1
高分子材料的纤维化技术及成纤结构控制
薛元
(嘉兴学院 材料与纺织工程学院)
1. 前言
纤维的定义是沿长度方向的尺寸远远大于粗度方向尺寸的物体。更进一步的说,作为高分子材料的特征,材料的性质还将依赖于高次构造的变化而有着显著的变化。(此处高次构造是指结晶与非结晶,微元纤化,纤维的皮芯,异型变等)因此,高分子的纤维化技术的本质包含了两方面的内容:制做细而长的物体以及如何控制其高次结构。从制作细而长的物体的视点出发,着重变形和温度变化等材料的宏观行为,为此要求移动现象论的思维方法。与此相对高次构造的控制,则着重研究材料的微观行为特性,为此,材料科学的观点是重要的。即为了理解纤维化技术,有必要从宏观向微观,从外部现象到内部本质,从材料的不同组合到物质分子结构的组合与分子链排列顺序的控制进行转换。本论文着重要叙述的是在熔融纺丝工艺中在高数米的
装臵内,调整纤维的制造工艺进行纳米水平(10-9)的高次构造控制。
2.高分子材料的纤维化技术
作为化学纤维制造工序的纺丝有熔融纺丝和溶液纺丝,即通过溶解,赋予材料足够的流动性。在由融解而获得流动性的场合,一般采用熔融纺丝,使用溶媒进行融解的场合优势法纺丝和干法纺丝。在此,有时也会出现由于熔融仍不能获得充分的流动性,而在材料升温时在熔解前及产生了热分解,或者即使融解由于分子量高仍不能获得充分的流动性。
熔融纺丝的装臵如图1。由于螺杆纺丝机一边挤出一边加热熔融的材料,由计量泵计量后经纺丝喷嘴挤出纺丝。经设臵在下方的卷曲装臵卷曲而得到纤维。在纺丝线上设臵了保温筒、冷却筒、卷曲罗拉等装臵。一般经此种工艺纤维的高次构造还没有发展到能作为纤维使用的微细构造。为控制其纤维构造,必须经如图2所示的装臵经牵伸和热处理工序,也可将后加工工序直接相连,称为纺丝直接牵伸一步法。此处被纤维所要求的的高次构造可充分发挥分子内的共有结合力,使分子链沿纤维轴向高度取向,并经热处理,使其形成充分发达的结晶构造。 可是由于访粘法、循环上浆法等无纺制造工艺及其纤维化机理与熔融纺丝法大致相同。此时与后面叙述的超高速纺丝法相同都是经纺丝直接得到纤维二不需经牵伸和热处理工序而直接得到构成制品的纤维。所以熔融纺丝法是重要的。
3.熔融纺丝过程的动力学
不限于熔融纺丝,为了使高分子材料的熔融会、流动化,对其施加力使其边变形边冷却,使其具有某种形态。为了解析熔融成形工艺,必须连立求解:物质守恒方程;运动量守恒方程;热平衡方程;本构方程。图3为表达熔融纺丝工艺的模型。下面给出上述方程式。此外,假定纤维非常细,纤维断面内的所有参数是常数。离纺丝喷嘴的距离为X ,时间t 为独立变量,由此可导出如下的平衡方程式:
物质守恒方程式:从纺丝板喷出的流体在沿纺丝线移动的过程中高聚物的质量不变,A 、V 分别为纺丝线的截面积和某时刻其移动的速度,则:
0)(=??+??X
AV t A (1) 力平衡方程:纺丝线上的张力F 的平衡式。式中第一项为材料的移动速度变化时产生的惯
2
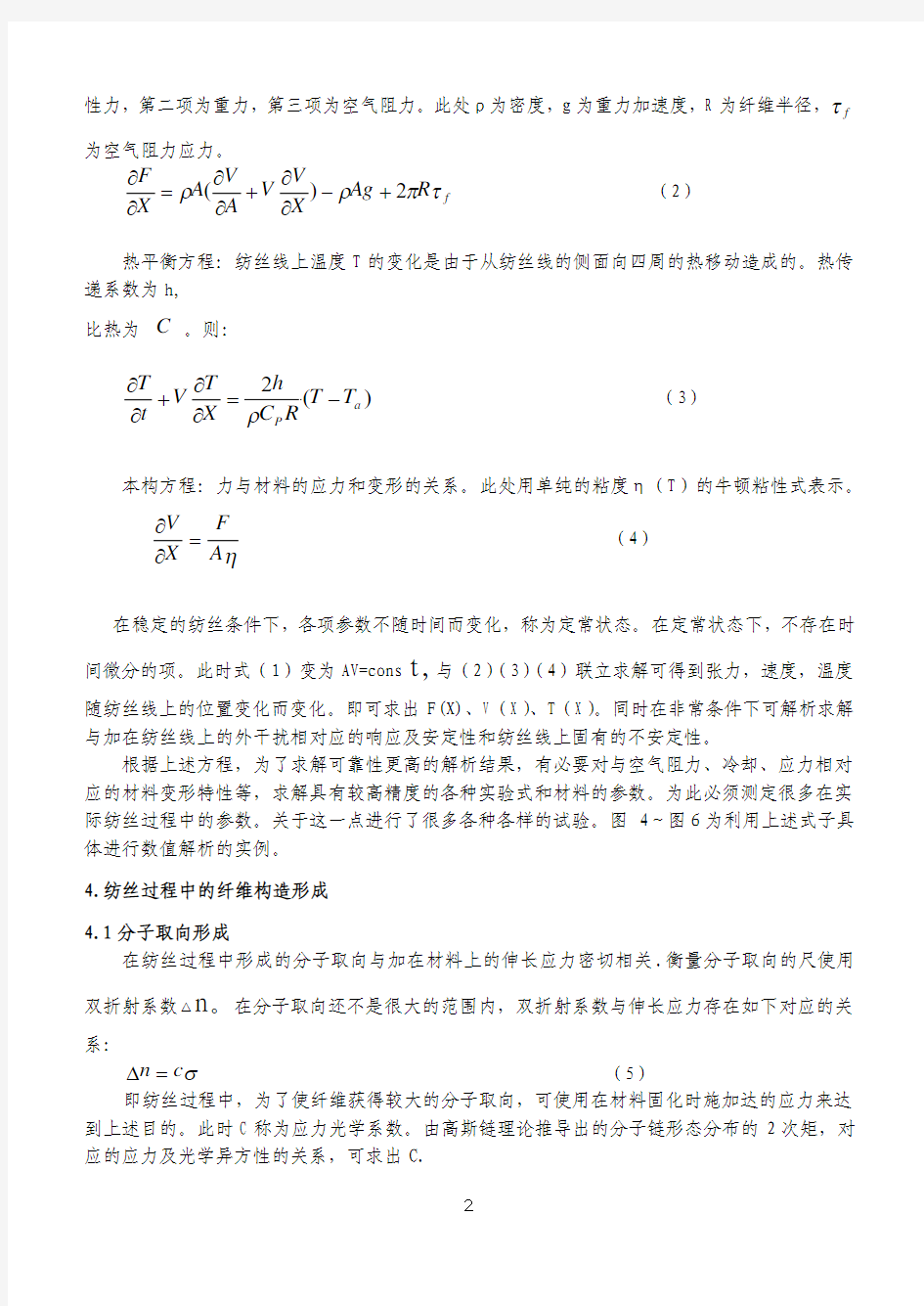
性力,第二项为重力,第三项为空气阻力。此处ρ为密度,g 为重力加速度,R 为纤维半径,f τ为空气阻力应力。
f R A
g X
V V A V A X F τπρρ2)(+-??+??=?? (2)
热平衡方程:纺丝线上温度T 的变化是由于从纺丝线的侧面向四周的热移动造成的。热传递系数为h,
比热为C 。则:
)(2a P T T R
C h X T V t T -=??+??ρ (3)
本构方程:力与材料的应力和变形的关系。此处用单纯的粘度η(T )的牛顿粘性式表示。 η
A F X V =?? (4)
在稳定的纺丝条件下,各项参数不随时间而变化,称为定常状态。在定常状态下,不存在时间微分的项。此时式(1)变为AV=cons t,与(2)(3)(4)联立求解可得到张力,速度,温度随纺丝线上的位臵变化而变化。即可求出F(X)、V (X )、T (X )。同时在非常条件下可解析求解与加在纺丝线上的外干扰相对应的响应及安定性和纺丝线上固有的不安定性。
根据上述方程,为了求解可靠性更高的解析结果,有必要对与空气阻力、冷却、应力相对应的材料变形特性等,求解具有较高精度的各种实验式和材料的参数。为此必须测定很多在实际纺丝过程中的参数。关于这一点进行了很多各种各样的试验。图4~图6为利用上述式子具体进行数值解析的实例。
4.纺丝过程中的纤维构造形成
4.1分子取向形成
在纺丝过程中形成的分子取向与加在材料上的伸长应力密切相关.衡量分子取向的尺使用双折射系数△n 。在分子取向还不是很大的范围内,双折射系数与伸长应力存在如下对应的关系:
σc n =? (5)
即纺丝过程中,为了使纤维获得较大的分子取向,可使用在材料固化时施加达的应力来达到上述目的。此时C 称为应力光学系数。由高斯链理论推导出的分子链形态分布的2次矩,对应的应力及光学异方性的关系,可求出C.
