
理工学院高级维修电工PLC部分培训材料
(2014年2月)
1、题目:PLC控制机械手设计
一、PLC控制机械手的设计,并进行安装与调试(1)
(1)任务:
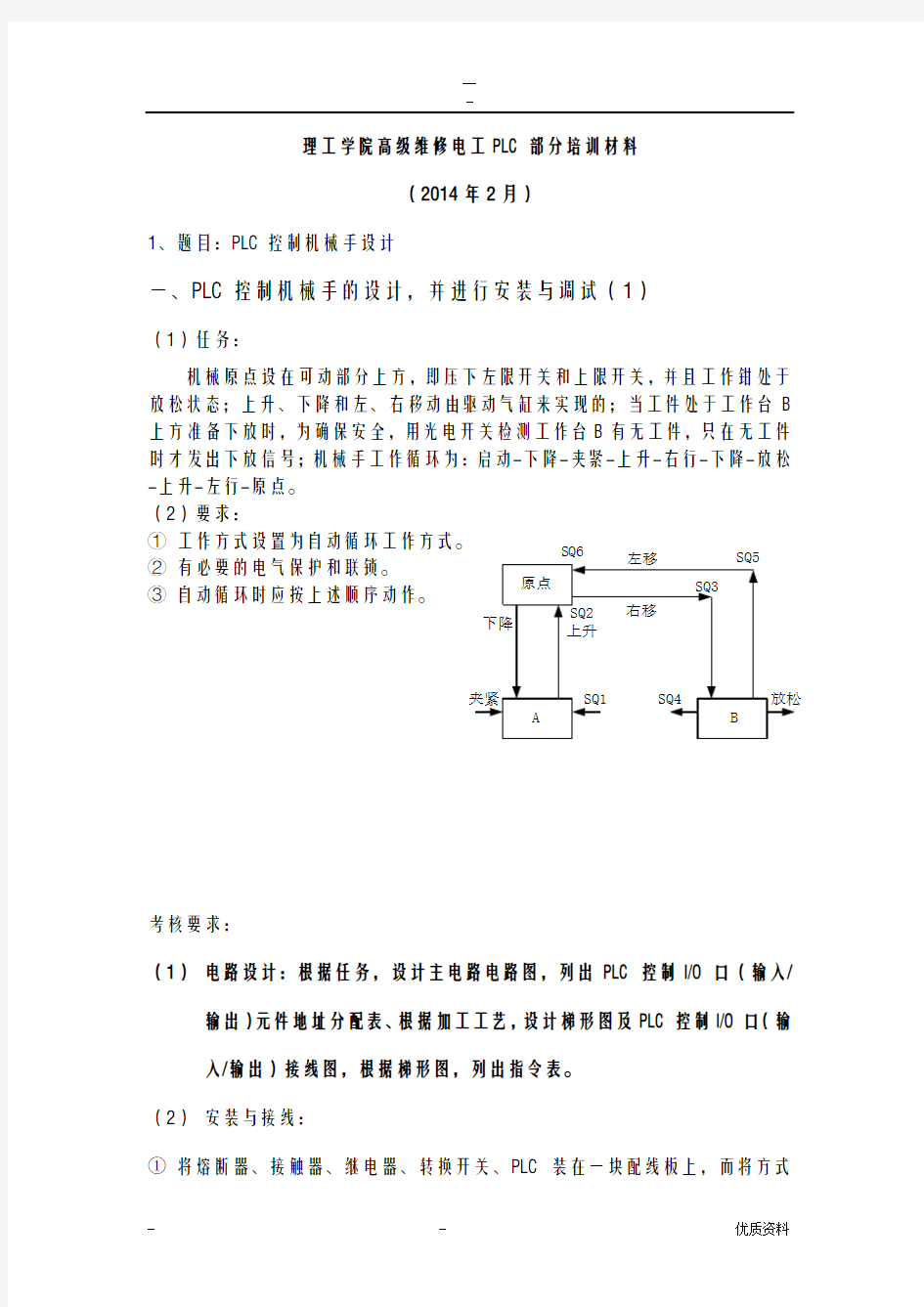
机械原点设在可动部分上方,即压下左限开关和上限开关,并且工作钳处于放松状态;上升、下降和左、右移动由驱动气缸来实现的;当工件处于工作台B 上方准备下放时,为确保安全,用光电开关检测工作台B有无工件,只在无工件时才发出下放信号;机械手工作循环为:启动-下降-夹紧-上升-右行-下降-放松-上升-左行-原点。
(2)要求:
①工作方式设置为自动循环工作方式。
SQ6
②有必要的电气保护和联锁。
③自动循环时应按上述顺序动作。
考核要求:
(1)电路设计:根据任务,设计主电路电路图,列出PLC控制I/O口(输入/输出)元件地址分配表、根据加工工艺,设计梯形图及PLC控制I/O口(输入/输出)接线图,根据梯形图,列出指令表。
(2)安装与接线:
①将熔断器、接触器、继电器、转换开关、PLC装在一块配线板上,而将方式
转换开关、行程开关、按钮等装在另一块配线板上。
②按PLC控制I/O口(输入/输出)接线图在模拟配线板上正确安装,元件在配
线板上布置要合理,安装要准确、紧固,配线导线要紧固、美观,导线要进行线槽,导线要有端子标号,引出端要用别径压端子。
(3)PLC键盘操作:熟练操作PLC键盘,能正确地将所编程序输入PLC;按照被控设备的动作要求进行模拟调试、达到设计要求。
(4)通电试验:正确使用电工工具及万用表,进行仔细检查,最好通电试验一次成功,并注意人身和设备安全。
(5)满分40分,考试时间240分钟。
解:1、主电路电路图:
2、I/O元件地址分配表:
输入输出
输入继电器输入元件输出继电器输出元件
X0 启动按钮SB0 Y0 上升电磁阀
X1 循环/单周控制按钮SB1 Y1 下降电磁阀
X2 上限开关(SQ2,5)Y2 左移电磁阀
X3 下限开关(SQ1,4)Y3 右移电磁阀
X4 左限开关(SQ6)Y4 原点显示
X5 右限开关(SQ3)Y5 夹紧、放松电磁阀X6 光电物体检查
3、I/O接线图:
4、梯形图
