
桦甸市万两河水利枢纽工程管道过挥发河施工方案
一工程概况
本施工方案主要阐述了在管线安装过程中,各环节的主要安装工艺以及质
量保证措施。对于土方开挖、地基处理、回填、降排水等。本方案主要讲述穿
越挥发河施工方法工艺、挥发河主要桩号K3+600-K3+721全长121米、
二、施工前准备
1、施工前,应对开槽范围的地上、地下障碍物进行核查,逐项清查障碍物构造情况,以
及与管网工程的相对位置关系,河面截流处理、修建明渠导流,明渠导流底宽5米、长度勘测现场情况待定、高3米、明渠护坡围堰两面底各4米、顶2米、带到现场根据水流速确定。修建临时道路在管线下游、安装管道布管等临时道路、宽10米、长150米填方路段、高最少保证吊车支撑、挂车能通行、看地质情况待定。
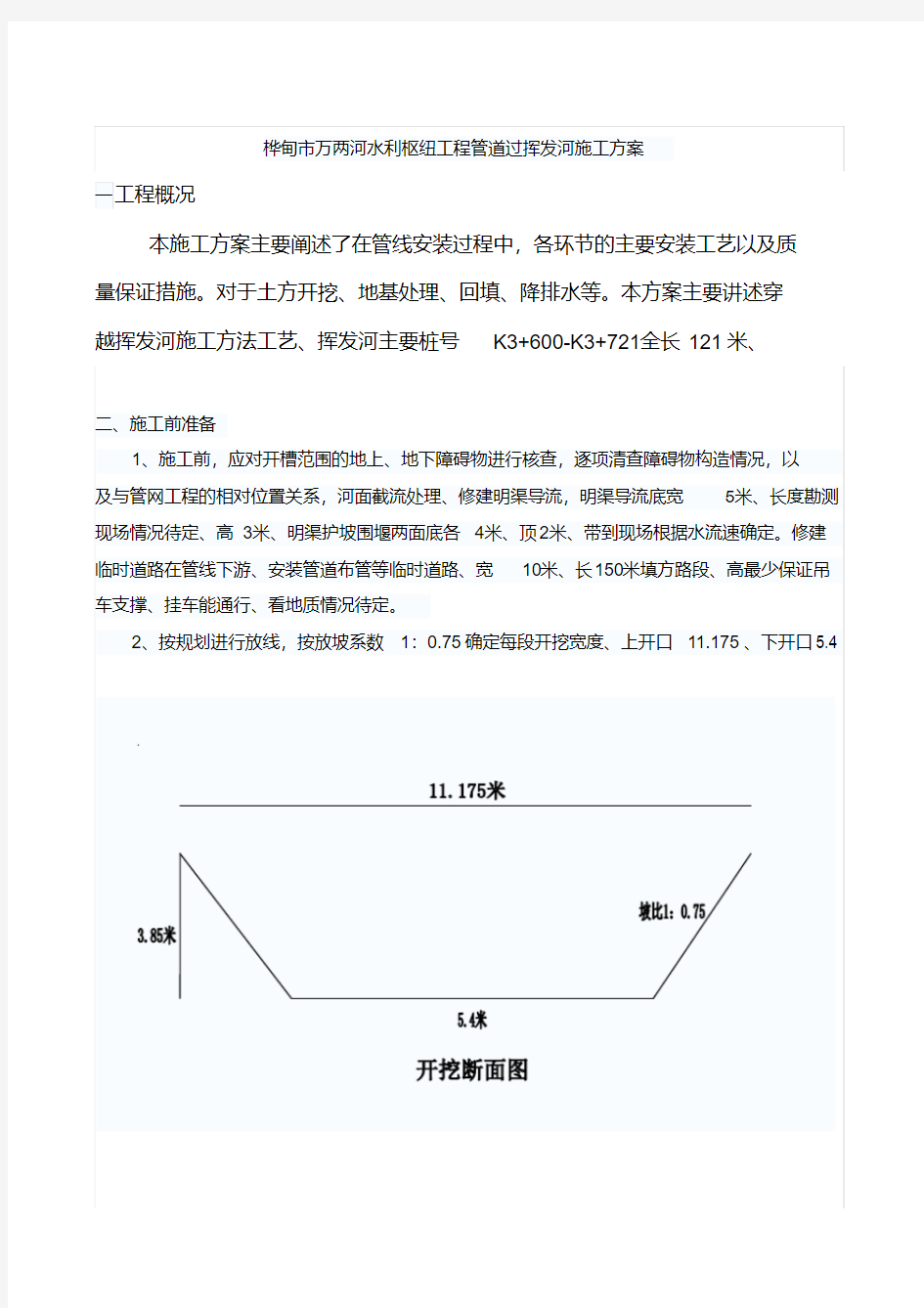
2、按规划进行放线,按放坡系数1:0.75确定每段开挖宽度、上开口11.175、下开口5.4
3、土方开挖前,必须先测量放线,测设高程,在挖掘土方施工过程中,应进行中线、槽断面、高程的校核。
4、针对挥发河实际情况,现在两侧堆土高达将近3米,根据施工队需求堆土,故现在施
工场地现在无法确定,望有关部门现在协调现将堆土外运,挪开场地,等到管道开工,土方
开挖后,挖土堆在两侧,等回填。
二、施工设备
1、施工进场前需用设备:
项目机具名称型号数量(1台)备注
工程机械
挖掘机320以上4-5 修明渠、开挖回填等自卸车东风5吨 1 倒管及货物运输铲车柳工50 1
汽车吊25吨 1 包括卸管
蛙式打夯机小型 4
交流发电机72kv 1 钢管焊接
交流发电机30kv 1
交流发电机10kv 1 临时现场电源电焊机25KVA 4
汽车7座以上面包车 2 人员运输
汽车客货两用车 1 施工设备、材料、工具运输汽车30吨托板 3 管材运输
仪器
光学经纬仪TDJ2E 2 水准仪南京S3E 2 拓普康全站仪GTS-332N/OP 1 管材接口试压泵 2
其它潜水泵4寸10 泥浆泵4寸 5 潜水泵2寸10 安管器10吨 4
2、施工人员安排表
序号项目名称每天班次
每班
人员(名)
总计
人员(名)
备注
2 管材运输2(装卸车) 4 8 车辆在设备安排中
3 管件安装 1 30 30 包括钢结构安装
三、降水施工
1、因河底地基淤泥层厚,地基不稳,打井机具无法进场,并且井管降水需时间太长,正
常的时间井管降水需一个月左右才能达到效果,故选用轻型井点降水,井点降水时间较快,
不用什么大型机具,操作方便,容易达到目的。
2、采用轻型井点降水,管下至河底下5米左右,采用两边分别双排交错布置,间距7米,采用双排,外排截住外来水,内排吸走基槽开挖所需的工作面内的水,形成了一个密室的水
环网。
3、水泵4寸、采用30Kv柴油发电机。.
4、排水问题:在施工作业面的旁边打一500-1000mm高围堰,然后直接将水排到河水中。
三、管线土方沟槽施工
1、土方开挖根据工程现场条件、结构、埋深、土质、有无地下水等因素选用不同的开槽、断面,确定各施工段的槽底宽、边坡、留台位置、上口宽、堆土及外运土量等。
