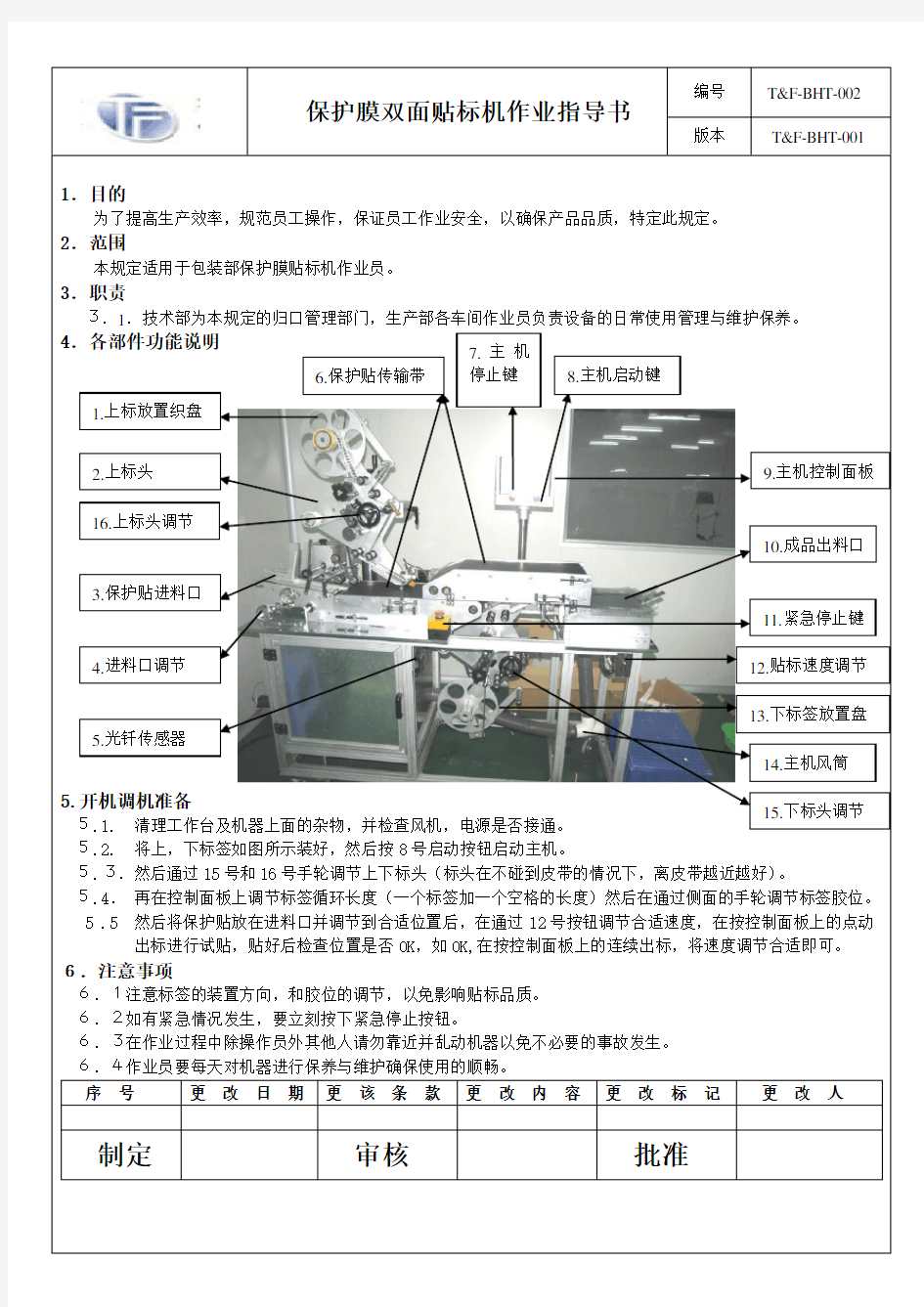
清理工作台及机器上面的杂物,并检查风机,电源是否接通。
将上,下标签如图所示装好,然后按8号启动按钮启动主机。
号和16号手轮调节上下标头(标头在不碰到皮带的情况下,离皮带越近越好)再在控制面板上调节标签循环长度(一个标签加一个空格的长度)然后在通过侧面的手轮调节标签胶位。
然后将保护贴放在进料口并调节到合适位置后,在通过12号按钮调节合适速度,在按控制面板上的点动出标进行试贴,贴好后检查位置是否OK,如OK,在按控制面板上的连续出标,将速度调节合适即可。
6.1注意标签的装置方向,和胶位的调节,以免影响贴标品质。
6.2如有紧急情况发生,要立刻按下紧急停止按钮。
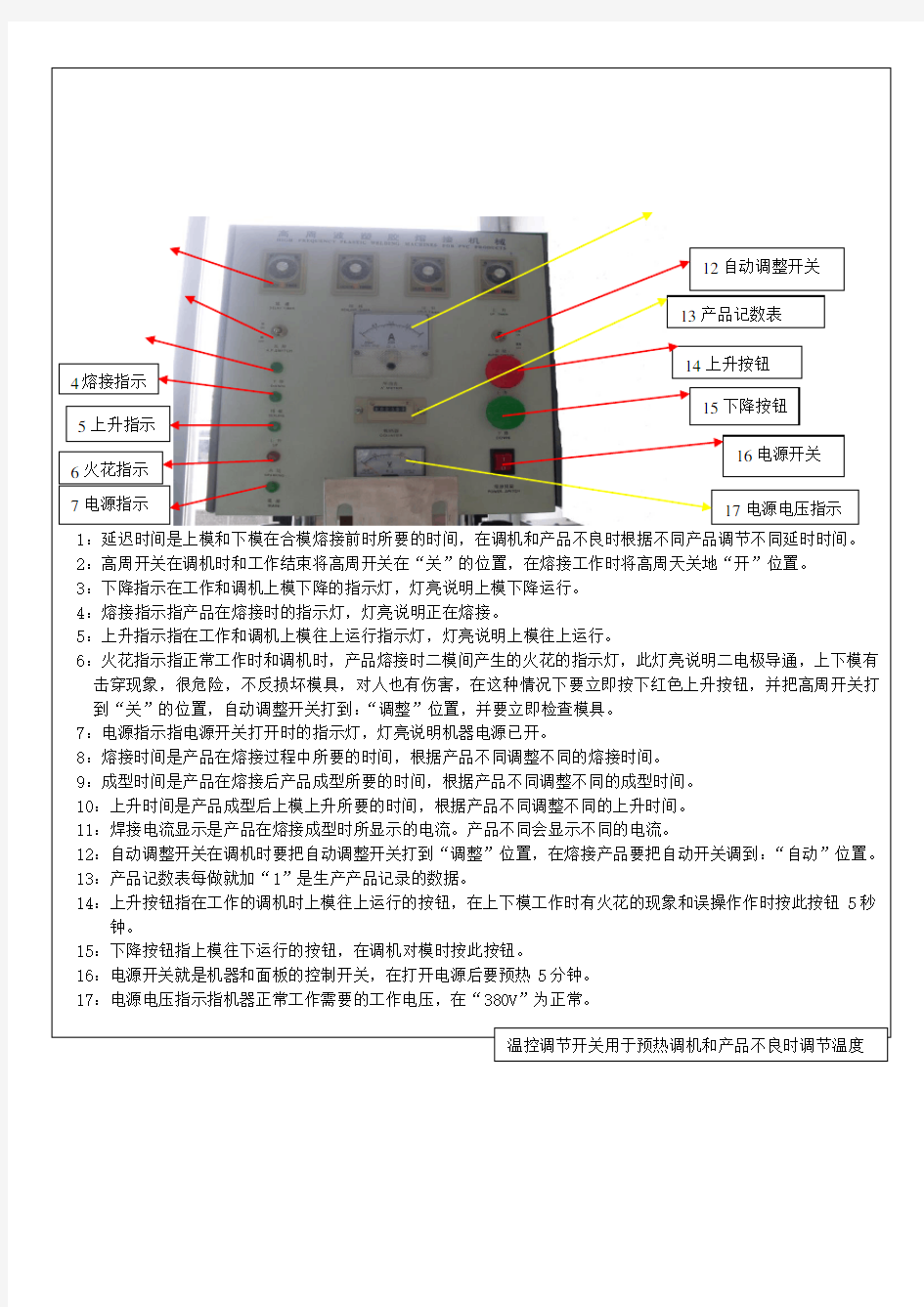
:延迟时间是上模和下模在合模熔接前时所要的时间,在调机和产品不良时根据不同产品调节不同延时时间。:高周开关在调机时和工作结束将高周开关在“关”的位置,在熔接工作时将高周天关地“开”位置。
:下降指示在工作和调机上模下降的指示灯,灯亮说明上模下降运行。
:熔接指示指产品在熔接时的指示灯,灯亮说明正在熔接。
:上升指示指在工作和调机上模往上运行指示灯,灯亮说明上模往上运行。
:火花指示指正常工作时和调机时,产品熔接时二模间产生的火花的指示灯,此灯亮说明二电极导通,上下模有击穿现象,很危险,不反损坏模具,对人也有伤害,在这种情况下要立即按下红色上升按钮,并把高周开关打到“关”的位置,自动调整开关打到:“调整”位置,并要立即检查模具。
:电源指示指电源开关打开时的指示灯,灯亮说明机器电源已开。
:熔接时间是产品在熔接过程中所要的时间,根据产品不同调整不同的熔接时间。
:成型时间是产品在熔接后产品成型所要的时间,根据产品不同调整不同的成型时间。
工作熔接电极,根不同模具调整不同高度
模具平衡调整螺丝在调机装模调整上下合模平衡
上模固定架固定上模
上模
下模
下模固定架固定下模
4.3.2 操作步骤:
4.3. 2. 1:打开电源总掣,打开电源开关,调整温控开关
4.3.2.2把产品正式确放在下模上。
4 .3 .2. 3把自动调整开关打到“自动”位置,高周开关打到“开”的位置。
4. 3. 2. 4 手动旋转下模架到固定位置,高周波自动工作。
4. 3. 2. 5高周波自动工作后,下模固定松动,手动旋转下模架取出产品。
4.3.2.6工作结束后,把自动调整开关打到“调整”位置,高周开关打到“关”的位置,关掉操作面板电源开关,冷却5分钟关掉电源总掣。
4.4注意事项:
4.4. 1开机前电子管要预热5分钟,关机前要面板电源关掉后要冷却
贴标机的原理 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】
贴标机的工作原理和相关定义 贴标机用到的定义正标标签贴到包装容器上,标签的中心线与其理论位置的偏差在规定范围内,称为正标。同一包装容器上有多张标签的,应按上述定义求出各自与理论位置的偏差,均应在规定范围内。贴标率按照贴标 贴标机分类 产品的型式分为直线式贴标机和回转式贴标机。 主要分类有:不干胶贴标机,套标机,圆瓶贴标机,啤酒贴标机,半自动贴标机,贴标机,全自动贴标机,自动贴标机,贴标签机,自动粘贴标签机,热熔胶贴标机。 中华人民共和国轻口巨行业标准贴标机 QB/T 2570-2002代替QB/T 3688-199本标准是对原轻工业部发布的专业标准ZB/TY 99035-1990《贴标机》(该标准曾由国轻行〔1999)112号文发布转化标准编号为QB/T 3688-1999,内容不变)的修订。修订内容如下。 —增加了贴三标、贴四标的技术性能指标: —提高了原标准的使用性能指标; —增加了正标、贴标率、损标率、正标率的定义; —提高了产品可靠性指标。 本标准由中国轻工业联合会提出。 本标准由全国制酒饮料机械标准化技术委员会归口。 本标准起草单位:广东轻工业机械集团有限公司。 本标准主要起草人:张佩珊、何启汝。
