目录
前言 (1)
第一章 A186E型梳棉机
1.1A186E型梳棉机的结构分析 (3)
1.2A186E型梳棉机任务 (4)
1.3改造前梳棉机存在的问题 (4)
1.4A186E型梳棉机电气控制任务分析 (5)
1.5继电器-接触器控制电路图 (7)
1.6A186E型梳棉机电气控制电路分析 (8)
第二章 A186E型梳棉机的PLC改造
2.1梳棉机的PLC改造原则 (9)
2.2改造方案 (9)
第三章梳棉机的硬件系统PLC改造
3.1PLC改造主电路 (10)
3.2外部接线图 (11)
3.3梳棉机PLC控制I/O口地址分配表 (12)
第四章梳棉机的PLC软件系统改造
4.1PLC选型 (14)
4.2梯形图设计 (14)
4.3指令表 (19)
4.4PLC改造后的梳棉机优点 (22)
第五章 PLC改造后梳棉机的常见问题及处理 (23)
第六章梳棉机的日常维护 (24)
结束语 (25)
致谢 (26)
参考资料 (27)
前言
随着电气行业的发展,各种元器件的性能,适用范围也都得到了长足的发同样也带来了棉纺织业的巨大进步,推进了纺织工艺的自动化,机械化。
PLC是一种数字运算操作的电子系统,专为工业环境下应用而设计,使用了可编程序存储器以存储指令,用来执行逻辑、顺序、定时、计数以及算术运算功能,并通过数字式、模拟式的输入/输出,控制各种类型的机械和生产过程.PLC 可靠性高、体积小、功能强、程序设计简单、灵活通用、维护方便,在机械制造、冶金、能源、化工等领域中,越来越多的重要设备、工艺、关键部位都采用PLC 来组成控制系统,以代替体积大、耗能大、可靠性差的继电器-接触器控制系统.梳棉是棉纺加工过程中的一道重要工序,A186E型梳棉机为国内普遍采用的一种机型,采用PLC对A186E型梳棉机进行控制改造,旨在提高其稳定可靠性。
FX2N-48MR可编程序控制器是更为先进的PLC之一,它的适用范围更加的广泛,在纺织等行业发挥极其重要的作用。
我的毕业论文主要就是针对可编程序控制器在棉纺织业上的应用展开的,相比之前的梳棉机,可编程序控制器的应用带来了不少优点与生产效率,不仅仅是生产效率,同时还有生产的质量,更重要的是解放了人类的劳动力,让人们有充足的时间去做其他事情。
在论文中,我将简单介绍梳棉机的一些情况,和它的工作原理以及它的工作的工艺流程,重点介绍利用可编程序控制器改造梳棉机,怎样改造,改造后有什么好处与优点,在这之中我会详细的说明其改造的一些原理,以及它的功能。
A186E型梳棉机的PLC改造
摘要:本文重点介绍PLC在梳棉纺织工艺上的改造,分析其的工作原理和它在纺织工艺上的重要作用。了解旧设备的工作缺点,分析旧设备
的工作方式,根据其工作的不足进行PLC改造,包括改造后的主电
路,同时也包括它的控制电路。通过对改造前梳棉机控制系统存在
问题的分析,应用机电一体化技术,提出了一种由PLC控制变频调
速的新型传动系统,同时讨论了控制系统硬件部分及软件部分的设
计技术。
关键词:A186E型梳棉机PLC 改造
第一章A186E型梳棉机
A186E型梳棉机是以提高工作效率为目的的纺织机器,解放了劳动了,同时也提高了面条的生产质量,发挥了很大的作用。
1.1 A186E型型梳棉机的结构分析
(1)、喂棉机
喂棉机有回风管风机弹簧加压弧形喂棉槽、送棉管、等组成。送棉风机从
清花系统的开棉机吸出棉絮,利用送棉管将棉絮分送至各台棉絮喂棉机,棉絮的补充依喂棉机的储存量自动调整,不会有残留的棉絮回留到清花系统。上棉箱后侧装有网眼板,可以打开清理挂花,网眼板后面是一块可以调整的遮板,用来调整送棉气流的风量。
(2)锡林
锡林是梳棉机的主要梳理部件,锡林转速通过转速监控装置可以在显示屏显示。梳理机构的另外一个重要梳理元件----盖板、共有84根,其中处于工作位置的盖板有30根,盖板骨架取消了笨重的传统铁制盖板骨,采用了非常坚固轻盈的V形铝杆,有两条特制的齿形带引导V形盖板条运行。盖板运行方向与锡林方向相反,盖板隔距的设定有快速设定系统来完成,可以精密的调整盖板与锡林的梳理隔距,盖板的剥棉、清洁有剥棉罗拉和清洁罗拉来完成,用来保持盖板运
行中的高清洁度效果,可以减少盖板嵌入杂质,造成的梳理不良等问题的发生
(3)清洁锟
两根前固定盖板、上下罩板、上下吸风罩等分梳元件组成了前棉网清洁器,根据加工原料不同,固定分梳板的规格也有不同的配置,纺制纯棉品种时,固定盖板选用TT4型,每个盖板基座上安装两条分梳条,共装有四条分梳条,前棉网清洁器可以起到减少生条中的微小尘杂,纤维整理的作用。
三根后固定盖板、上中下三块罩板、吸风罩组成了后棉网清洁器,纺制纯棉品种时,固定盖板选用固定盖板,在每个盖板基座上安装有两条分梳条,共六条分梳条,后棉网清洁器可以起到对进入梳理区的纤维进行予梳理,减轻盖板和锡林针布的梳理负荷,减少生条的棉结和杂质的作用。