3 )()2(4522122ααπ-+=n
n KT C (6) 此处n 为平均折射率,(21αα-)为自由结合链的构造要素的分极率异方性,K 为波尔兹曼常数。
4.2结晶化: 可使用下述式子来表达非等温结晶化过程。 {}?--=∞t n c c Kdt X t X 0/)(exp 1)( (7)
此处K 表示结晶化速度。结晶化速度由于温度的变化而发生显著的变化。一般在玻璃化转变温度以下或融点温度以上时,结晶化速度为零。温度在熔点温度与结晶化温度之间的中点附近时取最大值。同时结晶化速度与分子取向也存在较大的依存性。分子取向越大结晶化速度越快。定性地说就是当分子取向增加时,结晶和融体之间的熵差越来越小,其结果导致平衡融点温度上升。图7表示了温度与结晶化速度的关系。式(7)表明指数函数中结晶化速度的时间积分越大结晶化速度越大。所以在实际的放丝过程中,为了使纤维充分地结晶化,重要地是调节纺丝工艺条件,控制加工工艺,使材料尽可能地处于结晶化速度最大的温度,应力领域。表1给出了基于上述考虑,相对于主要的方丝条件,其分子取向度和结晶化度的变化方向。
表1 取向度结晶度与纺丝工艺的关系
5.超分子结构的形成与纺丝工艺的关系
过去是分别考虑纺丝工艺过程的移动现象论和纤维构造形成机理。实际上这两个要素是互相影响的。首先,伴随着结晶化而有潜热放出,这将会对纺丝线的冷却过程产生影响。如果考虑结晶化发热的影响,式(3)所示的热平衡方程可改写为:
t
X C H T T C h X T V t T c p a p ???+--=??+??)(2ρ (8) 式中,ΔΗ是单位质量的结晶化热。上式表明由于结晶热的放出而导致纺丝线丝条冷却过程的延迟。一般结晶化速度相对较大的高分子材料的结晶化随着冷却速度的增大结晶化向低温侧移动。同时在结晶化过程中,由于结晶化每单位时间放出的热量也增大,与急冷条件下吸收的热量正好取得平衡。
其次,考虑一下纺丝线上的固化现象,纺丝线上的温度由于放热而逐渐降低,材料的流动性也逐渐下降,直至到达某位臵不能产生变形。该点称为纺丝线上的固化点。当在纺丝线上不
产生材料的结晶化时,固化是由于玻璃化转移而产生的。高分子的玻璃状态在热的方面是非平衡的。其玻璃化转移温度、状态,从本质上说是受热及应力的履历的影响。可是在一般的纺丝工艺条件下,其玻璃化转移温度可以是认为不变的。另一方面在材料产生结晶化时,则由于结晶化而在纺丝线上产生固化点。如前所述,高分子材料的结晶化行为,受温度、应力的影响,而且其结晶化温度也变化。对纺丝线的细化轮廓和固化温度产生明显地影响。如果考虑这些因素,为了正确地把握纺丝行为,在对方丝过程的移动现象进行考察的同时,还必须考虑纺丝过程中构造形成因素的影响,将上述公式同时进行求解。
6.先进纤维化技术:
用于熔融纺丝的初期纤维化技术只是简单地将高分子材料从圆形的纺丝喷嘴中吐出,用较低的速度进行卷曲,更进一步地进行牵伸和热处理工艺。近年来以材料的差别化和纺丝工艺的合理化为目标,开发了很多特殊的纤维化技术。这些新技术最基本的仍然以高分子材料自身的差别化,加工条件的扩展、极端化,纤维形态构造的多样化复杂化,以及它们的组合而构成。
此处以“熔融纺丝的移动现象论与构造形成的关系及其重要型”这样一个视点出发,介绍若干具有深刻意义的纤维化技术。
6.1超高速纺丝
随着熔融纺丝的纤维卷曲速度的高速化,纺丝应力增大。随着纺丝应力增大分子取向增大的同时,结晶化速度也增大。当由于高速化而导致结晶化的速度超过由于冷却而导致的结晶化时,在纺丝线上就会产生结晶化。我们把这种现象称为取向结晶化。所谓超高速纺丝,就是利用取向结晶化,使纤维的高次结构充分发展,提供可共实用的纤维,即直经纺丝工序的直接制造方法。
PET纤维的双折射系数、密度与纺丝速度的依存性见图9。此处双折射系数代表了材料分子取向、密度的结晶化度的物理参数。随着纺丝速度的增大,双折射系数的变化呈S形曲线增长,与此相对密度从纺速4~5km/min开始剧增,如图所示的广角X纤衍射图可以看出,以此速度为界,纤维开始产生取向结晶化。
进一步测定纺丝线上纤维细化过程的结果,如图10所式。纺丝线在纺丝速度3m/min时,光滑地细化,而在6k/min时,在150cm附近可观测到纤维直径的急剧细化现象。这个现象称为细颈状变形。也只有在产生取向结晶化时可观测到上述现象。吐出量一定提高纺速时,在没有产生取向结晶化时,PET的玻璃化转移温度的70℃附近,纺丝线固化。在高速纺丝时,当产生细颈变形时,固化点位臵随着速度的增加向纺丝板喷嘴侧移动。说明此时纺丝线上材料的结晶化温度上升。
可是如前所述,当使卷曲速度增大时,在纺丝线上将产生高的伸长应力。但产生导致取向结晶化的应力的机制比想象的要复杂。低速纺丝时作用在纺丝线上的张力可认为大致相同。但在高速纺速时,由于空气阻力和惯性力的影响变大,纺丝线的张力随着纺丝线向下移动,纤维直径变小温度降低而增大。惯性力和空气阻力的影响可由纺丝过程的数值解析进行分析。其结果如图11所式。由该图可知,如果忽略了空气阻力和惯性力,即使纺丝速度达到高速化,也不会给予纺丝线大的伸长应力。即超高速纺丝的本质是利用惯性力和空气阻力来进行纺丝线上的张力控制技术。由此在超高速纺丝时材料分子量的变化,冷却条件的变化,对得到的纤维材料的构造的影响相对变小。
4
6.2异形截面纤维:
合成纤维的异形截面化,以1960年以产生丝般光泽为目的的三角形截面的制造为起端。之后以提高挠曲性、吸水性、外观等功能行为目标,进行了各种各样异形截面纤维的开发。
纤维截面形状的异形化,从本质上来说是解决与表面张力的矛盾。熔融纺丝在纺丝喷嘴截面形状异形化后,纺丝得到的纤维截面形状与喷嘴的形状有差异。在一般的熔融纺丝的条件下,支配截面形状变化的是表面张力,并由于表面张力的作用而使截面形状钝化,并向表面积较小的圆形靠近。为了防止这种变化趋势,或采用高分子量、或降低纺丝温度提高纺丝粘度,或以复合纺丝法用另一组份覆盖异形截面纤维的表面(界面),来降低其表面张力。
在这种纤维截面形状的异形化时,要想预测纺丝过程中纤维形成了怎样的高次构造是极其困难的。其理由之一是异性纤维的冷却行为和作用于纤维的空气阻力,还未建立起能进行定量计算的理论和模型。特别是在纺丝线上用数学的方法对纤维截面形状的变化进行求解释非常困难的。
作为异形截面纤维最简单的形状,当用纵横比为43的缝隙型喷嘴纺制扁平状界面的纤维时,其截面形状以及纤维截面内双折射分布的解析结果用图12和图13表示。当截面形状的纵横比降低到10以内时,它的变化与纺丝速度的相关性变小。同时,在纤维截面内产生了两端高中心低这样显著的分子取向分布。这可以认为是由于在纺丝过程中在纤维截面内产生了显著的温度分布。
参考纺丝过程中纤维速度及张力的在线检测结果,对扁平纤维的纺丝过程进行数值求解,其结果如图14所示。与圆形纤维纺丝相比扁平纤维冷却所必需的纺丝线的长度变短,同时截面形状的变化在纺丝线的上游域其变化已基本结束。进一步随着在纺丝线上施加张力,比较比较圆形截面纤维和扁平截面纤维的数值解析结果,如图15所示。由于扁平纤维的比表面积大,与圆形截面纤维相比其固化点向上游侧移动。可是与此同时,由于其表面积大,家在其上的空气阻力也大,与用黑实点表示的固化点的张力相比较,两者之间没有太大的差异。由此结果我们可以想象,随着纤维截面的扁平化,纺丝过程中形成的纤维构造与截面内的平均值的相关性不大。
6.3复合纤维
复合纺丝广泛应用于如前所述的异形纤维、极细纤维的制造等截面形状的控制。由导电性粒子、无机粒子配合而产生的导电性,光透过的控制,利用双组份之间融点的差异的热融着性纤维的制造,以及利用组份间的热收缩特性的差异的高卷曲性纤维的制造等。在此重点讨论复合化技术对于复合纺丝的高次构造的形成究竟起到什么样的作用。
利用图16所式的复合装臵,纺制由PET和PP构成的新鞘型复合纤维。所得到的复合纤维各成分的双折射的变化,与各聚合物作为单组分纺丝进行比较。见图17。复合纤维中PET组份的分子取向与单组份纺丝相比双折射增大,与此相对PP组份的分子取向显著下降。像这样由于各组份间的相互作用(伸长粘度的温度依存性、固化温度、伸长粘度的绝对值等各组份间诸要素的差异)而导致形成纤维的构造发生变化变得明了。同时各要素的影响可通过纺丝过程的数值解析进行某种程度的预测。
