目录
1 市场需求预测(Market Forecast) (2)
2 实际产品的生产工艺路线分析(Product Process Analysis) (7)
3 生产方式的经济分析与比较(Alternative Plans Comparison) (8)
4制定综合生产计划(Aggregate Planning) (12)
5生产能力粗平衡(Rough-Cut Capacity Planning) (13)
6制定主生产计划(Master Production Schedule) (14)
7 制定MRP,CRP(Material Requirement Planning, Capacity Requirement Planning) (15)
7.1制定MRP (15)
7.2 制定CRP (24)
8生产能力精平衡(Load Schedule) (29)
9零件工序卡编制(选择一个零件)(Part Chart) (30)
10产品装配工序卡编制(Assemble Chart) (32)
10.1零件装配工序 (32)
10.2部件装配工序 (33)
1
1 市场需求预测(Market Forecast)
Historical Record(Aggregate Demand)
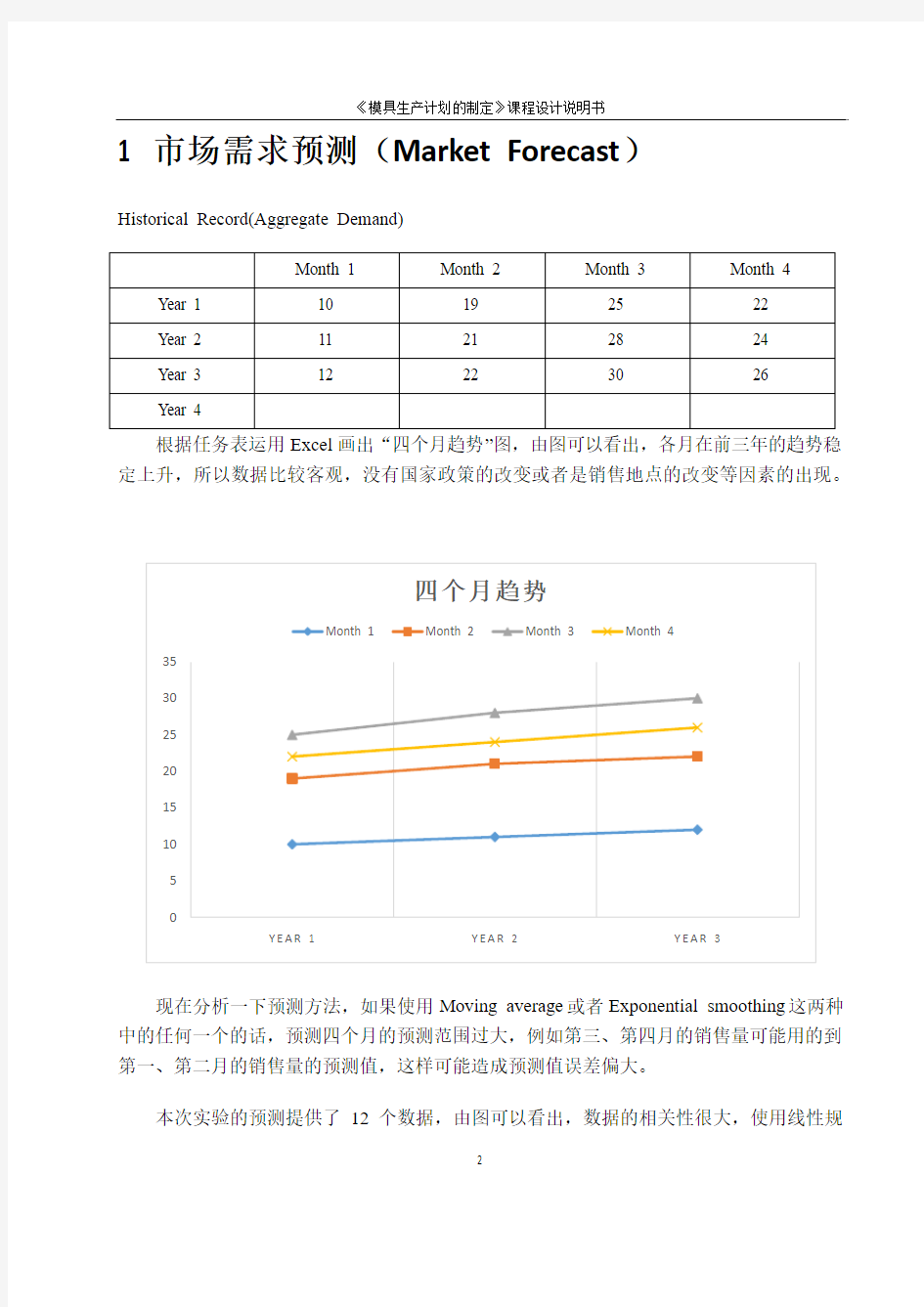
根据任务表运用Excel画出“四个月趋势”图,由图可以看出,各月在前三年的趋势稳定上升,所以数据比较客观,没有国家政策的改变或者是销售地点的改变等因素的出现。
现在分析一下预测方法,如果使用Moving average或者Exponential smoothing这两种中的任何一个的话,预测四个月的预测范围过大,例如第三、第四月的销售量可能用的到第一、第二月的销售量的预测值,这样可能造成预测值误差偏大。
本次实验的预测提供了12个数据,由图可以看出,数据的相关性很大,使用线性规
2
划,同时使用软件POM Software Library就可很容易进行预测。
综上所述:选用线性规划的方法对第四年四个月销售量的预测。由图判断可知市场需求与时间季节因素有关。采用线性回归的两种方案,分别是:Seasonalized Time Series Regression Forecasting和Time Series Regression Forecasting
方案一:
*** SEASONALIZED TIME SERIES REGRESSION FORECASTING ***
------------------------------------------------------------------- PROBLEM NAME: Market Forecast
-------------------------------------------------------------------
FORECAST
Sales -------------------------- ABSOLUTE
YEAR SEASON ACTUAL REGRESSION SEASONALIZED ERROR
1 1 10.000 18.67
2 9.859 0.141
1 2 19.000 19.065 18.912 0.088
1 3 25.000 19.458 25.840 0.840
1 4 22.000 19.851 22.868 0.868
2 1 11.000 20.244 10.689 0.311
2 2 21.000 20.637 20.472 0.528
2 3 28.000 21.030 27.928 0.072
2 4 24.000 21.42
3 24.679 0.679
3 1 12.000 21.816 11.519 0.481
3 2 22.000 22.209 22.031 0.031
3 3 30.000 22.602 30.015 0.015
3 4 26.000 22.995 26.490 0.490
-------------------------------------------------------------------
Sales CONFIDENCE INTERVAL ( 95%)
YEAR SEASON FORECAST LOWER BOUND UPPER BOUND
4 1 12.349 11.700 12.998
4 2 23.591 22.372 24.809
4 3 32.103 30.471 33.735
4 4 28.301 26.88
5 29.716
REGRESSION EQUATION: Y = a + bX
WHERE: Y = Sales
X = TIME PERIOD
a = 18.2789
b = 0.3930
3
FORECAST = Y * SEASONAL INDEX (i)
R = 0.938
R-SQUARE = 0.8789
MEAN ABSOLUTE DEVIATION (MAD) FOR THE LAST 3 PERIODS = 0.179 MEAN SQUARED ERROR (MSE) FOR ALL PAST PERIODS = 0.234
MEAN ERROR (bias) FOR ALL PAST PERIODS = -0.108
STANDARD ERROR (sigmasubyx) IS = 0.5515
SEASONAL INDEX (1) = 0.528
SEASONAL INDEX (2) = 0.992
SEASONAL INDEX (3) = 1.328
SEASONAL INDEX (4) = 1.152
由以上得出:
相关系数R= 0.938
绝对系数R2= 0.8789
方案二:
*** TIME SERIES REGRESSION FORECASTING ***
----------------------------------------------------- PROBLEM NAME: Market Forecast
-----------------------------------------------------
Sales Sales ABSOLUTE
PERIOD ACTUAL FORECAST ERROR
1 10.000 16.026 6.026
2 19.000 16.900 2.100
3 25.000 17.77
4 7.226
4 22.000 18.648 3.352
5 11.000 19.522 8.522
6 21.000 20.396 0.604
7 28.000 21.270 6.730
4
8 24.000 22.145 1.855
9 12.000 23.019 11.019
10 22.000 23.893 1.893
11 30.000 24.767 5.233
12 26.000 25.641 0.359
-----------------------------------------------------
Sales CONFIDENCE INTERVAL ( 95%)
PERIOD FORECAST LOWER BOUND UPPER BOUND
13 26.515 12.810 40.221
14 27.389 13.684 41.095
15 28.263 14.558 41.969
16 29.138 15.432 42.843
REGRESSION EQUATION: Y = a + bX
WHERE: Y = Sales
X = TIME PERIOD
a = 15.1515
b = 0.8741
R = 0.473
R-SQUARE = 0.2241
MEAN ABSOLUTE DEVIATION (MAD) FOR THE LAST 3 PERIODS = 2.495
MEAN SQUARED ERROR (MSE) FOR ALL PAST PERIODS = 31.533
MEAN ERROR (bias) FOR ALL PAST PERIODS = 0.0
STANDARD ERROR (sigmasubyx) IS = 6.1514
由以上得出:
相关系数R=0.473
绝对系数R2= 0.2241
由以上可知:方案一的相关系数和绝对系数明显大于方案二的,同时方案一的MAD明显小于方案二的,因此方案一预测的结果更好。
5
将方案一的第四年预测结果取整可得:
6
2 实际产品的生产工艺路线分析(Product Process Analysis)
7
3 生产方式的经济分析与比较(Alternative Plans Comparison)
已知条件:
8
https://www.doczj.com/doc/7516521937.html,bor Standard:600(Labor-Hour/Assemble)
2.Machine Standard:450(Machine-Hour/Assemble)
3.Assemble Standard:150(Assemble-Hour/Assemble)
4.Straight-Time Pay:2.2($/Hour)