1.2 A186E型梳棉机任务
A186E型梳棉机是国内较普及采用的一种机型,其任务有:
(1)梳理
原棉经清棉工序制成的棉卷或棉层中,纤维多呈束,块状,因此,要求进一步予以细致梳理,使束,块状纤维大部分分离为单纤维状态。
(2)除杂
原棉中的杂质,疵点在开清棉工序中只能除去60%左右,留在棉卷或棉层中的多为较小的纤维或粘附性较强的杂质,如带纤维仔屑,破籽,不孕籽,软籽,软籽表皮及棉结等,必须继续清除。
(3)混合与均棉
开清棉工序对不同性状和比例的原棉,仅具有初步的混合作用,而梳棉机可是单根纤维之间充分混合。同时梳棉机梳理机件还具有一定的吸放纤维的性能,因而增进了生条均匀度。
(3)成条
为了便于下道工序继续加工,应使纤维集拢而成条状,并有规则的圈放在棉条桶内。梳棉机上的棉束被分离成单纤维的程度与后道工序的牵伸效果,成纱强力和条干密切相关,梳棉机的杂质作用好坏,很大程度上决定了成纱节,杂与干条。
1.3 改造前梳棉机存在的问题
我们厂之前梳棉机的运行控制方式,主要是通过继电器和接触器控制系统来进行控制的,主要问题有:
(1) 电气控制箱年久失修,内部元件老化,经常出现短路和断路的故障;
(2) 输出生条质量差。由于道夫速度控制方式不合理,导致启动、刹车和道夫快
慢速转换过程中速度变化不平稳,造成生条质量恶化;
(3) 产量低,由于机器稳定性差,生条重量不匀率大等原因,致使锡林速度无
法提高,影响了梳棉机的产量;
(4) 机器的启动过程噪声大,由于锡林转动惯量大,启动时存在严重的皮带打滑
现象,产生很大的噪声。
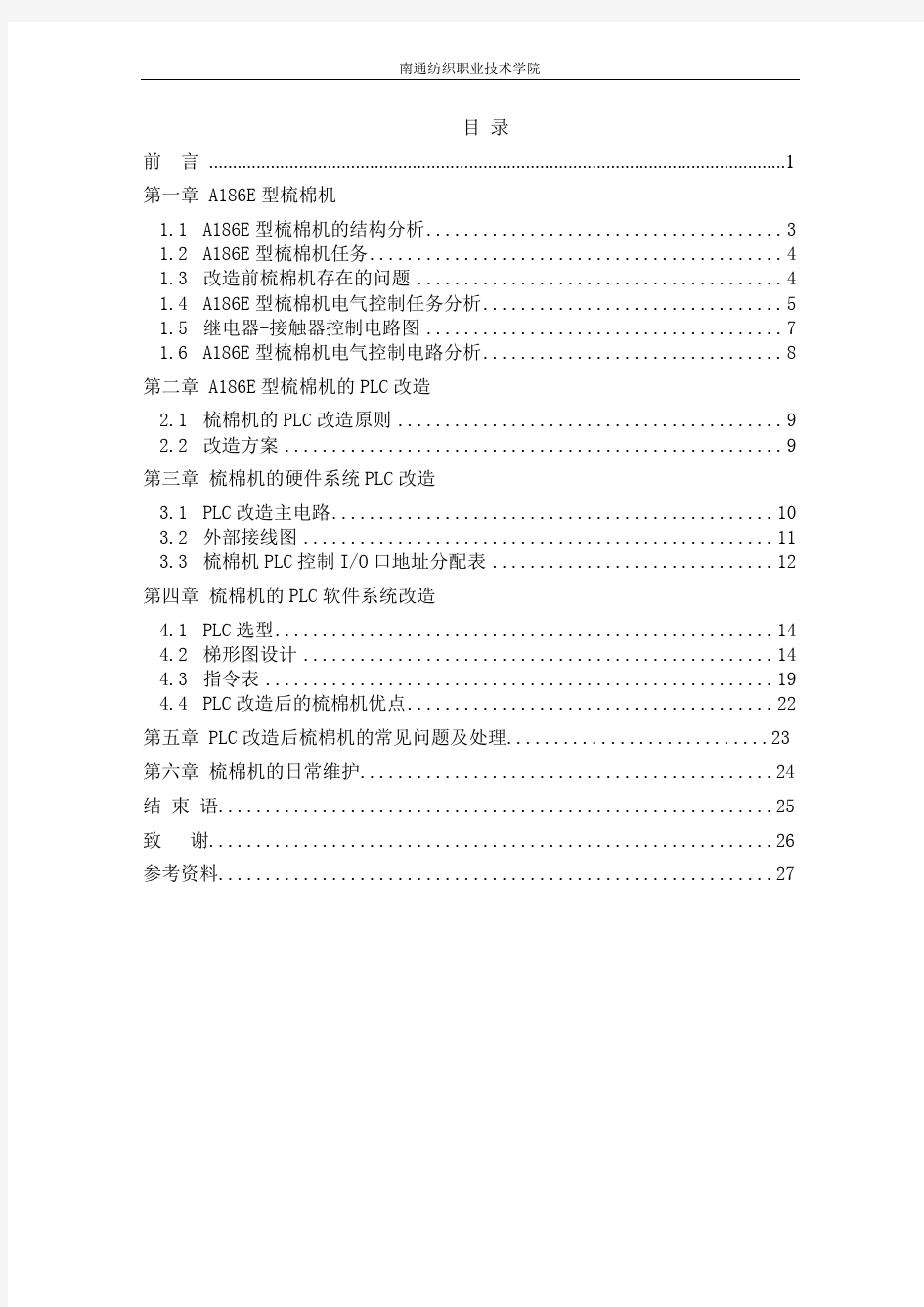
1.4 A186E型梳棉机电气控制任务分析
梳棉机电气控制系统主电路图见图1-1,梳棉机由5台电动机拖动,其中,M1为清洁辊电机,M2为吹风电机,M3为吸风电机,M4为锡林电机,M5为道夫电机。
A186E型梳棉机电气控制特点由于锡林直径大,惯性大,启动时间长,为防止在启动过程中热继电器动作而不能启动,启动时不接入热继电器,当锡林转速达到一定值后再接入。道夫拖动采用了双速电机,慢速16极快速4极,实际速比1:4。利用慢速生头后,即可将道夫转向快速。
为了使输出地条干更加均匀,必须防止道夫升速过快,为此,本机采用了以下两种缓冲措施;一是采用Y-Δ转换接线,以减少4极电动机的启动转矩;二是加一飞轮以使本系统有7s以上的升速时间。快转慢的时间约为12s。双速电机与飞轮之间采用电磁离合器连接。电磁离合器仅在道夫慢速和变速的过程中通电运行,其他时间不予通电,所以停车时道夫将不受飞轮转动惯量的影响。
锡林转速达不到要求时,道夫不允许转动,锡林启动后,自停装置方可工作。吸风清洁锟停车时,道夫随即停止转动,生头时,堵管,段条自停电路不允许工作。正常停车时,道夫应先转慢速然后再停。
控制要求:
(1) M1、M2、M3单独控制启/停;
(2) M4起动时不接入热继电器,当锡林升速到一定值后再接入;
(3) M5采用双速电机,2套独立绕组,慢速16极,快速4极,利用慢速升头后,可将道夫转为快速,快速采用Y-Δ转换接线,以减小快速起动转矩;
快速初始先接成Y型,经一定延时后切换为Δ型,变速过程中加一飞轮通过电磁离合器与道夫电机连接,以使升、降速时间符合要求,电磁离合
L1L2L3
M1M2M3M4M5
清洁吹风吸风锡林道夫
图1-1A186E型梳棉机主电路图
器仅在道夫慢速和变速的过程中通电运行,正常停车时,道夫先减慢速后
再停止。
(4) M4转速达到一定要求后,M5才可起动;
(5) M4起动后,自停装置方可工作;
(6)当出现刺辊速度下降、吸风清洁辊停转、厚卷、堵管、断条等故障现象,道夫立即停止转动;
(7) 升头时,堵管、断条自停电路不允许工作。
1.5 继电器-接触器控制电路图
图1-2 A186E 型梳棉机控制电路
清洁
吹风
吸风
锡林
热继电器接入
道夫慢速
电磁离合器道夫快转慢道夫快速
Y /三角形换接Y 型运行刺锟速度降后卷道夫
堵管道夫断条道夫清洁锟吸
风停1K M 3K M
三角型运行28V 12V
吸风停道6H L
7H L
8H L
1K T
K V
F U 6S B 11S B 1
1S B 2
1F R 2F R
3F R 4F R 2S B 1
3S B 1K M 1K M 2K M 3
2S B 2
3S B 24S B 1K M 4K M 5
K M 1K M 2K M 3K M 4K M 51K A
K M 5
1K A 1K M
4S B 2
K M 5
5S B 16S B 25F R
7K M K M 62K A