对PET/PP复合纤维的纺丝过程进行解析可得到如图18、图19所式的结果。此处使用考虑取向缓和影响的模型建立本构方程。图18给出了速度及温度曲线。图19给出了应力变化的解析结果。可看出在PET组份的固化点的应力比单组份方式时增大。如果假设PP成份在PET固化
5
点时尚未结晶化,则在纺丝线的下游域产生了显著的应力缓和。即之所以会出现复合纤维中PP 成份的分子取向显著降低,是由于表现出了很强的取向缓和的影响所致。
像这样如果积极地利用在复合纺丝中各成份间的相互作用,与单组份纺丝相比较可以在更广阔的范围内通过调节材料纺丝的温度履历、应力等工艺条件,得到在单组份纺丝中得不到的具有特殊高次结构的纤维。
7结束语——纤维化技术今后的课题
即使是近年来引人注目的新合纤的纤维化技术,如大家所了解的,由于纤维截面的异形化和复合化,由于纤维自身复杂的形态和构造,与单纯圆形截面的纤维相比较,可得到各种高性能高功能的纤维。但是,据说具有超越天然纤维风格的新合纤,作为衣料使用时其功能性在很多方面仍未达到天然纤维的水平。因此以进一步提高纤维性能和功能为目的的合成纤维构造的复杂化,必将是今后开发研究的主要方向。其中在纤维的细化过程中或在纤维集合体中进一步提出新的概念、思路和巧妙的方法,是新型纤维开发的关键。同时为了使工艺控制技术进一步提高,在大幅度扩展纤维化过程中的工艺条件的同时,在纤维化工艺中积极引入非定常因素工艺条件,不仅仅把细而长的纤维作为均一的一次性材料,而是作为多次元的复杂结构的材料进行研究是极其重要的。进一步从纤维高次构造控制的立场出发,在极端加工条件下研究究竟能得到怎样的纤维,有必要对目前的纤维化技术合理性重新进行反省。
6
A 卷 一、 填空题:(30X1) 1、高分子或称聚合物分子或大分子 由许多重复单元通过 键有规律地连接而成的分子,具有高的分子量。 2、添加剂包括工艺添加剂与功能添加剂请任意写出四种添加剂的名称: 、 、 、 。 3、 聚合物物理状态有 、 、 。所对应的温度有: 、 、 。 4、写出四种聚合物成型方法: 、 、 、 。 5、通常单螺杆挤出机由 、 、 组成。 6、据实现功能的不同,可将双螺杆元件分为 (由正向螺纹元件组成,不同的螺杆头数与导程)、 (主要就是指反向螺纹元件)、 (就是捏合盘及其组合)、 (主要就是指齿形盘元件)等。 注塑机性能的基本参数有: 、 、 、 。等。 8、压延辊表面应该具有高的光洁度、机械 与 精度。 9、锁模力的校核公式: 中,p 就是 A 分就是 。 二、简答题(3X10) 1、聚合物成型过程中降解? 分锁pA F
2、什么单螺杆的几何压缩比?长径比? 3、什么就是双螺杆传动过程中的正位移移动? 三、说明题:(2X10) 1、注塑成型的一个工作周期?(以生产一产品为例) 2、在单螺杆设计过程中,采用那些方法可实现对物料的压实?(从螺杆的结构上说明) 四、分析题:(20) 1、简述管材成型机头的组成(1-10的名称)及工作过程? B卷 一、填空题:(40X1) 1、高分子或称聚合物分子或大分子由许多重复单元通过键有规律地连接而成的分子,具有高的分子量。
2、热塑性塑料的挤出成型工艺过程可分为3个阶段,其分别就是: 、 、 。 3、添加剂包括工艺添加剂与功能添加剂请任意写出四种添加剂的名称: 、 、 、 。 4、 聚合物物理状态有 、 、 。所对应的温度有: 、 、 。 5、写出四种聚合物成型方法: 、 、 、 。 6、通常单螺杆挤出机由 、 、 与温控系统组成。 7、注塑机的基本参数有: 、 、 、 。等。 8、压延辊表面应该具有 、 、 。 9、锁模力的校核公式: 中,p 就是 A 分就是 。 二、简答题(3X10) 1、什么就是聚合物成型过程中入口效应? 2、什么就是单螺杆的几何压缩比?长径比?物料的物理压缩比? 3、什么就是双螺杆传动过程中的正位移移动? 三、说明题:(2X15) 1、高速高效单螺杆挤出机就是如何来实现的? 分 锁pA F
高分子材料:是一定配合的高分子化合物(即高聚物,由主要成分树脂或橡胶和次要成分添 加剂组成)在成型设备中,受一定温度和压力的作用熔融塑化,然后通过模塑制成一定形状, 冷却后在常温下能保持既定形状的材料制品。 塑料:以树脂(或在加工过程中用单体直接聚合)为主要成分,以增塑剂、填充剂、润滑剂、 着色剂等添加剂为辅助成分,在加工过程中能流动成型的材料。 橡胶:室温下具有高弹性的高分子化合物,经在适当配合剂存在下,在一定温度和压力下硫 化(交联)而制得的弹性体材料。化学纤维:人造纤维和合成纤维的总称,用以替代天然纤维制造各种织物。 前者是纤维素和蛋白质改性而成;后者由合成高分子化合物经纺丝而成。 添加剂(助剂):是为了改善高分子材料加工性能和制品的使用性能而使用的辅助材料,作 为制品的次要成分同样是必不可少的。按高聚物几何构型分:线型高聚物、(支链型高聚物)、体型高聚物。 交联:聚合物的成型过程,形成三向网状结构的反应称为交联。 线性聚合物的聚集态与成型过程的关系(示意图):P8…… 处于玻璃化温度Tg 以下的聚合物为坚硬固体;在Tg 以上的高弹态,聚合物模量减少很多, 形变能力显著增大,但形变仍是可逆的;高弹态的上限温度是Tf ,由Tf (或Tm )开始聚合 物转变为黏流态,通常又将这种液体状态的聚合物称为溶体。高分子材料的成型四性能:可挤压性,可模塑性,可纺性,可延性。 聚合物的黏弹性形变与成型条件的关系: 成型过程线型聚合物的总形变γ可以看成是普弹形变γE 、高弹形变γH 和黏性形变γV 三部分所组成: σ为外作用力;t 为外力作用时间;E1和E2分别为聚合物的普弹形变模量和高弹形变模量;η2和η3分别表示聚合物高弹形变和黏弹形变时的黏度。影响聚合物剪切黏度的因素: ①聚合物分子结构对黏度的影响 a 链结构的影响 聚合物分子链柔性越大,缠结点越多,链的解缠和滑移越困难,聚合物流动时非牛顿性越强。 b 平均分子量的影响 聚合物的黏性流动主要是分子链之间发生的相对位移。因此平均分子量越大,流动性差,黏 度较大。反之,黏度较低些。c 分子量分布的影响 平均分子量相同、分子量分布不同时,聚合 物熔体的黏度随分子量分布宽度而迅速下降, 其流动行为表现出更多的非牛顿性。②温度对黏度的影响 高聚物的黏度像一般液体那样,是随温度升高而降低的。 ③剪切速率对黏度的影响 绝大多数高聚物熔体都属于假塑性流体,这类流体的特征是在其他条件不变的前提下,随剪 切速率的增加,熔体黏度下降,故又称剪切变稀流体。④压力对黏度的影响 体积压缩引起自由体积减少,分子间距离缩小,将导致流体的黏度增加,流动性降低。 ⑤添加剂的影响 a 增塑剂:加入增塑剂会降低成型过程中熔体的黏度。 b 润滑剂:聚合物加入润滑剂可以改善流动性。 c 填充剂:填充剂的加入,一般会使聚合物的流动性降低。 加热效率出发,分析柱塞式注射机上使用分流梭的原因? t e E E t E V H E 321)1(22ησσσγγγγη+-+=++=-
材料成型及控制技术 材料成型及控制技术是通过改变金属材料的结构与形状来提高材料的性能,这是X为大家整理的材料成型控制技术论文,仅供参考! 材料成型控制技术论文篇一 材料成型与控制工程模具制造技术分析初探 摘要:材料成型与工程控制在制造业中扮演着十分重要的角色,是机械制造业发展的重头戏,在发展中机器制造业企业必须加以重视。作为汽车、电力、石化、造船及机械等方面的基础制造技术,材料成型加工技术在发展中得到不断成熟与发展壮大。文章主要论及材料成型与控制工程方面的汽车零部件方面的模块制造技术方面额介绍与分析探讨。 关键词:材料成型控制工程技术 现代制造工业在行业发展中呈蒸蒸日上的发展新趋势,并受到业界的广泛关注,为工业发展作出巨大的贡献。制造业的材料成型与控制工程方面的技术发展,同时也是业内十分关注的内容之一,我们从其技术发展特点入手屁,实现进一步分析和探究。 一、材料成与控制工程模具制造技术分析探讨 材料成型与制造中讲究技术发展,从效益、节能、生产速率等方面考虑进一步探讨研究,下面以奇瑞A21汽车中支