2、对水不能排干的槽底,应多挖一层土,铺垫碎石层,排水降水至碎石层下,以供干槽
施工。
3、土方必须保证施工范围的排水畅通,应先设置临时排水设施,解决排水出路,防止地
面水入槽。
4、土方开挖须一次施工完毕,管线位置、槽底高程、坡度、坡度折点必须测量检验合格。
5、回填土
首先进行回填,要求不得有大块河石、碎砖,按设计要求进行回填及上层回填粘土等,回填前将杂物清理干净。剩余土方要及时清理干净并运走。
四、预制管道安装
1、管道吊装时吊点的位置要按平衡条件确定,用柔性吊带起吊,稳起稳放,保护供水管
道保护层不受损伤。
2、预制直埋管道的埋深不得小于设计规定,管道中心距、管底土质及回填土土质应符合
设计要求。
3、单根管道吊装时。吊点的位置要按平衡条件选择,用护口吊钩或柔性吊带吊起,稳起
稳放,保护管道不受损伤。
4、管沟中逐根安装管道时,每 1.2m管道的中心偏移量应不大于5mm,管中心高程的偏差不超过10mm,水平方向的偏差不超过30mm;根据实际情况,挥发河河面宽根据实际地质情况确定,河长共需26根钢管,可在岸上两根组对,在河底只有两道焊口,减少了工作强度。
五、管道焊接
1、焊机选用z-4系列逆变焊机,焊条要严格烘干1h,烘干温度为70~150℃,储存温度为25℃,使用时把焊条装在保温筒内随用随取。焊接时,第一道打底使用氩弧焊,单侧焊接
两侧成活,第一层填肉焊缝根部必须均匀地焊透,不得烧穿。面层及其他层焊缝采用直径 3.2~
4.0mm焊条。不允许在非焊接表面引弧。每层焊缝焊后必须清除污物及焊渣。
焊接检验严格按CJJ 28—2004《城市供热管网工程施工及验收规范》、DB13(J)53—2005《市政基础设施工程施工质量验收统一标准》、DB13(J)54—2005《市政基础设施工程质量验收通用规程》、DB13(J)60—2006《市政供热管道及设备安装工程施工质量验收规程》进行。
2、焊缝无气孔、夹渣、裂纹、融合性飞溅等缺陷,焊缝表面应完整,焊缝尺寸应符合设
计要求,焊缝加强表面宽度应焊出坡口边缘2-3mm,焊缝外观检查不合格缺陷必须铲除重焊。
3、焊缝无损检验
外观检验:检查焊缝处的焊肉波纹粗细、厚薄、均匀等。焊缝表面应完整,高度不得低
于母材表面并与母材圆滑过渡,焊缝宽度应超过坡口边缘2~3mm。焊缝处要求无纵横裂纹、气孔及夹渣,管子内外表面无残渣、弧坑及明显焊瘤等。无损检验:焊口全部进行超声波探
检验及x射线检验,安装中随焊随检,跟踪探伤,出现问题及时返修。管道焊接及安装完毕
后,接口由保温单位及时补口保温。
超声波探伤执行JB1152-81《锅炉和钢制压力容器对接焊缝超声波探伤》Ⅱ级为合格。
管道的X射线检查,执行GB3323-87《钢焊缝射线照片底及等级分类法》Ⅲ级为合格。
六、回填标准按照市政河道底层处理要求回填。
6.1工艺流程
河水导流→定点放线→基坑开挖→人工整平→吊装下管→焊接→功能性试验→填级配碎石回填
6.2施工工艺
6.2.1、定点放线;基坑开挖。