5S B 2K A 2K M 7K M 66S B 25S B 2K M 62K A K M 9K M 7K M 92K T 2K T 2K T K M 9
H L 1H L 2H L 3H L 4H L 5H L K M 6K M 67K M
K M 9K M 8
K M 8K M 9
5F U
-T
V C
6F U
Y C
K M 4
K M 4K A 12S Q 3S Q
K M 3S Q 1G K G J
K M 7
1K M
3K M 2K A 1K T 1K T
1.6 A186E型梳棉机电气控制电路分析:
(1)清洁锟,吸风,吹风机的启动和停止:从控制电路图中可以看出,1SB1,2SB1,3SB1和1SB2,2SB2,3SB2分别为清洁锟,吹风,吸风电动机
1M,2M,3M的启动,停止按钮。它们均为单独控制。
(2)锡林启动:按动4SB1,4KM线圈得电自锁,锡林开始启动。在其启动过程中,热继电器4FR不接入,当锡林和刺锟速度大约达到正常值速度的80%时,离心开关KV方能动作,301-302接通,1KA线圈得电,使5KM线圈相继得电,4FR接入,同时4KM线圈断电,锡林启动,锡林启动完毕,并为道夫启动作准备。
(3)道夫启动:锡林启动后,按下5SB1,6KM线圈得电吸合,道夫电动机16级慢速启动,同时2KA得电,飞轮与道夫电动机连接。防止道夫升速过快产生生条干不均匀。升头后按动6SB1,6KM线圈断电,7KM,8KM,2KT线圈得电,使道夫电动机5M4级Y连接升速,并且7KM自锁。当2KT延时到达时,8KM线圈断电,9KM线圈的电,将道夫电动机切换成4极三角形连接正常运行。同时,1KT得电,使2KA断电(又使1KT断电),电磁离合器YC断电,飞轮与道夫电动机脱开,至此,全机启动完毕。
(4)正常停车:按下5SB2,7KM,9KM线圈断电,同时1KT和2KT得电,使电磁离合器YC得电,与道夫电动机连接。当1KT延时到达时,6KM得电并自锁,道夫电动机换接成16极低速运行。再按4SB2,则道夫停止。最后按6SB2,则全机停车。
(5)工艺自停:我们厂的梳棉机工艺自停共有五处,则刺锟速度下降,厚卷,吸风停,堵斜管和断条自停。除断条采用光电控制外,其它均采用机械触点,其中任意一个故障发生时,均能使1KA线圈得电,使道夫停止转动,并发出相应的指示。
(6)主要链锁控制环节:
a.只有当清洁电动机已启动,锡林转速达到正常转速时的80%时,道夫方可
启动。由1KM(121-123)和1KA(119-121)触点来完成。
b.锡林转速正常后,自停电路方可工作。由4KM(305-307)
c.道夫慢速时,堵管,断头自停电路不允许工作,由7KM(307-309)触点来
完成。
d.4KM和5KM,6KM和7KM,8KM和9KM之间有互锁。
第二章A186E型型梳棉机的PLC改造
2.1 梳棉机的PLC改造原则
良好的可维护性:实现系统改造后具有良好的可维护性,各种硬件模块选用标准化系列,所用的应是具有良好发展前景技术的产品,这样才能保证将来长远的备件供应。软件方面由于是自主开发,并最终向用户完全开放,所以维护方面不存在问题,但也必须注意保证程序代码的可读性和加入必要的注释,保存好各种开发文档资料并及时规范化入档,确保软件的可维护性。
现场施工省时省力:为了做到现场省时省力,缩短停机时间,减少对生产的影响。改造前需要做好准备工作:对系统中那些需要改造替换,那些继续保留进行合理的安排划分,防止盲目扩大改造范围和遗漏改造项目情况的发生,因此我们建议保留原有的各电控柜,保留柜内的可用元器件。此外,现场的准备工作要充分到位,软硬件调试彻底。
2.2 改造方案
根据梳理机运行实践及当前控制领域的水平与发展,确定A186E型梳理机改造的指导思想是:机电分离,集中控制,实时监控。其目的在于将电气控制系统与机械系统结构上相分离,以利于机电系统的维护和修理,将分离式硬件逻辑控制系统改为模块化集中控制,以提高梳理机控制水平,增强系统的可靠性;运用智能化技术对梳理机运行进行实时监控。
第三章梳棉机的硬件系统PLC改造
采用PLC代替继电器-接触器控制,主电路图不变,控制电路图中的按钮、开关作为PLC的外部输入信号,接触器线圈、电磁离合器的线圈、指示灯作为PLC的输出负载。
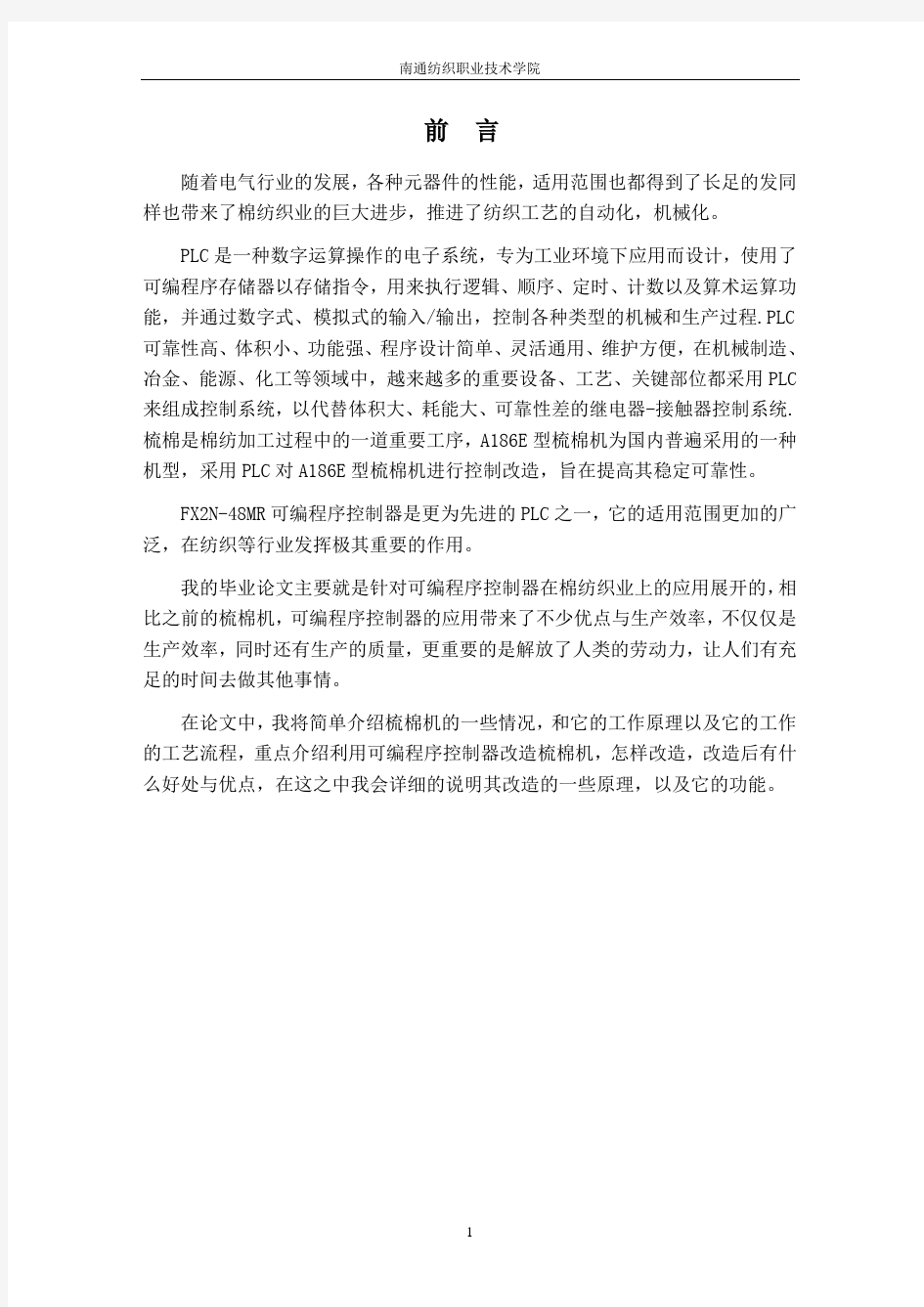
3.1 PLC改造主电路
L1L2L3
M1M2M3M4M5
清洁吹风吸风锡林道夫
图 3-1 A186E型梳棉机主电路
南通纺织职业技术学院
3.2 外部接线图
图 3-2外部接线图
X 0X 1X 2X 3X 4X 5X 6X 7X 10X 11X 13X 14X 15X 16X 17X 20X 21C O M