板产品图的制造技术方面进行分析探究。 (一)金属材料成型与控制工程加工技术 1技术材料一次成型加工技术 挤压:在置于模具内金属坯料的端部加压,使之通过一定形状、尺寸摸孔,产生塑性变形,获得与模孔相应的形状尺寸的工件。 特点:塑性好、不易变形 拉拔:在置于模具内金属坯料的前端施加拉力,使之通过一定形状、尺寸的摸孔,产生塑性变形,获得与模孔相应的形状尺寸的工件 特点:变形阻力比挤压小,但对材料塑性要求高 轧制:金属通过旋转的轧辊受到压缩产生塑性变形,获得一定形状、尺寸断面的工件。 2金属材料的二次成型加工 锻造:阻力大,通常需要加热实现。 自由锻造:在锤或压力机上,通过砧子、锤头或其它简单工具对金属坯料施加压力,使之产生塑性变形,获得所需形状、尺寸的工件。 特点:不用模具,易变形,简单的工件形状。 模型锻造:坯料在锤或压力机上,通过模具施加压力,产生塑性变形,获得所需形状、尺寸的工件。 特点:需要模具(锻模),变形阻力大,工件形状可以比
A 卷 一、 填空题:(30X1) 1、高分子或称聚合物分子或大分子 由许多重复单元通过 键有规律地连接而成的分子,具有高的分子量。 2、添加剂包括工艺添加剂和功能添加剂请任意写出四种添加剂的名称: 、 、 、 。 3、 聚合物物理状态有 、 、 。所对应的温度有: 、 、 。 4、写出四种聚合物成型方法: 、 、 、 。 5、通常单螺杆挤出机由 、 、 组成。 6、据实现功能的不同,可将双螺杆元件分为 (由正向螺纹元件组成,不同的螺杆头数和导程)、 (主要是指反向螺纹元件)、 (是捏合盘及其组合)、 (主要是指齿形盘元件)等。 注塑机性能的基本参数有: 、 、 、 。等。 8、压延辊表面应该具有高的光洁度、机械 和 精度。 9、锁模力的校核公式: 中,p 是 A 分是 。 二、简答题(3X10) 1、聚合物成型过程中降解? 分 锁pA F
2、什么单螺杆的几何压缩比?长径比? 3、什么是双螺杆传动过程中的正位移移动? 三、说明题:(2X10) 1、注塑成型的一个工作周期?(以生产一产品为例) 2、在单螺杆设计过程中,采用那些方法可实现对物料的压实?(从螺杆的结构上说明) 四、分析题:(20) 1、简述管材成型机头的组成(1-10的名称)及工作过程?
B 卷 一、 填空题:(40X1) 1、高分子或称聚合物分子或大分子 由许多重复单元通过 键有规律地连接而成的分子,具有高的分子量。 2、热塑性塑料的挤出成型工艺过程可分为3个阶段,其分别是: 、 、 。 3、添加剂包括工艺添加剂和功能添加剂请任意写出四种添加剂的名称: 、 、 、 。 4、 聚合物物理状态有 、 、 。所对应的温度有: 、 、 。 5、写出四种聚合物成型方法: 、 、 、 。 6、通常单螺杆挤出机由 、 、 和温控系统组成。 7、注塑机的基本参数有: 、 、 、 。等。 8、压延辊表面应该具有 、 、 。 9、锁模力的校核公式: 中,p 是 A 分是 。 二、简答题(3X10) 1、什么是聚合物成型过程中入口效应? 分 锁pA F
高分子材料成型加工 考试重点内容及部分习题答案 第二章高分子材料学 1、热固性塑料:未成型前受热软化,熔融可塑制成一定形状,在热或固化剂作用下,一次硬化成型。受热不熔融,达到一定温度分解破坏,不能反复加工。在溶剂中不溶。化学结构就是由线型分子变为体型结构。举例:PF、UF、MF 2、热塑性塑料:受热软化、熔融、塑制成一定形状,冷却后固化成型。再次受热,仍可软化、熔融,反复多次加工。在溶剂中可溶。化学结构就是线型高分子。举例:PE聚乙烯,PP聚丙烯,PVC聚氯乙烯。 3、通用塑料:就是指产量大、用途广、成型性好、价格便宜的塑料。 4、工程塑料:具有较好的力学性能,拉伸强度大于50MPa,冲击强度大于6kJ/m2,长期耐热温度超过100度的、刚性好、蠕变小、自润滑、电绝缘、耐腐蚀可作为结构材料。举例:PA聚酰胺类、ABS、PET、PC 5、缓冷:Tc=Tmax,结晶度提高,球晶大。透明度不好,强度较大。 6、骤冷(淬火):Tc
高分子材料加工工艺
高分子材料加工技术复习提纲 一、填空题 1.大材料包括(金属)、(非金属)、(高分子)。 2.高分子材料加工前,原料的状态可分为(粉状)、(粒料)、(溶液)、(分 散体)。 3.成型加工后进行的处理有(调温)、(调湿)、(调温调湿)。 4.塑料可分为(热塑性)塑料、(热固性)塑料两大类。 5.塑料的三态:(玻璃态)、(高弹态)、(粘流态)。 6.高分子材料热机械特性与成型加工的关系(6个空)。 二、名词解释 1.挤出成型:挤出成型时预处理过的物料经料斗加入挤出机中,在外部加热和内摩擦生热作用下以流动状态通过口模成型的方法。
2.注塑成型 :注塑成型是将热塑性塑料先在加热机筒中均匀塑化,然后由螺杆或柱塞推压到闭合的模具型腔中,经冷却定型后得到所需的塑料制品的过程。 3.焦烧:橡胶分子在贮存和生产过程中提前硫化的现象. 4.喷霜:橡胶助剂渗出制品表面的现象。 5.塑料:相对分子量在10000以上,以高分子化合物为基本成分,添加助剂能够自由成型的一类材料的总称。 6.橡胶:橡胶是一种高弹性的高分子化合物,是无定形的高聚物。 7.弹性体:材料在受力发生大变形再撤出外力后迅速回复其近似初始形状和尺寸的材料。 8.相溶性:聚合物的共混物制品在预期的使用期内,其组分始终不析出或者不分层。 三、 简答题 1.简述塑料挤出造粒的工艺流程及影响因素。 原料预处理 配料挤出机头成型冷却 牵引造粒 2.简述塑料挤出成型的工艺流程并阐述影响注塑成型的主要因素。 3.简述橡胶配方的五大体系。 生胶体系、硫化促进活化体系、补强填充体系、防老体系、增塑体系 4.简述压缩模塑的工艺流程及其影响因素。 加料闭模排气固化脱模 清理模具 影响因素:模压压力、模压温度、模压时间。 口模 冷却定型 原料预处理电、加热、内摩擦生热
目标 本专业培养具备材料科学与工程的理论基础、材料成型加工及其控制工程、模具 材料成型及控制工程 设计制造等专业知识,能在机械、模具、材料成型加工等领域从事科学研究、应用开发、工艺与设备的设计、生产及经营管理等方面工作的高级工程技术人才和管理人才。本专业分为四个培养模块: (一)焊接成型及控制: 培养能适应社会需求,掌握焊接成型的基础理论、金属材料的焊接、焊接检验、焊接方法及设备、焊接生产管理等全面知识的高级技术人才。 (二)铸造成型及控制 这是目前社会最需要人才的专业之一。主要有砂型铸造、压力铸造、精密铸造、金属型铸造、低压铸造、挤压铸造等专业技术及专业内新技术发展方向。
(三)压力加工及控制 分为锻造和冲压两大专业方向,在国民经济中起到非常重要的作用。 (四)模具设计与制造: 掌握材料塑性成型加工的基础理论、模具的设计与制造、模具的计算机辅助设计、材料塑性加工生产管理等全面知识的高级技术人才。 编辑本段课程设置 由于材料成型与控制包括焊接、铸造、压力加工、模具设计四个方面,每个方面之间差别较大。因而课程开设将依据学校的侧重点而异。 主要课程:高等数学、大学物理、基础外语、马克思主义哲学原理、计算机应用、机械制图、电工电子技术、金属学、材料冶金与成型工艺、材料成型设备及方法、材料成型微机应用、先进制造技术、检测技术与控制工程、技术经济、CAD/CAM基础、表面工程学、焊接冶金学、金属材料焊接、焊接方法与焊接设备、焊接检验、塑性成型理论、橡塑材料成型工艺学、橡塑成型模具、金属冲压工艺与模具设计、模具制造技术等专业基础和专业课程知识等等。
主要实践性教学环节:包括金工实习、机械热加工实习、机械设计课程设计、专业实习、综合设计、毕业设计(论文)等。 主要专业实验:包括材料冶金与成型工艺综合实验、材料成型设备方法综合实验、材料成型自动控制综合实验等。 编辑本段培养特色 本专业涉及的知识面广、信息量大,注重英语能力、计算机能力和实际动手能力的培养,使学生具有很强的适应能力、创新能力、分析和解决问题的能力。另外还注重学生的素质教育,培养富有创新精神的高素质复合型人才。 编辑本段就业去向 本专业具有工学学士、工学硕士和工学博士学位的授予权,学生可以选择进一步深造。学