5.Machine Capacity:13050(Hours/Mouth)
6.Assemble Capacity:4200(Hours/Mouth)
7.Over-Time Pay:2.6($/Hour)(Labor Union Allows Maximum 20% Straight-Time)
8.Subcontract Price:2200($/Assemble)(Maximum Subcontract Number 6 Part/Mouth)
9.Beginning Worker Employed:90(Person)
10.Inventory Carry Cost:80($/Mouth)
11.Hire Cost:10($/Mouth)
https://www.doczj.com/doc/7516521937.html,y Off Cost:60($/Worker)
13.Lead Time:1 Week for Part Machining less than 3 Machines
2 Weeks for Part Machining more than
3 Mschines
14.Inventory Status:10(At the Beginning of the Year. Only Level Capacity)
15.Safety Stock:6(Assemble. Only Level Capacity)
16.Fixed Lot Size:n*6(Assemble. Only Level Capacity)
17.25 work days a month and 8 hours a day
由以上条件可得:
Machine capacity=13050/450=29(assemble/month)
Assemble capacity=4200/150=28(assemble/month)
9
因此每个月最多只能生产28件
平均每月的需求为:Q=(13+24+33+29)/4=24.75 ,取25整。由于初始库存是10件,安全库存是6件,按均衡式生产,最多可挪用4件使用,则每月生产24件。
First, compute for both plans the number of workers hired, the number of workers laid off, and the average inventory during the year:
Next, compute the annual costs for both plans:
10
第四月的需求量超过了本厂的最大生产能力,如若要满足要求需要采用外协或者加班的方式解决。
(1)采用外协方式
由以上可知第三个月有33-28=5件需要外协,第四个月有29-28=1件需要外协,因此一共有6件产品需要外协,则外协费用是:$2200*6=$13200
由以上条件可得Level capacity和Matching demand每年总费用分别为:
Level capacity cost=6080+72*4*2.2*25*8=$132800
Matching demand cost=16710+(39+72+84+84)*2.2*25*8=$139470
由于Level capacity cost<Matching demand cost,因此均衡生产花费更少。
(2)采用加班方式
一件产品的加班费用为2.6*600=$1560<$2200,因此均衡式生产花费更少。
由条件可知,每个月每个工人最多加班的工时为:25*8*20%=40个,由于只用Matching demand需要加班,因此加班的最大时间为:(39+72+84+84)*40=11160个工时,由于第三第四,两个个月一共需要6*600=3600个工时,小于11160个工时,因此加班足够满足。
因此此时Level capacity和Matching demand每年总费用分别为:
11
Level capacity cost=6080+72*4*2.2*25*8=$132800
Matching demand cost=450+3060+(39+72+84+84)*2.2*25*8+6*600*2.6=$135630
由于Level capacity cost<Matching demand cost,因此均衡式生产花费更少。
综上所述:采用均衡式生产花费最少,花费为:$132800,其次是市场匹配式生产的加班方式:$135630,最后是市场匹配式生产的外包方式:$139470
1. 从预测的数据来看,产品的市场前景是比较好的,从三种方案的数据上考虑均衡方式的费用最少,而且环境是比较稳定的。
2. 市场匹配的生方式使得工厂总处于不稳定的状态,人员变动比较大,每个月都需要招聘或辞退工人,而且需要加班和外协,不仅使生产变得复杂化,而且公司的生产能力并没用充分利用,同时可能导致工人的工作热情不高,而且新工人经验不足,这样都会给产品的质量带来一定的负面影响。
3. 市场匹配生产方式中机器的使用状态也是不稳定的,常需要停用一些机器,这样对机器的工作效率也有一定的影响,而均衡式的生产方式恰能弥补这一点,对公司的稳定发展更有益处。
因此选择均衡式生产方式。
4制定综合生产计划(Aggregate Planning)
采用均衡式生产方式
12
5生产能力粗平衡(Rough-Cut Capacity Planning)
由上表可知:Final Assembly hours<Assembly Capacity
Final Machine hours<Machine Capacity
因此工厂的生产能力足够,不需要加班和外协。
6制定主生产计划(Master Production Schedule) 根据以上结论采用均衡式生产,由预测得到的第四年需求量来制定主生产计划如下表:
14
7 制定MRP,CRP(Material Requirement Planning, Capacity Requirement Planning)
7.1制定MRP
由于制定的MRP数据量比较多,不方便都列在说明书中,因此这里只列出前三个和后三个,如下:
*** MATERIALS REQUIREMENTS PLANNING (MRP) ***
========================================================================== ====
PROBLEM NAME: MJ MRP
========================================================================== ====
Item Level Lead On Safety Already Lot
Code Code Time Hand Stock Allocated Size
15
MJ 0 0 10 6 0 LFL
------------------------------------------------------------------------------
Week Number: 1 2 3 4 5 6 7 8
------------------------------------------------------------------------------
Gross Requirements 6 6 6 6 6 6 6 6 Scheduled Receipts 0 0 0 0 0 0 0 0 Available 4 0 0 0 0 0 0 0
Net Requirements 2 6 6 6 6 6 6 6 Planned Order Receipts 2 6 6 6 6 6 6 6 Planned Order Releases 2 6 6 6 6 6 6 6
------------------------------------------------------------------------------
------------------------------------------------------------------------------
Week Number: 9 10 11 12 13 14 15 16
------------------------------------------------------------------------------
Gross Requirements 6 6 6 6 6 6 6 6 Scheduled Receipts 0 0 0 0 0 0 0 0 Available 0 0 0 0 0 0 0 0
Net Requirements 6 6 6 6 6 6 6 6 Planned Order Receipts 6 6 6 6 6 6 6 6 Planned Order Releases 6 6 6 6 6 6 6 6
------------------------------------------------------------------------------
