深圳德美龙电器有限公司生产工艺流程图
QC
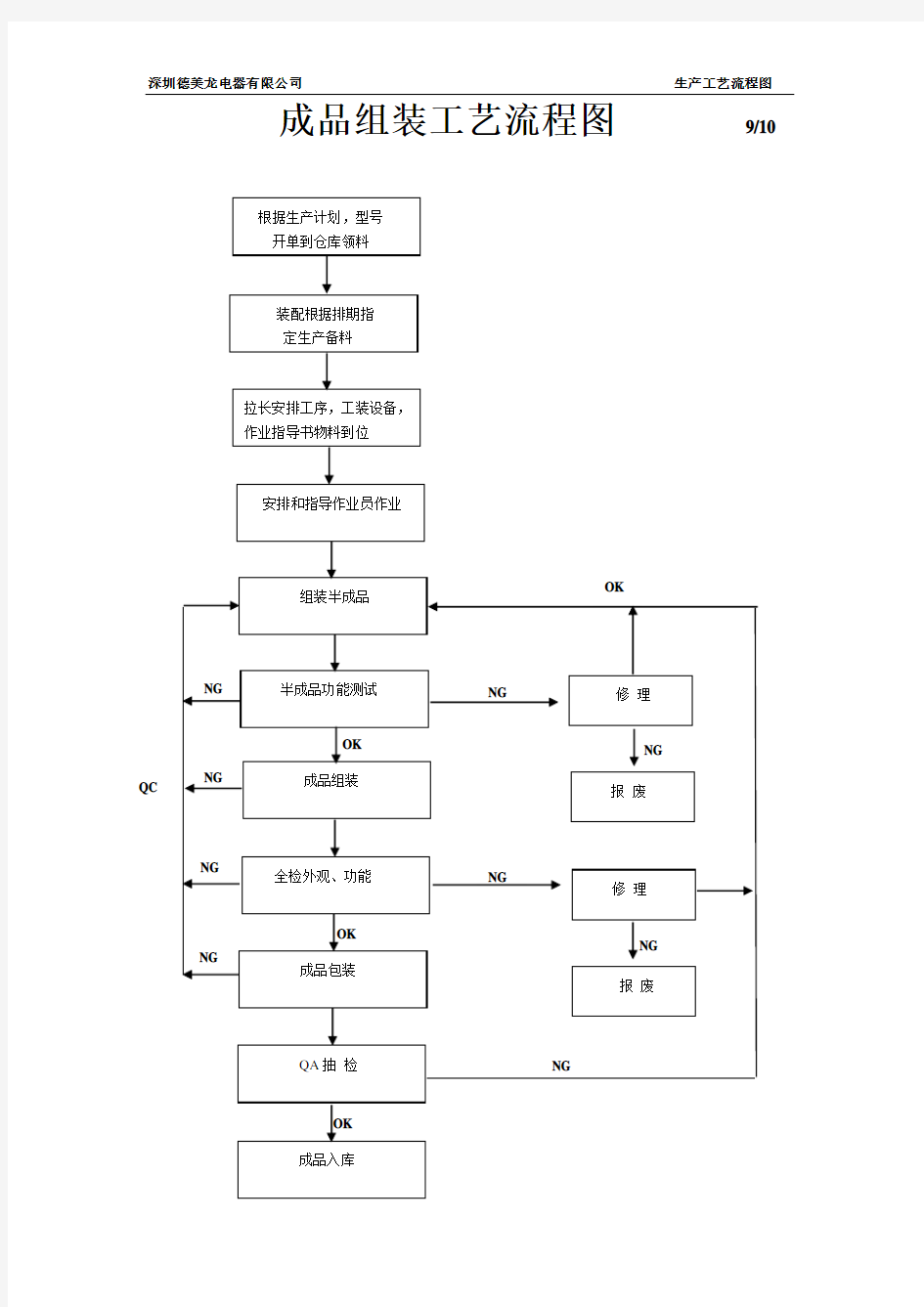
成品组装工艺流程图9/10
车间生产工艺流程图 实木车间 1.文件柜类:素板→大平砂→开毛料→贴面→精截→封边→钻孔→ 试装→半成品 2.茶几或沙发架: 锯材→干燥→截断→纵剖→压刨→划线→铣型→ 开榫头、榫槽→钻孔→手工组装→打磨→半成品 3.班台或会议桌: 素板(锯材)→大平砂(干燥)→开毛料(截断)→加厚 (纵剖)→精截(压刨)→加宽(胶贴)→贴面(热压)→ 铣型(精截)→手工组装(包括打磨、打腻子、封边、 钻孔)→试装→半成品 油漆车间 白坯→机磨(大平面)→手磨(小面、曲边)→擦色(打水灰、打底得宝、打腻子)→机磨(大平面)→手磨(小面、曲面)→PU(第1道底漆)→ 机磨(打平面)→手磨(小面、曲面)→PE(第2道底漆)→打磨(机磨、 手磨)→修补→修色→手磨→面漆→干燥→试装→包装 板式车间 1.开料→手工→封边→钻孔→镂铣、开槽→清洗→试装→包装 2.开料→力刨→涂胶→贴面→冷压→精截→手工→封边→钻孔 →镂铣、开槽→清洗、修边→试装→包装 沙发车间 裁皮、开棉→打底(电车)→粘棉→扪皮(组装)→检验→包装
转椅车间 裁布(皮)、开棉→车位、粘绵→扪皮→组装→检验→包装 屏风车间 开料(铝材)→喷胶→贴绵→扪布(打钉)→组装→试装→包装 五金车间 1.椅架类: 开料→弯管→钻孔、攻牙→焊接→打磨→抛光→喷涂 2.钢板类: 开料→冲板(圆孔、圆凸、方孔、方凸、小梅花、大梅花、 网孔、菱凸)→折弯→焊接→打磨→喷涂 3.台架类: 开料→冲弯→钻孔、攻牙→焊接→打磨→抛光→喷涂 4.电镀类: 开料→开皮→冲弯→焊接→打磨→精抛→电镀 总:开料(裁剪、剪板)→制造(冲床、弯管、钻孔、攻牙)→成型(焊接、打磨、抛光)→喷涂、电镀 喷涂车间 清洗→凉干→打磨→喷漆(喷粉)→电烤→包装
1 附件1: 牙科综合治疗机装配工艺流程图 治疗机 脚开关 副箱体 助手架 器械臂 灯、灯臂 主箱体 检验 LCD 观片灯 器械盘 检验 包 装 检 验 医生座椅 座 垫 靠 背 头 枕 俯仰系统 升降系统 牙科椅 机椅对接 检验 包装 入库
附件2:总概算表(单位:万元) 序号工程和费用名称建筑 面积 (m2) 建筑工程设备及安装工程 工器具 及生产 家具 其它 费用 合计 一般 土建 给排 水 暖通 空调 电力 电讯 照明小计 设备 购置 设备 安装 小计 1 工程费用 建筑工程 1.1.1 总装1、2车间2010 1.1.2 总装3、4车间1185 1.1.3 手机零件加工中心505 1.1.4 生产楼改造2330 1.1.5 办公楼改造2285 1.1.6 成品库扩建大棚500 2
