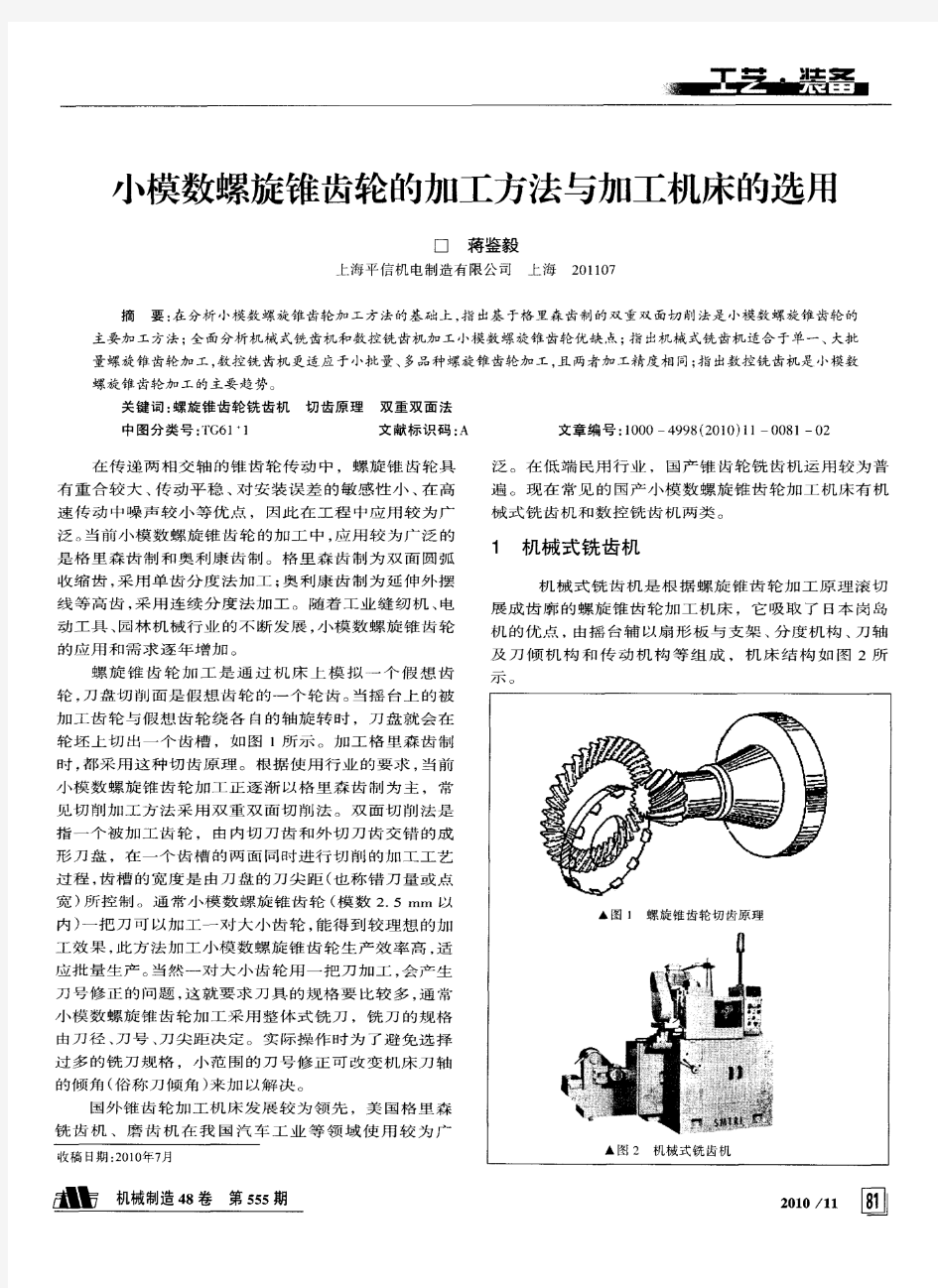
齿轮加工机床,是加工各种圆柱齿轮、锥齿轮和其他带齿零件齿部的机床。齿轮加工机床广泛应用在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中。 编辑摘要 目录[ 隐藏] 1 简介 2 发展沿革 3 各种齿轮加工机床 4 圆柱齿轮加工机床 5 锥齿轮加工机床 齿轮加工机床- 简介 是加工各种圆柱齿轮、锥齿轮和其他带齿零件齿部的机床。齿轮加工机床的品种规格繁多,有加工几毫米直径齿轮的小型机床,加工十几米直径齿轮的大型机床,还有大量生产用的高效机床和加工精密齿轮的高精度机床。[1] 齿轮加工机床广泛应用在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中。 加工各种圆柱齿轮、锥齿轮和其他带齿零件齿部的机床。齿轮加工机床的品种规格繁多,有加工几毫米直径齿轮的小型机床,加工十几米直径齿轮的大型机床,还有大量生产用的高效机床和加工精密齿轮的高精度机床。在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中广泛应用齿轮加工机床。齿轮加工机床主要分为圆柱齿轮加工机床和锥齿轮加工机床两大类。 齿轮加工机床- 发展沿革 古代的齿轮是用手工修锉成形的。1540年,意大利的J.托里亚诺在制造钟表时制成一台使用旋转锉刀的切齿装置。1783年,法国的S.勒内制成使用铣刀的齿轮加工机床,并有切削齿条和内齿轮的附件。1820年前后,英国的J.怀特制造出第一台既能加工圆柱齿轮又能加工圆锥齿轮的机床。具有这一性能的机床到19世纪后半叶又有发展。1835年,英国的J.B.惠特沃思获得蜗轮滚齿机的专利。1858年,C.席勒取得圆柱齿轮滚齿机的专利。以后迭经改进,至1897年德国的H.普福特制成带差动机构的滚齿机,才圆满解决了加工斜齿轮的问题。在制成齿轮形插齿刀后,美国的E.R.费洛斯于1897年制成了插齿机。 20世纪初,由于汽车工业的需要,各种磨齿机相继问世。1930年左右在美国制成剃齿机,1956年制成珩齿机。60年代以后,现代技术在一些先进的圆柱齿轮加工机床上获得应用:在大型机床上采用数字显示指示移动量和切齿深度;在滚齿机、插齿机和磨齿机上采用电子伺服系统和数字控制系统代替机械传动链和交换齿轮;用设有故障诊断功能的可编程序控制器控制工作循环和变换切削参数;发展了数字控制非圆齿轮插齿机和适应控制滚齿机;在滚齿机上用电子传感器检测传动链运动误差,并自动反馈补偿误差等。 1884年,美国的H.比尔格拉姆发明了采用单刨刀按展成法加工的直齿锥齿轮刨齿机。1900年,美国的O.J.比尔设计了双刀盘铣削直齿锥齿轮的机床。由于汽车工业的需要,1905年在美国制造出带有两把刨刀的直齿锥齿轮刨齿机,又于1913年制成弧齿锥齿轮铣齿机。1923年,出现了准渐开线齿锥齿轮铣齿机。30年代研制成能把直齿锥齿轮一次拉削成形的拉齿机,主要用于汽车差动齿轮的制造。40年代,为适应航空工业的需要,发展了弧齿锥齿轮磨齿机。1944年,在瑞士厄利康公司制成延长外摆线齿锥齿轮铣齿机。从50年代起,又发展了用双刀体组合式端面铣刀盘加工延长外摆线齿锥齿轮的铣齿机、剃齿机等。 齿轮加工机床- 各种齿轮加工机床
齿轮加工机床与齿轮加工 图 7-1 成形法加工齿轮 a) 盘状模数铣刀 b) 指状模数铣刀 图 7-2 渐开线形状与基圆关系 齿轮的切削加工,按形成齿形的原理可分为两大类:成形法和展成法。 用成形法加工齿轮时,刀具的齿形与被加工齿轮的齿槽形状相同。其中最常用的是用盘状模数铣刀和指状模数铣刀在铣床上借助