材料成型及控制工程 Materials Molding & Control Engineering 专业代码:080203学制:4年 Program Code:080203Duration:4 years 培养目标: 本专业培养热爱祖国,坚持社会主义道路,适应经济、科技和社会发展需要,在知识、能力、素质各方面全面发展,掌握必需的自然科学、工程技术的基础知识,具有一定人文科学和社会科学素养及创新创业意识,掌握金属/高分子材料成型及控制工程的基础理论、专业知识和基本技能,了解学科与行业发展动态,能在金属/高分子材料成型过程的控制和工艺优化、新材料和新产品的开发和制备、材料成型装备和模具设计以及数值模拟等领域从事科学研究、技术开发及经营管理工作的高级复合型人才。 Educational Objectives: In order to meet the economic, science, technology and social development demands, the talent cultivation in the major pays attention to overall development in knowledge, ability, quality aspects. The students in the major are essentially required for not only mastering basic knowledge in the field of natural science, engineering technology, and human science, social science, innovation and entrepreneurship awareness to a certain extent, but also mastering fundamental theories, professional knowledge and basic skills in the discipline of metal /polymer materials Molding & Control Engineering, and comprehending disciplines and industries development trends. The objectives of talent cultivation in the major is to cultivate the senior comprehensive professional talents who will be equipped with the ability and quality of being engaged in scientific research, technology development and management in the fields of metal/polymer material forming process control and process optimization, new materials and new product development and preparation, material molding equipment and mold design and computer simulation. 毕业要求: №1.工程知识:掌握从事金属/高分子材料成型及控制工程工作所需的数学和其它相关自然科学知识、工程基础理论和专业基本原理、方法和手段,具备一定的企业管理知识,了解专业前沿发展状态和趋势,能解决该领域企业的实际复杂工程问题。 №2.问题分析:能够应用数学、自然科学、专业基本原理、方法和技术手段以及经济管理知识,识别、表达、并通过文献研究分析金属/高分子材料成型及控制中的复杂工程问题,以获得有效结论。 №3.设计/开发解决方案:能够考虑社会、健康、安全、法律、文化以及环境等因素、并能够在设计环节中体现创新意识,针对金属/高分子材料成型及控制领域的复杂工程问题,提供综合解决方案,设计和开发出满足特定需求的金属/高分子成型设备和模具的系统、单元(部件)及其工艺流
1.高分子材料成型加工:通常是使固体状态(粉状或粒状)、糊状或溶液状态的高分子化合物熔融或变形,经过模具形成所摇的形状并保持其已经取得的形状,最终得到制品的工艺过程。 2.热塑性塑料:是指具有加热软化、冷却硬化特性的塑料(如:ABS、PP、POM、PC、PS、PVC、PA、PMMA等),它可以再回收利用。具有可塑性可逆 热固性塑料:是指受热或其他条件下能固化或具有不溶(熔)特性的塑料(如:酚醛树脂、环氧树脂、氨基树脂、聚胺酯、发泡聚苯乙烯、不饱和聚酯树脂等)具有可塑性,是不可逆的、不能再回收利用。 3. 通用塑料:一般是指产量大、用途广、成型性好、价格便宜的塑料 工程塑料:指拉伸强度大于50MPa,冲击强度大于6KJ/m2,长期耐热温度超过100°C 的、刚性好、蠕变小、自润滑、电绝缘、耐腐蚀等的、可代替金属用作结构件的塑料. 4.可挤压性:材料受挤压作用形变时,获取和保持形状的能力。 可模塑性:材料在温度和压力作用下,产生形变和在模具中模制成型的能力。 可延展性:材科在一个或两个万向上受到压延或拉伸的形变能力。 可纺性:材料通过成型而形成连续固态纤维的能力。 5.塑化效率:高分子化合物达到某一柔软程度时增塑剂的用量定义为增塑剂的塑化效率。定义DOP的效率值为标准1,小于1的则较有效,大于1的较差. 6.稳定流动:凡在输送通道中流动时,流体在任何部位的流动状况及一切影响流体流动的因素不随时间而变化,此种流动称为稳定流动。 不稳定流动:凡流体在输送通道中流动时,其流动状况及影响流动的各种因素都随时间而变化,此种流动称之不稳定流动。 7. 等温流动是指流体各处的温度保持不变情况下的流动。(在等温流动情况下,流体与外界可以进行热量传递,但传入和输出的热量应保持相等) 不等温流动:在塑料成型的实际条件下,由于成型工艺要求将流道各区域控制在不同的温度下:而且由于粘性流动过程中有生热和热效应,这些都使其在流道径向和轴向存在一定的温度差,因此聚合物流体的流动一般均呈现非等温状态。 8. 熔体破裂: 聚合物在挤出或注射成型时,在流体剪切速率较低时经口模或浇口挤出物具有光滑的表面和均匀的形状。当剪切速率或剪切应力增加到一定值时,在挤出物表面失去光泽且表面粗糙,类似于“橘皮纹”。剪切速率再增加时表面更粗糙不平。在挤出物的周向出现波纹,此种现象成为“鲨鱼皮”。当挤出速率再增加时,挤出物表面出现众多的不规则的结节、扭曲或竹节纹,甚至支离和断裂成碎片或柱段,这种现象统称为熔体破裂. 9. 离模膨胀:聚合物熔体挤出后的截面积远比口模截面积大。此种现象称之为巴拉斯效应,也成为离模效应。离模膨胀依赖于熔体在流动期间可恢复的弹性变形。有如下三种定性的解释:取向效应、弹性变形效应(或称记忆效应)、正应力效应。 10. 均匀程度指混人物所占物料的比率与理论或总体比率的差异。 分散程度指混合体系中各个混人组分的粒子在混合后的破碎程度。破碎度大。粒径小,起分散程度就高;反之。粒径大,破碎程度小,则分散的不好 11. 塑炼:为了满足各种加工工艺的要求,必须使生胶由强韧的弹性状态变成柔软而具有可塑性的状态,这种使弹性生胶变成可塑状态的工艺过程称作塑炼。 混炼就是将各种配合剂与可塑度合乎要求的生胶或塑炼胶在机械作用下混合均匀,制成混炼胶的过程。 12. 固化速率:是以热固性塑料在一定的温度和压力下,压制标准试样时,使制品的物理机械性能达到最佳值所需的时间与标准试件的厚度的比值(s/mm厚度)来表示,此值愈小,固化速率愈大。 13.成型收缩率:在常温常压下,模具型腔的单向尺寸L 。和制品相应的单向尺寸L之差与
全国材材料成型与控制专业院校实力排名 标准化管理部编码-[99968T-6889628-J68568-1689N]
