中心至硬度块 块的边缘距离不小于7mm 3.2.2校准表盘指针指示或光栅数字显示的D型硬度计时,释放冲头鼓轮的转动时间为1s,复位应缓慢平稳。 四、维护与保养 4.1硬度块的日常维护以清洁为主,妥善保管在干燥清洁的环境中,并防 止受到碰撞、挤压而损坏或影响其准确度 4.2硬度块在较长时间内不用时,其表面应涂油保护并包好,防止锈蚀。 一、概述 计量标准的测量重复性是指在重复性条件下,用本计量标准测量一稳定被测对象所得到的测量结果的重复性。为保证在尽量相同的条件下 测量,必须在尽量短的时间内完成重复性测量。 、方式 本套计量标准装置的测量重复性是用观测值的实验标准差sy来表示。 三、方法 每年至少一次进行重复性测量。选取一稳定被测量,在装置正常工作的条件下,等精度重复测量10次,计算实验标准差sy。 \~~(^~~ sy 祁―肓厂 四、结果处理 所得到的测量重复性结果应不大于新建计量标准时测得的重复性,则重复性符合要求;如果测得的重复性大于新建计量标准时测得的重复性,则应当依据新测得的重复性重新进行校准结果的不确定度的评定,如果仍满足开展的校准项目要求,则重复性试验符合要求,并可以将新测得的重复性作为下次重复性试验是否合格的判定依据;如果评定结果 不满足开展的检定或校准项目的要求,则重复性试验不符合要求。 五、本装置重复性实验数据 用于检定洛氏硬度计的数字式1级标准测力仪 董鲁邑,张海涛,郭 敏,练锦华 (国防科工委1301校准实验室,吉林吉林 132021) [收稿日期]2006-05-10 [修订日期]2007-03-13[摘 要]文章主要介绍一种用于检定洛氏硬度计、表面洛氏硬度计、维氏硬度计等硬度计总试验力的数字式1级标准测力仪。 [关键词]测力仪;检验;硬度计 按国家标准GB/T23012)20025金属洛氏硬度试验第二部分:硬度计的校验与校准6中关于总试验力检定要求,总试验力检定用的测力仪须采用GB/T13634)20005试验机检验用测力仪的校准6中的1级,它相当于JJG112)19925金属洛氏硬度计6检定规程中的012级。由于过去没有这种测力仪,此项检定工作就一直没有正式开展,为此立项研制检定硬度计用的数字式1级标准测力仪,以填补此项空白。测力仪的有效量程可检定洛氏硬度计的A 、B 、C 、D 、E 、F 、G 、H 、K 、N 、T 全部标尺的总试验力。 1 结构原理 检定硬度计用的数字式1级标准测力仪(以下简称1级测力仪)的外形见图1,它由:压盖(1)、钢珠(2)、测力元件(3)、位移传感器(4)、与应力成比例应变量由装在底座(5)中的位移给测力元件(3),测力元件(3)在应力的作用下产生应变。按胡 克定理:在弹性范围内应变传底座(5)、数字测力仪(6)等组成。检定时试验力F 作用在压盖(1)上,通过钢珠(2)位移传感器(4)测量后输给数字测力仪(6)。数字测力仪(6)具有放大、应变应力转换、峰值保持、打印等功能,并有计算机接口。检定结果除了以数字显示应变值外,还可以直接显示力值。 测力仪弹性元件,选用高强度弹簧钢60Si 2Mn 制造,热处理后的硬度为HRC40~45。 2 光栅数显测力仪 测力仪的测量装置采用光栅数显测力仪。它由光栅位移传感器和数显测力仪组成。光栅数显测力仪集光、机、电、算于一体,采用计量光栅作为长度基准,测量精度高、响应速度快、稳定可靠、使用方便。系统流程见图2 。 # 124#Industrial Measurement 2007Supplementary Issue 1 计量装置及应用 MEASUREMENT EQU IPM ENT AND APPLICAT ION https://www.doczj.com/doc/835330772.html, 实验三布氏、洛氏硬度实验 硬度实验是测量金属材料表面局部受到压入载荷作用时,产生局部塑性变形抗力指标。硬度试验简便易行,基本无损零件,因此,作为金属材料性能检测的主要手段,在生产和科研中得到十分广泛应用。 一、硬度试验法 1、实验目的 了解布氏、洛氏硬度试验原理和应用范围 掌握布氏、洛氏硬度试验计的基本构造和操作方法 2、实验原理 ⑴布氏硬度数值通过布氏硬度试验测定。