分度装置铣齿轮,如图7-1所示,母线(渐开线)用成形法形成,不需成形运动,导线用相切法形成,需要两个成形运动。 齿轮的齿廓形状决定于基圆的大小(与齿轮的齿数有关),如图7-2所示。由于同一模数的铣刀是按被加工工件齿数范围分号的(表7-1),每一号铣刀的齿形是按该号中最少齿数的齿轮齿形确定的,因此,用这把铣刀铣削同号中其他齿数的齿轮时齿形有误差。用成形法铣齿轮所需运动简单,不需专门的机床,但要用分度头分度,生产效率低。这种方法一般用于单件小批量生产低精度的齿轮。 用展成法加工齿轮时,齿轮表面的渐开线用展成法形成,展成法具有较高的生产效率和加工精度。齿轮加工机床绝大多数采用展成法。 圆柱齿轮的加工方法主要有:滚齿、插齿等。锥齿轮的加工方法主要有:刨齿、铣齿等。精加工齿轮齿面的方法有:磨齿、剃齿、珩齿、研齿等。 表 7-1 模数铣刀加工齿数范围
一、插齿原理和插齿刀 1. 插齿原理及运动分析 插齿机用来加工内、外啮合的圆柱齿轮,尤其适合于加工内齿轮和多联齿轮,这是滚齿机无法加工的。装上附件,插齿机还能加工齿条,但插齿机不能加工蜗轮。 ( 1 )插齿原理及所需的运动 如图 3-7 所示,插齿机加工原理为模拟一对圆柱齿轮的啮合过程,其中一个是工件,另一个是齿轮形刀具——插齿刀,它与被加工齿轮的模数和压力角相同。直齿插齿刀的切削刃在插齿刀前端面上的投影是渐开线,当插齿刀沿其轴线方向往复运动时,切削刃的轨迹象一个直齿圆柱齿轮的齿面,这个假想的齿轮称为“产形”齿轮。插齿机是按展成法加工圆柱齿轮的。 用插齿刀插削直齿圆柱齿轮的运动分析见图 3-7 。
标准齿轮模数齿数计算公式 找对应表太不现实了! 告诉你一简单的: 齿轮的直径计算方法: 齿顶圆直径=(齿数+2)*模数 分度圆直径=齿数*模数 齿根圆直径=齿顶圆直径-×模数) 比如:M4 32齿34* 齿顶圆直径=(32+2)*4=136mm 分度圆直径=32*4=128mm 齿根圆直径=*4=118mm 7M 12齿中心距D=(分度圆直径1+分度圆直径2)/2 就是 (12+2)*7=98mm 这种计算方法针对所有的模数齿轮(不包括变位齿轮)。 模数表示齿轮牙的大小。 齿轮模数=分度圆直径÷齿数 =齿轮外径÷(齿数-2) 齿轮模数是有国家标准的(GB1357-78) 模数标准系列(优先选用)1、、、2、、3、4、5、6、8、10、12、14、16、20、25、32、40、50 模数标准系列(可以选用),,,,,,7,9,14,18,22,28,36,45 模数标准系列(尽可能不用),,,11,30 上面数值以外为非标准齿轮,不要采用! 塑胶齿轮注塑后要不要入水除应力 精确测定斜齿轮螺旋角的新方法 Circular Pitch (CP)周节 齿轮分度圆直径d的大小可以用模数(m)、径节(DP)或周节(CP)与齿数(z)表示 径节P(DP)是指按齿轮分度圆直径(以英寸计算)每英寸上所占有的齿数而言 径节与模数有这样的关系: m=DP CP1/8模=DP8= (π)=模 1) 什么是「模数」? 模数表示轮齿的大小。 R模数是分度圆齿距与圆周率(π)之比,单位为毫米(mm)。 除模数外,表示轮齿大小的还有CP(周节:Circular pitch)与DP(径节:Diametral pitch)。【参考】齿距是相邻两齿上相当点间的分度圆弧长。 2) 什么是「分度圆直径」? 分度圆直径是齿轮的基准直径。 决定齿轮大小的两大要素是模数和齿数、 分度圆直径等于齿数与模数(端面)的乘积。 过去,分度圆直径被称为基准节径。最近,按ISO标准,统一称为分度圆直径。 3) 什么是「压力角」?