材料成型及控制工程专业排名 1 上海交通大学 A+ 9 吉林大学 A 17 浙江大学 A 2 哈尔滨工业大学 A+ 10 天津大学 A 18 四川大学 A 3 清华大学 A+ 11 同济大学 A 19 兰州理工大学 A 4 华南理工大学 A+ 12 西安交通大学 A 20 北京航空航天大学 A 5 西北工业大学 A+ 13 大连理工大学 A 21 武汉理工大学 A 6 北京科技大学 A 14 山东大学 A 22 北京工业大学 A 7 华中科技大学 A 15 郑州大学 A 23 东南大学 A 8 东北大学 A 16 太原理工大学 A 2012年全国大学材料成型及控制工程专业排名: 科别:理工 培养目标:本专业培养具备机械热加工基础知识与应用能力,能在工业生产第一线从事热加工领域内的设计制造、试验研究、运行管理和经营销售等方面工作的高级工程技术人才。 培养要求:本专业学生主要学习材料科学及各类热加工工艺的基础理论与技术和有关设备的设计方法,受到现代机械工程师的基本训练,具有从事各类热加工工艺及设备设计、生产组织管理的基本能力。 毕业能力: 1.具有较扎实的自然科学基础,较好的人文、艺术和社会科学基础及正确运用本国语言、文字的表达能力。 2.较系统地掌握本专业领域宽广的技术理论基础知识,主要包括力学、机械学、电工与电子技术、热加工工艺基础、自动化基础、市场经济及企业管理等基础知识。 3.具有本专业必需的制图、计算、测试、文献检索和基本工艺操作等基本技能及较强的计算机和外语应用能力。
本构方程在高分子科学和高分子工程中的应用 (吴其晔,高分子材料流变学) 判断一个本构方程的优劣主要考察: 1)方程的立论是否科学合理,论据是否充分,结论是否简单明了。 2)一个好的理论,不仅能正确描写已知的实验事实,还应能预言至今未知,但可能发生的事实。 3)有承前启后的功能。例如我们提出一个描写非线性粘弹流体的本构方程,当条件简化时,它应能还原为描写线性粘弹流体的本构关系。 4)最后也是最重要的一条,即实验事实(实验数据)是判断一个本构方程优劣的出发点和归宿。实践是检验真理的唯一标准。 对高分子液体流变本构方程理论和实验规律的研究对于促进高分子材料科学,尤其高分子物理的发展和解决聚合物工程中(包括聚合反应工程和聚合物加工工程)若干重要理论和技术问题都具有十分重要的意义。 一则由于高分子材料复杂的流变性质需要精确地加以描述,二则由于高新技术对聚合物制品的精密加工和完美设计提出越来越高的要求,因此以往那些对材料流动性质的经验的定性的粗糙认识已远远不够。 众所周知,高分子结构研究(包括链结构、聚集态结构研究)以及这种结构与高分子材料作为材料使用时所体现出来的性能、功能间的关系研究始终是高分子物理研究的主要线索。与“静态”的结构研究相比,高分子“动态”结构的研究,诸如分子链运动及动力学行为、聚集态变化的动力学规律、
高分子流体的非线性粘弹行为等,更是近年来引人注目的前沿领域。按现代凝聚态物理学的概念,高分子体系被称为软物质(soft matter)或复杂流体(complex fluids)。所谓软物质,即材料在很小的应变下就会出现强烈的非线性响应,表现出独特的形态选择特征。这正是高分子流体的本征特点。如果能精确描述出高分子液体的复杂应力-应变关系,找出这种关系与材料的各级结构间的联系,无疑对高分子凝聚态理论的发展具有重要意义。 在高分子工程方面,当前各种各样新型合成技术及新成型方法、新成型技术(如反应加工成型、气辅成型、振动剪切塑化成型、特种纤维的纺制、新成纤技术等)陆续问世,在每一种技术发展过程中,研究高分子液体(熔体、溶液)的流动规律以及新工艺过程与高分子材料结构性能控制的关系,都是最重要的课题。高分子材料的特点之一是它们的物理力学性能不完全取决于化学结构。化学结构一定的高分子材料可以由于不同的聚集状态(凝聚态结构)而显示出不同性质。在工业上,这不同的凝聚态大多是由于不同的加工成型方法而造成的。因此采用流变本构方程精确地研究和设计成型方法和成型设备,通过在成型过程中对高分子形态的主动控制来获得性能更为优越的新型材料,是高分子工程中的重要热点课题。 要完成这些任务,仅有对高分子熔体和溶液的流动性质粗浅的认识(比如仅仅测量粘度)是不够的。取而代之的是要对大形变下高分子材料的反常的流变性质给出全面的定量的理性描写,要为解决高分子材料合成和加工中出现的流体动力学和应力分析问题提供一种解决问题的手段。目前,高分子流变学的基本原理和方法已深入到高分子科学研究和高分子材料合成和加工工程的各个领域。许多领域中,如高分子材料设计、配方设计、模
材料成型及控制工程专业排名 1 上海交通大学 A+ 9 吉林大学 A 17 浙江大学 A 2 哈尔滨工业大学 A+ 10 天津大学 A 18 四川大学 A 3 清华大学 A+ 11 同济大学 A 19 兰州理工大学 A 4 华南理工大学 A+ 12 西安交通大学 A 20 北京航空航天大学 A 5 西北工业大学 A+ 13 大连理工大学 A 21 武汉理工大学 A 6 北京科技大学 A 14 山东大学 A 22 北京工业大学 A 7 华中科技大学 A 15 郑州大学 A 23 东南大学 A 8 东北大学 A 16 太原理工大学 A 2012年全国大学材料成型及控制工程专业排名: 科别:理工 培养目标:本专业培养具备机械热加工基础知识与应用能力,能在工业生产第一线从事热加工领域内的设计制造、试验研究、运行管理和经营销售等方面工作的高级工程技术人才。 培养要求:本专业学生主要学习材料科学及各类热加工工艺的基础理论与技术和有关设备的设计方法,受到现代机械工程师的基本训练,具有从事各类热加工工艺及设备设计、生产组织管理的基本能力。 毕业能力: 1.具有较扎实的自然科学基础,较好的人文、艺术和社会科学基础及正确运用本国语言、文字的表达能力。 2.较系统地掌握本专业领域宽广的技术理论基础知识,主要包括力学、机械学、电工与电子技术、热加工工艺基础、自动化基础、市场经济及企业管理等基础知识。 3.具有本专业必需的制图、计算、测试、文献检索和基本工艺操作等基本技能及较强的计算机和外语应用能力。 4.具有本专业领域内某个专业方向所必需的专业知识,了解科学前沿及发展趋势。 5.具有较强的自学能力、创新意识和较高的综合素质。 核心课程:机械工程、材料科学与工程。 主要课程:工程力学、机械原理及机械零件、电工与电子技术、微型计算机原理及应用、热加工工艺基础、热加工工艺设备及设计、检测技术及控制工程、CAD/CAM基础。
对材料成型及控制工程的认识 After studying the material molding and control engineering introduction of material molding after class and control engineering knowledge 作者:XXX 通讯地址:XXXXXXXXXXXXXXXXXXXXXXX 摘要: Material molding and control engineering is a door and our life's special technology, we usually use the cups and plates and dishes tableware, daily necessities, children's toys, motor vehicle, household appliances, computer and its accessories, etc have a type (shell) items, all depend on material molding technology made out. It is simple to understand the process principle of it is a choice materials, mould forming, the products. It is a involve machine, the material, the