Safety Operation Regulation of Ultrasonic Flaw Detector
超声波探伤仪安全操作规范
TS-2028C flaw detector is portable A pulse echoultrasonic flaw detector, and it apply to metal nondestructive testing.
TS-2028C探伤仪系携带式A型脉冲反射式超声波探伤仪,仪器适用于金属无损检测。
一、Technical Feature技术性能
1、Operating frequency range0.4~20.0MHZ
工作频率范围0.4~20.0MHZ
2、Verticality error is less than 3%
垂直性误差不大于3%;
3、Depth Range0.0~6000.0mm
深度范围0.0~6000.0mm
二、Operation Specification操作规范
1、Flaw Detector uses pulse reflection A indicate ultrasonic flaw detector, angle probe and
direct probe contact processes are the main flaw detection.
探伤仪器采用脉冲反射式A型显示的超声波探伤仪,以斜探头和直接探头接触法为
主探伤检查。
2、Detection frequency is 0.4~20.0MHZ detection level linearity deviation is less than
1%,vertical linearity deviation is less than 3%,flaw detector shall furnished with attenuator, the maximum attenuation shall not less than 52db, fine adjustment step of
attenuator is less than 2db.
探伤频率为0.4~20.0MHZ探伤水平线性误差不大于1%,垂直线性误差不大于3%,探伤仪器应具备衰减器,最大衰减量不低于52db,衰减器细调步级不大于2db。
3、Operation of flaw detection requires, working surface of flaw detectionshall remove
splash corrosion, oil stained and other dirt of probe movement area.holes of probe movement area shall be touch up and polished smooth,with metallic luster, to ensure good acoustic contact.
探伤操作要求,探伤工作表面,应清除探头移动区的飞溅锈蚀、油污等污物,探头移动区的深坑应补焊打磨平滑。露出金属光泽,保证良好的声学接触。
4、Before flaw detection, operator shall master the material of flaw detection, welding
groove shapes, and the part of https://www.doczj.com/doc/7611079661.html,ing oil coupling agent between probe and test surface.
探伤前,操作者掌握探伤的材质、焊缝坡口形式,焊接工艺、缺陷的产生部位。在探头与探测面之间使用机油耦合剂。
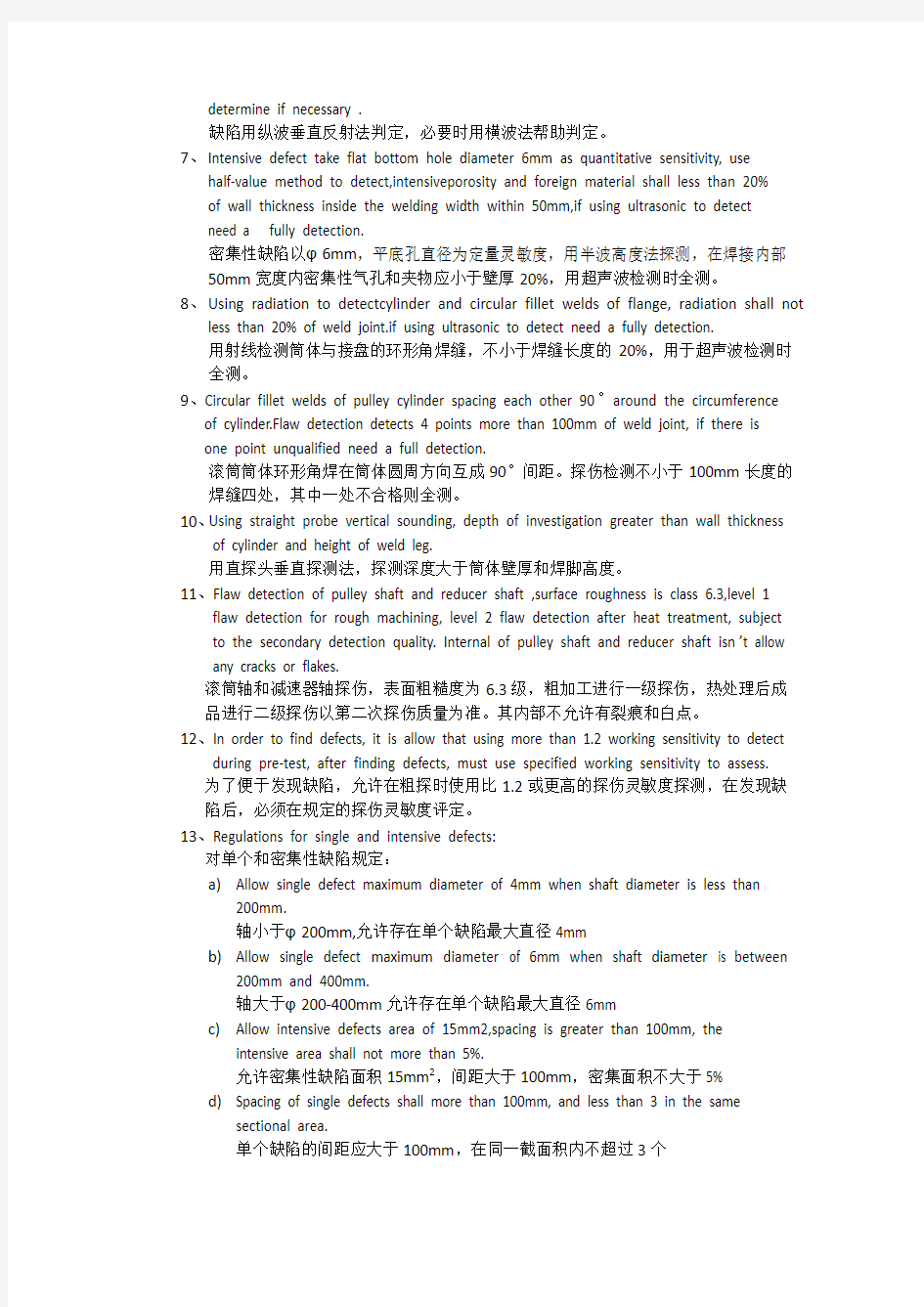
5、Detection area of cast steel chuck,chuck external, end face use the circular crystal
straight probe, frequency and diameter in accordance with Table 14, main sound of probe without doublet and no skew.