齿轮加工机床 科技名词定义 中文名称: 齿轮加工机床 英文名称: gear cutting machine 定义: 用齿轮加工工具加工齿轮齿面或齿条齿面的机床。 应用学科: (一级学科);切削加工工艺与设备(二级学科);金属切削机床-各种金属切削机床(三级学科) 以上内容由审定公布 百科名片 齿轮加工机床 齿轮加工机床是加工各种圆柱齿轮、锥齿轮和其他带齿零件齿部的机床。齿轮加工机床的品种规格繁多,有加工几毫米直径齿轮的小型机床,加工十几米直径齿轮的大型机床,还有大量生产用的高效机床和加工精密齿轮的高精度机床。齿轮加工机床广泛应用在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中。目录
展开 发展沿革 古代的齿轮是用手工修锉成形的。1540年,意大利的托里亚诺在制造钟表时,制成一台使用旋转锉刀的切齿装置;1783年,法国的勒内制成了使用铣刀的齿轮加工机床,并有切削齿条和内齿轮的附件;1820年前后,英国的怀特制造出第一饶芗庸ぴ仓萋钟帜芗庸ぴ沧冻萋值幕病>哂姓庖恍阅艿幕驳?9世纪后半叶又有发展。 齿轮加工机床 1835年,英国的惠特沃思获得蜗轮的专利;1858年,席勒取得圆柱齿轮滚齿机的专利;以后经多次改进,至1897年德国的普福特制成带差动机构的滚齿机,才圆满解决了加工斜齿轮的问题。在制成齿轮形插齿刀后,美国的费洛斯于1897年制成了。 二十世纪初,由于汽车工业的需要,各种磨齿机相继问世。1930年左右在美国制成剃齿机;1956年制成。60年代以后,现代技术在一些先进的圆柱齿轮加工机床上获得应用,比如在大型机床上采用数字显示指示移动量和切齿深度;在滚齿机、插齿机和磨齿机上采用电子伺服系统和数控系统代替机械传动链和交换齿轮;用设有故障诊断功能的可编程序控制器,控制工作循环和变换切削参数;发展了数字控制非圆齿轮插齿机和适应控制滚齿机;在滚齿机上用电子传感器检测传动链运动误差,并自动反馈补偿误差等。 1884年,美国的比尔格拉姆发明了采用单刨刀按展成法加工的直齿锥齿轮刨齿机;1900年,美国的比尔设计了双刀盘铣削直齿锥齿轮的机床。 由于汽车工业的需要,1905年在美国制造出带有两把刨刀的直齿锥齿轮刨齿机,又于1913年制成弧齿锥齿轮铣齿机;1923年,出现了准渐开线齿锥齿轮铣齿机;30年代研制成能把直齿锥齿轮一次拉削成形的拉齿机,主要用于汽车差动齿轮的制造。 40年代,为适应航空工业的需要,发展了弧齿锥齿轮磨齿机。1944年,瑞士厄利康公司制成延长外摆线齿锥齿轮铣齿机;从50年代起,又发展了用双刀体组合式端面铣刀盘,加工延长外摆线齿锥齿轮的铣齿机。 齿轮加工机床主要分为圆柱齿轮加工机床和锥齿轮加工机床两大类。圆柱齿轮加工机床主要用于加工各种圆柱齿轮、齿条、蜗轮。常用的有滚齿机,插齿机、铣齿机、剃齿机等。
https://www.doczj.com/doc/7a9281633.html,/netclass/netclass6_1.asp 第四节齿轮加工机床 一.齿轮加工机床工作原理 齿轮加工机床是用来加工齿轮轮齿表面的机床。齿轮作为最常用的传动件,广泛应用于各种机械及仪表中,随着现代工业的发展对齿轮制造质量要求越来越高,使齿轮加工设备向高精度、高效率和高自动化的方向发展。 齿轮加工机床的种类很多,构造及加工方法也各不相同。但按齿形形成的原理分类,切削齿轮的方法可分为成形法和展成法两类。 (一)成形法 a) b) 图6-26 成形法加工齿轮 成形法加工齿轮是使用切削刃形状与被切齿轮的齿槽形状完全相符的成形刀具切出齿轮的方法。即由刀具的切削刃形成渐开线母线,再加上一个沿齿坯齿向的直线运动形成所加工齿面。这种方法一般在铣床上用盘铣刀或指形齿轮铣刀铣削齿轮,见图6-26。此外,也可以在刨床或插床上用成形刀具刨、插削齿轮。 成形法加工齿轮是采用单齿廓成形分齿法,即加工完一个齿,退回,工件分度,再加工下一个齿。因此生产率较低而且对于同一模数的齿轮,只要齿数不同,齿廓形状就不同,需采用不同的成形刀具。在实际生产中为了减少成形刀具的数量,每一种模数通常只配有八把刀,各自适应一定的齿数范围,因此加工出的齿形是近似的,加工精度较低。但是这种方法,机床简单,不需要专用设备,适用于单件小批生产及加工精度不高的修理行业。 (二)展成法 展成法加工齿轮是利用齿轮啮合的原理进行的,其切齿过程模拟齿轮副(齿轮一齿条、齿轮—齿轮)的啮合过程。把其中的一个转化为刀具,另一个转化为工件,并强制刀具和工件作严格的啮合运动,被加工工件的齿形表面是在刀具和工件包络过程中由刀具切削刃的位置连续变化而形成的。在展成法加工齿轮中用同一把刀具可以加工相同模数而任意齿数的齿轮。其加工精度和生产率都比较高,在齿轮加工中应用最为广泛。 二. 齿轮加工机床的类型 按照被加工齿轮种类不同,齿轮加工机床可分为圆柱齿轮和锥齿轮加工机床两大类。圆柱齿轮加工机床主要有滚齿机、插齿机等,锥齿轮加工机床有加工直齿锥齿轮的刨齿机、铣齿机、拉齿机和加工弧齿锥齿轮的铣齿机。用来精加工齿轮齿面的机床有珩齿机、剃齿机和磨齿机等。 三.齿轮刀具 (一)齿轮刀具的种类 齿轮刀具是用于加工各种齿轮齿形的刀具。由于齿轮的种类很多,相应地齿轮刀具种类也极其繁多。一般按照齿轮的齿形可分为加工渐开线齿轮刀具和非渐开线齿轮刀具。按照其加工工艺方法则分为成形法和展成法加工用齿轮刀具两大类。 1 .成形法齿轮刀具