序号工程和费用名称建筑 面积 (m2) 建筑工程设备及安装工程 工器具 及生产 家具 其它 费用 合计 一般 土建 给排 水 暖通 空调 电力 电讯 照明小计 设备 购置 设备 安装 小计 1.1.7 建筑物给排水 1.1.8 厂区给水及排污设施 1.1.9 建筑物电气改造 工艺设备 1.2.1 手机事业部2125.7 2125.7 1.2.2 生产部 1.2.3 技术质管部 网络系统 运输车辆 燃气锅炉 3
序号工程和费用名称建筑 面积 (m2) 建筑工程设备及安装工程 工器具 及生产 家具 其它 费用 合计 一般 土建 给排 水 暖通 空调 电力 电讯 照明小计 设备 购置 设备 安装 小计 压缩空气 厂区工程 厂大门、围墙改造 厂区绿化 职业安全卫生费用 小计8815 3172.2 2 其他费用 建设单位管理费 工程监理费 勘察设计费 4
装配式建筑施工工艺流程实例图解 装配式建筑已不在陌生,特别在近几年,3D打印技术的出现之后,装配式建筑将会成为新型建筑主流。作为一名工程人,一定要知道装配式建筑的施工工艺流程。下面我们就一起对比分析装配式与传统建筑的5大优势有哪些? 装配式建筑施工工艺流程工艺流程图解: 1、安装外墙板(三明治夹心保温板) 2、墙板连接件安装、板缝处理。 3、叠合梁安装 4、内墙板安装。 5、柱、剪力墙钢筋绑扎。 6、电梯井道内模板安装。 7、剪力墙 9、墙柱模板拆除、楼板支撑搭设、安装叠合式楼板。 10、吊装楼梯梯段。 11、工作面安装安全防护措施。 12、楼板拼缝处抗裂钢筋安装。 13、楼板内预埋管线安装、面层钢筋绑扎。 14、楼板混凝土浇筑。 15、进入上一层结构施工,拆除栏杆,吊装外墙板。 装配式建筑工艺与传统建筑工艺对比的5大优势: 1、施工现场施工取消外架,取消了室内、外墙抹灰工序,钢筋由工厂统一配送,楼板底模取消,墙体塑料模板取代传统木模板,现场建筑垃圾可大幅减少。
装配式: 传统式: 2、PC构件在工厂预制,构件运输至施工现场后通过大型起重机械吊装就位。操作工人只需进行扶板就位,临时固定等工作,大幅降低操作工人劳动强度。 装配式: 传统式: 3、门窗洞预留尺寸在工厂已完成,尺寸偏差完全可控。室内门需预留的木砖、砼块在工厂也完成,定位精确,现场安装简单,安装质量易保证。 装配式: 传统式: 4、保温板夹在两层混凝土板之间,且每块墙板之间有有效的防火分隔,可以达到系统防火A级,避免大面积火灾隐患。且保温效果好,保温层耐久性好,外墙为混凝土结构,防水抗渗效果好。 装配式: 传统式: 5、取消了内外粉刷,墙面均为混凝土墙面,有效避免开裂,空鼓、裂缝等墙体质量通病,同时平整度良好,可预先涂刷涂料或施工外饰面层或采用艺术混凝土作为饰面层,避免外饰面施工过程中的交叉污损风险。 装配式: 传统式: 工程人,每天学一点儿,进步一点!