本标准自实施之日起,同时代替原国家轻工业局发布的轻工行业标准QB/T 3688-1999《贴标机》 贴标机分类: 按照不同的粘胶涂布方式,可以分为不干胶贴标机、浆糊贴标机(上糊贴标机,胶水贴标机)和热熔胶贴标机几类。 按照自动化程度分,可分为全自动、自动、半自动和手动贴标机几类。 按实现不同的贴标功能分,可分为平面贴标机、侧面贴标机和圆周贴标机类。 贴标机主要有:不干胶贴标机,套标机,圆瓶贴标机,啤酒贴标机,半自动贴标机,贴标机,全自动贴标机,自动贴标机,贴标签机,自动粘贴标签机,热熔胶贴标机。这些产品可完成平面粘贴,包装物的单面或多面粘贴,柱面粘贴,局部覆盖或全覆盖圆筒粘贴,凹陷及边角部位粘贴等等 贴标机的工作原理 工作过程的开始是箱子在传送带上以一个不变的速度向贴标机进给。机械上的固定装置将箱子之间分开一个固定的距离,并推动箱子沿传送带的方向前进贴标机的机械系统包括一个驱动轮,一个贴标轮,和一个卷轴。驱动轮间歇性地拖动标签带运动,标签带从卷轴中被拉出,同时经过贴标轮贴标轮会将标签带压在箱子上。在卷轴上采用了开环的位移控制,用来保持标签带的张力因为标签在标签带上是彼此紧密相连的,所以标签带必须不断起停。 标签是在贴标轮与箱子移动速度相同的情况下被贴在箱子上的。当传送带到达了某个特定的位置时,标签带驱动轮会加速到与传送带匹配的速度,贴上标签后,再减速到停止。
A v e r y A L X1:1印加贴说明书简介 标签上打印的位置 标签左右一定要有2毫米以上的空位。 安装及更换物料 注意:只有接受过专业培训的技术人员才可以安装更换物料.安装打印物料可以参照打印机上的标签图和依据以下的步骤,并注意碳带及标签的安装方向。 1Materialguide:标签导向槽; 2Brakeroller:标签传送轴; 3Contactaxle:压杆 4Opener:压杆开启器 5Printroller:打印滚轴; 6Printhead:打印头; 7Dispensingedge:剥离器; 8Feedroller:走纸轴; 9Adjustmentwheelpunchsensor:标签定位感应器调节旋钮; 10Deflectingroller:标签底纸传送过渡轴; 11Shutter:回卷压纸轮手柄; 12Spring-suspendedblock:回卷压纸轮; 13Ribbonunwindmandrel:碳带展开轴; 14Ribbondeflector:碳带过渡轴; 15Ribbonroller:碳带传送轴; 16Ribbondeflectionroller:碳带传送过渡轴; 17Rockertube:碳带传送过渡弹簧; 18Ribbonrewindmandrel:碳带回收轴; 19Settingscrewprintheadcon-tact:打印头压力调节器; 1Unwindunit:标签安装盘; 2Deflectionroller:标签传送过渡轴; 3Rockerarm:恒力摇臂; 4Rewindunit:底纸回卷器; 5Knob:压紧手柄; 6Guidingarm:标签固定手臂;
东莞市瑞德丰生物科技有限公司 文件名称自动贴标机操作规程 □ 工程技术部_____________________________ □仓储部___________________________________________________ □计划部□人资部 □财务部 发放单位 ■体系办□采购部 □品管部■生产厂部 □销售部□工艺设备部 □工 程 呈 技 术部□仓储部 □计划部□人资部□财务部