Y 0Y 2Y 3Y 4Y 5Y 6Y 7Y 10Y 17Y 20Y 21C O M Y 1
6S B 1
F X 2N -48M R
Y 23
S B 11S B 22S B 22S B 13S B 13S B 24S B 15S B 15S B 26S B 21S Q K V 2S Q 3S Q G K G J
1K M 2K M 3K M 4K M 5K M 6K M 7K M 8K M 9K M H L 1H L 2H L 3H L 4H L 5H L 6H L 7H L 8
1F R 2F R 3F R 4F R 5F R 6F R
H L
3.3 梳棉机PLC控制I/O口地址分配表
表 3-1 I/O口地址分配表
第四章梳棉机的PLC软件系统改造
近年来,随着科学技术的飞速发展,变频、伺服电机的应用越来越广泛,其功能多样性和产品可靠性日臻完善,正在逐步取代原来的普通电机。而且随着可编程控制器技术的日益成熟,将二者完整地结合起来,完成对各种复杂运动的自动控制,实行机电一体化,正在成为一种趋势。
4.1 PLC选型
三菱FX2N系列PLC体积小、功能强、速度高、指令功能丰富、内部资源充足,可在PC机上编程,并可通过PC机对系统进行实时监控,为调试和维护提供了极大的方便。
由图可知PLC的外部输入信号共有24个,PLC向外部提供的信号共有24个,主机选用FX2N-48MR即可满足控制要求。
PLC内部的控制程序根据输入信号按顺序启动和关闭机器,程序有自锁、互锁、连动以及延时等功能,这些功能的有机组合使梳棉机实现了平稳的启动、刹车过程以及各种故障和工艺自停等。道夫的慢速启动时间和慢转快时间都可调。道夫的刹车时间设为很短。这样启动过程可以比较缓和,有利于减轻开车过程的突发性条干不匀,尤其是突发性细节,而道夫的停止时间短可以行效地保护道夫针布。
4.2 梯形图设计
根据A186E型梳棉机的电气控制要求、逻辑关系,以及各运动部件间的联锁关系,工艺流程图如下:
图 3-2工艺流程图
根据A186E型梳棉机的工艺流程图编制其梯形图
4.3 指令表
表4-1 指令表
实验一抓棉机工艺与设备 一、实验目的与要求 1、通过纺织厂实地了解抓棉机的机构组成、主要作用。 2、通过纺织厂实地了解抓棉机的工艺流程和工作原理。 二、基础知识 纺织用各种纤维原材料,如棉花、羊毛、化学纤维等,大多数呈压紧捆包的状态运进纺织厂。另外由于天然原材料的生长特性,纤维多呈相互并结状态。按逐步梳理的原则,首先须对这些原材料进行初步扯松分解,同时清除各种杂质和疵点,还可根据纺纱工艺的需要将不同成分、不同等级的原料进行初步的混和。这个加工过程在短纤维纺纱系统中称为开清工序,是短纤维纺纱工艺流程中的第一道工序,加工对象主要是轧棉厂或化纤制造厂运来的原料包。其主要任务为:1、开松。把原料包中压紧的纤维块松解成较小的纤维束,同时避免纤维的损伤和杂质的碎裂。 2、除杂。清除原料中大部分的杂质和疵点以及部分短绒,同时避免可纺纤维的损耗。 3、混和。使不同成分、不同等级的原料充分混和,保证成纱质量的均匀一致。 4、成卷。均匀喂给,制成一定重量和长度的纤维卷,以满足下道工序的需要。 整套设备由几台不同功能的单机组成开清棉联合机,最基本的设备配置为:抓棉机→混棉机→开棉机→双棉箱给棉机→单打手成卷机。 抓棉机械排在开清棉联合机第一个机台的位置上,按照预定的配棉成分和一定的比例抓取原料,原料经抓棉机械的打手作用后,以棉流形式送入下一机台。 抓棉机的主要作用是从棉包中抓取原料并喂给整套开清棉联合机,同时还具有一定的开松和混和作用。开松作用是借助抓棉打手和肋条来实现的。 三、实验内容 1、FA002型抓棉机示意图
2、了解机构组成 自动抓棉机有多种形式:按抓取原理不同可分为上抓式和下抓式;按结构特点可分为往复直行式和环行式;按抓取方法不同可分为角钉滚筒抓取、锯片抓取和夹持抓取等。 FA002A型自动抓棉机属环行角钉滚筒下抓式,主要由输棉管1、伸缩管2、抓棉小车3、打手4、肋条5、支架6、地轨7、螺杆8和中心轴9组成。 自动抓棉机主要作用是开松和混和。 3、熟悉工艺原理和流程 原料包按一定的配比要求环形放在地面上,抓棉小车3绕中心轴9环行;抓棉滚筒打手4回转,上面装有的抓棉刀片在肋条5的配合下逐层均匀抓取原棉,肋条5压住棉包表面防止过多抓取;抓棉小车环行一周,打手下降一定高度,如此循环直至棉包抓净为止。被抓原棉籍前方机械顶部凝棉器气流的吸引,沿输棉管道1向前输送。 四、思考题 1、抓棉机械的主要作用是什么? 2、FA002型抓棉机的机构组成如何? 3、FA002型抓棉机的工艺流程? 4、FA002型抓棉机抓棉时应满足的要求如何? 5、FA002型抓棉机与FA006型往复式抓棉机有何区别?