========================================================================== ====
Item Level Lead On Safety Already Lot
Code Code Time Hand Stock Allocated Size
SM 1 1 0 0 0 LFL
------------------------------------------------------------------------------
16
Week Number: 1 2 3 4 5 6 7 8
------------------------------------------------------------------------------
Gross Requirements 2 6 6 6 6 6 6 6 Scheduled Receipts 0 0 0 0 0 0 0 0 Available 0 0 0 0 0 0 0 0
Net Requirements 2 6 6 6 6 6 6 6 Planned Order Receipts 2 6 6 6 6 6 6 6 Planned Order Releases 8 6 6 6 6 6 6 6
**** RUSH ORDER ****
------------------------------------------------------------------------------
------------------------------------------------------------------------------
Week Number: 9 10 11 12 13 14 15 16
------------------------------------------------------------------------------
Gross Requirements 6 6 6 6 6 6 6 6 Scheduled Receipts 0 0 0 0 0 0 0 0 Available 0 0 0 0 0 0 0 0
Net Requirements 6 6 6 6 6 6 6 6 Planned Order Receipts 6 6 6 6 6 6 6 6 Planned Order Releases 6 6 6 6 6 6 6 0
**** RUSH ORDER ****
------------------------------------------------------------------------------
========================================================================== ====
Item Level Lead On Safety Already Lot
Code Code Time Hand Stock Allocated Size
XM 1 1 0 0 0 LFL
------------------------------------------------------------------------------
17
Week Number: 1 2 3 4 5 6 7 8
------------------------------------------------------------------------------
Gross Requirements 2 6 6 6 6 6 6 6 Scheduled Receipts 0 0 0 0 0 0 0 0 Available 0 0 0 0 0 0 0 0
Net Requirements 2 6 6 6 6 6 6 6 Planned Order Receipts 2 6 6 6 6 6 6 6 Planned Order Releases 8 6 6 6 6 6 6 6
**** RUSH ORDER ****
------------------------------------------------------------------------------
------------------------------------------------------------------------------
Week Number: 9 10 11 12 13 14 15 16
------------------------------------------------------------------------------
Gross Requirements 6 6 6 6 6 6 6 6 Scheduled Receipts 0 0 0 0 0 0 0 0 Available 0 0 0 0 0 0 0 0
Net Requirements 6 6 6 6 6 6 6 6 Planned Order Receipts 6 6 6 6 6 6 6 6 Planned Order Releases 6 6 6 6 6 6 6 0
**** RUSH ORDER ****
------------------------------------------------------------------------------
========================================================================== ====
Item Level Lead On Safety Already Lot
Code Code Time Hand Stock Allocated Size
SM-1 2 1 0 0 0 LFL
------------------------------------------------------------------------------
18
Week Number: 1 2 3 4 5 6 7 8
------------------------------------------------------------------------------
Gross Requirements 8 6 6 6 6 6 6 6 Scheduled Receipts 0 0 0 0 0 0 0 0 Available 0 0 0 0 0 0 0 0
Net Requirements 8 6 6 6 6 6 6 6 Planned Order Receipts 8 6 6 6 6 6 6 6 Planned Order Releases 14 6 6 6 6 6 6 6
**** RUSH ORDER ****
------------------------------------------------------------------------------
------------------------------------------------------------------------------
Week Number: 9 10 11 12 13 14 15 16
------------------------------------------------------------------------------
Gross Requirements 6 6 6 6 6 6 6 0 Scheduled Receipts 0 0 0 0 0 0 0 0 Available 0 0 0 0 0 0 0 0
Net Requirements 6 6 6 6 6 6 6 0 Planned Order Receipts 6 6 6 6 6 6 6 0 Planned Order Releases 6 6 6 6 6 6 0 0
**** RUSH ORDER ****
------------------------------------------------------------------------------
========================================================================== ====
Item Level Lead On Safety Already Lot
Code Code Time Hand Stock Allocated Size
XM-15 2 1 0 0 0 LFL
------------------------------------------------------------------------------
19
Week Number: 1 2 3 4 5 6 7 8
------------------------------------------------------------------------------