布氏硬度试验是指用一定直径的球体(钢球或硬质合金球)以相应的试验力压入被测材料或零件表面,经规定保持时间后卸除试验力,通过测量表面压痕直径来计算硬度的一种压痕硬度试验方法。 布氏硬度值是试验力除以压痕球形表面积所得的商。使用淬火钢球压头时用符号HBS,使用硬质合金球压头时用符号HBW,计算公式如下: HBS(HBW)=0.102 式中:F—试验力(N); D—球体直径(mm); d—压痕平均直径(mm)。 由上式可以看出,当F、D一定时,布氏硬度值仅与压痕直径d的大小有关。所以在测定布氏硬度时,只要先测得压痕直径d,即可根据d值查有关表格得出HB值,并不需要进行上述计算。 国家标准GB231-1984规定,在进行布氏硬度试验时,首先应选择压头材料,布氏硬度值在450以下(如灰铸铁、有色金属及经退火、正火和调质处理的钢材等)时,应选用钢球作压头;当材料的布氏硬度值在450~650时,则应选用硬质合金球作压头。其次是根据被测材料种类和试样厚度,按照表1—1所示的布氏硬度试验规范正确地选择压头直径D、试验力F和保持时间t。 布氏硬度习惯上只写出硬度值而不必注明单位,其标注方法是,符号HBS或HBW之前为硬度值,符号后面按以下顺序用数值表示试验条件:球体直径、试验力,试验力保持时间(10~15s不标注)例如: 120HBS10/1000/30,表示直径10mm钢球在9.80KN(1000kgf)的试验力作用下,保持30s测得的布氏硬度值为120。 500HBW5/750,表示用直径5mm的硬质合金球在7.35KN(750kgf)试验力作用下,保持10~15s测得的布氏硬度值为500。 布氏硬度值的测量误差小,数据稳定,重复性强,常用于测量退火、正火、调质处理后的零件以及灰铸铁、结构钢、非铁金属及非金属材料等毛坯或半成品零件的硬度。但因测量费时,压痕较大,不适宜测量成品零件或薄件。 洛氏硬度计核查规程 本规程适用洛氏硬度计期间核查。 一、概述 1.金属洛氏硬度计(以下简称硬度计)适用于各种金属材料的硬度测定。它的试验原理是在初试验力F0及总试验力F先后作用下,将压头压入试样表面,卸除主试验力F1,测量保留初试验力时的压痕残余深度h,根据h值及常数N和S,用公式(1)计算洛氏硬度: 洛氏硬度值=N- h/S (1) 2.期间核查周期为每半年一次。 二、技术要求 1.各运动部件活动自如、可靠,不得有松动、卡滞和影响操作的现象 2 注:H为5点硬度平均值。 三、核查依据 1. JJG112-2003《金属洛氏硬度计检定规程》 2. HR-150A型洛氏硬度计用户使用手册 四、核查用主要器具及环境 1.器具:标准块(Ⅰ号265HRC,Ⅱ号61.3 HRC,Ⅲ45.8 HRC,Ⅳ92.2 HRB) 2.环境:温度(23±5)℃,周围环境应清沽,无振动,无腐蚀性气体 五、核查方法 1.目测设备外观并进行检测操作 2、硬度计示值核查 2.1根据标尺,选用相应的总试验力和压头。在试块上至少试压5次,使硬度计 各部位处于工作状态。 2.2核查时,主试验力施加时间(A~K)标尺(4-8)s。,N和T标尺(1-4)s;总试验力保持时间为(5±1)s“主试验力在(2-3) s内平稳卸除一次的率定值并记录。 2.3核查时,标准块应贴合试台台面移动。在标准块的工作面上测定点,第一点不计,其余5点均匀分布。两相邻压痕中心间距离应不小于压痕直径的4倍,但至少为2mm。压痕中心至硬度块边缘的距离应不小于压痕直径的2.5倍,但至少为lmm。所测5点硬度的平均值与标准块硬度值之差为硬度计的示值误差,5点中最大值与最小值之差为硬度计的示值重复性。 六、结果分析 如果目测及通过标准块核查示值误差、示值重复性都符合设备的技术要求则设备可以继续使用,如果外观有明显影响硬度计使用或示值误差、示值重复性不符合设备技术要求应立即停止使用,分析原因必要时征求技术负责人意见决定是否送计量单位进位检定。 目录 1.概述 (2) 2.结构特征与工作原理 (8) 3.技术特性 (11) 4.使用 (16) 5.特别提示 (15) 6.操作说明 (17) 7.故障分析与排除 (27) 8.保养和维修 (37) 9.