本文以A186型梳棉机纺棉纤维为例,分析了针布、速度及主要隔距的配置情况,探讨了A186型梳棉机工艺设计思想。A186型梳棉机通过采用较重定量、配置金属针布、增加固定附加分梳件根数与针布密度,配置两刺辊系统及采取较小梳理隔距,加强了纤维分梳,提高了梳棉产量和质量。 1 产量与定量 A186型梳棉机最大产量为250 kg/h,定量范围:棉条干重为(19-26)g/5m在实际生产中纺中细号纤维(20tex~30tex,27mm~29 mm)产量为12 kg/h~25 kg/h,定量为25 g/5m,纺棉时其产量为19kg/h,定量为22 g/5m。可见A186型梳棉机实用产量还是较高的,其定量选择也比较重,其中纺细号纤维时定量属于中定量范围,而纺棉时定量则为重定量范围。 2 针布配置 A186型梳棉机选用针布情况,为进行对比,也将20世纪80年代国内FA201型梳棉机针布配置情况及A186型梳棉机纺中细纤维所选用针布密度情况也一并列出。 A186型梳棉机所选用的是世界一流的金属针布,其配套方式也采用配套设计思想。 在两刺辊系统中针布配置有独到之处,第一刺辊配用的是梳针,而第二、刺辊则配置的是锯齿针布。由于第一刺辊是对纤维进行握持分梳,因而选用对纤维分梳能力高、损伤小、除杂强、耐磨性好、密度较小的梳针,这对提
高梳理质量是相当有利的,而第二、刺辊对纤维进行的是自由分梳,故选用 工作角(40)、齿密大的锯齿针布以加强对纤维的分梳。以上针布配置,再加 上二较高的速度配置和每个刺辊所附加带吸风尘刀的高密度固定分梳板[为 90齿/(25.4 mm)2,是已知刺辊下分梳板密度比较大的一种],可使三刺辊系 统对纤维分梳、除杂能力大大提高,为锡林盖板区采用小隔距、高速度、强 分梳提供了良好的先决条 锡林针布采用的是当今世界上工作角度最小、齿高最小、基厚最小、齿密较高的P-1840S×0.4型针布,这说明,当产量提高时,其也遵循矮、小、薄、密的锡林针布选用规律。盖板针布也选用300齿/(20 mm)2的密度针布,以加强对纤维的细致分梳. A186型梳棉机尽管产量是普通高产型梳棉机的几倍,但其刺辊分梳度却远大于普通高产型梳棉机,其中第二刺辊的分梳度和第三刺辊的分梳度分别是普通高产型梳棉机的2倍和3.4倍,尽管锡林分梳度比普通型梳棉机的要低一些,但其前后固定盖板动态分梳度均比普通高产型梳棉机要大出许多,如后固定盖板要比之大2.78倍(r=10%)、4.15倍(r=15%),前固定盖板比之大1.7倍(r=10%)、2.5倍(r=15%)。可见DK903型梳棉机提高产量主要措施在于增加刺辊分梳板密度和根数、固定盖板根数与齿密,例如其前后固定盖板根数比DK760型梳棉机多4根,比FA201型梳棉机多5根。同时采用较大密度锡林针布和较小盖板针布工作角,这些设计思想是我们在今后高产型梳棉机的制造和使用中要加以借鉴的。 3 速度的选择 A186型梳棉机纺棉纤维、FA201型梳棉机纺棉时主要部件的速度情况见表3。
机器特征: 1.本机适纺纯棉及化纤纯纺或混纺,将清 花机制成的棉卷进行分解、除杂、混合制成 棉条。 2.锡林传动采用离心摩擦离合器、三角皮 带传动,结构可靠,启动平稳。 3.道夫传动采用双速电机,慢速启动,便 于生头。设有惯性轮,使道夫匀速升速,保 持棉条条干均匀,电磁离合器使道夫能迅速 停转。 4.采用单罗拉或四罗拉剥棉,罗拉包覆特 殊规格的金属锯条,剥棉效果良好,能适应高产。 5.圈条器采用曲线斜管、滚动轴承悬挂方式、三角胶带传动,转动平稳噪音小。 6.道夫、锡林三角区及剌辊盖罩分别设有吸点,以吸取所产生的飞花尘土。7.后车肚内设有吸罩,能干净地吸后车肚落棉,防止飞花外溢,保持环境清洁,有助于提高生条质量。 8.本机设有圈条堵管自停、棉条断头自停、剥棉罗拉返花自停、给棉罗拉厚卷自停,并有信号指示,以便及时排除故障。 9.刺辊传动设有速度开关检测速度,刺辊速度降低到一定转速时,道夫能自动停车。 技术规格: 适应范围 生产定量(克/5米) 产量公斤(公斤/时) 工作幅度(毫米) 总牵伸倍数 刺辊工作直径(毫米) 刺辊工作速度(转/分) 锡林工作直径(毫米) 锡林工作速度(转/分) 道夫工作直径(毫米) 道夫工作速度(转/分) 盖板根数(工作盖板/盖板总数) 盖板速度(毫米/分) 本机用于纯棉及化纤的纯纺或混纺,以棉卷喂入。 17—25 15—30 1000 67—120 250 980 1070 1289 330 360 707 19—35.7 40/106 纯棉 化纤 适用棉条筒(毫米) 162 196 244 177 214 266 81 98 122 89 107 133 (直径x高) 除尘杂装置¢600×900;¢600x 1100 锡林,道夫三角区,刺辊盖罩,车肚廉子输送三处吸尘杂。 吸风量1300米3/时。
TC5-3清梳联流程使用锥齿针布的体会 陈玉峰 (光山白鲨针布有限公司) 摘要:介绍了TC5-3梳棉机针布配置对到梳理质量的影响,通过国产针布的优化配置,使用锡林锥齿针布和盖板大角度针布,既保证了梳理质量,又降低了成本,实现了高速高产高质,取得较好的经济效益。 关键词:清梳联;国产针布;锡林;道夫;盖板;指标;经济分析 随着梳棉机的技术进步,高产、低耗、低用工的清梳联在纺织厂得到了广泛的使用。T C5-3清梳联流程属于强清型高速高产生产线,梳棉机速度可达到240m/min,台时单产可达110公斤,对针布要求较高,否则纤维损伤大,针布使用寿命短。在TC5-3梳棉机上试用大白鲨锥齿针布,出条速度200m/min,定量32.5g/m,产量达到了80公斤左右,取得较好的效果。 1 原料性能以及工艺流程 1.1 配棉方案 用70%新疆锯齿棉和30%印度皮辊棉。新疆锯齿棉整齐度好、短绒少、杂质小、带纤维籽屑较多;印度皮辊棉整齐度较差,短绒多,杂质大且多,棉结少。原棉质量指标见表1。 1.2 清梳联工艺流程 BO-A2300型抓棉机→SP-MF型多功能分离器→CL-P型预清棉机→MX-1型多仓混棉机→C L-C3型清棉机→SP-DX型除尘机→TC5-3型梳棉机→RSB40D并条机→BD416型转杯纺纱机。 1.3 TC5-3梳棉机的技术特征及主要工艺参数 TC5-3梳棉机对锡林与道夫、剌辊之间的几何位置在DK903的基础上进行了调整,使活动盖板、前后固定盖板梳理弧增加了20%,前区梳理面积增加了63%,后区梳理面积增加了48%;使用三个刺辊;压辊罗拉下移并向后偏转,使道夫剥棉区由杂质积聚造成的断头减少;锡林前后加装前三后四七根固定盖板,后固定盖板上方装有两根带有吸罩的除尘刀,更好地清除锡林附面层中的细小尘屑与短绒。