说明: 下料:采用数控火焰切割机、根据产品要求,编写下料程序,进行下料; 前机架组装 ( 一序组装 ) :即机头组装,将下好料的各个单件、按照组装工艺,进行组装,点固焊接; 前机架焊接(填平焊接):将机头按照焊接工艺规程,将开坡口的焊缝填 充平整; 前机架 UT:将机头按照焊接工艺规程,将开坡口的焊缝填充平整的焊缝,按照NB/T47013.3 进行超声波进行检测; 前机架焊接(盖面焊接):将机头按照焊接工艺规程,将焊好的焊缝进行 加强角焊缝焊接; 一序校形:即对前机架按照工艺要求进行火焰矫正; 整机架组装 ( 二序组装 ) :即后机架与机头组装,将下好料的各个单件、按照
整体组装工艺,进行组装,点固焊接; 整体焊接:按照焊接工艺规程,进行焊接; UT探伤:对整体机架要求们的探伤焊缝按照NB/T47013.3 进行超声波进行检测; 二序校形:即对整机架按照工艺要求进行火焰矫正; 热处理:按照热处理工艺,对机架进行去应力退火; 一次粗抛丸:对热处理后的机架,进行简单的喷砂处理,方便进行 MT检测和焊缝精修; 二次抛丸:按照抛丸要求,进行喷砂处理; 喷底漆:按照涂装工艺进行喷涂油漆 机加工:按照机加工工艺进行加工;
配焊:按照配焊工艺,对机架小件装配并焊接 局部手工抛丸:对机加工面进行局部喷砂处理 机架防腐:按照涂装工艺要求,进行喷漆处理 配装:将机舱附件按照装配工艺,进行装配及装箱 终检:检验根据要求,对整体机架按要求验收,达发货状态包装、入库:产品合格后,按照要求进行包装
下料 一序矫形 整体机架组装(二序组装) 一次粗抛丸 精修打磨 配焊 清理打磨 配装机座加工工艺流程图如下: 前机架组装 ( 一序组装 ) 前机架焊接 ( 盖面焊接 ) 整体焊接 热处理(去应力 退火) MT 探伤 机械加工 清洗 机座防腐 精品文档 前机架焊接 (填平焊接) 前机架 UT UT探伤 二序矫形 二次精抛丸 喷底漆 局部手工抛丸 补底漆
微组装工艺流程 基板的准备 分为电路软基板(RT/DUroid5880 )的准备和陶瓷基板(AL2O3)的准备。电路软基板要求操作者戴指套,将电路软基板放在干净的中性滤纸上,按图纸用手术刀切割电路板边框线和去除工艺线。要求电路软基板的图形符合图纸要求,表面平整,没有翘曲,外形尺寸比图纸小伽?mm,切面平整。工 艺线的去除切地,切口断面与代线平面垂直,手指不允许不戴指套接触镀金层,以免造成氧化。陶瓷基板的准备,要求用细金刚砂纸打磨陶瓷基板,使边缘整齐, 无毛刺、无短路,然后用纯净水洗净。 基板清洗 基板的清洗,通过超声清洗进行。超声清洗是利用超声波在清洗液中的辐射, 使液体震动产生数万计的微小气泡,这些气泡在超声波的纵向传播形成的负压区产生、生长,而在正压区闭合,在这种空化效应的过程中,微小气泡闭合时可以产生超过1000 个大气压的瞬间高压,连续不断的瞬间高压冲击物体表面,使物体表面和微小缝隙中的污垢迅速剥落。因此,超声波清洗对物体表面具有一定损伤性, 经过多次实验(此实验未记录实验数据),确定合理的超声功率、去离子水用量以及清洗液的高度和清洗时间。具体清洗流程及参数设置如下:打开超声清洗机,功率调至100瓦,加入去离子水,液面高度为60 mm?80 mm之间。