检定周期 (37) 10 用户须知 (30) 11 贮存条件、运输及注意事项 (30) 1 1概述 本说明书适用于TH110,TH140,TH120D,TH120里氏硬度计具体到各个型号功能略有差异。 1.1 产品特点 ●依据里氏硬度测量原理,可以对多种金属材料进行高精度检测。 ●支持“锻钢(Steel)”材料,当用D/DC型冲击装置测试“锻钢” 试样时,可直接读取HB值,无需人工查表。 ●方便切换至所有的硬度制式(HL、HB、HRB、HRC、HV、HS),平行转 换各硬度制测值。 ●采用大屏幕128×64图形点阵液晶显示器,信息丰富、直观。 ●全中文显示,菜单式操作,操作简单方便。 ●有高亮背光显示,方便在光线灰暗环境使用。 ●一台主机可配备5种不同冲击装置使用,自动识别冲击装置类型。 更换时无需重新校准。 ●可存储最大600组(冲击次数32~1)硬度测量数据。每组数据包 括单次测量值、平均值、测量日期、冲击方向、次数、材料、硬度制等信息。 ●可预先设置硬度值上、下限,超出范围自动报警,方便用户批量测 试的需要。 ●液晶上有剩余电量指示图标,提示用户及时充电。 ●具有示值软件校准功能。 ●可配备功能强大的微机软件,具有传输测量结果、测值存储管理、 测值统计分析、打印测值报告等丰富功能,满足质量保证活动和管理的更高要求(本功能待升级后有效)。 ●设计依据标准:《里氏硬度计技术条件》JB/T 9378-2001。 1.2主要用途及适用范围 1.2.1主要用途 ●已安装的机械或永久性组装部件。 ●模具型腔。 2 什么是洛氏硬度计洛氏硬度计有什么功能 洛氏硬度计是一种测量工具,但是要深入一点去理解什么是洛氏硬度计,相信大家都是不懂的,更别说洛氏硬度计有什么功能?因此今天我们主要用过下文相关的内容对什么是洛氏硬度计进行相关的介绍。 什么是洛氏硬度计之概述 洛氏硬度计是世界上第一台依据洛氏硬度试验原理设计的,只需要单侧接触试样就可测试金属硬度的洛氏硬度计,依靠磁力将洛氏硬度计测头吸附在钢铁表面,不需要对试样进行支撑,测试精度符合标准GB/T230、ISO6508,不低于台式洛氏硬度计。 什么是洛氏硬度计之产品分类 按应用方式来分:一般洛氏硬度计,表面洛氏硬度计,综合型洛氏硬度计; 按操作方式来分:手动洛氏硬度计,电动洛氏硬度计; 按显示方式来分:指针式,数显洛氏硬度计; 按加载方式来分:砝码通过杠杆原理加载,传感器直接加载。 什么是洛氏硬度计之工作原理 在规定条件下,将压头(金刚石圆锥、钢球或硬质合金球)分2个步骤压入试样表面。卸除主试验力后,在初试验力下测量压痕残余深度h。以压痕残余深度h代表硬度的高低。 什么是洛氏硬度计之注意事项 (1) 定期在丝杠与手轮的接触面注入少量机油; (2)硬度计使用前,应将丝杠顶面和工作台上端面擦净; (3) 定期用标准硬度块检查硬度计精度,决不允许在支撑面试验; (4)当标准硬块支承面有毛刺时应用油石打光,在其不同位置试验时,硬块应在工作台上拖动,不应拿离工作台. 什么是洛氏硬度计之功能 洛氏硬度是指用规定的压头对试样先施加初试验力,接着再施加主试验力,然后卸除主试验力,用前后两次初试验力作用下压头压入试样的深度差计算得出的值表示。 以上便是什么是洛氏硬度计相关内容的介绍,对于本文的内容还有什么不懂的,可以在本文进行相关留言,小编会第一时间进行解答。 里氏硬度计属于计量检测仪器,在保证产品质量、进行失效分析方面起着重要作用,因此选择好里氏硬度计对于使用者来说是个关键问题。 1. 选择进口还是国产里氏硬度计? 瑞士PROCEQ公司于1977年发明了里氏硬度计,该公司生产的里氏硬度计是世界一流的,目前世界上许多国家都采用该公司的技术标准作为本国家的计量标准,中国的国家计量标准也是参照PROCEQ公司的技术标准制定的。瑞士PROCEQ公司生产的里氏硬度计的主要特点是一台主机可以配置七种不同类型的冲击装置。进口里氏硬度计在性能上是无可挑剔的,但进口里氏硬度计价格比较贵,购买进口D型标准配置的里氏硬度计约需人民币八万元左右,且出了问题维修不方便。国产里氏硬度计的特点是价格便宜,购买国产D型标准配置的里氏硬度计约需人民币一万多元。但国产里氏硬度计有优劣之分,购买时须慎重选择。 2. 如何鉴别里氏硬度计的优劣? 