①、管沟开挖前测量放线,测量人员根据甲方提供的现场标准水准点和轴线控制点、根据管沟开挖先后顺
序进行测量防线。管沟开挖前,应预先了解地下障碍物(如电缆、原有管道等)的分布情况,以免施工时
遭到破坏。
②、主要主干管道管沟开挖采用反铲挖掘机施工,修整及清理部分采用人工挖土,部分零星管道采用人工
开挖的方法。
③、机械挖土时,沟底应留出200mm-300mm的土层作为清沟余量,铺管前必须用人工清理至设计标高,
以防止超挖和槽底基础扰动。
④、沟槽底部开挖宽度,根据挖掘机的机械切削尺寸及相关规定。
⑤、沟槽开挖放坡系数如下表:
土壤类别机械挖土放坡起点
I~II 1:0.67 1.1m
III~IV 1:0.75 1.4m
说明:施工过程中如遇雨季时,沟槽边坡度可酌情加大。
⑥、沟槽开挖过程中,应经常检察沟壁的土壤情况,如发现有裂缝和滑坡迹象时,应及时作应急处理。
⑦、沟槽开挖时,若出现超挖现象,应用相同土壤填补,并分层夯实。
⑧、沟槽开挖时,一般采用单边堆土,具体位置根据现场情况确定。如土方量较大影响管道施工时,可暂
时部分土方外运到指定地点。回填时,按需运回。
⑨、沟槽的开挖质量应符合下列规定:不扰动天然地基或地基处理符合设计要求。沟槽中心线每侧净宽度
不小于管道沟槽底部开挖宽度的一半。
⑩、槽底高程的允许偏差: 在下管前进行沟深标高测量,开挖土方偏差应为±20mm。
6.2.2、吊装下管。
?、管道安装程序:采取分段开挖分段安装回填的顺序进行,根据实际情况进行合理安排。
?、预制管安装与铺设
①、管道及管件应采用钢丝绳,吊装时应加衬草袋或胶板保护管道表面,装卸时应轻装、轻放,运输时应
垫稳、绑牢、不得相互撞击;接口及钢管的外防腐保温层应采取保护措施。
②、管道及管件堆放宜选择使用方便、平整、坚实的场地;按照安装使用顺序堆放,堆放时必须垫稳,堆
放层高应符合规范要求。使用管节必须自上而下依次搬运。
③、起重机下管时,起重机架设的位置不得影响沟槽边坡的稳定,应留一定距离,保证作业安全;起重机在
高压输电线路附近作业与线路间的安全距离应符合电业管理部门的规定。
④、管道应在沟槽地基、管基质量检验合格后安装,对于承插接口的管道安装时宜自下游开始,承口朝向
施工前进的方向。
⑤、管节下入沟槽,不得与槽壁支撑及槽下的管道相互碰撞。
⑥、管道安装时,应随时清扫管道中的杂物,给水管道暂停安装时,两端应临时封堵。
⑦、管道安装允许偏差(mm)
允许偏差
项目
无压力管道压力管道
轴线位置15 30
高程±10 ±20
6.2.3、焊接。
1、参加管道焊接人员,应是持经技术监督局考试相应项目合格的焊工担任。
2、具体的焊接方法应根据设计要求进行。
3、管口对接错边要求:
3.1壁厚相同的管子、管件组对时,其内壁应做到平齐,内壁错边量不宜超过壁厚的10%,且不大于2mm。
3.2不同壁厚的管子、管件组对时,当内壁错边量超过上述规定时留下空隙加固100mm,宽或错边量大于3mm时,应按要求所规定形式进行加工。
4、坡口表面及其内外侧不小于10mm范围内应无油、无漆、无尘、无锈,不得有裂纹、夹层等缺陷。
5、施焊技术要求