滚切直齿圆柱齿轮 图1为滚直齿的传动原理图,图中标“A”为直线运动、标“B”为旋转运动,滚刀、工件、电机、进给传动的丝杠螺母副及刀架均画成示意简图,而菱形小块则是一种可变传动比的换置器官符号。 1、形成母线(渐开线)的运动和传动链 需要滚刀和工件之间的复合运动(图1中B1+B2),称展成运动。由动力源(电机)到刀具主轴的传动链称为外联系传动链,即电机-1-2-iv-3-4-滚刀。由于滚刀的旋转B1是主运动,故这条传动链称为主运动传动链。联系滚刀和工件之间的传动链,称展成传动链。它用以保持B1和B2之间的严格传动比关系,故称内联传动链,设滚刀的头数为K,工件的齿数为Z,则滚刀每转1/K转,工件应转1/Z转。图1中,这条传动链是:滚刀(B1)-4-5-ix- 6-7-工件(B2)。 2、形成导线(直线)的运动和传动链 形成直线导线运动是滚刀的旋转和滚刀(刀架)沿工件轴线方向的竖直进给运动。为了保证加工工件表面粗糙度要求,操作者真正关心的是工件每转时刀架的轴向移动量(mm/r)。因此,进给传动链为:工件-7-8-is-9-10-刀架升降丝杠-刀架。 综上所述,滚切直齿圆柱齿轮所需要的传动链为:两个外链-主运动传动链、进给运动传动链;一个内链-展称运动链。外链的功能是实现执行件的简单运动,或把动力源接通到内链。内链唯一功能是实现执行件之间的复合(严格的传动比关系)运动。 滚切斜齿圆柱齿轮 斜齿圆柱齿轮与直齿圆柱齿轮相比,端面齿廓均为渐开线,但齿长方向不是直线,而是螺旋线。由于斜齿的齿长一般只是大导程螺旋线的一小段,故看上去轮齿是斜着排列。但不可忘记每个斜齿的导线都属于一条螺旋线。 形成母线(渐开线)的运动和传动链与滚切直齿时相同(仅展成传动链中的合成机构有变化)。 由于形成的导线是螺旋线,即刀架的下降运动A和工件的旋转运动B3复合成螺旋运动。此前工件因参与展成运动与具有旋转运动B2,而工件只有一个自由度,所以B2和B3必须合成一个运动之后再传给工件才行,B3称为附加运动。 刀架和工件之间的复合运动保证刀架直线移动一个螺旋线的导程T时,工件的附加转动为一转。这条内链即:刀架-丝杠-12-13-iy-14-15-合成 -6-7-ix-8-9-工件,习惯上称它为差动传动链。当它与另一条内链(展成链)要同时把两个运动传给工件时,将发生干涉。因此,必须在传动系统的恰滚齿机的合成机构是为一差动轮系,图中来自滚刀的运动和来自刀架的运动分别由5、15两点输入合成机构,运动合成后由点6输出,传给工件。当位置设一合成机构,如图2所示。
模数齿轮计算公式: 名称代号计算公式 模数m m=p/π=d/z=da/(z+2) (d为分度圆直径,z为齿数) 齿距p p=πm=πd/z 齿数z z=d/m=πd/p 分度圆直径 d d=mz=da-2m 齿顶圆直径da da=m(z+2)=d+2m=p(z+2)/π 齿根圆直径df df=d-2.5m=m(z-2.5)=da-2h=da-4.5m 齿顶高ha ha=m=p/π 齿根高hf hf=1.25m 齿高h h=2.25m 齿厚s s=p/2=πm/2 中心距 a a=(z1+z2)m/2=(d1+d2)/2 跨测齿数k k=z/9+0.5 公法线长度w w=m[2.9521(k-0.5)+0.014z] 13-1 什么是分度圆?标准齿轮的分度圆在什么位置上? 13-2 一渐开线,其基圆半径r b=40 mm,试求此渐开线压力角α=20°处的半径r和曲率半径ρ的大小。 13-3 有一个标准渐开线直齿圆柱齿轮,测量其齿顶圆直径d a=106.40 mm,齿数z=25,问是哪一种齿制的齿轮,基本参数是多少? 13-4 两个标准直齿圆柱齿轮,已测得齿数z l=22、z2=98,小齿轮齿顶圆直径d al=240 mm,大齿轮全齿高h =22.5 mm,试判断这两个齿轮能否正确啮合传动? 13-5 有一对正常齿制渐开线标准直齿圆柱齿轮,它们的齿数为z1=19、z2=81,模数m=5 mm,压力角 α=20°。若将其安装成a′=250 mm的齿轮传动,问能否实现无侧隙啮合?为什么?此时的顶隙(径向间隙)C是多少? 13-6 已知C6150车床主轴箱内一对外啮合标准直齿圆柱齿轮,其齿数z1=21、z2=66,模数m=3.5 mm,压力角α=20°,正常齿。试确定这对齿轮的传动比、分度圆直径、齿顶圆直径、全齿高、中心距、分度圆齿厚和分度圆
齿轮的直径计算方法: 齿顶圆直径=(齿数+2)*模数 分度圆直径=齿数*模数 齿根圆直径=齿顶圆直径-(4.5×模数) 比如:M4 32齿34*3.5 齿顶圆直径=(32+2)*4=136 分度圆直径=32*4=128 齿根圆直径=136-4.5*4=118 7M 12齿 中心距(分度圆直径1+分度圆直径2)/2 就是(12+2)*7=98 这种计算方法针对所有的模数齿轮(不包括变位齿轮)。 模数表示齿轮牙的大小。 齿轮模数=分度圆直径÷齿数 =齿轮外径÷(齿数-2) 齿轮模数是有国家标准的(1357-78) 模数标准系列(优先选用)1、1.25、1.5、2、2.5、3、4、5、6、8、10、12、14、16、20、25、32、40、50 模数标准系列(可以选用)1.75,2.25,2.75,3.5,4.5,5.5,7,9,14,18,22,28,36,45 模数标准系列(尽可能不用)3.25,3.75,6.5,11,30
上面数值以外为非标准齿轮,不要采用! 塑胶齿轮注塑后要不要入水除应力 精确测定斜齿轮螺旋角的新方法 ()周节 齿轮分度圆直径d的大小可以用模数(m)、径节()或周节()与齿数(z)表示 径节P()是指按齿轮分度圆直径(以英寸计算)每英寸上所占有的齿数而言
径节与模数有这样的关系: 25.4 1/8模=25.48=3.175 3.175/3.1416(π)=1.0106模 1) 什么是「模数」? 模数表示轮齿的大小。 R模数是分度圆齿距与圆周率(π)之比,单位为毫米()。 除模数外,表示轮齿大小的还有CP(周节:)与DP(径节:)。【参考】齿距是相邻两齿上相当点间的分度圆弧长。 2) 什么是「分度圆直径」? 分度圆直径是齿轮的基准直径。 决定齿轮大小的两大要素是模数和齿数、 分度圆直径等于齿数与模数(端面)的乘积。 过去,分度圆直径被称为基准节径。最近,按标准,统一称为分度圆直径。 3) 什么是「压力角」? 齿形与分度圆交点的径向线与该点的齿形切线所夹的锐角被称为分度圆压力角。一般所说的压力角,都是指分度圆压力角。 最为普遍地使用的压力角为20°,但是,也有使用14.5°、15°、17.5°、22.5°压力角的齿轮。 4) 单头与双头蜗杆的不同是什么? 蜗杆的螺旋齿数被称为「头数」,相当于齿轮的轮齿数。