control gave three subject of interdisciplinary professionals. The professional main course are: material mechanics, physical chemistry, metal science etc.it and heat treatment principle, transmission principle, pressure processing technology and die, metal solidification and control, welding, metallurgy, metal plastic forming principle, material molding the computer simulation and so on, to learn the course has the certain difficulty, but because of the design appearance to drift and fine quality products of light as the goal, material molding course also contains the content such as drawing, artistic modelling, in practice to development and design, thus learn up is not boring. Along with the computer technology is more and more widely applied to material molding and control in the field, with computer aided design and system ? 关键词:材料加工与成型;塑性成形;非金属材料成型;发展趋势 引言: 材料成形加工行业是制造业的重要组成部分,材料成形加工技术是汽车、电力、石化、造船及机械等支柱产业的基础制造技术,新一代材料加工技术也是先进制造技术的重要内容。铸造、锻造及焊接等材料加工技术是国民经济可持续发展的主体技术。据统计,全世界75%的钢材经塑性加工成形,45%的金属结构用焊接得以成形。又如我国铸件年产量已超过1400万t,是世界铸件生产第一大国。汽车结构中65%以上仍由钢材、铝合金、铸铁等材料通过铸造、锻压、焊接等加工方法成形。 对材料加工与成型的工艺的认识: 材料加工与成型的工艺分类主要按照材料的种类可分为金属塑性成形工艺及非金属成型加工。 金属塑性成形工艺是指利用金属的塑性变形来获得一定形状、尺寸和组织性能的成形加工方法。金属塑性成形的一般特点是生产率高、生成效率高、节约原材料、节约能源、降低成本。其中突出的优点为内部组织得以改善,性能提高。但也存在缺点,像通常需要较大的成形力,设备体积、吨位较大;为了提高被加工材料的塑性、降低成形力,有时需要加热,脆性材料、形状过于复杂的零件不能进行塑性成形。金属塑性成形工艺可应用于以下领域,特别是重要的零件:汽车(连杆、曲轴、大梁、齿轮、轴等)飞机(发动机叶片、梁、框架等)大炮(炮筒)。
材料成型及控制工程 材料成型及控制工程这个专业的就业前景 材料成型及控制工程是材料、机械、控制、计算机等多学科交叉融合的工程技术专业,主要研究金属材料、非金属材料、超导材料、微电子材料及特殊功能材料的成型设备与工艺、成型过程的自动化与智能控制、质量检测和可靠性评价等。随着各种新材料在各行各业中的广泛应用,加之我国新材料行业的产业结构调整与材料成型设备新技术的发展紧密相关,因此对既有材料科学知识,又能掌握材料成型设备设计和制造技术的高级科技人才的需求将有所增加。 材料成型及控制工程专业作为机械工程、材料工程、计算机应用技术相结合的宽口径高技术专业,培养工程材料、材料成型、模具设计与制造、计算机应用等领域内的高级工程技术人才。该专业包含材料成型工程、模具设计与制造多个方向。 材料成型工程是制造业的基础,是各类产品制造的先行和必备工序;模具工程是衡量一个国家工艺水平的重要标志,模具技术人才的社会需求量极大。本专业的学生应掌握机械工程、材料科学与工程、计算机应用技术等相关领域的基本原理、基本技能、基本工作能力,本专业的毕业生应能在机械、材料、模具、电子电器、检测、工业管理、技术贸易等领域内的大中型企业、科研及设计部门中胜任新材料设计开发、材料成型工艺设计、材料的检测与质量控制、模具设计与制造、热处理与表面处理、计算机应用、企业信息化,以及管理、教学、技术贸易和其它技术工作。 材料成型及控制工程专业毕业生就业前景非常好,就业领域宽,可在机械、电子、电器、汽车、仪器仪表、能源、交通、航空航天等行业内从事材料和产品的研究与开发、工艺设计、模具设计与制造、质量检测、经营销售及管理工作或在相关的研究部门和高校从事科技研究和教学。
第一章绪论 1.按所属成型加工阶段划分,塑料成型加工可分为几种类型?分别说明其特点。 (1)一次成型技术 一次成型技术,是指能将塑料原材料转变成有一定形状和尺寸制品或半制品的各种工艺操作方法。目前生产上广泛采用的挤塑、注塑、压延、压制、浇铸和涂覆等。 (2)二次成型技术 二次成型技术,是指既能改变一次成型所得塑料半制品(如型材和坯件等)的形状和尺寸,又不会使其整体性受到破坏的各种工艺操作方法。 目前生产上采用的只有双轴拉伸成型、中空吹塑成型和热成型等少数几种二次成型技术。 (3)二次加工技术 这是一类在保持一次成型或二次成型产物硬固状态不变的条件下,为改变其形状、尺寸和表观性质所进行的各种工艺操作方法。也称作“后加工技术”。大致可分为机械加工、连接加工和修饰加工三类方法。 2.成型工厂对生产设备的布置有几种类型? (1)过程集中制 生产设备集中; 宜于品种多、产量小、变化快的制品; 衔接生产工序时所需的运输设备多、费时、费工、不易连续化。 (2)产品集中制 一种产品生产过程配套; 宜于单一、量大、永久性强的制品、连续性强; 物料运输方便,易实现机械化和自动化,成本降低。 3.塑料制品都应用到那些方面? (1)农牧、渔业(2)包装(3)交通运输(4)电气工业 (5)化学工业(6)仪表工业(7)建筑工业(8)航空工业 (9)国防与尖端工业(10)家具(11)体育用品和日用百货 4.如何生产出一种新制品? (1)熟悉该种制品在物理、机械、热、电及化学性能等方面所应具备的指标; (2)根据要求,选定合适的塑料,从而决定成型方法; (3)成本估算; (4)试制并确定生产工艺规程、不断完善。 第二章塑料成型的理论基础 1.什么是聚合物的结晶和取向?它们有何不同?研究结晶和取向对高分子材料加工有何实际意义? 2.请说出晶态与非晶态聚合物的熔融加工温度范围,并讨论两者作为材料的耐热性好坏。 晶态聚合物:Tm——Td;非晶态聚合物:Tf——Td。 对于作为塑料使用的高聚物来说,在不结晶或结晶度低时最高使用温度是Tg,当结晶度达到40%以上时,晶区互相连接,形成贯穿整个材料的连接相,因此在Tg以上仍不会软化,其最高使用温度可提高到结晶熔点。
1、简述高分子的结晶过程并简要分析结晶条件。 答:高分子的结晶过程:高分子的结晶过程包括形核和晶体生长两个单元过程。其结晶过程 是高分子链段通过运动排入晶格,由无序变为有序的松弛过程。 高分子的结晶条件:当m T T >时,分子热运动能过大,高分子链难以形成有序结构,故不能结晶;当g T T <时,因高分子链段和整个分子链的运动都处于冻结状态。高分子链段不能通过运动排入晶格,因而也不能结晶。所以,高分子只有在g m T T -之间温度下才能发生结晶。 2、高分子成形过程的结晶有何特点?简要分析成形因素对高分子结晶的影响。 特点:高分子结晶通常不完善,制品中还残存有非晶区域和晶体不完整部分,因此某些制品成型后还会发生后结晶和二次结晶现象。 影响:(1)熔融温度和熔融时间:主要影响熔体中可能残存的微小有序区域或晶粒的数量。 (2)成形压力:成形压力在高分子内引起的应力有使结晶加速的作用。 (3)冷却速度:直接影响制品能否结晶,结晶速度、结晶度、结晶形态和晶粒大小。 3、生产透明聚乙烯薄膜时应如何控制成形工艺因素? 答:生产聚乙烯薄膜时通常要求韧性和透明性要好,因而要控制较低的结晶度和较小的晶粒尺寸。 4、聚合物—溶剂体系有哪几种典型相图? b T :沸点 f T :凝固点 详见课本第112页。