配备长片段自调匀整CCD和短片段自调匀整CFD,最短控制长度可达1m,明显改善生条质量。控制盘屏幕显示及时调整下棉箱厚度,调节下棉箱循环抽气风机电机转速,棉箱保持270Pa的恒定压力,保证棉箱输出棉层的厚度稳定,实际牵伸倍数约等于理论牵伸倍数。TC5-3型梳棉机主要工艺配置:定量32.5g/5m,总牵伸90倍,出条速度200m/min,锡林速度510r/min,刺辊速度依次为2384r/min、1809r/min、11 58r/min,盖板速度220mm/min,道夫速度51r/min,锡林与刺辊隔距0.25mm,锡林与盖板隔距0.25mm、0.23mm、0.23mm、0.23mm,锡林与道夫隔距0.25mm,道夫与剥棉罗拉隔距0. 25mm,锡林与固定盖板隔距(前到后)0.25mm;0.23mm,刺辊与喂棉罗拉隔距1.03mm。梳棉机产量80kg/h左右,生条重量不匀率在1.3%内。
梳棉机的梳理作用 一、实验目的与要求实验目的与要求实验目的与要求实验目的与要求 1、了解盖板梳理机的任务和工艺流程。 2、了解盖板梳理机的主要结构和主要作用。 二、基础知识基础知识基础知识基础知识原棉或棉型化纤经开清棉工序后制成的棉卷或棉层中,纤维多呈束、块状,且有不少杂质,还需要进行细致的梳理加工。梳理机的作用就是通过细致的梳理将束、块状纤维进一步分解成单纤维状态,清除杂质和疵点,并制成一定规格的卷装。因此,
盖板梳理机的任务是: 1、梳理。对束、块状纤维进行细致的梳理,使其分离成单纤维状态,并尽可能使纤维伸直平行; 2、除杂。进一步清除喂入半制品内的杂质、疵点和部分短纤维; 3、混和。在分离成单根纤维的前提下,对不同性状和比例的纤维进行充分地混和,以便制成均匀的梳棉条; 4、成条。为便于下道工序加工、储存和运输,将纤维制成符合一定规格和质量要求的棉条(俗称生条),并有规律的圈放在条筒内。梳理机在纺纱过程中占有重要的地位,梳理机上束块纤维被分离成单纤维的程
度及纤维伸直平行的程度与下道工序的牵伸、成纱强力、条干和纺纱断头等密切相关;梳理机除杂作用的好坏,在很大程度上决定了成纱结杂的多少与条干的好坏。 梳理作用的实现主要是依靠针齿对纤维的作用。两个对纤维有一定握持力且具较小隔距的针齿面作相对运动,纤维在其中受到两个针齿面的共同作用,从而被扯松、梳理。由于两个针齿面上针齿的相对方向、倾斜角度、相对运动的速度和方向不同,所以两相互作用针面间的作用性质一般可分为三种: 梳理作用——两相互作用针面间存
在相对速度,相对运动的结果是针尖对针尖; 剥取作用——两相互作用针面间存在相对速度,相对运动的结果是针尖对针背; 提升作用——两相互作用针面间存在相对速度,相对运动的结果是针背对针背。 三、实验内容 1、FA201型梳棉机示意图
梳棉机设备分析报告 一、背景知识介绍 二、梳棉机有哪些种类 三、典型代表—DK903型梳棉机 1、机构简图 2、设备工艺流程 3、机构组成与工作原理 四、梳棉机的应用情况和存在问题 五、其他梳棉机简介
DK903型梳棉机设备分析报 一、DK903背景 本机是特吕茨勒继DK803之后进一步发展的最新机型。在1995年至1999年间,DK803梳棉机已在全世界纺纱厂成功安装超过5000台。DK903清梳联设备自动化程度高,安全性能好,流程短,工艺适应性能强,加工精度高等。DK903梳棉机是特吕茨勒公司继DK803后于1999年推出的更新一代的高产梳棉机,最高产量达140kg/h,并附带自调匀整,长片段匀整与断片段匀整相结合保证了台内5米重量不匀率在1%左右,条干不匀率也在3.9左右;采用直接式棉絮喂棉机DFK,给棉罗拉直流变频调速,速度范围0-4.8rpm;刺辊部分:第一刺辊采用梳针形式,减少握持打击力度,直径172.5mm.速度范围621-1373rpm,第二刺辊自由打击采用锯齿针布,直径172.5mm,速度范围806-1780,第三刺辊也是锯齿针布,直径一样速度范围1066-2488 rpm, 锡林直径1287mm, 转速300-600 rpm, 道夫直径700 mm,转速0-96 rpm,盖板84根,工作根数30根,工作方向与锡林相反;锡林-盖板分梳区采用了PFS精确调校盖板隔距系统,可使锡林与盖板隔距更加精确。 DK903梳棉机最初的设计构思在于增进分梳质量;但结果不仅于此,它亦促进了生产效率的提高。 DK903梳棉机呈现的新特点集中在以下5个方面1、改进了梳棉机调校(如隔距设定)质量2、改进了盖板区,固定盖板区的分梳质量3、提高了分梳质量的稳定性4、减少了保养维修工作和机器调
FA231A 型梳棉机的分析 班级: 专业: 教学系: 指导老师: 完成时间:2011年8月25日至2012年5月20号
摘要:在这日以渐进的时代、纺织产业以成为人们日常生活中密不可分的一部分、市场对于纺织厂的要求也在提高、梳棉机的应用十分广泛、其中FA231A型梳棉机是纺织行业中应用比较广泛的一种机型,其结构设计合理,完善的电机配置实现了高精度的加工。在本论文里详细的介绍了FA231A型梳棉机的产品用途、特点,简述了梳棉机的工艺流程和技术特性,重点分析了FA231A型梳棉机的主要机构,有给棉刺辊部分,锡林、盖板和道夫部分,剥棉、成条和圈条部分。并对该梳棉机电气控制的特点和传动机构进行了阐述。并对FA231A型梳棉机的注意事项进行了分析,有利于日后的维护及保养。 关键词:梳棉机;机构;电气控制;电机
目录 1 1 FA231A型梳棉机的概述 1.1FA231A型梳棉机的设备特点 1.2FA231A型梳棉机的主要结构 1.3FA231A型梳棉机的技术特征 1.4FA231A型梳棉机的工艺流程 2FA231A型梳棉机的传动 2.1梳棉机传动的要求 2.2FA231型梳棉机的传动系统 2.3FA231型梳棉机的传动特点 2.4FA231型梳棉机的安全装置 3FA231A型梳棉机的电气控制 3.1FA231 型梳棉机的电路特点 3.2FA231A梳棉机控制系统分析 3.3FA231A 电气控制线路的组成和作用 3.3.1 主电路 3.3.2 接触器 3.3.3 PLC控制电路 4FA231A型梳棉机的维护和保养,地线接法 5结束语
