F0 预设张力&F小
F大
D小
K 张力锥度
D1 张力锥度补偿
D 实时
NO
NO
■
□
■
■
■
■
173.78174.411801209830.00%0150167.81169.0318********.00%0200161.83163.651801209830.00%0250155.86158.271801209830.00%0300149.88152.891801209830.00%0350143.90147.511801209830.00%0400137.93142.141801209830.00%0450131.95136.761801209830.00%0500125.98131.381801209830.00%0550120.00126.001801209830.00%0600114.02
120.62
180
120
98
30.00%
650
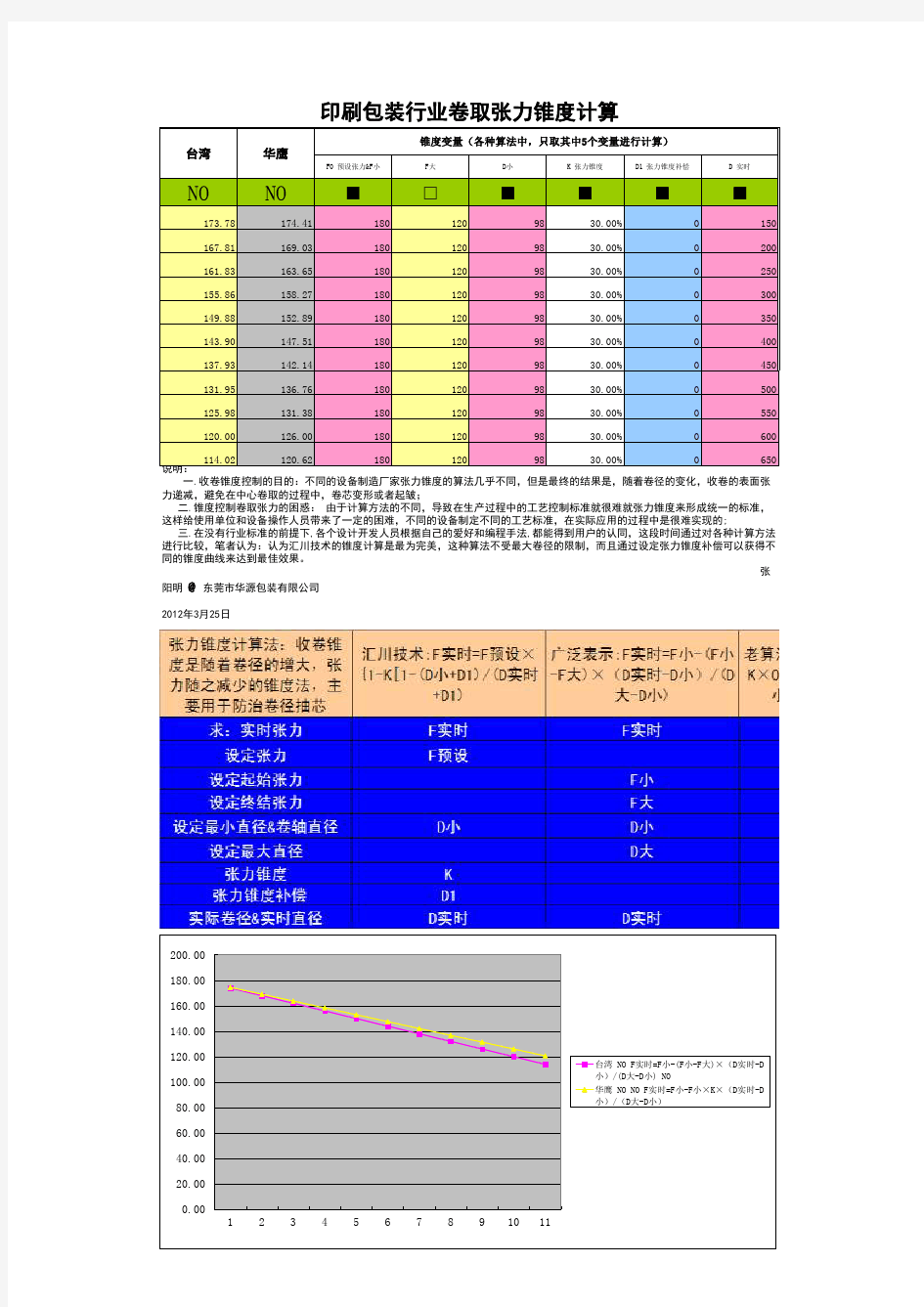
印刷包装行业卷取张力锥度计算
锥度变量(各种算法中,只取其中5个变量进行计算)
一.收卷锥度控制的目的:不同的设备制造厂家张力锥度的算法几乎不同,但是最终的结果是,随着卷径的变化,收卷的表面张力递减,避免在中心卷取的过程中,卷芯变形或者起皱;
二.锥度控制卷取张力的困惑: 由于计算方法的不同,导致在生产过程中的工艺控制标准就很难就张力锥度来形成统一的标准,这样给使用单位和设备操作人员带来了一定的困难,不同的设备制定不同的工艺标准,在实际应用的过程中是很难实现的;
三.在没有行业标准的前提下,各个设计开发人员根据自己的爱好和编程手法,都能得到用户的认同,这段时间通过对各种计算方法进行比较,笔者认为:认为汇川技术的锥度计算是最为完美,这种算法不受最大卷径的限制,而且通过设定张力锥度补偿可以获得不同的锥度曲线来达到最佳效果。
张阳明 @ 东莞市华源包装有限公司
2012年3月25日
台湾
华鹰