真正的里氏硬度计是符合国家标准和国际标准且具有互换一致性的。虽然中国有关部门制定了里氏硬度计国家标准,有些生产厂家的技术实力由于达不到生产符合标准里氏硬度计的水平,因此采用修正的方法生产里氏硬度计,其产品虽也名为里氏硬度计,但与真正的里氏硬度计相去甚远,原本测值不准的硬度计经过修正后也可以达到测试硬度试块准确的要求,因此用户要选择好里氏硬度计需要注意真正里氏硬度计的以下特征: ①击装置具有互换性。里氏硬度计的一台主机可以同时配置七种不同类型的冲击装置;若干支同一种类的冲击装置可以配置在一台主机上。 ②击装置的冲头具有可更换性。里氏硬度计冲击装置的冲头具有可更换性。同一种类冲击装置的冲头可以相互替换而不影响测值。 ③里氏硬度计不具有可调整性。里氏硬度计出厂后不具有可调整性,由于球头的磨损造成测值不准时,应采用更换球头的办法解决。 ④里氏硬度计测量误差在硬度的全范围满足标准要求。里氏硬度计测量误差在硬度的整个范围从低到高都是满足标准规定的误差要求的。 3.如何为自己选择适合的里氏硬度计 ①了解自己需要测试的工件的规格,及工件的大小、薄厚、表面的粗糙度等物理性质。 ②工件的材料也会对测试结果产生不同的影响,如铝、铜、工具钢等特殊材料,不同的材料 洛氏硬度计原理 在规定条件下,将压头(金刚石圆锥、钢球或硬质合金球)分2个步骤压入试样表面。卸除主试验力后,在初试验力下测量压痕残余深度h。以压痕残余深度h代表硬度的高低。洛氏硬度试验原理如图2-1所示。 1—在初始试验力F0下的压入深度;2—在总试验力F0+F1下的压入深度;3—去除主试验力F1后的弹性回复深度;4—残余压入深度h;5—试样表面;6—测量基准面;7—压头位置 图2-1洛氏硬度试验原理图 洛氏硬度值按下式计算: N-常数,对于A、C、D、N、T标尺,N=100;其他标尺,N=130; h-残余压痕深度,mm; S-常数,对于洛氏硬度,S=0.002mm,对于表面洛氏硬度,S=0.001mm。每一洛氏硬度单位对应的压痕深度,洛氏硬度为0.002mm,表面洛氏硬度为0.001mm。压痕越浅,硬度越高。洛氏硬度试验分为2种,一种是普通洛氏硬度试验,一种是表面洛氏硬度试验。洛氏硬度试验采用1200金刚石圆锥和1.588mm、 3.175mm钢球三种压头,采用60kg、100kg、150kg三种试验力,它们共有九种组合,对应于洛氏硬度的九个标尺,即HRA、HRB、HRC、HRD、HRE、HRF、HRG、HRH、HRK。表面洛氏硬度试验采用1200金刚石圆锥和 1.588mm钢球2种压头,采用15kg、30kg、45kg三种试验力,它们共有六种组合,对应于表面洛氏的六个标尺,即HR15N、HR30N、HR45N、HR15T、HR30T、HR45T。洛氏硬度试验条件如表2-1所示。洛氏硬度标尺的选用如表2-2所示。 表2-1洛氏硬度试验条件 洛氏硬度标尺技术条件 洛氏硬度标尺硬度符号压头类型 初试验力F0 (N) 主试验力F1 (N) 总试验力F0+ F1 (N) 适用范围 A HRA 120°金刚石98.07 490.3 588.4 20~88HRA 硬度计操作规程(总3页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除 洛氏硬度计操作规程 一、目的: 指导作业者正确操作,确保设备正确使用,从而准确的对于来料质量的硬度性能进行有效的评定。 二、适用范围: 淬火、表面淬火钢,调质、退火钢,冷硬铸件,可锻铸件,硬质合金钢,铝合金,轴承钢,硬化薄钢板等表面硬度。 三、实验前准备: 3.1使用范围 试验时应按下表选用压头和总试验力: B ∮1.588/mm钢球 980.7(100) HRB 20-100 C 120°金刚石 1471(150) HRC 20-70 A 120°金刚石 588.4(60) HRA 20-88 A标尺: 用于测定硬度超过70HRC的金属(如碳化钨,硬质合金等), 也可测定硬的薄板材料以及表面淬硬的材料. C标尺: 用于测定経过热处理的钢制品硬度. B标尺: 用于测定较软的或中等硬度的金属以及未经淬硬的钢制品. (1) 调整主试验力的加荷速度;(2)试验力的选择(150KG:1471N 100KG/980.7N 60KG/588N));(3 )小心安装硬度计压头. 