将电路软基板或陶瓷基板放入瓷盒中,倒入HT1清洗液,液面略高基板上表面 3 mm?5 mm,然后将整个瓷盒放入超声清洗机的支架上(水面低于清洗液 2 mm?3 mm),清洗时间为Xmin? Xmin。将95%乙醇倒入瓷盒,液面略高于基板上表面 3 mm?5 mm,然后将整个瓷盒 放入超声清洗机的支架上(水面低于清洗液 2 mm?3 mm),清洗时间为Xmin? Xmin。将清洗完毕的基板放入X C±3C的烘箱中烘后,放入氮气保护柜。通过上述多次实验后确定的清洗工序,清洗完成后的基板表面无油污、杂质等残留物。 腔体的准备和清洗腔体的准备主要是用手术刀打净毛刺,再用洗耳球打磨毛刺形成的杂质。腔体的清洗使用超声波清洗机,具体清洗流程及参数设置如下:打开超声清洗机,功率调至100瓦,倒入HT1清洗液,液面高度为60 mm?80 mm之间,将腔体放入超声清洗机清洗液中,液面略高腔体上表面 3 mm?5 m,且液面高度不得超过80 m,清洗时间为Xmin?Xmin。将95%乙醇倒入超声波清洗机中,液面高度为60 mm?80 mm之间,将腔体放入超声清洗机清洗液中,液面略高腔体上表面 3 m?5 m,且液面高度不得超 过80 mm,清洗时间为Xmin?Xmin。将清洗完毕的基板放入X C±3C的烘箱中烘后,放入氮气保护柜。通过上述多次实验后确定的清洗工序,清洗完成后的腔体表面无油污、杂质等残留物。
总装工艺卡 共1页第1页 工 序号操作容 工具和 设备 1 将气缸体洗干净放在工作台上,主轴承号和连杆轴承号的选择,缸体上面总共有7位数,为主轴承孔的号数,缸体下面为6位数为连杆大头孔的号数。轴的直径号数要在曲轴上查找,在曲轴的曲柄销上,从右到左7个位分别代表7个位主轴的直径的 号数 2 在中央的平衡块上,从右到左有6个位分别代表1到6个连杆轴颈的直径的号数 主轴承号=主轴孔+主轴颈号 连杆轴承号=连杆大头孔数+连杆轴颈号 项目数量零件编号零件名称分组号 3 装 配 名 称 主轴承号和连杆轴承号的选择关键项 工艺编号
总装工艺卡 共1页第1页 工 序号操作容 工具和 设备 1 安装之前要清洗油孔和螺丝孔(用压缩空气)。把缸体正直平放。安装主轴承,有油槽并且带油孔的安装轴承必须安装在轴承座孔中,主轴承必须正确安装,如果安装错误,可能堵住油孔,造成曲轴烧坏。轴承安装好后,在每个轴承上涂一层机油。 2 装曲轴,主轴承安装好,把曲轴放在缸体上,安放时应小心谨慎,接下来安装止推轴承,油槽面的方向,在前面的朝前方,在后面的止推轴承油槽面朝后方。 项目数量零件编号零件名称分组号 安装时应根据主轴承盖上原来所到 的记号,按照1到7 的顺序装好,并 保证主轴承盖上向前的记号,朝向 发动机前方,然后按照双中间到两 边的原则,分两次到三次,将主轴 承盖螺栓上紧到规定的扭矩。 3 装 配 名 称 曲轴的安装过程关键项 工艺编号