标准齿轮模数尺数计算公式 找对应表太不现实了! 告诉你一简单的: 齿轮的直径计算方法: 齿顶圆直径=(齿数+2)*模数 分度圆直径=齿数*模数 齿根圆直径=齿顶圆直径-(4.53模数) 比如:M4 32齿34*3.5 齿顶圆直径=(32+2)*4=136mm 分度圆直径=32*4=128mm 齿根圆直径=136-4.5*4=118mm 7M 12齿中心距D=(分度圆直径1+分度圆直径2)/2 就是 (12+2)*7=98mm 这种计算方法针对所有的模数齿轮(不包括变位齿轮)。 模数表示齿轮牙的大小。 齿轮模数=分度圆直径÷齿数 =齿轮外径÷(齿数-2) 齿轮模数是有国家标准的(GB1357-78) 模数标准系列(优先选用)1、1.25、1.5、2、2.5、3、4、5、6、8、10、12、14、16、20、25、32、40、50 模数标准系列(可以选用)1.75,2.25,2.75,3.5,4.5,5.5,7,9,14,18,22,28,36,45 模数标准系列(尽可能不用)3.25,3.75,6.5,11,30 上面数值以外为非标准齿轮,不要采用! 塑胶齿轮注塑后要不要入水除应力
精确测定斜齿轮螺旋角的新方法 Circular Pitch (CP)周节 齿轮分度圆直径d的大小可以用模数(m)、径节(DP)或周节(CP)与齿数(z)表示 径节P(DP)是指按齿轮分度圆直径(以英寸计算)每英寸上所占有的齿数而言 径节与模数有这样的关系: m=25.4/DP CP1/8模=25.4/DP8=3.175 3.175/3.1416(π)=1.0106模 1) 什么是「模数」? 模数表示轮齿的大小。 R模数是分度圆齿距与圆周率(π)之比,单位为毫米(mm)。 除模数外,表示轮齿大小的还有CP(周节:Circular pitch)与DP(径节:Diametral pitch)。 【参考】齿距是相邻两齿上相当点间的分度圆弧长。 2) 什么是「分度圆直径」? 分度圆直径是齿轮的基准直径。 决定齿轮大小的两大要素是模数和齿数、 分度圆直径等于齿数与模数(端面)的乘积。 过去,分度圆直径被称为基准节径。最近,按ISO标准,统一称为分度圆直径。 3) 什么是「压力角」? 齿形与分度圆交点的径向线与该点的齿形切线所夹的锐角被称为分度圆压力角。一般所说的压力角,都是指分度圆压力角。 最为普遍地使用的压力角为20°,但是,也有使用14.5°、15°、17.5°、22.5°压力角的齿轮。 4) 单头与双头蜗杆的不同是什么? 蜗杆的螺旋齿数被称为「头数」,相当于齿轮的轮齿数。 头数越多,导程角越大。 5) 如何区分R(右旋)?L(左旋)? 齿轮轴垂直地面平放 轮齿向右上倾斜的是右旋齿轮、向左上倾斜的是左旋齿轮。 6) M(模数)与CP(周节)的不同是什么? CP(周节:Circular pitch)是在分度圆上的圆周齿距。单位与模数相同为毫米。 CP除以圆周率(π)得M(模数)。 M(模数)与CP得关系式如下所示。 M(模数)=CP/π(圆周率) 两者都是表示轮齿大小的单位。 (分度圆周长=πd=zp d=z p/π p/π称为模数) 7)什么是「齿隙」? 一对齿轮啮合时,齿面间的间隙。 齿隙是齿轮啮合圆滑运转所必须的参数。 8) 弯曲强度与齿面强度的不同是什么? 齿轮的强度一般应从弯曲和齿面强度的两方面考虑。 弯曲强度是传递动力的轮齿抵抗由于弯曲力的作用,轮齿在齿根部折断的强度。齿面强度是啮合的轮齿在反复接触中,齿面的抗摩擦强度。 9) 弯曲强度和齿面强度中,以什么强度为基准选定齿轮为好? 一般情况下,需要同时讨论弯曲和齿面的强度。 但是,在选定使用频度少的齿轮、手摇齿轮、低速啮合齿轮时,有仅以弯曲强度选定的情况。最终,应该由设计者自己决定。
详谈齿轮加工方法与加工机床 齿轮加工机床圆柱齿轮:滚齿机、插齿机等;直齿锥齿轮刨齿机、铣齿机、拉齿机;弧齿锥齿轮铣齿机。剃齿机、珩齿机、磨齿机成形法加工齿轮及滚齿二、滚齿机(一)滚齿原理—模拟一对螺旋齿轮啮合过程(二)滚齿机运动分析主运动—滚刀旋转运动;展成(啮合)运动—齿坯与滚刀按一定速比转动;进给运动—滚刀沿齿坯轴向运动。 1.加工直齿圆柱齿轮时的运动分析内传动链为:滚刀—4—5—u x —6—7—齿坯u x 为啮合运动传动比。(3)进给运动A 2 齿坯—7—8—u f —9—10—刀架升降,u f 为进给运动传动比。(2)展成运动滚刀旋转运动B 11 1/K转(1齿) 齿坯旋转运动B 12 1/ z 转(1齿) (1)主运动B 11 电机—1—2—u v —3—4—滚刀u v 为主运动传动比。 齿轮加工机床广泛应用汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机航天器等各种机械制造业。 齿轮加工机床加工各种圆柱齿轮、锥齿轮其他带齿零件齿部机床。齿轮加工机床品种规格繁多,有加工几毫米直径齿轮小型机床,加工十几米直径齿轮大型机床,还有大量生产用高效机床加工精密齿轮高精度机床。 齿轮加工机床主要分为圆柱齿轮加工机床锥齿轮加工机床两大类。圆柱齿轮加工机床主要用于加工各种圆柱齿轮、齿条、蜗轮。常用有滚齿机,插齿机、铣齿机、剃齿机等。 齿轮加工机床的品种规格繁多,有加工几毫米直径齿轮的小型机床,加工十几米直径齿轮的大型机床,还有大量生产用的高效机床和加工精密齿轮的高精度机床大型齿轮加工机床主要分为圆柱齿轮加工机床和锥齿轮加工机床两大类。圆柱齿轮加工机床主要用于加工各种圆柱齿轮、齿条、蜗轮。常用的有滚齿机,插齿机、铣齿机、剃齿机等。大型齿轮加工机床广泛应用在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中。 文章编辑:东莞永滔齿轮加工厂官方网:https://www.doczj.com/doc/7a9281633.html, huangkaijun