1 FA231A型梳棉机的概述 FA231A型梳棉机,其主要应用于原棉经开清棉联合机之后,其外观如图1.1所示。锡林刺辊主要采用平皮带传动,结构简单启动稳定。给棉罗拉采用调频电机传动,能实现无级变速,通过计算机控制与道夫传动同步。可视棉网的双皮圈导棉装置,保证棉条高速稳定输出,通用设计的前压辊具有自调匀整检测罗拉功能。道夫采用变频电机,同步齿形带传动,实现无级调速。全机多吸点连续吸,压力连续检测。独特的加压机构实现了加压与检测一体化,并与自调匀整检测装置通用。盖板倒转,增强分梳,改善棉网质量。盖板花剥取由抄刷取代上斩刀。FA231A型梳棉机电器控制柜,采用进口PLC和两台进口变频器,控制道夫和给棉电机的无级调速和比例运转,开降速平滑,运行稳定可靠。电器控制柜与安全罩一体化设计,美观大方。机器的左前方安全罩上装有进口显示屏,能控制开停各个电机,能显示各种动态的工艺数据,并能对各种故障和满简等状态作出报警,整机的控制中心是进口可编程控制器,操作简便,运行可靠。 图1.1 FA231A型梳棉机的外部图
棉纺设备A型和FA型的部分参数 A002A自动抓棉机 产量:600--800公斤/台时 抓棉打手:直径385毫米;转速740转/分;工作长度1570毫米 打手刀片:形式U型抓取角10度;刀尖夹角50度;厚4.5毫米;排列8排;刀片伸出肋条距离7毫米抓棉打手下降距离:3-6毫米;连续上升时间1080毫米/3分40秒 抓棉打手刀片头部距离:最低位置20毫米;最高1080毫米 堆包重量:2000-2500公斤 总功率:2.2千瓦 外形尺寸:地轨直径5182毫米;小车机架长2635*宽800*高1430毫米 电机:1.5千瓦(右)1台;0.25千瓦(右)齿轮减速;0.55千瓦(右)齿轮减速电机 机器净重:900公斤 A006B自动混棉机 车别:按凝棉进棉方向不同而分左右手 产量:600--800 机幅:1060毫米 输棉帘、压棉帘速度:1、1.25、1.5、1.75米/分 角钉帘速度:60、70、80、100米/分 均棉罗拉:直径400毫米;转速200转/分 打手直径:400毫米;转速430转/分 尘棒型式:扁钢;之间隔距10毫米;共21根 打手与尘棒隔距:进口8-15毫米;出口10-20毫米。 压棉帘与角钉帘隔距:60--80毫米 角钉帘与均棉罗拉隔距:40--80毫米 打手与角钉帘隔距:5毫米 喂棉方式:由凝棉器从顶部喂入 全机总功率:1.57千瓦 外形尺寸:长4085*宽1430*高2859 电动机:0.6千瓦(左)2台;0.37千瓦(右)齿轮减速 机器重量:3.3吨 A041型凝棉器技术规格 产量:600--800公斤 机幅:1060毫米 车别:左手或右手 尘笼直径:500毫米;转速60、67、82、91转/分 打手:六排皮翼式;直径250毫米;转速268、296、334、362、405转/分 风扇直径:400毫米;转速1850、2050、2300、2500、2800转/分 外形尺寸:长800*宽1752*高796毫米 电动机:4千瓦(右)1台 机器重量:540千克 A034型六辊筒开棉机
一本机的结构 给棉板、给棉罗拉、除尘刀、小漏底、刺辊、锡林、盖板、道夫、斩刀、成条滚筒、机架、电动机 二工艺参数 机幅 260 mm 可加工的纤维长度 21-65 mm 喂入量 20-50 g 机器的外形尺寸 1605mm×788mm×1325mm(长×宽×高) 机器重量 500kg 两侧两杠杆自重 2*405*6*20*7*10-6=1.14kg 两侧两只重锤重 2*70*100*132*7*10-6=12.19kg 给棉罗拉直径φ57mm 沟槽型有效长度260 mm 给棉罗拉自重 m=ρ×v=7.8×10-6(π×572×260/4)=5.17 kg 给棉罗拉的加压量 6 kg/cm 给棉罗拉的转速 0.281-0.478 r/min 给棉板与给棉罗拉的隔距入口 0.13 mm;出口 0.31 mm 给棉板(单工作面) 给棉板工作长度 A型 38 mm (用于长度为51 mm以下的纤维) B型 65 mm (用于长度为51-65mm的纤维) 给面板工作面形状 A型 10°斜直线 B型 R=115 mm弧形 给棉板与刺辊的隔距 0.2-0.25 mm 刺辊的直径φ168 mm 刺辊的转速 260.4-885.4 r/min 刺辊的宽度 270 mm
刺辊的有效宽度 260 mm 刺辊的锯条 AT5615*05611 15°有利于锯齿刺入棉须分梳, 对杂质的抛落没有影响,也根据纤维的长度而选 择的;h为5.6保证了纤维向锡林很好的转移 刺辊与除尘刀的隔距 0.38 mm 刺辊与小漏底的隔距入口 8-10 mm;出口 0.8 mm 除尘刀的调节高度±4 mm 除尘刀的调节角度 75°-100° 小漏底规格弦长125 mm、入口角45°、网眼尘棒组合式 刺辊与锡林的隔距 0.12-0.20 mm 锡林的直径φ350 mm 锡林的转速 500r/min-850 r/min 锡林宽度 270 mm 锡林的有效宽度 260 mm 锡林针布 AC2820*01365 锡林与大漏底入口 3 mm;出口 0.56-0.66 mm 锡林与道夫 0.10-0.15 mm 道夫的转速 10.2-17.36 r/min 道夫的宽度 270 mm 道夫的有效宽度 260 mm 道夫针布 AD3830*01890 锡林刺辊道夫的边条
梳棉机自调匀整简介 清梳联自调匀整是棉纺织生产中保证产品质量的重要环节。我国通过“八五”攻关项目解决了清梳联的国产化,但在清梳联设备使用后,由于没有了原有的棉卷定量控制,生条的重量必须通过自调匀整装置自动调节,否则将引起纱线单位重量的波动,造成质量事故。 自调匀整装置检测输入梳棉机的棉层信号及输出的棉条信号,通过纺织工艺及其数学模型的运算,采用自动控制的方法,控制输入棉层速度,达到稳定和保持出条重量。 由于自调匀整装置属机电一体化产品,比较复杂,牵涉到硬件、软件的设计,数学模型的建立,棉纺工艺的配合,对机械检测精度要求较高,尤其是在纺织厂较为恶劣的环境条件下要保持24小时运转,对产品的稳定性、可靠性要求较高。实际生产试验表明:在清梳联系统工作正常时,通过梳棉机自调匀整控制系统的作用,棉条的的不匀率可达到: 5米重不匀(内不匀) H 小于1.5% 5米重不匀(外不匀) H 小于2.0% 棉条合格率:棉条定量±0.8克/5米为合格≥95%; 稳定性和可靠性: 6000小时无故障运行时间。 在设计过程中,我们首次采用混合环控制系统同时改善中长片段和短片段的重偏和重不匀。使用16位的单片机为CPU提高运算速度。通过模糊控制理论和自适应系统,更好的适应不同品种的要求。在设计中提高传感器机构的精度。通过对工艺要求的仔细研究,建立了符合生产状况的数学模型,同时优化控制参数,以得较好控制精度。 