四、洛氏硬度计主要技术参数 洛氏标尺:HRA,HRB,HRC,HRD,HRE,HRF,HRG,HRH,HRK 初试验力(N):98.07(10kg) 总试验力(N):588(60kg),980(100kg),1471(150kg) 硬度值读数方式:表盘 试件允许最大高度:170mm 压头中心到机身距离:165mm 洛氏硬度计外形尺寸(mm):420×170×620 洛氏硬度计重量(kg):80 执行标准:GB/T230.2 国家标准、JJG112检定规程 硬度值范围 HRA:20~88 HRB:20~100 HRC:20~70 金刚石洛氏压头、直径1.5875mm硬质合金球压头 大平试台、中平试台、V型试台、HRC、HRB硬度块 五、操作步骤: 1.将试样或试块放在试台上。 2.调节度盘,使大指针指“C”点。 3.将实验力选择钮⑥转到你实验所需标尺相应的实验力。 莱州华银HR150A指针式洛氏硬度计操作说明 莱州华银HR150A洛氏硬度计操作说明 一,操作使用方法 1 试验前的准备工作 (1) 调整主试验力的加荷速度: 手柄[16]置于卸荷位置,手把[13]转到1471N的位置,将35-55HRC的标准硬度块放在工作台上,旋转手轮[27]使硬度块顶起主轴[1],加上驭试验力,拉动手柄[15]加主试验力,观察指示表大指针,从开始转动到停止的时间应在4~8秒范围内,如不符,可转动油针[14]进行调整,反复进行,直到合适为止. (2) 试验力的选择: 转动手把[13]使所选用的试验力对准红点,但必须注意变换试验力时,手柄[16]必须置于卸荷状态(即后极限位置) (3) 安装压头: 安装压头时应注意消除压头与主轴[1]端面的间隙.消除方法是:裝上压头,并用螺丝钉[28]轻轻固定,然后将标准块或试验件放在工作台上,旋转手轮[27]加上初试验力,拉动手柄[15]使主试验力加于压头上,再将螺钉[28]拧紧,即可消除主轴与压头间的间隙. 2 试验程序 (1) 将丝杠[26]顶面及被选用的工作台上下端面擦干净,将工作台置于丝杠[26]上. (2)将试件支撑面擦干净,放在工作台上,旋转手轮[27]使工作台缓慢上升,并顶起压头,到小指针指着红点,大指针旋转三圈垂直向上为止(允许相差±5亇刻度,若超过5亇刻度,则此点应作废,重新试验) (3) 旋转指示器[24]外壳,使C,B之间长刻线与大指针对正(顺.逆时针旋转均可). (4) 拉动加荷手柄[15],施加主试验力,这时指示器的大指针按逆时针方向转动. (5)当指示器指针的转动显著地停顿下来后,即可将卸荷手柄[16]推回,卸除主试验力. 注意:主试验力的施加与卸除,均需缓慢进行. (6) 从指示器上相应的标尺读数: 采用金刚石压头试验时,按表盘外圈的黑体字读取;采用钢球压头试验时,按表盘内圈的红字读取. (7) 转动手轮使试件下降,再轻轻移动试件后,按上述(2)-(6)过程进行新的试验. (8) 丝杠保护套[30]是为了保护丝杠[26]不受灰尘侵袭而制设的.当硬度计不使用时或试件高度小于100mm时,将其套在丝杠外面.当试件高度大于100mm时,必须将其拿掉,以免将工作台顶起,造成试验无效. 锻造件的硬度要求和硬度计的选用 锻造业是现代工业生产的支柱产业,许多复杂、力学性能要求较高的零件都优先选用锻造制坯的 方式来生产。与铸造件相比,锻造件组织细密,碳化物分布和流线分布合理,在硬度、塑性、韧性等 方面都得到了廉顾,只有最为优越的综合力学性能。此外,零件经过锻造加工还可以节约金属材料, 减小切销加工量,提高生产率。 锻造工件,一般作为机械零件的毛坯,为了消除锻造应力,便于随后的切削加工,锻造后要进行 适当的热处理,机械加工后还要进行最终热处理。力学性能是锻造件最重要的性能指标。几乎所有的 锻造件都要求进行拉伸试验,大部分锻造件都要求进行布氏硬度试验。经过机械加工和最终热处理后 的工件要进行洛氏硬度试验,如果工件尺寸过大,无法进行洛氏硬度试验,可采用肖氏或里氏硬度试 验代替。 作者收集整理了美国标准ASTM中关于锻造件硬度要求的部分规定。 