总装工艺卡 共1页第1页工 序号操作容 工具和 设备 1 先把衬套用压力机压在连杆小头然后将活塞和连杆置于油中加热60~80摄氏度,取出后迅速擦净座孔,在衬套涂上一层润滑油,把连杆小头放入到活塞,把活塞销插入活塞,并用橡胶锤轻轻的敲击,直至配合到位,再装入挡圈。 2 安装时注意活塞的向前记号和连杆的向前记号都指向发动机前方。 在安装活塞之前要确认活塞和气缸套筒之间的间歇,选择适当厚度的厚薄规,放入气缸筒里面,然后插入活塞,这时活塞感到略微有阻力,说明间歇比较恰当,接下来判断活塞环在安装状态时的开口间歇应在规定的围,将活塞环顶入气缸套筒,用厚薄规测量其开口端的间歇,确定符合规定。 项目数量零件编号零件名称分组号活塞环的记号面朝上方,区别第一道气 环、第二道气环和油环,将选配好的活塞 与活塞环擦净,用活塞环扩器将活塞环撑 开、并装配到相应各缸活塞环槽上,认准 活塞环朝上的一面,用活塞环钳子依次装 上油环,第二、第一道气环,安装之后用 厚薄规检查活塞环与环槽侧面的间歇,在 规定的围,并加少量的润滑油,且注意三 道活塞环端口互错120°,以防开口重叠 时,混合气从开口处窜入曲轴箱,影响发 动机的动力性和润滑油的质量 3 装 配 名 称 活塞连杆的安装关键项 工艺编号
底盘车间工艺流程: 一、车架焊接:车架前段小总成焊接、车架前段总成拼焊、车架中段小总成焊接、车架中段总成拼焊、车架后段小总成焊接、车架后段总成拼焊、车架拼焊 二、车架喷漆 三、前后桥安装 四、制动元器件安装 五、方向机分装、安装,转向系统安装 六、制动管路安装 七、驱动电机安装 八、传动轴安装 九、润滑、调整、打钢印
车身车间工艺流程: 工位一 前后围骨架焊接工位 工位三 整车左右侧围骨架焊接工位 工位四 整车总拼工位 工位五 整车内蒙工位 工位六 整车外蒙工位 工位七 整车完工收尾工位 转出车身车间 工位二 顶盖骨架、蒙皮焊接工 位
涂装车间工艺流程: 漆前处理-底漆喷涂及烘烤-喷涂发泡-腻子刮涂-中涂喷涂及烘烤-面漆喷涂及烘烤-图案张贴喷涂及交检
总装车间工艺流程: 第一工位空调、主线束、雨刮器、气管路等装配、高压线系统铺设 第二工位地板、门框、网格板、示廓、天线、助力转向泵等装配、喇叭装配等 第三工位墙板、仓门锁、门泵托盘、前后灯具、倒车监视器、电子路牌、电动气泵、倒车蜂鸣器、牌照灯等装配第四工位前中后顶、风道、低压配电装配、驱动电机接线、DC/DC等装配 第五工位双排日光灯、回风滤网、高压配电等装配 第六工位地板革、侧边灯、电机驱动控制器、整车控制器等装配 第七工位侧窗玻璃、司机窗、门、踏步角铝、活动板、地板压条装配、制动器及牵引踏板接线、喇叭装配接线第八工位天窗、除霜机、仪表台、高位刹车灯、电池组装配、钥匙开关装配接线 第九工位前后挡风玻璃、内饰卡条、窗帘、电视机、制动系统等装配、控制器接线,空调接线 第十工位司机座椅、扶手、遮阳帘、内视镜、投币箱等装配、BMS系统接线 第十一工位门铃、倒车镜等装配、仪表电器装配接线 第十二工位座椅、保险杠、轮罩等装配 第十三工位低压电器检测、调试、高压系统检测、调试、系统启动调试、保洁