Gross Requirements 16 12 12 12 12 12 12 12 Scheduled Receipts 0 0 0 0 0 0 0 0 Available 0 0 0 0 0 0 0 0
Net Requirements 16 12 12 12 12 12 12 12 Planned Order Receipts 16 12 12 12 12 12 12 12 Planned Order Releases 28 12 12 12 12 12 12 12
**** RUSH ORDER ****
------------------------------------------------------------------------------
------------------------------------------------------------------------------
Week Number: 9 10 11 12 13 14 15 16
------------------------------------------------------------------------------
Gross Requirements 12 12 12 12 12 12 12 0 Scheduled Receipts 0 0 0 0 0 0 0 0 Available 0 0 0 0 0 0 0 0
Net Requirements 12 12 12 12 12 12 12 0 Planned Order Receipts 12 12 12 12 12 12 12 0 Planned Order Releases 12 12 12 12 12 12 0 0
**** RUSH ORDER ****
------------------------------------------------------------------------------
========================================================================== ====
Item Level Lead On Safety Already Lot
Code Code Time Hand Stock Allocated Size
XM-17 2 2 0 0 0 LFL
------------------------------------------------------------------------------
20
生产计划制定程序 1.0目的: 制定生产计划的控制程序,确保产品之交付能够满足客户要求。 2.0范围: 本程序适用于所有产品生产计划之制定。 3.0定义: 3.1 Forecast: 指客户提供给公司的一种预估订单。 3.2 P/O:指客户下达给公司的正式订单。 3.3 Job order:指公司M&S部经过对P/O评审之后,由M&S部船务担当 所作出的《工作单》,以指导生产安排。 3.4 交货排期:指客户提供给公司的走货安排表。 3.5 生产出货计划:指生管根据Job order、Forecast作成本公司出货计 划。 4.0职责 4.1由SM部负责管理此程序。 4.2由M&S部负责客户订单、客户交付计划的导入、确认及联络。 4.3由生产管理部负责生产计划的制定、物料纳入追踪等管理。 4.4由生产部门负责按生产计划安排生产。 4.5由资材部负责物料采购、供应商物料纳入追踪。
5.0程序 5.1生产计划关联内容导入: 5.1.1M&S部营业担当负责将经过评估、确认可满足客户交付要求的 订单作成《Job order》,经本部门部长批准后,由部门文员将 Job order和Forecast发放至生产管理部。 5.1.2为确保生产计划的顺利实施,生产管理部需将M&S发放的Job order、Forecast和生管所作成的《生产出货计划》发至相关 部门。 5.2生产计划准备: 5.2.1 生产管理部的生管担当在接到M&S的Job order和Forecast 后,应对生产部门的产能状况,物料在库状况及相关物料的纳期等 内容进行确认、评估,且来料计划需提供给生产管理部作为生产计 划制定的条件,以确保制定的生产计划能够合理、顺利实施。 5.3生产计划制定及输出: 5.3.1组立计划的制定及输出: 生产管理部的生管担当根据客户的Job order和Forecast以及生 产的准备情况,制定PRD部门产品的组立《生产出货计划》,并将 Job order、Forecast和《生产出货计划》发给相关的部门,相 关的部门根据《生产出货计划》安排生产。 5.3.2物料纳入计划及输出: 根据公司业务发展需要,生产管理部可以对组立用物料的纳
生产计划经理岗位职责 1、生产计划经理岗位职责 1、安排与协调订单通知书在OA系统内的评审工作,对于系统评审存在异常的,及时安排通过会议评审,以确保订单的交期能够达到; 2、协调与安排生产计划向外协厂的下达,做到每天跟进生产订单执行进度表的执行进度,并根据实际生产情况做到适度调整; 3、ERP系统内审核MC向采购下达的物料需求计划,并督促与要求MC跟进物料的提供进度,同时对于影响到订单生产完工的问题,积极同责任部门商讨解决的方案; 4、编织每月的FCS报表,并向采购下达FCS需求计划; 5、生产异常的协调与沟通; 6、生产订单完工后销售出库的安排与协调。 2、生产计划经理岗位职责 1、实现公司下达的生产、销售目标,保质保量地完成生产任务; 2、负责呆料与废料的预防与处理,对库存进行有效控制,提高库存周转率; 3、负责部门的日常管理工作及员工的管理、指导、培训及评估并激励其工作绩效。 3、生产计划经理岗位职责 1.根据公司的发展战略,制定相应的PMC部年度、季度工作目标、工作计划及预算,为公司可持续的发展提供强有力的支持; 2.领导公司PMC部的整体工作,组织执行公司制定的各项工作制度,进行生产计划控制,物料申购、进度控制、仓储管理等作业的督察; 3.参与公司宏观管理,综合协调销货计划,制定本部门的工作计划并合理分解,对供应商控制、生产过程的控制、仓储控制、物流控制的各项进度加以审查; 4.通过产能数据评估,统计数据的分析与计算,预测、制定及审核较为合理的生产计划,不断与生产车间进行协调;
5.生产计划、物料计划、出货计划等的制定及落实,控制合理库存,积极参与呆滞料预防、控制及处理,协调销售部、生产部、采购部、PMC部、仓储部、质检部之间的工作。 4、生产计划经理岗位职责 1、统计生产计划的完成(统计生产状况,汇制为生产日报、周报、督促生产指令的结案)。 2、资料统计(统计制造部所有基础资料并与存档)。 3、劳保用品的管控(制造部所有劳保用品的请购和定期发放)。 4、系统操作(能够熟练使用ERP进行物料盘点的核查,熟练使用电脑操作)。 5、工作沟通(有良好的口头能力及文字表达能力,能与本部门,其他部门人员进行交流,有效协调上下级的关系,达到协调目的,在公司各项活动中,对相关的人员进行宣传和督导)。 5、生产计划经理岗位职责 1、负责公司生产主线的生产计划制定与推进,对产品从生产计划编排到进成品仓的所有环节进行监控,并对质量与货期负责。 2、根据公司发展战略,确定生产目标和具体规划。负责采购计划、生产计划下达;负责采购清单与生产外发清单审核。 3、根据商品上货计划、订单生产周期、面辅料生产周期及到位情况、工厂产能与生产进度等,合理编排生产计划。 4、推进生产计划进度,协调好采购部、生产部,对货期和品质负责。 5、负责外发厂管理:负责外发加工厂的开发、维护和储备加工资源。 6、定期统计、分析各外发加工厂的产能,优化生产周期。 7、定期根据公司及外发加工厂的加工运作状况,及时提出并解决生产管理过程中存在的问题和潜在危机。建立、完善并定期优化计划管理的工作流程及制度;优化、提升及完善部门管理。
学习导航 通过学习本课程,你将能够: ? r解做好生产计划的前提与重要性: ?明确生产计划的内容与标准; ?知晓三大生产il划; ?制定完善的生产计划的目的。 生产计划制定 一.做好生产计划的重要性与前提 PDCA循环又叫戴明环,是美国质量管理专家戴明轉七首先提出的,是全而质量管理(TQM)所应遵循的科学程序,目的是提高产品的质量和生产效率。全而质量管理活动,是质量讣划制定和组织实现的过程,这个过程按照PDCA循环,周而复始地运转。 1?生产计划是生产物流管控的起点 4PDCA的内容 PDCA是由英语单词Plan(vr划)、Do(执行)、Check(检查)和Acti5(处理)的首字母所组成, PDCA循环是质量管理的不断循环。 企业要做好改进与解决质量问题、赶超先进水平的齐项工作,都要运用PDCA循环的科学程序0无论是提奇产品质量,还是减少不合格品,都要首先提出目标,想要实现这些目标, 必须要有计划,不仅包括目标?而且包括实现目标需要采取的描施。计划制定之后,要按照计划进行检査,判断是否达到、实现预期目标,通过检査找出问题和原因0最后进行处理, 将经验和教训制崔成标准,形成制度。 4 PDCA循环的基本方法 PDCA循环作为全面质量管理体系运转的基本方法,其实施需要搜集大量数据资料,并综合运用各种理技术和方法。 图1和图2分别展示的是PDCA循环的四个阶段和八个步骤。