1. 操作前检查与准备: 1.1 现场机手依据《贴标机日常点检表》点检内容对设备进行日常开机前的点检和检查, 结果填入《贴标机日常点检表》生产点检栏中。 1.2 机电保全工依据《贴标机日常点检表》点检内容对设备进行周度点检和检查, 结果填入《贴标机日常点检表》机电点检栏中。 1.3 机电保全工依据《贴标机润滑指导书》润滑内容对设备进行必要的润滑, 结果填入《贴标机润滑记录表》中。 1.4 开机前和生产结束后生产现场必须对所管辖的设备进行一次系统的4S 工作。 1.5 按要求填写好标纸(注意标纸内卷,外卷方向] ; 1.6 支置于输送带上调好宽度;按生产要求装好字码,调整好印机与标纸打印位置,打印时间、清晰度; 1.7 检查各仪表、电路运转部位是否正常,按要求填写好标纸。 1.8 操作工培训考核合格后方可上岗。 2. 操作步骤: 2.1打开电源,将电源开关置于“ON位; 2.2 按F1 自动检测(必须将电源眼对准标纸的底纸); 2.3 当萤屏上出现“放产品在输送带口执行引自动检测”时将一支瓶子置于输送带上; 2.4 瓶子通过输送带的电眼后,输送带会随即停下来,此时标纸会缓慢走动,电脑测量标纸长度,计算标准停在离板的位置,此动作完成后即完成检 测; 2.5 将瓶子陆续放在输送带上; 2.6如果现在欲贴的瓶子先前己贴过,并存入电脑,只需直接触按F2 (呼叫记忆组)即可使用(注意:非专职 保全工不得对故障(线路控制)试图修复) 2.7 在贴标过程,机手要时常检查贴标的质量(有无歪贴、漏贴、错贴;在同一产品更换卷标时注意版面多样性是否统一)不合格时及时纠正。 2.8 停机程序: 2.8.1当瓶子贴标完毕后依次关闭开关至“OFF'切断电源即可; 2.8.2 做好《重要设备运行记录》。 3. 保养规程: 3.1 日常维护保养: 3.1.1 每天应擦拭、保持机台内外清洁、无油垢、无脏物;以达到漆见本色、轴见光和沟见底的要求。 3.1.2 班前班后做好设备清洁工作。 3.1.3 检查光电传感器灵敏度和各机械部位是否齐全完整有效。 3.1.4 各润滑部位是否已加油。 3.1.5 注意观察主机在运行中是否有不正常杂音、振动及特殊气味。 3.2 定期检查维护保养: 3.2.1 整理电控箱线路、清扫电控箱内的粉尘。 3.2.2 检查各电气元器件触头及线头接触是否良好,以及接地线是否良好做到无漏电现象。 3.2.3 检查电机轴承是否异常,测定电机的绝缘性。 3.2.4 检查各运转机构是否灵活,剪刀和轴套是否磨损严重以及紧固件有无松动。 3.3 二保:依据《设备年度维修保养计划》进行年度设备维护保养时,结果填入《机电设备保养记录表》中。 4. 技术参数: 4.1 适用标纸宽度:15-150mm 4.2 适用瓶子直径:10-25mm 4.3 总耗电力:0.63KW
河南科技学院 2009届本科毕业论文(设计) 论文题目:不干胶贴标机的设计分析学生姓名:韩军伟 所在院系:机电学院 所学专业:机械设计制造及其自动化 导师姓名:马利杰 完成时间: 2009年 5 月 20日
摘要 摘要:分析了贴标机设计的技术要求和注意事项,采用履带式定位机构解决了瓶的定位问题,采用螺旋式进瓶机构,介绍了各部分的结构设计和工作及控制原理;分析了取标过程的三个工位,即上胶,滚标,夹标.分别介绍了各部分的结构设计和工作及控制原理. 关键词:贴标机履带式传送带螺旋式取标
Abstract The papers analyze the technical acquirement and difficult of gluing Label machine in bottle, It solves the problem of position of label the bottle,the infeeding screw rod is designed into segments,the papers introduce mechanism design and the way of control of difference parts. this paper analyses the three work—places of picking—up process,that is gluing,labeling,gripping. The paper introduce mechanism design and the way of control of different parts. Key words:gluing label machine infeeding screw rod picking-up