工艺流程简述: (1)插件:来料PCBA 线路板与电子元器件手工插件。 (2)焊锡:将线材与线路板使用电烙铁焊锡连接。 (3)组装:与外壳、塑胶配件、五金配件、电源等手工组装成成品。 (4)酒精擦拭:部分产品使用酒精清洁擦拭表面污渍。 (5)检测、包装入库:检测合格即可包装入库。 废电子料 五金配件、电源 电子元器件S 3废包装材料 废锡渣 1焊锡废气 无铅锡线、电子线材G 2有机废气
工艺流程简述: (1)点焊:项目电子产品的生产工艺较简单,首先用电烙铁将外购的PCBA 线路板与电子元件进行点焊连接。 (2)粘胶:项目部分电子元件需用黄胶进行粘贴,通过粘胶的方式将其固定在线路板上。 (3)组装:然后与外购的五金配件、塑胶配件用电批进行组装在一起。 (4)检测、包装:产品组装完成后,用测试设备对产品进行测试,检测合格后即 可将产品包装为成品。 成品 2焊锡废气、S 3废锡渣 S 5包装废料 S 4废电子料 1有机废气、S 6废胶罐
电子元器件生产工艺流程图及污染物标识(废水:W ;废气:G ;固废:S ;噪声: N ) 工艺简述: (1)绕线、剪线头:来料骨架使用绕线机将漆包线绕至骨架上,然后人工剪去多余线头。 (2)浸锡、补焊:将产品骨架针脚与漆包线接合处浸锡焊接,浸锡时需按一定比例加入一定量的环保助焊剂辅助焊接,少部分浸锡不合格产品使用电烙铁补焊连接。 (3)装磁芯、包胶带:人工将磁芯安装在骨架上,部分需用手啤机压合组装,然后在骨架上用包胶带机包裹上胶带。 (4)测试:用测试仪对产品半成品性能进行测试。 (5)浸油、烘烤:将产品送至含浸机中浸绝缘油,使产品具备绝缘性质,浸油时 包装出货 无铅锡条、无铅锡线 环保助焊剂1废线头 3废胶带 2有机废气 4废绝缘油及其包装物 5废包装材料 设备噪声 G 1焊锡废气、G 2有机废气 S 2废锡渣 N 设备噪声
底盘车间工艺流程: 一、车架焊接:车架前段小总成焊接、车架前段总成拼焊、车架中段小总成焊接、车架中段总成拼焊、车架后段小总成焊接、车架后段总成拼焊、车架拼焊 二、车架喷漆 三、前后桥安装 四、制动元器件安装 五、方向机分装、安装,转向系统安装 六、制动管路安装 七、驱动电机安装 八、传动轴安装九、润滑、调整、打钢印
车身车间工艺流程: 工位一 前后围骨架焊接工 位 工位二 顶盖骨架、蒙皮焊接 工 位 工位四 整车总拼工 位 工位三 整车左右侧围骨架焊接工 位 工位五整车 内蒙工位 工位六 整车外蒙工 位 工位七 整车完工收尾工 位 转出车身车 间
涂装车间工艺流程: 漆前处理-底漆喷涂及烘烤 -喷涂发泡-腻子刮涂-中涂喷涂及烘烤 -面漆喷涂及烘烤 -图案张贴喷涂及交检