如图1和图2所示,一个PDCA 循环一般要经历四个阶段和八个步骤。四个阶段分别是: 计划、执行、检查和处理:八个阶段分别是:找问题、找原因、找主要原因、泄计划、执行、 检査、总结经脸、提出新问题。 2?做好生产计划的前提 从PDCA 循环理论可知,解决一个企业生产管理方面问题的切入点是生产i|?划。如何做 好讣划,如何提高讣划的执行力,如何最大限度地实现讣划,已经成为企业做好生产计划的 首要前提。 *了解生产计划的重要性 图3提供的数据说明我国工业企业价格的涨幅差异。 从图中可以看出.在整个工业企业产品的价格涨幅中,原材料价格涨幅最高,而宜接而 对消费者的零售价涨幅最低,出厂价的涨幅介于二者之间。之所以会出现这样的局面,主要 是由于原材料价格上涨、劳动力成本上升等各种因素造成的成本上升,都必须由企业内部消 化。市场的承受能力是有限的,消费者是情愿去承担这部分成本。如果产品价格因为成本压 力而上升过快,企业就会失去很多市场。 企业要解决上述问题,应当从企业内部消化由外部市场环境变化带来的上升成本,其中 最主要的环节就是生产过程,在该环节,企业可以通过制定完善的生产计划最大限度地节约 成本支出。 生产计划定成败 中国加入WTO 后,经济日益融入到世界经济体系中,中国企业面临着劳动力 资源和成本问题 的严峻考验。目前中国产品越来越多地出口到欧美地区,按照国际 惯例,从事出口的生产企业,必须进行SA8000的强制性认证,此认证的根本宗旨 是确保企业产品完全符合当地劳动法规的要求。我国制造业的成本 0 00%」 【案例】 1200%j 10 00% eo(Bt- 6 00%. 4 00%. 200%. (D 贸料来 驭广东 省 总工会 原材供 图3 产品出厂价 商品9晝 2004年中国工业企业价格涨幅瓷异
制定生产计划的常用方法 一、图表法 [例13-1] 已知H公司1999年上半年(为简化,只考虑上半年)满足需求量的生产安排,见表13-5。为实现此进度安排,拟采用三种不同的综合生产计划方案。 *保险储备量=1/4预测需求量 有关成本数据补充如下: 生产成本=100元/件; 存储费用=每月生产成本的1.5%(即每月每件1.5元); 标准工资率=每小时4元; 加班费=标准工资的150%或每小时6元; 缺货损失=5元/件; 外协比自制昂贵而增加的费用=每件产品2元; 招聘和培训费=每人200元; 提前解聘损失费=每人250元; 每件产品所需工时=5小时。 方案1的策略:在正常工作班次下,通过增减生产工人来生产出确切的需要量。 方案2的策略:固定生产工人数,工人数按6个月的平均产量来确定((8125件×5小时/件)/(143天×8小时/天)=36人);允许库存发生短缺,通过下月的生产来补足。 方案3的策略:按生产需要量(计划量)最低的4月份来确定所需工人数,并稳定在4月份这个水平上((850件×6月×5小时/件)/(143天×8小时/天)=22人;产量低于需求量部分通过外协来解决。 计划方案见表13-6 方案1:11600元 方案2:7460元 方案3:6182元
表13-7 三种方案的比较
二、运输表法 运输表法的基本假设是: 1.每一单位计划期内正常生产能力、加班生产能力以及外协量均有一定限制; 2.每一单位计划期的预测需求量是已知的; 3.全部成本都与产量呈线性关系。 h──单位计划期内单位产品的库存成本 I0──第1期期初库存 r──单位产品的正常生产成本 R t──t期的正常生产能力 c──单位产品的加班成本 OT t──t期的加班生产能力 S──单位产品的外协成本 S t──t期的外协生产能力 D t──t期的预测需求量
目录 1 课程设计任务书 (1) 1.1 设计题目 (1) 1.2 设计任务 (1) 1.3 设计要求 (1) 1.4 设计具体内容 (1) 1.5 原始数据 (1) 2 综合生产计划的编制 (4) 2.1 综合生产计划概述 (4) 2.2某机械厂2018年度策略分析 (4) 2.3 综合生产计划的决策 (8) 2.4 综合生产计划的编制 (8) 3 设备组生产能力的测定 (12) 3.1 生产能力概述 (12) 3.2 生产能力测定(计算)分析 (12) 4 主生产计划的编制 (14) 4.1 主生产计划概述 (14) 4.2 主生产计划编制分析 (14) 5 十张订单在单台机器作业排序 (18) 5.1 作业排序概述 (18) 5.2 作业排序规则 (18) 5.3 十张订单作业分析 (18)
1 课程设计任务书 1.1 设计题目 某机械厂2018年度生产计划及生产作业计划的编制 1.2 设计任务 1、编制主流产品的综合生产计划与主生产计划(全年); 2、编制机加工车间甲、乙、丙三种主要产品(零件)的生产作业排序。 1.3 设计要求 根据所提供的材料,按设计任务要求进行分析、计算和设计,并在2周内独立完成1份完整的课程设计报告。 1.4 设计具体内容 1、编制综合生产计划,运用三种策略进行分析比较,选择最优方案; 2、计算设备组的生产能力; 3、编制主生产计划; 4、计算1-12月每周的现有库存; 5、十张订单在单台机器作业顺序的安排。 1.5 原始数据 1、该公司主要产品主流型机械的有关资料: ⑴该产品2018年度各月出产计划见表1。 ⑵该产品的投入批量为600,期初库存为400,设备组车床数15台。 2、机加工车间主要产品甲、乙、丙、丁四种零件的有关资料: ⑴四种零件结构、工业和劳动量构成差别较大,月产量分别为200,300,400和100件。 ⑵四种零件在主要工序的加工时间见表2。 ⑶每月工作天数见表1,每月份后面括号内为实际工作天数。 3、其他相关数据 ⑴有关于成本的数据见表3。
生产计划制定过程 生产计划制定过程 一、整理盘点数 1 盘点时间:每月20日全公司盘点。 2 下发盘点表 各部门盘点表在thiserver计算机盘点表目录下,生产调度提前一天打印相应盘点表下发。 3 盘点数据录入 各部门盘点后,将盘点数据输入thiserver计算机盘点表目录对应表格中。 4 盘点数据汇总 (1) 将各部门盘点表的内容拷贝到盘点总表中对应的sheet表,按照原有表格形式整理,否则程序将无法读取全部数据。 (2) 在盘点总表中,运行汇总程序将各张sheet盘点结果汇总到一张sheet表中。 5 将盘点结果录入服务器 将盘点表总表数据拷贝到”生产计划制定系统”文件对应sheet表中,将各工程在库sheet 表将盘点结果录入服务器。 二、制定组装计划和单品发货计划 1 通过”生产计划制定系统”文件,在注文sheet表中,将注文调出。 2 根据注文情况、组装能力,和设备加工能力和现有单品在库情况,人工进行估算,制定组装计划。
三、统计组装计划和单品发货不足的部品 1 根据组装计划的结果,在”生产计划制定系统”文件注文sheet表的部品实际生产量进行修改。 2 计算组装计划和单品发货不足的部品。 3 可以用盘点数替代成品库数,重新统计在库不足的部品。 4 每周四下达下周外围、毛刺、热处理、外协,也是重复这个步骤。 四、制定外协成品计划 1,在”判断组装不足部品”的sheet表中,制定外协计划,外协计划中毛坯料计划还用等到加工计划制定之后再制定。 2,外协订单数量按照,组装计划需要数-在库数+下个月生产准备量,计算。下个月生产准备量可以考虑1个月的需求量。 五、制定加工计划 (一) 产能核算
【精品】生产工作计划锦集9篇 生产工作计划篇1 为了贯彻落实“安全第一,预防为主,综合治理”的方针,强化安全生产目标管理,生产部工作计划。结合工厂实际,特制定20xx年安全生产工作计划,将安全生产工作纳入重要议事日程,警钟长鸣,常抓不懈。 一、全年目标 全年实现无死亡、无重伤、无重大生产设备事故,无重大事故隐患,工伤事故发生率低于厂规定指标,综合粉尘浓度合格率达80%以上(如下表)。 二、指导思想 要以公司对20xx年安全生产目标管理责任为指导,以工厂安全工作管理制度为标准,以安全工作总方针“安全第一,预防为主。”为原则,以车间、班组安全管理为基础,以预防重点单位、重点岗位重大事故为重点,以纠正岗位违章指挥,违章操作和员工劳动保护穿戴为突破口,落实各项规章制度,开创安全工作新局面,实现安全生产根本好转。 三、牢固树立“安全第一”的思想意识 各单位部门要高度重视安全生产工作,把安全生产工作作为重要的工作来抓,认真贯彻“安全第一,预防为主”的方针,进一步增强安全生产意识,出实招、使真劲,把“安全第一”的方针真正落到实处,通过进一步完善安全生产责任制,首先解决领导意识问题,真正把安全生产工作列入重要议事日程,摆到“第一”的位置上,只有从思想上重视安全,责任意识才能到位,才能管到位、抓到位,才能深入落实安全责任,整改事故隐患,严格执行“谁主管,谁负责”和“管生产必须管安全”的原则,力保安全生产。 四、深入开展好安全生产专项整治工作 根据工厂现状,确定出20xx年安全生产工作的重点单位、重点部位,完善各事故处理应急预案,加大重大隐患的监控和整改力度,认真开展厂级月度安全检查和专项安全检查,车间每周进行一次安全检查,班组坚持班中的三次安全检查,并要求生产科、车间领导及管理人员加强日常安全检查,对查出的事故隐患,要按照“三定四不推”原则,及时组织整改,暂不能整改的,要做好安全防范措施,尤其要突出对煤气炉、锅炉、硫酸罐、液氨罐等重要部位的安全防范,做好专项整治工作,加强对易燃易爆、有毒有害等危险化学品的管理工作,要严格按照《安全生产法》、《危险化学品安全管理条例》强化专项整治,加强对岗位现场的安全管理,及时查处违章指挥,违章操作等现象,最大限度降低各类事故的发生,确保工厂生产工作正常运行。 五、继续加强做好员工安全教育培训和宣传工作