齿轮计算公式 1 齿轮模数:m=p/π 齿轮模数m=齿距p 除以3.14 测绘时的简易计算m=齿顶圆直径(外径)d 除以(齿数z+2) 2 齿轮分度圆直径:d=mz 分度圆直径d=模数m 乘以齿数z 3 齿轮压力角:标准齿轮的压力角为20度 压力角标准为20度其他还有14.5度17.5度15度25度和28度 4 齿轮变位系数: 用范成法加工齿轮时,刀具中心线不与齿轮的分度圆相切,刀具中心与齿轮的分度圆的距离除以模数所得的商就是齿轮的变位系数。刀具中心线在齿轮的分度圆之外,为正变位,变位系数为正,反之为负。 注:一般一对齿轮啮合一大一小相差悬殊时,小齿轮要做正变位,大齿轮做负变位,以保证它们的使用寿命比较均衡 5 齿轮跨齿数:k=zα/180+0.5 跨齿数k=齿数x压力角/180+0.5 (注:必须四舍五入取整数) 6 齿轮公法线长度直齿公式Wk=mcosα[(k-0.5)π+zinva] 简化为;Wk=m[2.9521*(k-0.5)+0.014z] 斜齿公式Wk=mcosα[(k-0.5)π+zinva]+2xtanα α=20时tanα-α=0.01490438 其中:α= 压力角标准为20度其他还有14.5度17.5度15度25度和28度 K = 跨齿数X=变位系数invα=tan(α)-α 7 齿轮齿跳Fr一般为0.025 (表示各齿跳动公差) 8 齿轮齿向Fβ一般为0.008 (表示各齿向公差) 9 齿轮齿形Ff 一般为0.008 (表示各齿形状大小公差) 10 齿轮齿距p=πm m 模数 11 齿轮齿顶高ha=ha*m 12 齿轮齿根高hf=(ha*+c*)m 13 齿轮齿顶圆直径da=(d+2ha) d :分度圆直径ha ;齿顶高 14 齿轮齿根圆直径df=d-2hf=(z-2ha-2ca*)m 15 中心距a=(d1+d2)/2=(z1+z2)m/2 d1和d2配对的两个齿轮分度圆直径;z1和z2两齿轮齿数
齿轮加工机床的特点介绍 加工机床广泛应用汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机航天器等各种机械制造业。 齿轮加工机床加工各种圆柱齿轮、锥齿轮其他带齿零件齿部机床。齿轮加工机床品种规格繁多,有加工几毫米直径齿轮小型机床,加工十几米直径齿轮大型机床,还有大量生产用高效机床加工精密齿轮高精度机床。 古代齿轮用手工修锉成形。1540年,意大利托里亚诺制造钟表时,制成一台使用旋转锉刀切齿装置;1783年,法国勒内制成了使用齿轮加工机床,并有切削齿条内齿轮附件;1820年前后,英国怀特制造出第一台既能加工圆柱齿轮又能加工圆锥齿轮机床。具有这一性能机床到19世纪后半叶又有发展。 1835年,英国惠特沃思获得蜗轮滚齿机专利;1858年,席勒取得圆柱齿轮滚齿机专利;以后经多次改进,至1897年德国普福特制成带差动机构滚齿机,才圆满解决了加工斜齿轮问题。制成齿轮形插齿刀后,美国费洛斯于1897年制成了插齿机。 20世纪初,由于汽车工业需要,各种磨齿机相继问世。1930年左右美国制成剃齿机;1956年制成珩齿机。60年代以后,现代技术一些先进圆柱齿轮加工机床上获得应用,比如大型机床上采用数字显示指示移动量切齿深度;滚齿机、插齿机磨齿机上采用电子伺服系统数控系统代替机械传动链交换齿轮;用设有故障诊断功能可编程序控制器,控制工作循环变换切削参数;发展了数字控制非圆齿轮插齿机适应控制滚齿机;滚齿机上用电子传感器检测传动链运动误差,并自动反馈补偿误差等。 1884年,美国比尔格拉姆发明了采用单刨刀按展成法加工直齿锥齿轮刨齿机;1900年,美国比尔设计了双刀盘铣削直齿锥齿轮机床。 由于汽车工业需要,1905年美国制造出带有两把刨刀直齿锥齿轮刨齿机,又于1913年制成弧齿锥齿轮铣齿机;1923年,出现了准渐开线齿锥齿轮铣齿机;30年代研制成能把直齿锥齿轮一次拉削成形拉齿机,主要用于汽车差动齿轮制造。 40年代,为适应航空工业需要,发展了弧齿锥齿轮磨齿机。1944年,瑞士厄利康公司制成延长外摆线齿锥齿轮铣齿机;从50年代起,又发展了用双刀体组合式端面铣刀盘,加工延长外摆线齿锥齿轮铣齿机。 齿轮加工机床主要分为圆柱齿轮加工机床锥齿轮加工机床两大类。圆柱齿轮加工机床主要用于加工各种圆柱齿轮、齿条、蜗轮。常用有滚齿机,插齿机、铣齿机、剃齿机等。 滚齿机用滚刀按展成法粗、精加工直齿、斜齿、人字齿轮蜗轮等,加工范围广,可达到高精度或高生产率;插齿机用插齿刀按展成法加工直齿、斜齿齿轮其他齿形件,主要用于加工多联齿轮内齿轮;铣齿机用成形铣刀按分度法加工,主要用于加工特殊齿形仪表齿轮;剃齿机用齿轮式剃齿刀精加工齿轮一种高效机床;磨齿机用砂轮,精加工淬硬圆柱齿轮或齿轮齿面高精度机床;珩齿机利用珩轮与被加工齿轮自由啮合,消除淬硬齿轮毛刺其他齿面缺陷机床;
汽车齿轮加工技术和典型装备 重庆机床(集团)有限责任公司廖绍华 一、前言 齿轮是汽车行业主要的基础传动元件,通常每辆汽车中有18~30个齿部,齿轮的质量直接影响汽车的噪声、平稳性及使用寿命。目前按产量计我国已成为世界第三大汽车生产国,强大的汽车工业必然需要强大的齿轮加工装备业支撑。齿轮加工机床是一种复杂的机床系统,是汽车行业的关键设备,世界上各汽车制造强国如美国、德国和日本等也是齿轮加工机床制造强国。据统计,我国80%以上的汽车齿轮由国产制齿装备加工完成。同时,汽车工业消费了60%以上的齿轮加工机床,汽车工业将一直是机床消费的主体。 二、汽车齿轮加工方法 1.最常用的齿轮加工工艺 根据尺寸、材料和用途的不同,齿轮可用不同的方法制造。目前齿轮加工最主要的工艺方案如下。 ■滚齿(插齿、锻齿)→剃齿→热处理 ■滚齿(插齿、锻齿)→热处理→刮剃 ■滚齿(插齿、锻齿)→热处理→刮滚 ■滚齿(插齿、锻齿)→热处理→刮滚→珩齿(强力珩) ■滚齿(插齿、锻齿)→热处理→磨齿 ■滚齿(插齿、锻齿)→热处理→磨齿→珩齿(强力珩) 2.汽车齿轮加工最常用的工艺方法及其特点 ■滚齿(插齿、锻齿)→剃齿→热处理→(珩齿) 特点:加工效率高、加工成本低,适合轿车及微型车齿轮加工。 ■滚(插齿)→剃齿→热处理 特点:加工效率高、加工成本低,适合于一般中重型汽车齿轮加工。 ■滚(插齿)→热处理→磨齿 特点:加工精度高、加工效率较低、加工成本,适合于高速齿轮、大型客车、高档