题目:直线式贴标机 班级:包工0801 学号:0403080104 学生姓名:王彤 指导教师:王利强 2011年5月
直线式贴标机 ------直线式真空转鼓贴标机 包装0801 王彤 摘要:本文主要以直线式真空转鼓贴标机为例介绍直线式贴标机的适用的标纸类型、贴标工艺过程、标签的粘贴方式、贴标机构的组成、工作原理及其在实际中的应用情况 关键字:直线式贴标机转鼓标签 包装是信息的载体,对商品贴标是实现这一要求的主要途径,贴标机械是完成商品贴标的主要包装与印刷机械。贴标机广泛应用于各行各业的产品包装容器和包装盒的贴标。 1 直线式贴标机 通过加标机构将标签贴在作直线运动的包装件或产品上的机器。 2 标纸的种类 片式标签、卷筒状标签、热粘性标签和感压性标签及收缩筒形标签; 3直线式真空转鼓贴标机 直线式真空转鼓贴标机是最常见的湿胶贴标机,因真空转鼓的作用和贴标流程不同有多种形式。 该机的特点是: (1)搓滚装置是与真空转鼓分开的独立装置; (2)除利用真空实现取标、送标外,还能完成打印字码、涂胶、贴标等工作;(3)设有“无瓶不取标”和“无标不涂浆”装置。 下面介绍三种直线式真空转鼓贴标机 3.1 第一种直线式真空转鼓贴标机 3.11结构组成 贴标机的主要工作机构由供标装置、取标装置、打印装置、涂胶装置及联锁装置等几部分组成。 图7-15所示为一种典型的直线式真空转鼓贴标机。 由板式输送链l、供送螺杆2、真空转鼓3、五条搓滚输送带7、海绵橡胶衬垫
8及涂胶装置4、印码装置5、标盒6等组成。 3.12工作原理 其真空转鼓3不断地绕自身垂直轴作逆时针旋转,并把标盒6中的标签取出送到贴标工位。转鼓园柱面分隔为若干个贴标区段,每一段上有起取标作用的一组真空小孔。小孔直径为3~4mm,其真空的“通”或“断”靠转鼓中的滑阀来控制。转鼓外有两个标盒,作摆动与移动的复合运动,整个过程以一定的速度重复着送进-吸标-急退回-再送进的循环动作,其运动规律保证真空转鼓3能从标盒6中取出标签。 涂胶装置4由胶盒、上胶辊和涂胶辊等组成。贴标时胶盒绕其轴心摆动,当真空转鼓3带着标签经过涂胶装置4时,涂胶辊靠近转鼓3给标签涂放,随后即摆离转鼓3,以免胶液涂到转鼓上,胶盒的这些动作是依靠弹簧和凸轮完成的。 3.13工作过程 (1)容器由板式输送链1进入供送螺杆2,使容器按一定间隔送到真空转鼓3,同时触动“无瓶不取标”装置的触头,使标盒6向转鼓靠近; (2)标盒支架上的滚轮触碰真空转鼓的滑阀,使正对标盒位置的真空气眼接通,从标盒6中吸出一张标签贴靠在转鼓表面;随后标盒6离开转鼓准备再次供标。 (3)带有标签的转鼓经印码、涂胶等装置,在标签上打印批号、生产日期并涂上适量粘结剂。 4)随着转鼓的继续旋转,已涂粘结剂的标签与螺杆送来的待贴标容器相遇; (5)当标签前端与容器相切时,转鼓上的吸标真空小孔通过阀门逐个卸压,标签失去吸力,与真空转鼓3脱离而粘附在容器表面上。
操作维护手册 达尔嘉落地式贴标机 达尔嘉(广州)标识设备有限公司 广州市经济技术开发区锦秀路明华三街3号振兴工业大厦二楼电话:(020)8221 6718 传真:(020)8221 5799 电邮:info@https://www.doczj.com/doc/7918955294.html,网页:https://www.doczj.com/doc/7918955294.html,
达尔嘉(广州)标识设备有限公司落地式贴标机操作手册目 录 目录 (1) 敬告 (2) 重要警告与危险注意事项 (3) 1. 前言 (4) 2. 技术规格 (4) 3. 安装与构造 (5) 4.调整 (7) 5. 状态检测与校正 (8) 附录A:设备安全操作规程 (10) 附录B:电气接线图
达尔嘉(广州)标识设备有限公司落地式贴标机操作手册敬 告 操作此设备前,请先充分阅读此手册,并应保存此手册以便以后使8 用! 若在使用过程中,发现问题无法解决,请按照封面联系地址和电话 及时通知达尔嘉公司维修人员。 本公司有权对该机的外形和结构进行改进!