附件二-1 生产计划的制订 企业销售计划的实现取决于多种因素,生产活动是否正常进行,是其中非常重要的因素。尽管各种各类企业的生产活动内容不尽相同,但精心安排,使之与销售计划的要求相吻合,则是基本一致的。因此,生产计划是部门计划中重要的一类。 生产(或工程)计划,自然也不仅仅是生产过程的作业安排。它包括了原材料采购、投入,库存计划、生产(施工)过程中人、机(设备)配置、生产进度等方面的计划、以及研究开发、提高劳动生产率、降低生产成本方面的计划。生产计划不只解决产品如何及时、按质、按量生产出来的问题,还要解决产品如何以较低的成本、较高的效率、较好的效益生产出来的问题。这样生产(或工程)计划,就必然是一个由若干明细计划组成的计划体系。这个体系表现为以下的图式。(参阅下图)
在上表中所列的生产计划内容,各类企业在具体制订时可以有所增减。 (一)年度生产(工程)成本计划的制订方法。年度生产(工程)
成本计划在生产或工程部门中,是一项重要的计划。因为生产或工程部门是成本发生的主要场所。如果只是在财务部门研究如何降低成本,而忽视生产或工程部门对降低成本的努力,企业成本是很难从根本上下降的。而要把降低生产成本落实到每个工厂及至车间、生产小组,就必须按工厂、车间、生产小组或某个工程项目的各道施工工序,制订年度生产(工程)成本计划。在这个成本计划里,构成生产成本的各项费用要逐项列出、确定其水平。由于各工厂、车间、生产小组生产(施工)的具体内容不尽相同。因此,所列费用可能不一定每个工厂(车间、小组)都有。 下面所列的是某公司的年度生产(工程)成本计划(参阅下表)
(二)月份生产成本计划。月份生产(工程)成本计划,是根据年度生产(工程)成本计划制订的按月规定生产成本的计划。在月份生产(工程)成本计划里,不再按部分、工厂、车间或工程项目来细分生产成本,而是按生产成本在不同的月份的分布,确定每个月企业的生产成本。具体计算依成本是变动费用还是固定费用而有所不同。变动费用在每个月的分配,采取按比率计划的办法。材料费,生产(工程)变动费须计算出它在全部生产成本中的比率,然后用这个比率与每月总的生产成本相乘,得出材料费、生产(工程)变动费中各科目的计划值。固定费比较简单,只须按年度生产固定费除以12个月即可。但在固定费用中的劳务费项目里,临时工的费用是随工作量变动而变动的,因此这一项费用要按变动费的计算方法或是根据实际的工作量来确定每月的计算值。 月份生产(工程)成本计划表如下(参阅下表)
生产计划经理工作职责、范围 工作内容(主要) 一、负责统筹并管理本部门所有工作,积极开展团队建设工作 1.1、及时、准确的传达公司的各项管理方针、政策,帮助员工理解并组织贯彻执行; 1.2、根据部门不同的发展阶段(或部门不同的发展目标),负责本部门人员配置、职责分工等工作; 1.3、组织开展对部门人员的日常培训工作; 1.4、根据员工不同的发展阶段,指导下属制定阶段性工作计划并督促其完成; 1.5、开展对下属的思想教育工作,了解下属动态,关心下属成长,提高团队的凝聚力; 1.6、负责考核员工工作绩效,有效激励及提升员工工作绩效,有效激励及保持员工士气,营造良好的工作氛围。 二、检讨部门核心指标之达成,制定并落实部门工作计划 2.1、制定本部门各项管理指标,负责将部门指标分解至各岗位并督促贯彻执行; 2.2、定期检讨部门管理指标达成情况; 2.3、负责制定本部门工作计划,并组织实施; 2.4、定期检讨部门工作计划的执行情况并撰写部门工作总结。 三、组织、督导计划的编制、实施及检讨,以确保准时发货 3.1、组织、监督、指导业务订单(含预估订单)的评审; 3.2、根据相关(销售、补货备库、新品开发)需求,组织制定合理的生产(含委外)、采购计划,并负责审核部门计划文件; 3.2.1、依据业务部销售订单(含预估订单)并结合生产计划,组织制定物料请购计划; 3.2.2、每月的25日前组织制定下月的生产计划,并组织召开月度计划评审会议; 3.2.3、每周五前组织制定下周各车间的生产计划,并组织召开周度计划评审会议; 3.2.4、每周五前组织制定下周物料到货计划; 3.2.5、组织各车间每日生产计划指令的下达; 3.3、推动、监控及分析各职能计划的达成,对可能出现影响订单执行的问题或预计不能满足的计划提前预警,并协调相关各部门(必要时,召开跨部门协调会议)就问题点或瓶颈提出解决方案,以确保订单或计划圆满完成并在必要时,作出有效的计划调整。 四、组织公司存货控制工作,努力提高存货周转率 4.1、根据生产计划,结合销售目标以及经济批量、供应能力,控制原物料及外协件进出存,掌握原物料、成品周转率; 4.2、主持制定存货政策及存货水平,组织制(修)订存量管制基准点或材料安全存; 4.3、定期对库存结构、存货水平、存量管制基准进行监控,对异常存货提报,并根据实际情况进行调整。 五、组织、指导、监督仓储管理工作 5.1、监控、督导仓储物流作业,确保及时、准确并保证物资先进先出,帐卡物相符; 5.1.1、督促进销存业务的及时、正确执行; 5.1.2、组织不定期抽查帐、卡、物相符性; 5.1.3、组织、指导或监督仓库清查盘点工作; 5.1.4、监督备料工作的及时性,确保物质先进先出。 5.2、推动实施仓储现场管理,确保物资存储及作业环境的安全可靠、整洁美观; 5.2.1、组织建立仓库6S管理标准,设置检查表并定期组织检查; 5.2.2、组织、监督仓库布局规划及储位建设; 5.2.3、监督、指导库存产品的防护和安全,做好“十二防”工作;
如何制定生产计划 一,制定生产计划的原则 1.最少项目原则:用最少的项目数进行生产计划的安排。如果生产计划中的项目数过多,就会使预测和管理都变得困难。因此,要根据不同的制造环境,选取产品结构不同的级,进行生产计划的编制。使得在产品结构这一级的制造和装配过程中,产品(或)部件选型的数目最少,以改进管理评审与控制。 2.独立具体原则:要列出实际的、具体的可构造项目,而不是一些项目组或计划清单项目。这些产品可分解成可识别的零件或组件。生产计划应该列出实际的要采购或制造的项目,而不是计划清单项目。 3.关键项目原则:列出对生产能力、财务指标或关键材料有重大影响的项目。对生产能力有重大影响的项目,是指那些对生产和装配过程起重大影响的项目。如一些大批量项目,造成生产能力的瓶颈环节的项目或通过关键工作中心的项目。对财务指标而言,指的是与公司的利润效益最为关键的项目。如制造费用高,含有贵重部件,昂贵原材料,高费用的生产工艺或有特殊要求的部件项目。也包括那些作为公司主要利润来源的,相对不贵的项目。而对于关键材料而言,是指那些提前期很长或供应厂商有限的项目。 4.全面代表原则:计划的项目应尽可能全面代表企业的生产产品。反映关于制造设施,特别是瓶颈资源或关键工作中心尽可能多的信息。 5.适当裕量原则:留有适当余地,并考虑预防性维修设备的时间。可把预防性维修作为一个项目安排在生产计划中,也可以按预防性维修的时间,减少工作中心的能力。
6.适当稳定原则:在有效的期限内应保持适当稳定。生产计划制订后在有效的期限内应保持适当稳定,那种只按照主观愿望随意改动的做法,将会引起系统原有合理的正常的优先级计划的破坏,削弱系统的计划能力。 二.生产计划的基本原理和基本流程 生产计划的实质是保证销售规划和生产规划对规定的需求(需求什么,需求多少和什么时候需求)与所使用的资源取得一致。生产计划考虑了经营规划和销售规划,使生产规划同它们相协调。它着眼于销售什么和能够制造什么,这就能为车间制定一个合适的生产进度计划,并且以粗能力数据调整这个计划,直到负荷平衡。 生产计划编制过程包括:编制生产计划项目的初步计划;进行粗能力平衡;评价生产计划这三个方面。涉及的工作包括收集需求信息、编制主生产计划、编制粗能力计划、评估主生产计划、下达主生产计划等。制订主生产计划的基本思路,可表述为以下程序: 1、根据生产规划和计划清单确定对每个最终项目的生产预测。它反映某产品类的生产规划总生产量中预期分配到该产品的部份,可用于指导生产计划的编制,使得生产计划员在编制生产计划时能遵循生产规划的目标。 2、根据生产预测、已收到的客户订单、配件预测以及该最终项目的需求数量,计算毛需求量。需求的信息来源主要为:当前库存、期望的安全库存、已存在的客户订单、其他实际需求、预测其他各项综合需求等。某个时段的毛需求量即为本时段的客户订单合同以及预测之关系和。“关系和”指的是如何把预测值和实际订单值组合取舍得出的需求。这时,生产计划的毛需求量已不再是预测信息,而是具有指导意义的生产信息了。