由于自调匀整装置的技术含量较高,国际少数公司把持该技术,影响了我国纺机成套设备的竞争能力。本自调匀整的开发成功,标志着我国自主知识产权的自调匀整技术达到产业化和实用产品阶段。它与国产清梳联设备配套,真正取代了国外进口设备,填补了我国清梳联设备空白,结束了我国在58年后清梳联三上三下的历史,实现了我国几代纺织科技工作者的奋斗目标,同时实现了我国生产棉纺全部成套设备的能力,并出口国外参与国际竞争。因此本技术无论对于我国社会经济发展,以及我国纺织行业的科技进步具有深远的意义。 目前我国的清梳联设备仅占22%,“十五”末期将达总锭数50%,因此本技术无论对于我国的社会经济发展,以及我国的棉纺行业的科技进步具有深远的意义而自调匀整本身售价仅为进口设备的1/3,这样对于纺机企业具有可观的经济效益,同时也为大量使用本设备进行技术改造的棉纺企业减少了许多负担。具有直接的经济效益和间接的社会效益。 本项目从96年开始研制,97年有小批量生产,至2003年6月底,大约生产了2400台自调匀整装置,每台从国外进口需48000元(6000美元),而我国自行生产的自调匀整装置其价格(机电总和)为20000元,每台可以节约2万8千,共计节约6720万元。99~~2003年6月之间,通过郑纺机间接出口墨西哥、泰国、缅甸、巴基斯坦、印尼、贝宁等国家。共计336台,人民币415.2万,折合美元50万元。 本项目2001年中国纺织机械器材协会通过鉴定 本项目获得2002年度北京科技进步二等奖
FA224型梳棉机工艺配置的体会 王洁段景洲方东李遂法 (河南省漯河双龙纺织有限公司) 摘要:为了研究FA224型梳棉机工艺配置,介绍了FA224型梳棉机纺不同品种时,根据原棉性能确定的最佳工艺配置,试验分析了前后棉网清洁器工艺效果的差异,并就盖板反转相关工艺配置进行了分析,认为一般情况下前棉网清洁器的隔距偏小掌握,后棉网清洁器的隔距偏大掌握,且盖板反转工艺要把握好分梳强度和盖花量两者之间的关系。 关键词:梳棉机;工艺配置;隔距;棉网清洁器;盖板反转 中图分类号:TSl04.2+3 文献标识码:B 文章编号:1001-7415(2006)10-0039-03 Experiences of Processing Configuration of FA224 Carding Machine Wang Jie Duan Jingzhou Fang Dong Li Suifa (Luohe Shuanglong Textile Co.,Ltd.,Henan) Abstract To research processing configuration of FA224 carding machine,the best configuration was got accord—to raw cotton property when spinning difference varieties in FA224 carding machine.The differences of front cotton cleaning device and back cotton web cleaning device were analyzed through test,relative processing configuration ofreverse turn was analyzed too.The test shows that gauge of front cotton web cleaning device should be controlledller,that of back cotton web cleaning device should be bigger,and processing of flat reverse turn should consider thetion between carding strength and flat stips. Key Words Carding Machine,Processing Configuration,Gauge,Cotton Web Cleaning Device,Flat Reverse Turn FA224型卷喂梳棉机具有高产、强分梳、大排除(杂质短绒)、质量稳定等特性。在实际生产中,FA224型梳棉机工艺配置应根据所纺品种及原棉性能,结合设备特性采取相应的工艺技术措施,其中前、后棉网清洁器的工艺效果,盖板反转相关工艺配置等尤为重要。生产中这些问题如果处置不当,会造成所纺生条质量较差,尤其是生条短绒含量偏高这一问题较突出。本文就FA224型梳棉机纺纱过程中工艺配置的体会介绍如下。 1不同产品梳棉工艺配置 FA224型梳棉机纺c 14.6 tex纱和cJ 14.6rex纱,两种产品的原棉性能如下:主体长度分别为29.38mm,30.84 mm;品质长度分别为32.20mm,32.45 mm;单纤维断裂强力分别为3.98 cN,3.84 cN;细度分别为1.72 dtex,1.65 dtex;成熟度分别为1.65,1.70;短绒率分别为13.20%,10.38%;含杂率分别为1.97%,1.32%。 FA224型梳棉机纺c 14.6 tex纱和CJ 14.6tex纱的主要工艺参数如下:生条定量分别为18.25 g/5 m,17.50 g/5 m;锡林速度分别为400r/min,360 r/min;刺辊速度分别为810 r/min。760r/min;盖板速度分别为310 mm/min.240 mm/min;出条速度分别为140 m/min,110 m/min;给棉板~刺辊隔距分别为0.46 mm,0.66mm;刺辊~除尘刀I隔距分别为0.30 mm,0.41 mm;刺辊~除尘刀Ⅱ隔距分别为0.61 mm,0.66 mm;刺辊一分梳板隔距分别为0.56 mm、0.51 mm.0.66mm、0.61 mm;锡林~后固定盖板隔距分别为0.46 mm、0.41 mm、0.38 mm、0.38 mm,0.53 mm、0.48mm、0.41 mm、0.41 mm;锡林~后棉网清洁器隔距分别为1.63 mm,1.40 mm;锡林~后上罩板隔距分别为0.89 mm、0.84 mm,0.97 mm、0.86mm;锡林~盖板隔距分别为0.18 mm、0.15 mm、0.15 mm、0.18 mm,0.20 mm、0.18 mm、0.18 mm、0.20 mm;锡林~前上罩板隔距分别为1.09mm、1.21 mm,1.09 mm、1.09 mm;锡林~前棉网清洁器