达尔嘉(广州)标识设备有限公司落地式贴标机操作手册重要警告与危险注意事项 注意该机的技术参数,尤其是环境条件必须符合要求。 9 该机的操作人员必须经过严格培训。 安装和故障检查必须由专业人员进行。 安装之前,先检查各部件是否齐全,以及资料是否完整。 系统必须可靠接地。 该机的安全指示必须被严格遵守。 通电之前,必须仔细检查安装、连接是否正确。 机器运行时,请勿把手伸到运动部件处,以免夹伤手指。 严禁在未停机时进行机械拆装,在拆开控制箱及传动部件时,必须关掉电源。 请勿把易燃物质放在机器上,以免发生事故。 操作者使用本机时必须确保本机所有运动及带电等部位不会引起事故或人身伤害等危险! 清洗设备时,要注意电器元件的防水、防潮处理。 若机器长期不用请拨掉电源插头或切断进线电源。
全自动不干胶贴标机操作规程 贴标机在使使用前及使用后一定要做好检查工作以确保生产中不会出现不必要的错误。 一、开机前的准备 1、检查工作室内的清洁、清除多余的物品,贴标机是否挂有―已清洁‖状态标示。 2、调整剥离板与瓶体间的距离,使之达到1.5–3mm距离,过近会使标签底纸与瓶体之间产生摩擦,标纸易断,距离过大,会使标签不能正确地贴在瓶体上。 3、调整贴标辊与剥离板之间的距离,使之达到1.5–3mm主要解决不出标时贴标辊不碾标纸。 4、用瓶体检查与贴标辊之间的松紧度,以瓶压紧能检入为宜,过松过紧可调整贴标挡板和贴标辊固定架升降轮。 5、将标纸放到标纸辊上,依次通过打码机色带、沟型片、电探头、剥离板及压标轴一切调整好后开机。检查水、电各开关情况,供应状态。 二、开机: 1、打开电源,指示灯亮。 2、将打码机的打字加热,旋钮调整到最高档,3—6分钟打印批号清晰可见时,将旋钮调至2档,按热打码机标准操作规程操作。 三、检查光电头的灵敏度 1、检查不干胶贴标机瓶光电检测器,用一阻隔物在距光电头
5—10mm处晃动,晃一下出二个以上标为灵敏度高,晃几次出一个标为灵敏度低,调解电位器上的旋钮。 2、检查标纸光电检测器,观察标签出剥离板的距离应为1—3mm以瓶体通过时不与标签发生接触为宜,距离不当时,可调整电位器上的旋钮,如调整不过来,可调整沟型光电头与两标签间隔的距离。 3、以上调整正常后,将要贴标的药瓶排放在输瓶转盘上,依次将输送,分瓶速度旋钮调整,再将送标速度旋钮调至3—4档,贴标速度旋钮调整5—6档。 4、检查贴标的情况,如果出现连标、扯纸等现象主要调节输送、送标、贴标三种速度即可。 四、操作中注意事项: 1、机器运转时,有漏标时,不要用手去检标,以免手压入贴标辊内。 2、打码机加热旋钮待温度已够时,要将旋钮旋至较低档,以免预热时间过长而将打码机加热系统烧坏。 3、操作中途如需更换批号时要用镊子夹批号,以免伤手。 五、操作中途异常情况及处理 1、漏标或不贴标;原因有两个:一是光电头与瓶体距离远,可调节光电头与贴标档板平行距离;二是光电头灵敏度低,可调节电位器旋钮。 2、连续出标原因有两个:一是光电头灵敏度高,调节电位器旋钮;二是沟型光电头透明度不够即灵敏度不够,调节电位器红绿灯间隔距离。
贴标机的售后服务态度很重要 东莞市万华自动化科技有限公司是一家专注于自主研发、设计、生产和销售为一体的专业贴标机厂家。长期专注自动贴标机领域,持续钻研自动贴标机技术,自主研发半自动贴标机、圆瓶贴标机、平面贴标机及配合自动生产线定制化的贴标机。 在这个高速发展的市场经济时代,服务态度成为人们购买商品的一个重要的决定因素,有形产品在满足消费者需求中的比重正在逐步下降,而服务的价值正变得越来越重要,进入了服务制胜的时代。很多人喜欢购买品牌商品,不仅仅因为质量有保障,更重要的就是拥有完整的售后服务体系。所以说,贴标机要从长远的发展来看,售后服务是必不可少的,当然售后服务不是形象工程,也不是用来糊弄消费者,要用心服务,要行动起来,坦诚面对消费者,立即处理消费者的投诉,虚心接受消费者的批评,用心服务,及时服务,完美服务,做一个合格的、负责任的售后服务部门,让消费者满意,真正解除消费者售后之忧。让贴标机在用户心中有一个好的口碑,才愿意为你宣传,只有这样售后服务才能成为贴标机提升市场占有率的法宝。 所以贴标机的质量和售后服务相互作用,互为前提缺一不可,售后服务不到位就要降低贴标机在市场的占有率,贴标机的质量不过关(达不到客户需求)售后服务就难有用武之地。因此,客户满意度取决于贴标机企业的产品和服务,贴标机企业要想长期盈利走向强盛,就必须让客户满意。使客户满意的售后服务是企业能够长期发展重要因素,也是贴标机企业最终走向成熟的有效措施之一。 东莞市万华自动化科技有限公司的诚信、实力和产品质量获得业界的支持。欢迎各界朋友莅临参观、指导和业务洽谈。 关键词:自动贴标机圆瓶贴标机贴标机生产厂家