铸钢接盘探测部位,接盘外圆、端面,采用圆形晶片直探头,频率和直径按表14内规定,探头主声无双峰,无歪斜。
6、Using longitudinal vertical reflection to estimate defects, using shear wave to help
determine if necessary .
缺陷用纵波垂直反射法判定,必要时用横波法帮助判定。
7、Intensive defect take flat bottom hole diameter 6mm as quantitative sensitivity, use
half-value method to detect,intensiveporosity and foreign material shall less than 20% of wall thickness inside the welding width within 50mm,if using ultrasonic to detect
need a fully detection.
密集性缺陷以φ6mm,平底孔直径为定量灵敏度,用半波高度法探测,在焊接内部50mm宽度内密集性气孔和夹物应小于壁厚20%,用超声波检测时全测。
8、Using radiation to detectcylinder and circular fillet welds of flange, radiation shall not
less than 20% of weld joint.if using ultrasonic to detect need a fully detection.
用射线检测筒体与接盘的环形角焊缝,不小于焊缝长度的20%,用于超声波检测时全测。
9、Circular fillet welds of pulley cylinder spacing each other 90°around the circumference
of cylinder.Flaw detection detects 4 points more than 100mm of weld joint, if there is one point unqualified need a full detection.
滚筒筒体环形角焊在筒体圆周方向互成90°间距。探伤检测不小于100mm长度的焊缝四处,其中一处不合格则全测。
10、Using straight probe vertical sounding, depth of investigation greater than wall thickness
of cylinder and height of weld leg.
用直探头垂直探测法,探测深度大于筒体壁厚和焊脚高度。
11、Flaw detection of pulley shaft and reducer shaft ,surface roughness is class 6.3,level 1
flaw detection for rough machining, level 2 flaw detection after heat treatment, subject to the secondary detection quality. Internal of pulley shaft and reducer shaft isn’t allow any cracks or flakes.
滚筒轴和减速器轴探伤,表面粗糙度为6.3级,粗加工进行一级探伤,热处理后成品进行二级探伤以第二次探伤质量为准。其内部不允许有裂痕和白点。
12、In order to find defects, it is allow that using more than 1.2 working sensitivity to detect
during pre-test, after finding defects, must use specified working sensitivity to assess.
为了便于发现缺陷,允许在粗探时使用比1.2或更高的探伤灵敏度探测,在发现缺陷后,必须在规定的探伤灵敏度评定。
13、Regulations for single and intensive defects:
对单个和密集性缺陷规定:
a)Allow single defect maximum diameter of 4mm when shaft diameter is less than
200mm.
轴小于φ200mm,允许存在单个缺陷最大直径4mm
b)Allow single defect maximum diameter of 6mm when shaft diameter is between
200mm and 400mm.
轴大于φ200-400mm允许存在单个缺陷最大直径6mm
c)Allow intensive defects area of 15mm2,spacing is greater than 100mm, the
intensive area shall not more than 5%.
允许密集性缺陷面积15mm2,间距大于100mm,密集面积不大于5%
d)Spacing of single defects shall more than 100mm, and less than 3 in the same
sectional area.
单个缺陷的间距应大于100mm,在同一截面积内不超过3个
三、Principles of Safe Operation安全操作注意事项
1、Don’t put flaw detector on rolling objects while operation, in order to prevent damage
to the device.
操作时应注意不要将探伤仪放在滚动物体上,以防损坏设备。
2、When charging, shall in accordance with requirements of the specification method and
the time for charging, to prevent battery explosion.
充电时,应按照说明书要求方法与时间进行充电,防止充爆电板。
3、Measured surface of objects should sanding and cleaning, to prevent damage to
measuring probe.
测量物体面应当打磨干净,以防损坏测量探头。
4、When conducting non-destructive test, use after alignment when it is necessary.
进行无损检测时,必要时要校准后使用。