如何制定生产计划 今天,我要说的主题是:什么是生产计划 相信很多朋友对这个问题都比较关心,我在工作中也碰到很多做生产计划的人,但他们对什么是生产计划的说法都不尽相同,多数做生产计划的人只能说出他现在所在做的工作内容,有的甚至无法说清什么是生产计划。 那么什么是生产计划呢? 在此,我来说明一下:生产计划就是企业为了生产出符合市场需要或顾客要求的产品,所确定的在什么时候生产,在哪个车间生产以及如何生产的总体计划。 企业的生产计划是根据销售计划制定的,它又是企业制定物资供应计划、设备管理计划和生产作业计划的主要依据。 生产计划工作的主要内容包括:调查和预测社会对产品的需求、核定企业的生产能力、确定目标、制定策略、选择计划方法、正确制定生产计划、库存计划、生产进度计划和计划工作程序、以及计划的实施与控制工作。 生産计划的内容与主要指标 生产计划就是企业为了生产出符合市场需要或顾客要求的产品,所确定的在什么时候生产,在哪个车间生产以及如何生产的总体计划。企业的生产计划是根据销售计划制定的,它又是企业制定物资供应计划、设备管理计划和生产作业计划的主要依据。 生产计划工作的主要内容包括:调查和预测社会对产品的需求、核定企业的生产能力、确定目标、制定策略、选择计划方法、正确制定生产计划、库存计划、生产进度计划和计划工作程序、以及计划的实施与控制工作。 制定生产计划指标,是企业生产计划的重要内容之一。企业生产计划的主要指标有:产品品种、产品质量、产品产量和产值。 企业生产计划的主要指标从不同的侧面反映了企业生产产品的要求。 (一)产品品种指标 产品品种指标包含两方面的内容: 1)企业在计划期内生产的产品名称、规格等值的规定性; 2)企业在计划期内生产的不同品种、规格产品的数量。 品种指标能够在一定程度上反映企业适应市场的能力,一般来说,品种越多,越能满足不同的需求,但是,过多的品种会分散企业生产能力,难以形成规模优势。因此,企业应综合考虑,合理确定产品品种,加快产品的更新换代,努力开发新产品。
生产计划员工作总结 时光飞逝,岁月如梭,不知不觉我来红秋电控工作已经有4年的时间了。作为红秋的一名老员工,我从事的主要是生产部生产计划员的工作,从事该工作的这段时间,我觉得生产计划员是一个重要的职位,它在协调生产过程、保证生产活动正常运行、保证合同执行等方面起了关键的作用。 现将过去的一年我的工作总结如下: 首先,作为生产计划员,我的工作职责主要有:1)根据营销部拟签订的合同,按生产车间的产能及材料采购状况,及时回复合适的产品可交货日期。这也是营销合同制定的依据,一般在二个小时之内回复营销部交货期。2)负责公司生产计划的编排、制定、跟进与实施安排,直至产品出货。项目生产计划表一式8 份(技术二份,采购一份,车间四份,质检一份)对于同一客户,同一立项号的产品使用相同的计划表。对于大单和分批交货的合同,以具体的交货时间做为跟踪对象。3)依据生产计划实际的完成情况、采购材料的供应情况,以及客户要货时间变更,合理调整生产计划达成发货要求;若出现材料的到货时间,或生产车间产能有限,应适时地调整计划,并向相关领导汇报,确保合同的执行。4)协调公司内各部门(包括营销部,技术部,采购部,生产部,质检部等),解决生产障碍,保证生产的顺利进行。5)依据立项生产的要求,跟踪技术出图情况、材料到货情况、跟踪缺件的落实工作。每天适时跟踪立项的缺件情况,对缺件的材料及时与采购员进行跟催。6)每日对新立项工作计划的制定,以及针对每日的产品入库情况对生产计划的完成进行跟踪确认,
和每个立项的总体完成情况确认。 同时,对工作中存在问题,我也有一些想法和建议。工作的这段时间来,生产的异常主要表现在两个方面。第一,由于营销部签订的每个合同中,购货商要求的材料品牌不同,每个立项的材料采购渠道也各不相同,导致生产计划受采购部的采购周期制约,出现合同交货期已到,而电气材料仍未到厂的想象,当材料到场后,只能缩短变动车间及质检部的生产周期,甚至缺件发货,造成不必要的二次费用。第二,生产及质检中发现的材料品质异常问题解决滞后,往往不能马上解决,经常出现由于某个材料不良导致产品不能及时入库。今后的工作中,我要虚心向其它部门学习更多的知识,借鉴好的工作方法,努力学习工作上的专业知识,不断提高自身的业务素质和管理水平。使自己的全面素质再有一个新的提高,为公司的发展贡献出自己的力量。
生产计划的制定原则 生产计划是根据销售计划和利润计划编制的,规定了企业在计划期内根据企业的能力生产产品的品种、数量、质量要求以及投入产出日期等计划安排。生产计划既是企业生产管理的重要组成部分,又是经营计划的重要组成部分,对生产系统的产能配置、物料管理起到统领作用,对于发挥生产能力、组织均衡生产、满足市场需要、全面完成生产任务和提高企业经济效益具有十分重要的意义。在编制生产计划时,应遵循这样一些基本原则。 1. 最少项目原则:用最少的项目数进行主生产计划的安排。如果MPS中的项目数过多,就会使预测和管理都变得困难。因此,要根据企业制造环境,选取合适的产品结构,进行主生产计划的编制。 2. 独立具体原则:列出实际的、具体的生产项目,而不是一些项目组或计划清单项目。这些产品可分解成可识别的零件或组件。 3.关键项目原则:列出对生产能力、财务指标或关键材料有重大影响的项目。对生产能力有重大影响的项目,是指那些对生产和装配过程起重大影响的项目。如一些大批量项目,造成生产能力的瓶颈环节的项目或通过关键工作中心的项目。对财务指标而言,指的是与公司的利润效益最为关键的项目。如制造费用高,含有贵重部件,昂贵原材料,高费用的生产工艺或有特殊要求的部件项目。也包括那些作为公司主要利润来源的,相对不贵的项目。而对于关键材料而言,是指那些提前期很长或供应厂商有限的项目。
4.全面代表原则:计划的项目应尽可能全面代表企业的生产产品。MPS应覆盖被该MPS驱动的MRP程序中尽可能多数组件,反映关于制造设施,特别是瓶颈资源或关键工作中心尽可能多的信息。 5.适当裕量原则: 留有适当余地,并考虑预防性维修设备的时间。可把预防性维修作为一个项目安排在MPS中,也可以按预防性维修的时间,减少工作中心的能力。 6.适当稳定原则: 在有效的期限内应保持适当稳定。主生产计划制订后在有效的期限内应保持适当稳定,那种只按照主观愿望随意改动的做法,将会引起系统原有合理的正常的优先级计划的破坏,削弱系统的计划能力。(重庆诚文咨询)
二、生产计划的制定与管理 1、制定生产计划的基本要求 (1)实事求是的原则 ◆不可超出企业的生产能力; ◆不可背离材料供应实际; ◆不可不顾资金现状; ◆要与企业工艺技术水平相适应; ◆要充分考虑现场的负荷; ◆要尊重各工序的实际生产速度,不可搞脱离实际的大跃进。 (2)符合企业长期计划的原则 生产计划是在企业的长期计划基础上制定的,它不可背离企业的总体计划。 (3)交期原则 生产计划的制定应该以按时交货为原则,不能按时交货,会使企业失去信誉,失去客户,失去市场。 (4)作业量平衡原则 ◆同样时间段的作业量相同; ◆同样生产能力的工序工作量分配相同;
◆同一时期各部门的工作量相同。 2.制定生产计划要注意的问题 (1)明确分工 ◆不同类别的计划由不同的人员去完成 比如某综合性家具厂,同时生产酒店家具、办公家具、民用家具,这三大类不同的产品各有不同的特点,在制定生产计划时,各类计划分别由专人负责,然后统一综合,这样可以使计划更加准确可行。 ◆不同级别的计划由不同的人员去完成 企业的生产计划可以分为总体计划、部门计划、车间班组计划等很多级别,高级的计划要全面、概括、指导性强;低级的计划要求具体、明确、操作性强。不可千篇一律,每一级的计划都不可能是上一级计划的简单分割和下一级计划的机械加和,而应该各有特色,各有重点,一般地说,不同级别的计划由不同的人员去完成,能使计划真正做到实际、实用、实事求是。 ◆不同类型的计划由不同的人员去完成 计划可以有表格型、可以有图解型、也可以有叙述型,它们在表述上各有特色,应根据不同的需要和内容去选用。在计划的制定上,当然也不可能是每个人都十分熟悉这几种不同手法的使用。因此,对于同一计划,由不同的人员用不同的方式去表现,会更加生动,图文
第二章-PP02_生产计划制定流程 1.流程说明 在此流程中,营业处定单处理人员将销售定单输入系统;产销部计划人员将PSI办货计划或根据服务部门填写的手工领料单将预留输入系统;运行MRP后,计划人员审核MRP清单,针对系统提示的不同的例外信息,采取相应的处理措施:如果出现与主数据相关的错误信息,应及时通知产销部主数据维护人员检查并修改主数据;如果出现与订单相关的警告信息,应协调销售与采购部解决相关问题。确认MRP结果无误后,计划人员将计划定单转换为采购申请或生产定单,并将生产定单和领料单打印发给生产部,将发料单打印发给仓库。实际作业的操作要点为: ?M RP自动设定在每天凌晨0:00,中午12:00及每周日运行. ?计划人员每日早上先审核属于自己控管的MRP报告和生产计划单,发现问题即时处理,然后集中转计 划订单成生产订单。 ?生产订单在释放之前要逐项审核,发现错误及时更正。 ?由于钢板可能部分需在厂内裁剪,所以在审核MRP结果时,需区分是进行采购还是厂内裁剪。 ?如果有特殊个案照会,需查看库存状况,如果此时独立需求不能满足,就要增加当月独立需求,使能 满足大案需求。 ?查看相关工作中心的生产负荷,及时调整或联系委外加工,使生产排程均匀化。 ?确保每笔生产订单和请采购单确实准确。 ?在MRP运行后四个工作小时内,处理完所有采购申请和生产订单。 2.流程图
3.系统操作 3.1.操作范例1 运行MRP:每天运行 系统菜单及交易代码 后勤-生产-物料需求计划-计划-总计划--联机 交易代码:MD01
