熔模精密铸造
熔模精密铸造也叫失蜡铸造,采用可溶一次性蜡模和一次性陶瓷型壳及陶瓷型芯铸造成型的方法。这种方法非常适合生产尺寸公差小、薄壁、拔模斜度小和表面光洁度大的铸件用该方法生产的铸件尺寸精度高,表面质量好,,经常不需要特殊的处理就能直接装配使用。
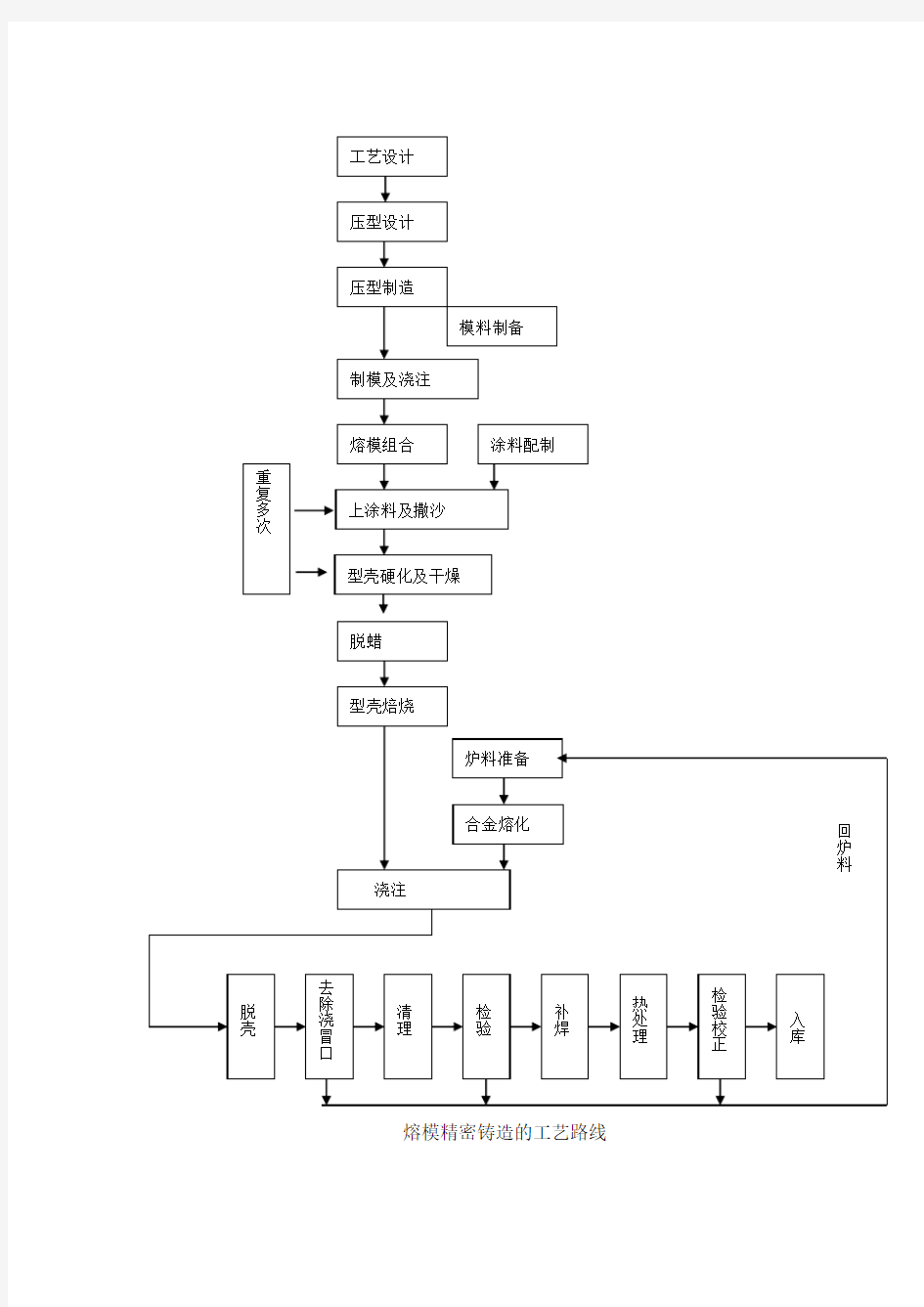
基本工艺流程为:将耐火材料和粘结剂配制成粘度适中的浆料,把表面清洁、尺寸精确的蜡模在浆料里浸蘸,撒砂。待其干燥后,重复多次蘸浆、撒砂步骤,每一层浆料的粘度与所撒得砂的粒度都有变化,一般面层为细沙,背层为粗砂;最后一层只挂浆,不撒砂;待型壳充分干燥后,用水蒸汽或热水进行脱蜡,最后进行焙烧,使型壳具有一定强度。浇注铸件前,型壳要预热到一定温度,以保证金属具有较好的流动性;浇注金属液,待铸件凝固后,除壳,清砂,得到所需铸件。其工艺程见图所示。
熔模铸造方法生产的铸件内部难免有缩松、缩孔产生,因此铸件在使用前一般要经过热等静压处理,以减少内部缺陷对铸件性能的影响。由于,在热等静压后的铸件容易变形,因此还需要采取一些辅助措施来防止铸件变形。
1.模料制备
1.1.精铸中常用的模料
对于航空航天产品,其铸件尺寸精度和表面光度要求较高,因此熔模尺寸精度和表面光洁度比铸件要求更高,通常要高1-2级。为此作为精密铸造用模料要求选用热稳定性好、强度高、流动性好、膨胀收缩小的优质材料。按照模料的基体材料组成,可分为蜡基模料、树脂基模料、塑料模料、填衬模料及水溶性模料。
其中蜡基模料和树脂基模料被广泛使用,其模料性能日益完参,其种类已被人们所熟知。主要就近几年发展的后三种介绍一下:
水溶性模料受到重视是由于航空航天工业的发展,要求生产越来越多尺寸大而壁薄的精铸件,一般蜡制熔模收缩较大,容易变形,难以满足要求。主要水溶性模料有尿素基水溶性模料、纯尿素模料、
熔模精密铸造的工艺路线
、尿素—聚合物模料、聚乙醇基模料(由于价钱较贵,故只作水溶性型芯而不作熔模)。日本已研制出适于在0.7-1.SMPa范围内压注成型甚至可自由浇注的水溶性模料和DRN一1177模料。
填衬模料可以分为气体、液体或固体物质填料模料三种。气体填料主要是空气,气体填料易对熔模的表面粗糙度产生不良影响,很少应用。液体填料主要是水,由于模料配制时受到温度控制,此外回收的模料很难达到原有性能,因此实际应用也不太多。英
国主要有水乳状液填料和水—塑料填料,只是在整体涡轮等整体组合铸件生产上使用。在实际应用中使用最多的是固体模料,尤其是美国在精铸模料中大约一半以上都是加有固体粉末填料的。主要固体填料有聚乙烯粉末(粒度为10-30微米)、某些熔点高于10℃的有机多元酸、多元醇、有机胺或酞胺、以及其他有机物,填加量约为10%-40%。
塑料模料主要是聚苯乙烯泡沫塑料。由于该模料具有(1)密度和强度可根据发泡条件适当改变;(2)线膨胀系数约为蜡料的1/10,(3)吸湿性小;(4)用有机溶剂容易粘接;(5)易嫌烧,便于脱模等特性。因此,近年来国外在精铸件生产中得到越来越多地应用。前苏联早在70年代末就将该模料用于大型铸件生产上。美国的应用也广泛,但其塑料模料主要是由聚苯乙烯和水溶性乙烯化氧聚合物的棍合物组成。