5.1施焊时应按焊接工艺评定的工艺要求进行。
5.2使用焊条时,应保持在保温筒内随用随取。每次取用量不超过4小时需用量。
5.3露天作业,如遇到下雨、刮风应停止施焊。但若有安全的防护措施,在不影响质量的情况下,仍可
进行焊接。
5.4点焊式定位焊所用焊条和工艺条件应用于正式施焊。点焊焊肉不宜过厚,弧坑应填满,焊肉应均匀,
防止产生裂纹,若发现裂纹应查明原因后铲除重焊,严禁在焊件表面引弧和试验电流。
6、焊条的保管、发放、烘干与使用。
6.1焊条、焊丝必须有制造厂的质量证明书,并符合焊接工艺要求。电焊条使用前按规定进行烘烤。
6.2焊条入库时,必须建立焊条档案,具备良好的堆放处。相对湿度<50%,保管人员应定期作出温度
记录。现场达不到以上条件时,应保证焊条包装完好。在入干燥箱时,才可打开包装。
6.3焊条发放应有专人负责并建立台帐,领用焊条必须登记焊条材质、规格、烘烤温度、时间、数量、
领用人签名。
6.4焊条应放在干燥的库房内,使用前应按质量合格证明书规定烘干,并应在使用过程中保持干燥。焊
丝使用前应清除其表面的油污、锈蚀等。
6.5经烘干合格的焊条。应立即加入保温筒使用或放到恒温箱保存。恒温箱温度应保持在105℃左右。
7、焊缝的质量要求与检验
7.1外观检查
a、表面不允许有裂纹、气孔、夹渣、熔合性飞溅。
b、咬肉≤0.5mm。
c、咬边:深度<0.5m。长度小于等于焊缝全长的10%,且小于100mm。
d、表面加强高:焊缝为≤1+0.2b,且不大于5mm,其中b为焊缝宽度。
e、表面凹陷:焊缝深度≤0.5mm,长度小于或等于焊缝全长的10%。
f、接头坡口错位:焊缝小于0.25倍壁厚,最大为5mm。
g、焊缝宽度:超过坡口边缘2mm为宜。
8、管道对接时,环向焊缝的检验及质量应符合下列规定:
8.1检查前应清除焊缝的渣皮、飞溅物;
8.2应在油渗、水压试验前进行外观检查;
8.3管径大于等于800mm时,焊口应进行油渗检验,不合格的焊缝应铲除重焊。
6.2.5、砼施工、管道焊接完毕、根据管道支撑模板上下左右间隙150mm支撑模板、之后砼灌注、保证强度拆除模板
6.2.6、填级配碎石回填。
(1)填级配碎石前,应将砼上表面上的垃圾等杂物都处理完毕,清除干净。
(2)检验砼合格。检验回填级配碎石料的种类、粒径,有无杂物,是否符合规定,以及
石料的含水量是否在控制范围内;如含水量偏高,可采用翻松、晾晒或均匀掺入骨料等措施;
如遇填料含水量偏低,可采用预先洒水润湿等措施。
(3)填级配碎石应分层铺摊。每层铺土的厚度应根据规范要求、密实度要求和机具性能
确定。每层厚度为300mm。一共需要350mm的级配碎石骨料回填。
(4)采用平碾时,要求回填土每层压实三遍。应控制行驶速度,一般不应超过2km/h。
(5)碾压时,轮(夯)迹应相互搭接,防止漏压或漏夯。长宽比较大时,填级配碎石应
分段进行。每层接缝处应作成斜坡形,碾迹重叠。重叠0.5~l.0m左右,上下层错缝距离不应小于1m。
(6)填级配碎石时超出基底表面时,应保证边缘部位的压实质量。填级配碎石后,如设