重型汽车齿轮的加工。 3.齿轮加工应考虑的因素 ■根据加工对象和要求,要选择适合的机床。如适合的机床的规格、数控轴数、性能,机床要有高的刚性、良好的热稳定性、高可靠性等; ■齿轮的加工精度和效率,还与刀具的材料、参数、涂层工艺、精度等级及刚性,夹具的定位方式、精度和刚性,齿坯的材料、硬度、精度和刚性,切削用量的合理选用,以及切削液的选用有关。 4.齿轮加工新技术 ■高速干式切削 特点:绿色加工、高效率、单件加工成本低。 ■硬齿面加工 特点:高效率,加工成本低。 ■无削加工(冷轧齿轮等) 特点:绿色加工、齿部强度高、高效、成本低。 三、齿轮加工对装备的要求及发展趋势 1.齿轮加工对装备的要求 ■齿轮加工机床向数控方向发展; ■高效率和24小时连续不断的工作能力; ■实现稳定高精度加工; ■自动化程度高,应具有自动上、下料,自动夹紧装置; ■环境友好; ■高的柔性,实现批量生产的准备时间短; ■高的性价比。 2. 齿轮加工技术与装备的发展趋势 为适应齿轮加工行业对制造精度、生产效率、清洁生产、提高质量的要求,制齿机床及制齿技术出现了以下发展趋势。 2.1全数控
齿轮加工机床 [编辑本段] 齿轮加工机床 是加工各种圆柱齿轮、锥齿轮和其他带齿零件齿部的机床。齿轮加工机床的品种规格繁多,有加工几毫米直径齿轮的小型机床,加工十几米直径齿轮的大型机床,还有大量生产用的高效机床和加工精密齿轮的高精度机床。 齿轮加工机床广泛应用在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中。 [编辑本段] 齿轮加工机床发展沿革 古代的齿轮是用手工修锉成形的。1540年,意大利的托里亚诺在制造钟表时,制成一台使用旋转锉刀的切齿装置;1783年,法国的勒内制成了使用铣刀的齿轮加工机床,并有切削齿条和内齿轮的附件;1820年前后,英国的怀特制造出第一台既能加工圆柱齿轮又能加工圆锥齿轮的机床。具有这一性能的机床到19世纪后半叶又有发展。 1835年,英国的惠特沃思获得蜗轮滚齿机的专利;1858年,席勒取得圆柱齿轮滚齿机的专利;以后经多次改进,至1897年德国的普福特制成带差动机构的滚齿机,才圆满解决了加工斜齿轮的问题。在制成齿轮形插齿刀后,美国的费洛斯于1897年制成了插齿机。 二十世纪初,由于汽车工业的需要,各种磨齿机相继问世。1930年左右在美国制成剃齿机;1956年制成珩齿机。60年代以后,现代技术在一些先进的圆柱齿轮加工机床上获得应用,比如在大型机床上采用数字显示指示移动量和切齿深度;在滚齿机、插齿机和磨齿机上采用电子伺服系统和数控系统代替机械传动链和交换齿轮;用设有故障诊断功能的可编程序控制器,控制工作循环和变换切削参数;发展了数字控制非圆齿轮插齿机和适应控制滚齿机;在滚齿机上用电子传感器检测传动链运动误差,并自动反馈补偿误差等。 1884年,美国的比尔格拉姆发明了采用单刨刀按展成法加工的直齿锥齿轮刨齿机;1900年,美国的比尔设计了双刀盘铣削直齿锥齿轮的机床。 由于汽车工业的需要,1905年在美国制造出带有两把刨刀的直齿锥齿轮刨齿机,又于1913年制成弧齿锥齿轮铣齿机;1923年,出现了准渐开线齿锥齿轮铣齿机;3 0年代研制成能把直齿锥齿轮一次拉削成形的拉齿机,主要用于汽车差动齿轮的制造。 40年代,为适应航空工业的需要,发展了弧齿锥齿轮磨齿机。1944年,瑞士厄利康公司制成延长外摆线齿锥齿轮铣齿机;从50年代起,又发展了用双刀体组合式端面铣刀盘,加工延长外摆线齿锥齿轮的铣齿机。
齿轮计算方式 已知中心距128,Z1=41 Z2=20 .怎么求斜齿轮法向模数、螺旋角 标准中心距 a = Mt ( Z1 + Z2 ) / 2 = Mt (41+20)/2=128,所以,齿轮端面模数Mt=4. ; 根据齿轮知识、Mt的数值,选取标准法面模数4; 法面模数Mn = Mt cosβ, 所以,cosβ = 4 / 4.; β = °=17°36′45″ 外啮合变位,已知变位系数,求中心距: 1.先算未变位时中心距a=m(z1+z2)/2 2.再求变为后的啮合角invα′=2(x1+x2)×tanα/(z1+z2)+invα 3.计算变位后的中心距a′=a×cosα/cosα′ 如果是斜齿轮,那么: a=m(z1+z2)/(2cosβ) invαt′=2(xn1+xn2)×tanαn/(z1+z2)+invαt a′=a×cosαt/cosαt′ 例: 已知中心距=450,Z1=65, Z2=33
18367347.949 450t 450 2/)6533(===+M Mt 根据齿轮知识、Mt 的数值,选取标准法面模数9。 法面模数Mn = Mt cos β , cos β=9/9.= Β=11°28′42″ d=ZMt=ZMn/cos β=65*9/=596.=d1 d=ZMt=ZMn/cos β=33*9/==d2 例: 已知中心距=430, Z 1=100, Z 2=21 1074380165.75 .60430t 430 2/)10021(===+M Mt 根据齿轮知识、Mt 的数值,选取标准法面模数7。 法面模数Mn = Mt cos β , cos β=7/= β=9°58′30″ d=ZMt=ZMn/cos β=100*7/==d1 d=ZMt=ZMn/cos β=21*7/==d1