此外,对于国内外选用的无余量精铸模料。目前,国外均采用动、植物蜡,矿物蜡人工合成或微晶处理后与树脂塑料配成的混合蜡基模料。这些模料一般为液态注射成型。欧洲大陆地区主要是在烷烃
蜡中添加脂肪酸蜡。美国主要采用50%蜡和50%的合成树脂组成的模料。英国主要有Castylenes型系列产品A71、B288、B33o和ATDER/10/E、RR3、RRS等。
1.2.制模设备
对于结构复杂、尺寸精度和表面光度高的熔模,要求采用合模压力和注射压力大的压蜡机.目前国内外使用较多的有莱登(Leyden)、埃培克(Epie一Temperaft)和西德Sehott等型号的压注机.其特点是自动化程度高、全部参数自动控制、不受外来因素的影响、压注的熔模质量稳定可靠、组织致密,表面光洁度高,适用于各种尺寸要求、高精度及无余量的铸件生产.另据报道,美国的MPI公司已将其最新研制的用于压蜡机的高水平徽机控制系统投人市场。该系统可通过计算机来控制压注工艺参数及整个加工过程,制造出高质量的熔模。
2.型芯材料及工艺
航空航天许多精密铸件内腔形状复杂,有空心和半空心精密铸件,因此使型芯成为航空航天精密铸造各种复杂空心构件必不可少的一种手段。
2.1材料
陶瓷型芯其具体要求是 1.耐火度高:如采用定向凝固技术时,要求在1520℃-1600℃的金属液作用下不少于30-40分钟。2.热化学稳定性好:在高温金属液作用下,不与合金元素发生化学反应;在高真空下不挥发或少挥发。3.强度高,抗击冷激热性能好;强化后室温抗弯强度不低于210公斤/厘米2,焙烧后,未经强化而用于浇注镍基合
金时,不低于84-106公斤/厘米2。用于镍基合金或定向凝固时一般应不低于10MPa。4.尺寸稳定、表面光度高、膨胀系数越小越好。5.透气性要好,6.易于脱芯。
适用的陶芯基体材料包括石英玻璃、刚玉、锆石英、氧化钙、氧化镁和氧化锆等,但由于石英玻璃具有最低的热膨胀系数,兼有良好的溶失性,故至今仍应用最广泛。
2.2 制芯工艺
适用于真空制造的是移模法和压注法。移模法是将加热软化的陶瓷混合料(石英玻璃粉料和15一20%热固树脂)压人加热的金属模中(150℃)随后加热硬化成型.压注法是目前国内主要采用方法。
3.型壳制造工艺要求
3.1.耐火材料
耐火材料占型壳重量的90%以上,对型壳性能影响很大。哟与高温合金异常活泼,在高温下几乎可与所有耐火材料发生反应,在铸件表面形成污染层。因此,耐火材料的选择非常关键。在熔模精密铸造中耐火材料又可以分为粉料和撒砂材料。其中粉料与粘结剂配制成涂料,撒砂材料是为了增强氧化物陶瓷型壳的强度和透气性。其中,面层型壳会直接和金属液接触,因此要具有一定的热力学稳定性,能够抵抗金属液的热冲击和热物理化学作用等,所以面层型壳材料的选择是至关重要的。
国内外用作型壳面层材料的有:锆英石、电熔刚玉、熔融石英、莫来石合成料、铝矾土等;作为加固层材料有:莫来卡特、莫来石、雷