本文主要有两部分内容,第一部分,列举出美国标准ASTM中典型锻造产品关于硬度要求方面的规定,第二部分,介绍在锻造产品上硬度计的选用方法。 美国ASTM标准中关于锻造件硬度的规定 1、用作压力容器构件的碳素钢锻造件(ASTM A266/A266M-90) 适用于供锅炉、压力容器及有关设备用的4个牌号碳素钢锻造件。需方可在锻造件上任何位置检 验其布氏硬度,硬度值应在下列范围内: 级别布氏硬度允许范围(HB) 1 121-170 2和4 137-197 3 159-207 2. 冷轧和热轧用合金锻钢轧辊(ASTM A427-87) 适用于黑色或有色金属扁平轧材的冷轧和热轧用均质淬硬合金锻钢轧辊。硬度要求. 生产厂应按供需双方一致同意的硬度范围提供轧辊。 硬度试验应检查每个轧辊的硬度,硬度值应在合同规定的范围内。可使用肖氏硬度计,洛氏硬度计或维氏硬度计测试。硬度试验步骤、试验数量及部位可由供需双方商定。为确保轧辊纵横方向均匀性,对于每个轧辊应进行足够数量的硬度试验。生产厂应提供一份硬度试验报告,钢号、轧辊、型号和硬度计的型号应写入报告。 3、一般工业用碳素钢和合金钢锻造件(ASTM A668-90) 适用于非处理的和热处理的一般工业用碳素钢和合金钢锻造件。 抗拉试验:锻造件应符合下表所示的抗拉性能。 硬度试验:应在最终热处理后(A类锻造件除外)和粗加工后进行布氏硬度试验;重量等于或小 于7000磅(3180公斤)的每个锻造件均应进行布氏硬度试验。 每个锻造件上硬度读数的平均值均应在下表规定的范围内。任何重量超过250磅(113公斤)锻 造件的硬度允许偏差,A类到E类不得超过30HB,F类到J类,不得超过40HB,K类到N类不得超过 50HB。 硬度计校准规程 环境条件 室温 校准步骤 1.检查硬度计的压针、座砧是否损伤、干净,表头指针是否完好,刻度是否清晰。 2.调校满刻度:轻轻压下硬度计手柄,施加足够的压力,指针指到满刻度20HW,精确到±0.5HW。3.取标准硬度块置于砧座和压针之间,硬度块表面干净、平整,压紧手柄,施加足够的压力,读取表头读数,连续测量三次,测量值与标准值允许误差为±0.5HW。 4.测量值与标准值之差,均在允差范围内,则校准合格。 止能规校准规程 校准工具 经外部校验合格的0-200mm的数显卡尺,精度为0.01MM 环境条件 室温 校准步骤 1.检查止通规表面是否磨损,无绣迹,无油渍。 2.用经外部校准合格的0-200mm的数显卡尺测量止通规的外径,分别测量三次,测量值与标准值允差范围在0.01mm.。 3.测量值与标准值之差,均在允差范围内,则校准合格。 米数器校准规程 校准工具 经外部校验合格的5m的卷尺,精度为1mm,编号为QAD-LS-091 环境条件 室温 校准步骤 1.检查米数器的外部是否有损伤现象。 2.用卷尺准确测量10-20m的布,分别测量三次,求取平均值。 3.将布定置在验布机上,打开电源,调整速度,然后打开主机开关,进行计数,分别计数三次,求取平均值。 4.将米数器显示的平均值和用卷尺所测平均值进行比较,误差不超过±0.1m 5.卷尺测得的平均值与米数器计数的平均值之差在允许误差范围内,则校准合格,相对应的米数器为合格。 裁版校准规程 校准工具 经外部校验合格的5m的卷尺,精度为1MM,编号为QAD-LS-091 校准依据 各种裁版相对应的图纸。 环境条件 室温。 1. A brief introduction to 150A Rockwell hardness tester 1.1 Rockwell hardness tester is a universalized apparatus for Rockwell hardness determination. It can be used in the test of Rockwell hardness of various materials. The applying speed of test pressure can be adjusted by a buffering device and the change of pressure is obtained by turning of a pressure selecting handwheel. Operation of the tester is quite easy, while the performance is stable, and thus the tester can be used in a wide range. 