5、绘图简要说明实现聚合物溶解的三个途径。 1—原来的相平衡曲线 2—溶剂改变后的相平衡曲线 答:1、改变体系组成,比如在T1温度下增加溶剂,使X1T1移至X2T1,此时由互不相溶的区域转入互溶的区域,从而形成均匀的溶液。2、改变温度,在组成X1不变的条件下,温度由T1 升至T2,使聚合物-溶剂体系完全互溶。3、改变溶剂组成,改变溶剂组成使相平衡由曲线1变为曲线2,使X1T1条件的聚合物-溶剂体系处于互溶区域,使聚合物能溶解成浓度为X1的浓溶液。 6、提高螺杆挤出机固体输送速率的途径通常有哪些? ?| 茆; |街箍 庵 ˉ礞闵载口S遭 ?±÷±÷???φθφθtan tan tan tan h h 112+-∏=N D D Q )( 试中,D 为螺杆直径,h1为加料段螺槽深度,N 为螺杆转速,θ为螺杆旋转角,φ为移动角。 因此,提高螺杆挤出机固体输送速率Q 的途径通常为: (1)增大D ,h1和N 。(2)降低S F 。(3)增大b F 。(4)采用最佳旋转角θ。 7、试简述聚合物在螺杆挤出机压缩段中的熔化过程和机理。 答:在压缩段内固体粒子和熔融体共存,物料在这一区段熔融,称作熔融区。由于同时受到机筒传热和磨擦热的作用,与机筒内壁接触的固体物料首先熔融,并形成一层熔膜。当熔膜积存的厚度超过机筒与螺杆的间隙时,就会被旋转的螺杆刮落,并强制积存在螺杆推进面的前侧,形成旋涡状的环流区,即物料的液体区域。在螺杆棱推进面的后侧堆积着冷的未塑化的固体粒子,在液体区域和冷的未塑化的固体粒子之间是受热后黏结在一起的热固体粒子,
第二章 1、传感器的定义与组成? 答:(1)传感器是将被测非电量信号转换为与之有确定对应关系电量输出的器件或装置。 (2)一般情况下,传感器可以抽象出由敏感元件、传感元件、信号转换和调节电路、其他辅助元件组成的辅助电路。 2、热电效应:把两种不同的金属a和b连接成闭合回路,其中一个接点的温度为T,而另一端的温度为T0,则在回路中有电流产生,这一现象成为热电效应。 3、热敏电阻的温度特性分类:分为三种类型,即负电阻温度系数的热敏电阻(NTC);正电阻温度系数的热敏电阻(PTR)和在某一特定温度下电阻值会发发生突变的临界温度系数的电阻器(CTR)。 4、电阻式传感器主要分为两大类:电位计(器)式电阻传感器和应变式电阻传感器。 5、应变效应:金属导体收到外界力作用时,产生长度或截面变化的机械变形,从而导致阻值变化,这种因应变而使阻值发生变化的现象称为“应变效应”。 6、压阻效应:是指硅等半导体材料,当某一轴向受到力的作用时,因电阻率的变化而带来电阻变化的现象。 7、变磁阻式传感器的工作原理(简答):变磁阻式传感器由线圈、铁芯和衔铁三部分组成。铁芯和衔铁由导磁材料如硅钢片、坡莫合金等组成。在铁芯和衔铁之间有气隙,气隙厚度为δ。传感器的运动部分与衔铁相连。当衔铁移动时,气隙厚度δ发生变化,从而使磁路中磁阻变化,进而使电感线圈的电感值变化,这样可以计算被测量的位移大小。 8、涡流效应:是指当交变电感线圈产生的磁力线经过金属导体时,金属导体就会产生感应电流,该电流的流线呈闭合回线。 9、电容式传感器的分类:变间隙型(改变d)、变面积型(改变A)、变介质型(改变εr)》 10、差动电容传感器:(1)为了提高传感器的灵敏度和克服某些外界因素(例如电源电压、环境温度等)对测量的影响,常常把传感器做成差动的形式。 (2)工作原理:当动极板移动后,C1和C2呈差动变化,即其中一个电容量增加,而另一个电容量则相应减少,这样可以消除外界因素所造成的测量误差。 11、压电效应:当沿物质的某一方向施加压力或拉力时,该物质将发生变形,使其两个表面产生符号相反的电荷;当去掉外力后,它又重新回到不带电状态,这种现象称为“压电效应”,也称为“顺压电效应”。 12、压电式传感器为什么不宜作静态测量? 答:压电式传感器的物理基础是压电效应,外力作用使压电材料产生电荷,该电荷只有在无泄漏的情况下才会长期保存,这就要求测量电路具有无限大的输入阻抗,而实际上这是不可能的,所以压电传感器不宜作静态测量。 13、压电晶片的连接方式由并联和串联两种。并联接法输出电荷答,只适宜低频信号的测量、输出电荷的情况;串联接法输出电压高,适宜于输出电压、测量电路输入阻抗很高的地方。 14、霍尔效应:将半导体薄片垂直置于磁感应强度为B的磁场中,在它的两边通以控制电流I,且磁场方向与电流方向正交,则在半导体另外两边将会产生一个大小与控制电流I和磁场强度B乘积成正比的电动势Uh,这一现象称为霍尔效应。 15、电桥可分为直流电桥和交流电桥两大类。(单臂、半桥、全桥)。 第五章 1,自动控制系统的分类:(1),按控制系统的工作原理:开环控制系统;闭环控制系统;复合控制系统 (2),按输入信号变化规律:恒值控制系统;随动控制系统;程序控制系统(3),按系统的特性:线性控制系统;非线性控制系统 (4),按系统参数是否随时间变化:时变系统;定常系统 (5),按系统信号的形式:连续控制系统;离散控制系统 2,传递函数的定义:在线性定常系统中,设系统的输入量r(t),输出量c(t),则它的传递函数G(s)是指初始条件为零时,输出量的拉氏变换C(s)和出入量的拉氏变换R(s)之比。 3,传递函数的性质:(1),传递函数只与系统或元件本身的内部结构参数有关,而与输入量和初始条件等外部因素无关。(2),传递函数时复变量s的有理真分式函数,分子的多项式阶次m不高于分母多项式阶次n,即m小于等于n,且所有系数均为实数。3),一定的传递函数有一定的零、极点分布图与之对应。因此,传递函数的零、极点也表征了系统的动态性能。 4,说明开环和闭环控制系统的优缺点 答:1)开环系统优点:控制系统的结构简单,成本较低,特别适合于系统结构参数稳定,没有干扰作用或所受干扰较小的场合。缺点:控制精度低,易受干扰的影响. 2)闭环系统:优点:能够检测偏差,纠正偏差,按偏差来控制,具有很强的纠编功能,对干扰具有良好的适应性。控制精度高,抗干扰能力强。不仅输入量对输出量产生控制作用,而且输出信号也参与控制作用。缺点:对参数变化不敏感;系统复杂。 5,试述控制系统的组成及对控制系统的基本要求。 答:1),组成:由测量反馈元件,比较元件,放大元件,校正元件,执行元件以及被控制对象等基本环节组成。 2),基本要求:快速性,稳定性,准确性。 第六章 1,时域分析法是根据系统的微分方程,以拉氏变换作为数学工具,直接解出控制系统的时间响应。然后,根据响应的表达式及描述曲线来分析系统的性能。2,时域性能指标:1),延迟时间2),上升时间3)峰值时间4)超调量5)调节时间6)稳态误差 第三章 1,磁电动圈式仪表的分类:指示型、指示调节型、记录型 2,测量电路对仪表的指示精度具有较大的影响:控制影响:控制R0和Ri。3,断偶现象:磁电动圈式温度仪表由仪表本体,外电阻回路构成,外电阻又由热电偶、补偿导线、外调电阻等构成,外电阻回路有可能因连接不可靠或被无意中碰着而断路。 4,断偶保护的必要性:若不采取断偶保护措施,当发生断偶现象后,仪表内的动圈就不可能有电流输入,动圈和指针就不会发生偏转,这样振荡器就一直处于振荡工作状态,继电器得电其触电闭合,控制的电阻炉始终处于加热状态。当炉温超过规定的温度时,由于不能自行断电而继续加热,这样可能将炉子烧坏甚至发生安全问题,这是十分危险的,为此需要设置断偶自动保护电路。 5,热电偶的冷端温度补偿:1)冷端温度法;2)冷端温度计算校正法;3)冷端温度补正法;4)仪表调零法;5)补偿导线法;6)补偿电桥法。 6电阻应变仪的分类:1)静态电阻应变仪;2)静动态电阻应变仪;3)动态电阻应变仪;4)超动态电阻应变仪还有静态多点自动应变测量装置、遥测应变仪等