3.1.2 系统屏幕及栏位解释 栏位名称 栏位说明 资料范例 计划范围 定义MRP 运行的范围,可以是工厂或库位等 此栏位不使用 工厂 指定MRP 运行的工厂 FW00 处理代码 定义MRP 的运行类型: NETCH: 净改变计划,只考虑发生净改变的物料. NETPL: 计划范围内的净改变,只考虑计划区间内 的净改变. NEUPL:重生成计划,工厂内所有做MRP 计划的物料都考虑在内. NETCH 创建采购申请 创建采购申请 定义MRP 运行的结果: 1-生成采购申请 2-在计划区间内生成采购申请,区间外生成计划定单 3
如何编制生产计划 1.生产计划 1.1与经营计划相关 通常,所谓生产计划一词往往被狭义地理解为制造部门内部活动的计划,实际上,它还应包括为上述生产活动提供基础和将经营计划具体实施的内容。换句话说,生产计划是为了确定工厂生产方向和体制所需制定的计划。 这种计划与销售、技术、财务等计划密切相关,同时,将它们适当地进行综合,就可以成为整个经营计划,所以说,生产计划是经营计划的一个环节。过去也存在着这样一种倾向,即把上述这些计划都作为生产计划以前的问题,同狭义的生产计划分别进行考虑,而实际上,技术部门的现场支持和生产中遇到的购买等实际问题,都是相互协作的关系,如果不把两者密切地结合起来进行考虑,那就不能有效地组织生产活动。 1.2生产计划的内容 生产活动的具体成果是用三个条件来衡量的。主要是三方面: 1、品种―质量:品种是反映满意客户能够对付不同的需求,随时可以提供实用的,具有独特造型,别人一时做不到的。良好的质量,经久耐用。 2、成本―价格:市面上需求你的价格最便宜,东西最好用,制造成本的投入和转换资本过程取决管理的好坏,技术,质量,产量是赢得市场决定因素。价格决定市场,利润决定企业。 3、交货期-数量:任何商品都有时效期,冬季的蔬菜和秋季的不同,年关和平日不同。整和经济活动一定是时间、数量,没有量保证不了供需关系,失去信用。因此保证良好的产品数量如期交付是企业的生命。 上述三个条件的特性是按企业存在的必然目标产生的。因此,为了保证三个条件,作为具体的投入则包含人、机器和材料这三个生产要素。同时,为了有效地组织生产活动,使这三个要素能很好的组织与综合,还必须对经营管理)与作业方法,即简称2M进行研究,后面要对作业方法进行讨论。 1.3生产计划的分类 1.3.1按时间分类 按时间可分为年度生产计划、季度生产计划、月度生产计划,周计划和日计划。 年度计划,是对未来一年的工作所做的计划,其中所涉及的有:产值(产量)、设备、工艺、人员、场地、品质、管理改善等方面的内容。 月(季)度计划,是对每月(季)度的工作所做的计划,比年度计划更为具体,主要包括具体订单的排程、产值目标、售货员配置等。生产系统的月计划应当配有生产计划表。 周计划、日计划是更为细致的计划,主要明确生产进度,以及必要的人员、材料配备。每个部门有月度计划、周计划、甚至是日计划,把每周的工作实施的效果知会到每周例会管理上,有些部门的分支机构也有早会制度,会议时间一般不会很长,主要是获得需求的支援和推广合理化建议,为生产做好前期预备,这些都是一种维护的常见手段,会议本身就是控制调整手段。 日计划,根据月计划和周计划而制定出生产的日计划,主要明确各车间、各班组(工序)的日生产任务,明确每个员工的当日工作量,一般在每日上班前,或前一天下班前在各班组的公告板公布。例如看板管理,班前会,工票等的知会目视化管理,也就是5S中的清洁涵义在管理中的延伸。员工清楚的知晓自己的目标和重要性。 1.3.2按部门分类
生产计划的编制要求 1.目的和作用 企业生产计划是指企业未来生产活动的安排。它对企业的生产任务作出统筹安排,规定企业在计划期内(一般是年度)产品生产的品种、质量、数量和进度等指标。因此,生产计划是管理者对生产管理的根本依据。而生产计划的编制又是其中一项重要工作环节,它为企业目标任务的实现产生重要作用。 2.管理职责 2.1根据企业以销定产的总体原则,市场营销部应在规定的时间期限内将产品 销售计划编制出来并及时送达生产作业部。 2.2编制和检查生产计划的主管部门即生产作业部,应根据企业整体经营计划 和具体的产品销售计划的内容,抓好生产计划的编制方面的各项管理工作。 在具体运作中,要严格按照本制度的规定要求,做好调查研究和统筹平衡工作,在规定的时间内编制出切实可行的生产计划并及时送达到有关部门。 2.3在编制生产计划的过程中,需要得到其他各职能部门的协助和配合,生产 作业部对计划工作所需要调研的各种资料,各职能部门应全力提供,并为资料的真实可靠性负责。 3. 生产计划中应当明确的指标 3.1品种指标。 产品的品种指标是指企业在计划期内应该生产的产品品名和品种数(包括新产品)。产品品种按具体产品的用途、型号、规格来划分。该指标表明企业在品种方面满足市场需求的程度,反映了企业的技术水平和管理水平,也反映了企业开发新产品和产品的更新换代能力。 3.2质量指标。 产品质量指标是指企业在计划期内各种产品应该达到的质量标准。常用的综合性质量指标是产品品级指标,如合格品率、一等品率、优质品率等。该指标不仅仅反映了产品的内在和外在质量,也综合反映出企业的技术、管理水平。 3.3产量指标。 是企业在计划期内应当生产可供销售的产品实物的数量和工业性劳务的数量。产量指标一般以实物单位计量,它反映企业向社会提供有使用价值产品的数量以及企业生产发展的水平,也是企业产销平衡、产供平衡的依据。
生产计划员的工作职责和流程 岗位描述名称:生管员 直接上级:生产科主任 直接下级:计划文员 本职工作:协调生产过程、生产流程,保证生产活动正常运行。 岗位职责: 1 )在生产科的领导下负责工厂生产月计划与周计划的编制与生产指令的发布及执行的进度跟踪直至达成; 2)做好订单的评审、生产前的打样安排、确认、生产各环节的进度物料供应、工艺组织布置、品质状况跟踪落实。 3)依据生产计划的完成情况、采购物资供应情况,合理调整生产计划达成出货要求; 4)做好生产现场转单的物料供应筹备工作与结单时产品数量物料清退跟进工作; 5)协调工厂内各部门,解决生产障碍,保证生产的顺利进行; 6)有关产销协调会议的召开及相关工作事项的办理; 7)依订单生产之要求,跟踪需料需求、备料催询、紧急催询的落实工作; 8)负责每周一次异常工作报备的编制与上报工作。 核准审核编制 1)负责每月提出对呆滞物料的处理建议;
2)完成上级临时交办的事项; 3)及时向生产科主任及厂长汇报生产计划的真实情况和有关数据。 4)定期向生产科主任述职。 主要权力: 1)有权对生产计划的修正与变更; 2)有权对生产状况物料使用进行稽核; 3)有权组织部门参加生产计划执行会议及产销协调会议; 4)根据生产进度及料况有权决定临时调单; 5)如停产 6)有权要求责任部门处理说明。 工作岗位:跟单员,计划员,生管员 PMC弋表Product Material Control 的缩写形式,意思为生产及物料控制。通常它分为两个部分: PC:生产控制或生产管制(台、日资公司俗称生管)。主要职能是生产的计划与生产的进度控制。 MC物料控制(俗称物控)主要职能是物料计划、请购、物料调度、物料的控制(坏料控制和正常进出用料控制)等。 你参考一下PMC的吧? 1、生产计划的编排、制定、跟进与实施安排。 2、物料计划制定。 3、物料采购审核。
竭诚为您提供优质文档/双击可除编制体现生产周期的生产计划 篇一:生产计划编制作业指导书 生产计划编制作业指导书 篇二:生产计划编制步骤 生产计划编制步骤 生产计划,是对企业生产系统总体方面的计划。主要内容包括调查和预测社会对产品的需求、核定企业的生产能力、确定目标、制定策略、选择计划方法、正确制定生产计划、库存计划、生产进度计划和计划工作程序、以及计划的实施与控制工作。 生产计划的编制程序一般分为如下步骤:1、了解生产 状况、掌握市场信息。销售计划是生产计划的基础,但不等于生产计划,还要根据企业生产能力、企业的资源及客户需求的情况做修正;而生产计划于生产计划也有影响,初步制订的销售计划也要根据企业的能力和资源做进一步修改。销售计划与生产计划都是企业总体经营战略的具体体现。 2、结合生产状况和外部市场条件,分析研究,提出初
步生产计划指标。生产计划是为生产处符合市场需要或顾客需求的产品,所确定的在什么时候生产,在哪个车间生产以及如何生产的总体计划。因此必须根据企业的经营目标和销售计划初步提出生产计划指标,包括品种、产量、质量水平和交货期等。 3、综合平衡,确定生产计划指标。 将初步制定的生产计划指标与生产能力、劳动力、技术准备工作、物资供应和资金占用等企业内部条件进行综合平衡,确定生产计划指标。 4、编制生产计划大纲,组织实施生产作业目标。 生产计划大纲的内容包括:生产计划的主要指导思想、生产计划指标、完成计划的难点及重点环节、采取的关键措施,以及生产计划表。 在编制生产计划的过程中,要使编制计划具有合理性和可操作性,必须注意一下几点: ①要多方收集资料,掌握企业生产现状,要深入基层,掌握第一手资料,为编制计划提供可靠的依据。 ②要搞好预测,主要是市场预测、外部主要生产条件预测,这是非常重要的一个环节。在市场经济条件下,只有准确掌握产品的市场供求情况,制定切实可行的生产计划,才能生产适销对路的产品,提高企业效益。 ③要进行综合平衡,通过综合平衡,确定计划指标。综