第四章 齿轮加工机床 1.分析比较应用范成法与成形法加工圆柱齿轮各有何特点? 答:成形法加工齿轮,要求所用刀具的切削刃形状与被切齿轮的齿槽形状相吻合。例如:在铣床上用盘形或指形齿轮铣刀铣削齿轮,在刨床或插床上用成形刀具刨削或插削齿轮等。通常采用单齿轮成形刀具加工齿轮,它的优点是机床较简单,也可以利用通用机床加工。缺点是对于同一模数的齿轮,只要齿数不同,齿廓形状就不相同,需采用不同的成形刀具;在实际生产中加工精度较低,生产效率也较低。范成法切齿所用刀具切削刃的形状相当于齿条或齿轮的轮廓,它与被切齿轮的齿数无关,因此每一种模数,只需用一把刀具就可以加工各种不同齿数的齿轮。这种方法的加工精度和生产率一般比较高,因而在齿轮加工机床中应用最广。 2.在滚齿机上加工直齿和斜齿圆柱齿轮,大质数直齿圆柱齿轮,用切向发加工蜗轮时,分别需要调整哪几条传动链?画出传动原理图,并说明各传动链的两端件及计算位移是什么? 答:(1)加工直齿圆柱齿轮时,需要调整主运动传动链,范成运动传动链和轴向进给运动传动链。传动原理图见图4-2,其中主运动的传动链的两端件是电动机—滚刀主轴Ⅷ,计算位移是:电动机电n —滚刀主轴(滚刀传动)刀n ;范成运动传动链的两端件是滚刀主轴(滚刀转动)—工作台(工件转动),计算位移是:滚刀主轴转一转时,工件转可k/z 转;轴向进给传动链的两端件是工作台(工件移动),计算位移是:工作台每转一转时,刀架进给F。 (2)加工斜齿圆柱齿轮时,比加工直齿圆柱齿轮时多一条附加运动传动链,其两端件是滚刀刀架(滚刀移动)—(作台工件附加转动),计算位移是:刀架沿工件轴向移动一个螺旋线导程L时,工件应附加转±1转。传动原理图见图4-3。 (3)加工大质数直齿圆柱齿轮时,需要调整主运动传动链,与加工直齿圆柱齿轮相同;范成运动传动链:两端件是工作台,计算位移是:工作台转k/z 转,工作台附加转(k/z —k/0z )转。传动原理图见图4-3(p b )4.用切向法加工蜗轮时,需要调整主运动传动链,范成运动传动链和切入进给运动,见图4—4C ,4—4D 。 3.滚齿机上加工斜齿圆柱齿轮时,工件的范成运动(12B )和附加运动(22B )
滚齿机工作原理-功能分析-介绍
功能原理设计 随着现代设计方法的发展及应用越来越广泛,人们对系统原理设计时常采用一种“抽象化”的方法---“黑箱法”。之所以称为“黑箱法”是因为对于待设计产品来说,在求解之前,犹如一个看不见内部结构的“黑箱子”。这种“黑箱”只能用来描述系统的功能目标,“黑箱”的内部结构需要设计人员进一步构思的设计。由此可知,“黑箱法”是根据系统的输入、输出关系来研究实现系统功能目标的一种方法,即根据系统的某输入及要求获得某种输出要求,从中寻找某种原理来实现输入---输出之间的转化,得到相应的解决办法,从而推求出“黑箱”的功能结构,使“黑箱”变成“白箱”的一种方法。 1、黑箱法寻找总功能的转化关系 物料流包括材料、毛坯半成品、成品,液体、气体等各物体;能量流包括电能、光能、机械能、热能、核能等;信号流包括数据、测量值、控制信号、波形等。通过对Y38滚齿机的综合分析,可得以下“黑箱”示意图
通过黑箱法分析,滚齿机是将轮坯通过一定的加工过程,最终得到所需产品—齿轮的机器。该过程有各种能量的交换、损失,同时还与外界的环境密切相关。 2、滚齿加工原理 齿轮是现代机械传动中的重要组成部分。从国防机械到民用机械,从重工业机械到轻工业机械,无不广泛的采用齿轮传动。随着汽车、机械、航天等工业领域的高速发展,对齿轮的需求量日益增加,对齿轮加工的效率、质量及加工成本的要求愈来愈高,滚齿机是齿轮加工加床中的一种,由于滚齿机既适合高效率的齿形粗加工,又适合中等精度齿轮的精加工,因此受到广泛的应用。为此滚齿机的研究仍是大家努力的方向 齿轮加工机床的种类繁多,构造各异,加工方法也不相同,齿形加工可按在加工中有无切屑而区分为无屑加工和切削加工两大类。 无屑加工包括热轧、冷轧、压铸和粉末冶金等,无屑加工生产率高,材料消耗少,故成本低,但加工精度不高。 (1)冷轧
标准齿轮模数齿数计算公式汇总
标准齿轮模数齿数计算公式 找对应表太不现实了! 告诉你一简单的: 齿轮的直径计算方法: 齿顶圆直径=(齿数+2)*模数 分度圆直径=齿数*模数 齿根圆直径=齿顶圆直径-(4.5×模数) 比如:M4 32齿34*3.5 齿顶圆直径=(32+2)*4=136mm 分度圆直径=32*4=128mm 齿根圆直径=136-4.5*4=118mm 7M 12齿中心距D=(分度圆直径1+分度圆直径2)/2就是 (12+2)*7=98mm 这种计算方法针对所有的模数齿轮(不包括变位齿轮)。 模数表示齿轮牙的大小。 齿轮模数=分度圆直径÷齿数 =齿轮外径÷(齿数-2) 齿轮模数是有国家标准的(GB1357-78) 模数标准系列(优先选用)1、1.25、1.5、2、2.5、3、4、5、6、8、10、12、14、16、20、25、32、40、50 模数标准系列(可以选用)1.75,2.25,2.75,3.5,4.5,5.5,7,9,14,18,22,28,36,45 模数标准系列(尽可能不用)3.25,3.75,6.5,11,30
上面数值以外为非标准齿轮,不要采用! 塑胶齿轮注塑后要不要入水除应力 精确测定斜齿轮螺旋角的新方法 Circular Pitch (CP)周节 齿轮分度圆直径d的大小可以用模数(m)、径节(DP)或周节(CP)与齿数(z)表示 径节P(DP)是指按齿轮分度圆直径(以英寸计算)每英寸上所占有的齿数而言 径节与模数有这样的关系: m=25.4/DP CP1/8模=25.4/DP8=3.175 3.175/3.1416(π)=1.0106模 1) 什么是「模数」? 模数表示轮齿的大小。 R模数是分度圆齿距与圆周率(π)之比,单位为毫米(mm)。除模数外,表示轮齿大小的还有CP(周节:Circular pitch)与