5、指令表:
2、题目:用PLC 控制电镀生产的设计
一、PLC 控制电镀生产的设计,并进行安装与调试(2)
(1)任务:
电镀生产线采用行车,行车架装有可升降的吊钩;行车和吊钩各有一台电动机拖动;行车进退和吊钩升降由限位开关控制;生产线定为三槽位;工作循环为:工件放入镀槽-电镀5min后提起停放30s-放入回收液槽浸32min提起后停16s-放入清水槽清洗32s-提起后停16s-行车返回点。
(2)要求:
①工作方式设置为自动循环工作方式。
②有必要的电气保护和联锁。
③自动循环时应按上述顺序动作。
考核要求:同上
解:1、主电路电路图:
2、I/O元件地址分配表:
输入输出
输入继电器输入元件输出继电器输出元件X0 启动按钮SB0 Y1 上升KM1 X1 右限位开关SQ1 Y2 下降KM2 X2 左限位开关(1)SQ2 Y3 向左KM3 X3 左限位开关(2)SQ3 Y4 向右KM4 X4 左限位开关(3)SQ4 Y5 原点显示X5 上限位开关SQ5
X6 下限位开关SQ6
X7 单周/循环控制按钮SB1
3、I/O接线图:
4、梯形图
5、指令表:
3、题目:PLC 控制小车运动装置的设计
一、PLC 控制小车运动装置的设计,并进行安装与调试(3) (1)任务:
下图所示是一种简单运送、装卸装置,其工作循环过程为:运货小车右行至右限位-到位后小车停止右行,打开漏斗翻门装货-7s 后漏斗翻门关闭,小车左行至左限位-到位后小车停止左行,底门打开卸货-5s 后底门关闭,完成一次装卸过程。(说明:小车底门和漏斗翻门的打开用中间继电器控制) (2)要求:
工作方式设置为自动循环。 有必要的电气保护和联锁。 自动循环时应按上述顺序动作。
翻门(开7S)
底门
(开5s)
漏斗
小车
左限位开关
右限位开关
向右
考核要求:同上
解:1、主电路电路图:
2、I/O元件地址分配表:
输入输出
输入继电器输入元件输出继电器输出元件
X0 启动按钮SB0 Y0 小车右行KA1
X1 单周/循环控制按钮SB1 Y1 小车左行KA2
X2 左限位开关Y2 装料(开,关翻门)X3 右限位开关Y3 卸料(开,关底门)
Y4 原点显示
3、I/O接线图:
4、梯形图
5、指令表: