CO2气体保护焊(二保焊)焊接工艺
一、焊接材料
二、焊前准备
三、焊接工艺参数
四、操作注意事项
五、焊接符号
六、焊接结构型式
七、焊后清理、检查及焊接缺陷的修补
八、焊接质量检验
九、安全
十、CO2焊机常见故障及焊接出现焊缝缺陷,产生的原因及排除故障十一、常见问题图例
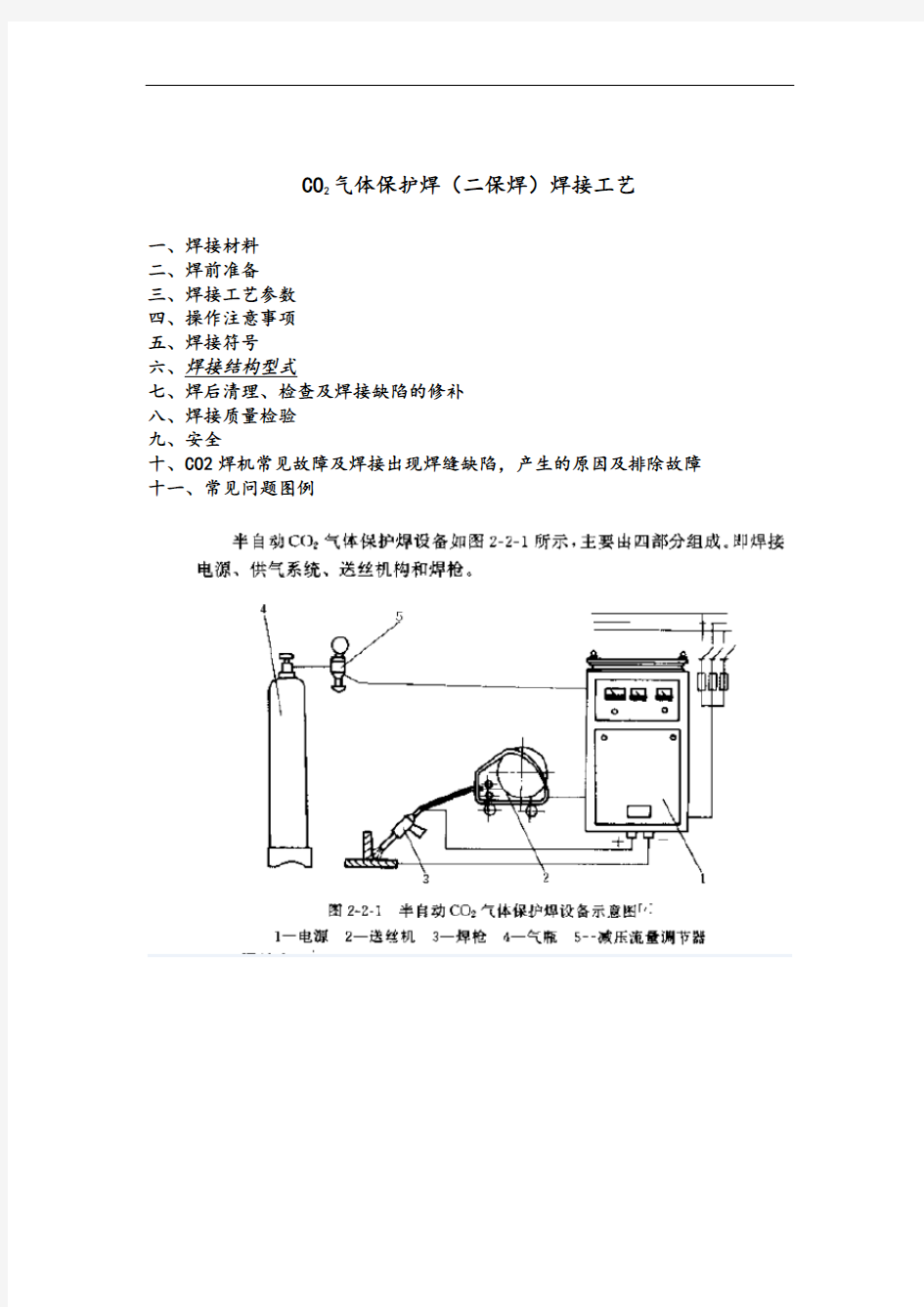
一、焊接材料
1. CO2 气体纯度要求99.5%,含水量不超过0.1%。
2.焊丝牌号低碳钢及高强度重要结构焊接选用H08Mn2SiA碳钢焊丝。
二、焊前准备
1.了解焊接结构件产品图纸及技术要求。
2. 熟悉焊接工艺和施焊方法。
3. 检查和调整设备,使设备处于良好的工作状态。
4. 检查工作场地,周围不允许有易燃易爆品。
5. 检查工艺装备是否处于完好状态。
6. 清理焊件表面杂质及污垢。
7. 焊丝表面镀铜不允许有锈点存在。 三、焊接工艺参数
1、二氧化碳气体保护焊主要工艺参数有焊丝牌号、直径、气体流量、电流、电压、焊接速度、焊丝伸出长度等。
2、注:若两焊件厚度不同,选择工艺参数时,可参照厚度较薄的焊件。
焊接工艺参数推荐值
一般情况下,阳极区的产热大于阴极区,在焊接中常利用电弧的这个特性,将工件和电焊钳与焊接电源的不同极性相连接,从而达到某种要求,工件接电源正极,
材料厚度 (mm) 焊丝直径 (mm) 焊接电流 (A) 焊接电压 (V) 气体流量 (L/min) 极性 1.0 0.8 50-110 17-21 6-9 直流反接 2.0 0.8 70-130 18-22 7-10 直流反接 3.0 1.0 90-160 19-24 7-10 直流反接 4.0 1.2 100-190 20-26 8-13 直流反接 6.0
1.2
120-280
22-29
10-15
直流反接
称正接法。反之,为反接法。
3、焊接速度
随着焊接速度的增加,焊逢的熔宽、熔深和余高都减少;焊速过高,容易产生咬边和未焊透等缺陷。同时气体保护效果变坏,易产生气孔;焊速过低易产生烧穿、变形增大、生产率降低。因此应正确地进行选择。在保证质量的前提下,适当加快焊接速度,以提高生产率。一般半自动细丝CO2焊的速度控制在40—50cm/min为宜。
气体流量
4、CO
2
气体流量太大,不仅浪费气体,而且对焊接熔池的吹力增大,冷却作用加强,焊接熔池冷却快,使焊逢易产生气孔;气体流量太小,保护气体的挺度不足,对熔池的保护作用减小,也易产生气孔。通常半自动时,气体流量为8~25L/min 为宜。
5、焊丝伸出长度
焊丝伸出长度是指焊丝从导电嘴伸出的距离。伸出长度增加,焊丝电阻热增加,焊丝熔化快,生产效率高,但焊丝伸出长度过长会使焊接过程不稳定,飞溅严重;焊丝伸出太短,致使喷嘴过热,金属飞溅物易粘住或堵塞喷嘴,影响气体
焊的伸出长度为焊丝直径的10~20倍。一般为8~15mm左右。流量。合理的细丝CO
2
6、电源极性
CO
焊时为了减少飞溅,保持电弧稳定燃烧,一般都采用直流反接。但在堆2
焊或铸铁补焊时,则采用直流正接。
四、操作注意事项
1、施焊时不得在工艺装备或产品非焊面上引弧,应在焊缝前方引弧。
2、焊接顺序应先焊对接焊缝后焊角焊缝;对于纵横交错的焊缝应先焊所有横焊缝而后焊纵焊缝,过长的焊缝可采用由中间向两端分段退焊法进行焊接。
3、定位焊点高度不得大于焊缝高度的2/3;断续焊缝长度公差不超过-5%~10%。
4、在焊接过程中如出现异常发现焊接质量问题应立即停止焊接找出原因,调整好之后再继续施焊。
5、重要零件的对接接头、凡要求两面焊时,正面焊完后应在反面清除焊缝根部之熔渣、焊瘤,再行施焊。
五、焊接符号
点焊
N或技术条件、焊接方法)
d:焊点直径n:焊点数量e:焊点间距焊点直径φ5, 8个点的点焊10mm
焊点间距,1:电弧焊
角焊
N131
K:焊角高n:焊缝段数焊角高5 3段焊缝焊缝长20 焊缝间距10
L:焊缝长度 e:焊缝间距 131:熔化极惰性气体保护焊
符号与虚线异侧—表示焊缝在箭头所指一侧
(符号与虚线同侧—表示焊缝在箭头所指背侧)
N 131
符号与虚线同侧—表示焊缝在箭头所指背侧
(符号与虚线异侧—表示焊缝在箭头所指一侧 )
(四周焊)
角焊
缝焊缝焊
131
c:焊缝宽 n: 焊缝段数 5:焊缝宽 4: 焊缝段数
L:焊缝长度 e: 焊缝间距 15:焊缝长度 10: 焊缝间距
六、主要焊接结构型式
为控制、减少侧围骨架的焊接变形应选择合理的装配焊接顺序和方向,由侧围中间向
七、焊后清理、检查及焊接缺陷的修补
1.焊接后必须把焊件上的飞溅物清理干净,涂防锈漆(整车电泳)。(空气湿度
比较大更易生锈)
2.检验合格后的焊件打上检验员印记。
3.有缺陷的焊缝进行修补时,必须将缺陷铲去重焊,绝不允许以新焊缝把缺陷
加以覆盖。
4.焊接结束后,关闭设备、切断电源、关闭C0
气瓶及减压阀的阀门,焊丝放置
2
在干燥、干净地点存放。
5. 整理设备、工具、清扫工作场地。
八、焊接质量检验
1.焊缝波纹整齐均匀,宽度一致;
2.不允许漏焊、假焊、裂纹、夹渣、烧穿、焊瘤、弧坑等缺陷;
3.咬边深度不大于0.8mm,长度不大于焊缝长的15%,在任意长度为100mm焊缝中,直径1.6-2.0的气孔不多于2个;
4.焊缝宽度允差+2mm,左右偏移量不大于3mm, 断续焊允差±5mm。
九、安全
1.焊接操作人员必须持证上岗,接受安全卫生教育;
2.焊接操作人员必须穿戴必要的防护用品;
3.焊接施工区域必须远离易燃、易爆物品;
4.焊接施工现场必须有防止触电、火灾等的安全措施,注意弧光、飞溅的损害;
5.注意胎具、工件搬运安全,防止碰伤、压伤;
6.搬运、使用气体钢瓶时,应轻放、避震、防火。
十、CO2焊机常见故障及焊接出现焊接缺陷,产生的原因及排除故障
1.电弧不稳的原因及措施
2.气孔起因及措施
3.焊接裂纹的起因及措施
4.焊道成型缺陷及解决措施:
5.焊机故障及原因解决措施:
十一、常见问题图例
1焊缝质量差,焊丝没有去除.