深圳市海滨制药有限公司 Shenzhen Haibin Pharmaceutical Co., Ltd 编码/Code :SOP-MP-3-03-008-02 文件名称/Document Name : 普通化学药粉针线轧盖灯检岗位清场标准操 作规程 General Chemical Powder Injection Capping Lamp Post Site-Clearing Standard Operating Procedure 文件类别/ Document Category : 标准操作规程/Standard Operating Procedure 生效日期/ Effective Date : 页码/ Page No.:1 /8 本文件属于深圳市海滨制药有限公司的版权!机密! 目的 Purpose 提供粉针线(9号线)自动贴标机的用户需求规范,规定了系统的设计、安装和使用中应实现的功能要求,保证供应商以本规范为依据进行规格选型和功能设计,并为后续的设备确认和验证提供详实依据。 范围 Scope 适用于粉针线(9号线)的自动贴标机购买需求。 职责Responsibility 1 二车间 按照改造区域面积大小及功能设置,配合2010版GMP 要求,提供自动贴标机的环境需求和使用功能要求,对设备的使用条件进行审核。 2 设备动力部 按照自动贴标机操作的生产相关条件要求,对设备进行选型和评估,确保满足二车间提出的各项要求,并审核设备技术要求及参数符合生产使用条件。 3 QA 部 参照2010版GMP 规范要求,对设备的使用条件进行审核,确保满足要求。 4 供应商 提供自动贴标机正常运行所需的所有部件、备件和附属装置,并提供详实的设备安装/运行确认报告(记录),确保设备能安全正常使用。
贴标机操作SOP 1.目的:建立一个贴标机安全操作规程,用于指导安全操作贴标机。 2.范围:适用于领新达嘉(广州)包装设备有限公司生产的DL-101-JB2立式圆瓶自动贴标机的操作。 3.职责:贴标机操作人员对本规程的实施负责。 4.内容: 4.1开机前应清除机器上所有杂物。尤其注意运动部件附近,不得放置工具、擦布等物品。 4.2操作人员必须经过培训(尤其安全培训)才能上岗。 4.3当机器的操作人员多于一名时,应规定一人负责开机,其余人员不得开机,开机人员每次开机前应先观察机器的运动部件是否有人靠近,只有确定所有的人员都不会接触机器运动部件时,才能开机,开机时应提醒其余人员。 4.4在机器运行时,操作工(任何一个)若发现有异常情况应及时按下急停开关,并告知其他操作者。 4.5除非必要,并有足够之保护措施,否则不允许身体任何部位或用任何物品接触机器的运动部位,尤其是旋转部件或一些入口处。因调试需要接触时,应由受过这类培训的人员进行,但必须事先通知操作者。 4.6非操纵开关者,若要介入对机器的高速调试或检测操作时,必须事先通知操纵开关者。 4.7打开紧急开关,重新上电之前,必须注意周围环境(包括人员、设备及传动部件)已处于安全状态,否则不能上电开机! 4.8当对机器进行拆装或清理工作时,必须按下急停开关,以免误操作,绝不允许在机器运行时进行任何非正常的操作(包括清理)。 4.9对机器及其附近区域进行清洗时,应注意不要让水进入各电控箱或电控盒内,以及电源输入处及各电器部件,以免损坏元器件或危及人身安全。 4.10当需长时间对机器进行维护时应关掉总电源,并在机器的显眼处挂上“禁止开机”警示牌。 4.11未经许可,不得拆除或改变机上零件,尤其是安全防护用零件,并在操作中保护好安全标识。 4.12当维修后需重新开机时,除清理现场外应先用人力盘动一下运动部件或点动
Avery ALX 1:1 印加贴说明书简介 标签上打印的位置 标签左右一定要有2毫米以上的空位。 安装及更换物料 注意:只有接受过专业培训的技术人员才可以安装更换物料.安装打印物料可以参照打印机上的标签图和依据以下的步骤,并注意碳带及标签的安装方向。 1 Material guide: 标签导向槽; 2 Brake roller :标签传送轴; 3 Contact axle:压杆 4 Opener:压杆开启器 5 Print roller:打印滚轴; 6 Print head:打印头; 7 Dispensing edge:剥离器; 8 Feed roller:走纸轴; 9 Adjustment wheel punch sensor:标签定位感应器调节旋钮;
10 Deflecting roller:标签底纸传送过渡轴; 11 Shutter:回卷压纸轮手柄; 12 Spring-suspended block:回卷压纸轮; 13 Ribbon unwind mandrel:碳带展开轴; 14 Ribbon deflector:碳带过渡轴; 15 Ribbon roller:碳带传送轴; 16 Ribbon deflection roller:碳带传送过渡轴; 17 Rocker tube:碳带传送过渡弹簧; 18 Ribbon rewind mandrel:碳带回收轴; 19 Setting screw print head con-tact:打印头压力调节器; 1 Unwind unit:标签安装盘; 2 Deflection roller:标签传送过渡轴; 3 Rocker arm:恒力摇臂; 4 Rewind unit:底纸回卷器; 5 Knob:压紧手柄;
贴标机的原理 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
贴标机的工作原理和相关定义贴标机用到的定义正标标签贴到包装容器上,标签的中心线与其理论位置的偏差在规定范围内,称为正标。同一包装容器上有多张标签的,应按上述定义求出各自与理论位置的偏差,均应在规定范围内。贴标率按照贴标 贴标机分类 产品的型式分为直线式贴标机和回转式贴标机。 主要分类有:不干胶贴标机,套标机,圆瓶贴标机,啤酒贴标机,半自动贴标机,贴标机,全自动贴标机,自动贴标机,贴标签机,自动粘贴标签机,热熔胶贴标机。 中华人民共和国轻口巨行业标准贴标机 QB/T 2570-2002代替QB/T 3688-199本标准是对原轻工业部发布的专业标准ZB/TY 99035-1990《贴标机》(该标准曾由国轻行〔1999)112号文发布转化标准编号为QB/T 3688-1999,内容不变)的修订。修订内容如下。 —增加了贴三标、贴四标的技术性能指标: —提高了原标准的使用性能指标; —增加了正标、贴标率、损标率、正标率的定义; —提高了产品可靠性指标。 本标准由中国轻工业联合会提出。 本标准由全国制酒饮料机械标准化技术委员会归口。 本标准起草单位:广东轻工业机械集团有限公司。 本标准主要起草人:张佩珊、何启汝。
本标准自实施之日起,同时代替原国家轻工业局发布的轻工行业标准QB/T 3688-1999《贴标机》 贴标机分类: 按照不同的粘胶涂布方式,可以分为不干胶贴标机、浆糊贴标机(上糊贴标机,胶水贴标机)和热熔胶贴标机几类。 按照自动化程度分,可分为全自动、自动、半自动和手动贴标机几类。 按实现不同的贴标功能分,可分为平面贴标机、侧面贴标机和圆周贴标机类。 贴标机主要有:不干胶贴标机,套标机,圆瓶贴标机,啤酒贴标机,半自动贴标机,贴标机,全自动贴标机,自动贴标机,贴标签机,自动粘贴标签机,热熔胶贴标机。这些产品可完成平面粘贴,包装物的单面或多面粘贴,柱面粘贴,局部覆盖或全覆盖圆筒粘贴,凹陷及边角部位粘贴等等 贴标机的工作原理 工作过程的开始是箱子在传送带上以一个不变的速度向贴标机进给。机械上的固定装置将箱子之间分开一个固定的距离,并推动箱子沿传送带的方向前进贴标机的机械系统包括一个驱动轮,一个贴标轮,和一个卷轴。驱动轮间歇性地拖动标签带运动,标签带从卷轴中被拉出,同时经过贴标轮贴标轮会将标签带压在箱子上。在卷轴上采用了开环的位移控制,用来保持标签带的张力因为标签在标签带上是彼此紧密相连的,所以标签带必须不断起停。 标签是在贴标轮与箱子移动速度相同的情况下被贴在箱子上的。当传送带到达了某个特定的位置时,标签带驱动轮会加速到与传送带匹配的速度,贴上标签后,再减速到停止。
光机电一体化课程设计 题目:变频器控制与通信 院别:机电学院 专业:机械电子工程 班级: 姓名: 学号: 指导教师:
基于PLC控制的自动贴标机设计 ——变频器控制与通信 摘要 变频器(VFD)是应用变频技术与微电子技术,通过改变电机工作电源频率方式来控制交流电动机的电力控制设备。变频器靠内部IGBT的开断来调整输出电源的电压和频率,根据电机的实际需要来提供其所需要的电源电压,进而达到节能、调速的目的,另外,变频器还有很多的保护功能,如过流、过压、过载保护等等。随着工业自动化程度的不断提高,变频器也得到了非常广泛的应用。 本课程设计主要讨论变频器与可编程控制器(PLC)通信原理,介绍变频器的控制方式、PLC与变频器远程通信控制的硬件连接等。选用三菱FX2N型PLC及三菱FR-S500变频器,介绍串行通信技术在贴标机交流变频调速控制系统中的应用,并通过相应的部分通信控制程序来说明利用可编程控制器实现串行通信编程设计方法。 关键词:通信协议;变频器;PLC;控制
目录 前言 (3) 一.变频器的选用 (4) 二.变频器的控制方式 (5) 三.PLC与变频器远程通信控制的硬件连接 (5) 四.变频器的远程控制原理 (6) 五.对变频器远程控制时参数的设定 (8) 六.对变频器远程控制的软件设计 (8) 七.变频器仿真 (9) 八.心得体会 (14) 附录: (16)
前言 变频器调速是集自动控制、微电子、电力电子、通信技术于一体的技术,它因很好的调速、节能性能, 在各行业中获得了广泛的应用。PLC是近年来发展极为迅速、应用面极广的工业控制装置,它具有体积小、组装灵活、编程简单、抗干扰能力强和可靠性高等优点。现代工业生产的许多领域将变频器与PLC相结合使用, 借助于 PC或(HMI)可以对自动化设备进行智能控制。随着网络技术的发展,PLC既可以独立地对自动化设备进行控制,也可以作为工作站与整个工厂网络系统的各个单元进行信息交换,有利于“无人化”工厂的实现。
ALS204贴标机常用参数及故障说明 一.LABEL SETUP menu 1.Load prod.profil function: 登陆保存过的产品贴标参数。(说明:把设定好的参数保存为一个文件,下次启动时在LABEL SETUP menu--- Load prod.profil function下可以直接登陆。最多可以保存16个文件。) 2.Gap detect mode function: 探测标签缝隙的方式。