总装车间工艺流程:第一工位空调、主线束、雨刮器、气管路等装配、高压线系统铺设 第二工位地板、门框、网格板、示廓、天线、助力转向泵等装配、喇叭装配等 第三工位墙板、仓门锁、门泵托盘、前后灯具、倒车监视器、电子路牌、电动气泵、倒车蜂鸣器、牌照灯等装配 第四工位前中后顶、风道、低压配电装配、驱动电机接线、DC/DC等装配 第五工位双排日光灯、回风滤网、高压配电等装配 第六工位地板革、侧边灯、电机驱动控制器、整车控制器等装配 第七工位侧窗玻璃、司机窗、门、踏步角铝、活动板、地板压条装配、制动器及牵引踏板接线、喇叭装配接线 第八工位天窗、除霜机、仪表台、高位刹车灯、电池组装配、钥匙开关装配接线 第九工位前后挡风玻璃、内饰卡条、窗帘、电视机、制动系统等装配、控制器接线,空调接线 第十工位司机座椅、扶手、遮阳帘、内视镜、投币箱等装配、BMS系统接线 第十一工位门铃、倒车镜等装配、仪表电器装配接线 总装车间工艺流程:(调整)第一工位空调外机、气管路、高压线系统铺设、安全天窗、橡皮挡泥板、风道内衬板、 第十二工位座椅、保险杠、轮罩等装配 第十三工位低压电器检测、调试、高压系统检测、调试、系统启动调试、保洁
装配工艺流程 一、参照《万用表的设计与组装实验指导书》,熟悉每一个零部件及其装配过 程。 二、对照材料配套清单,清点元件数量及认识器件外形。 三、焊电路板(应选用30W—50W烙铁,含锡60%以上焊锡丝,松香) 焊接顺序是先焊接紧贴在线路板上的元件,再焊接高出线路板的元件。 注意电阻的阻值及二极管、电解电容的型号和方向。 1、焊接分流器R28请注意焊接位置,超过线路板平面最好不超过2mm,最低以 刚好能焊接牢固正好。 2、焊4个输入插管,将输入插管从焊接面(铜锡面)插入线路板下部相应插孔, 并使输入插孔垂直于线路板方可焊接。 3、焊电位器WH1,将WH1从线路板焊接面(铜箔面)插入线路板右上角相应 插孔,焊接时用烙铁尽可能的快一点(不超过5秒)焊牢,时间长会影响电位器3个铆合点的接触可靠性。 4、焊晶体管插座方法如下:先在元件内找出晶体管插片,6个形状一样的细长 条铜片,将铜片依次插入晶体管插座(形状是长方形带6个小扁空的塑料块),上部不得超过塑料块平面,并将下部伸出部分折弯,将折弯部分紧贴在线路板左上角相应位置并焊牢。 注意:晶体管插座、电位器wh1及四个输入插孔都应焊在线路板铜箔面。 四、整机装配 面板+表头一体化结构;PVC铭牌、标志已贴好;弹簧、钢珠及电刷旋钮、档位开关旋钮已装好。 1.将V型电刷片放入电刷旋钮的方框内(参见实物照片),方位是正对档位开关旋钮的白色指示箭头。 2.将电池夹插入表头背面的相应插孔内,1.5V正极用小夹片,1.5V负极及9V正、负极都用大夹片,并在1.5V正极到9V负极之间用短线连接焊牢。 3.将焊接好的线路板按规定卡在万用表的面板背面的三个卡钩上,焊接1.5V负极线,9V正极线、1.5V正极线既可焊在1.5V正夹上,也可焊在9V负夹上,表头正线可焊在D3负端,表头负线可焊在R25接地端,也可在卡入线路板之前焊表头引线,分别焊在B+、B-位置调试 五、整机调试(见整机调试方法)。