1.2 Working principle of the Rockwell hardness tester The test procedure employs a conical diameter indenter or ball indenter of a certain diameter to press into specimen, an initial test pressure p o and a main test pressure P1 will be applied on the indenter in sequence , and the total pressure (P0+P1 )will be kept for a certain period, then the main pressure is to be removed, only the initial pressure will be left. A difference between the indent depth h1 by this time and the indent depth h0under the action of initial pressure is recorded as a permanent increment of indent depth. Every 0.002mm of this increment represents a unit of Rockwell hardness. This is a quick test and only trivial indent will be caused. So it is widely used to determine the hardness of specimen. 1.3 Calculation Formula of Rockwell Hardness. HRA(C) =100-e/0.002 HRB=130-e/0.002 2. Technical specifications of the hardness tester 2.1 Initial pressure: 98.07N. Tolerance: ±2% 2.2 Total pressure: 588.4N, 980.7, 1470N. Tolerance: ±1% 2.3 Specification of indenter 2.3.1 Conical diamond Rockwell indenter, diameter 1.5875mm ball indenter 2.4 Max. Height of specimen: 170mm 2.5 Distance between center of indenter and the column: 165mm 2.6 Overall size of the tester (L*W*H): 510*212*700 2.7 Total weight of the tester: 85kg (approx.)硬度计硬度的标准试验方法中文版样本
各类洛氏硬度计表盘读数的原理和方法
里氏硬度计期间核查规程
HR-150A洛氏硬度计说明书
EVA硬度计型号选用建议
布氏硬度与洛氏硬度的换算和区别
维氏硬度计说明书..
肖氏硬度计作业指导书
用于检定洛氏硬度计的数字式1级标准测力仪
洛氏硬度实验
洛氏硬度计期间核查规程
TH120D里氏硬度计说明书
什么是洛氏硬度计洛氏硬度计有什么功能
如何选择合适的里氏硬度计
洛氏硬度计原理
硬度计操作规程
莱州华银HR150A指针式洛氏硬度计操作说明
锻造件的硬度要求和硬度计的选用
硬度计校准规程
洛氏硬度计英文说明书
相关主题
文本预览