(说明:在开机或者标签规格改变后需要进行缝隙探测) 1) Manual: 手动方式(按“feed”键几次进行标签初始化检测) 2) Autom. Forward: 自动方式 3.Dispense speed. function: 标签被剥离的速度 调整范围: ALS 204: [5.0…40.0]m/min ALS 206: [5.0…30.0]m/min ALS 256: [5.0…50.0]m/min; 4.Slew speed function: 初始化时“feed”的速度 调整范围: ALS 204: [5.0…40.0]m/min; ALS 206: [5.0…30.0]m/min; ALS 256: [0.0…50.0]m/min; 5.Label pitch function: 标签长度+缝隙 调整范围:[5.0…600.0] mm; 6.Lab. stop offset function: 标签在剥离板上的停止位置 调整范围:[0.0…999.9] mm; 7.Start offset function: 光电传感器到剥离板的距离。(即调整什么时候贴标,我们常说的调延时)8.Product length function: 设置产品的长度。(在设定的产品长度内,即使有开始信号也被抑制。对于那些表面不平的产品可以起到防止误触发的情况) 9.Multi label mode function: 多标签功能(如果“AI”作为信号输入的话,此功能不起作用) Disabled: 每个开始信号出一个标签 …2 labels/start“:每个开始信号出两个标签 …3 labels/start“: 每个开始信号出三个标签, 10.Label 2 offset function: 确定第二张标签贴标位置。从第一张标签的边沿算起。
贴标机安全操作规程(正 式) Standardize The Man agement Mecha nism To Make The Personnel In The Organization Op erate According To The Established Standards And Reach The Expected Level. 编订: 单位: 时间: Word格武/完整/可编辑 V 文件编号:KG-A0-1970-71
使用备注:本文档可用在日常工作场景,通过对管理机制' 管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准'规范的要求进行操作, 使日常工作或活动达到预期的水平。下载后就可自由编辑。 目的:建立并规范贴标机的安全操作规程, 保障设备的安全运行。 任:设备操作员、设备维保人员、生产管理人员 容: 1-1操作人员凭上批清场记录(副本),复查现 场,合格后根据生产指令领取标签。 1.2 把设备状态指示牌由“待用‘‘换挂为“运 1.3连接电源,打开贴标机的电源开关,分别按 控制面板上的"power"键和“cal L键,再按一个已 设定好参数的数字键,检查机器运行正常后,再按“powe严键停机。
1.4打开压缩空气阀门,压力应在3?4公斤范 1.5根据批包装指令,用字粒编排打印头,并核 对批号、生产日期、有效期至无误后,打印头插入批号板,加热W分钟后方可开机贴签。 1.6 装好标签、色带,标签应凸出剥离板2mm。 2操作2. 1分别按"Power"键和“call"键及设定好参数的数字键。 2. 2 按住标签电眼边上的弹簧片并滑动让其中 心对准两张标签的间隔处,把标签电眼的强度旋钮顺时针 方向调到最大,此时标签电眼指示灯亮,然后反时针调到标签电眼指示灯熄灭后,再约加5?W度后把标签电眼滑回原处。 2. 3 用右手在测物电眼前上下挥动几次,使贴 标头部与打印头之间未打印的标签剥离出来,计数并且记录,并按标签、说明书保管与分发操作规程予以 销毁。 2. 4 试贴几支产品,观察批号及有效期的打印 位置,然后调节打印的位置:顺时针调节打印头左面的螺帽,批号、有效期的打印位置向右移,反移则相反。 2. 5 观察剥离板处标签突出的长度,如果标签
自动包装机得工作原理 自动化水平在制造工业中不断提高,应用范围正在拓展。包装行业中自动化操作正在改变着包装过程得动作方式与包装容器及材料得加工方法。实现自动控制得包装系统能够极大地提高生产效率与产品质量,显著消除包装工序及印刷贴标等造成得误差,有效减轻职工得劳动强度并降低能源与资源得消耗、 一、自动包装得作用 具有革命意义得自动化改变着包装得制造方法及其产品得传输方式。设计、安装得自动控制包装系统,无论从提高产品质量与生产效率方面,还就是从消除加工误差与减轻劳动强度方面,都表现出十分明显得作用。尤其就是对食品、饮料、药品、电子等行业而言,都就是至关重要得、自动装置与系统工程方面得技术正在进一步深化,并得到更广泛得应用。 机器人学(Robotics)已经改变了人机得共存方式、自动包装得关键在于依据生产加工或包装过程,设计出一个能够得以实现自动控制得结构方案。显然,自动装置(机械手或机器人)得选择取决于这一过程得需求及特性。依据定义,一个自动装置即就是能通过自动控制或遥控方法完成任务得一台机器或一个机构。它可以就是简单得,例如,从一个位置移向另一位置得一种单轴结构得气动压力联动装置;也可以就是复杂得,例如,具有六轴结构得能动外科手术得机器人、包装过程得各个项目选择以及各类工业自动化机构,可以在一个具体工作场所得空间范围内,使每一个设计方案完成一项任务。 目前,自动装置得结构型式就是多种多样得。例如,可以满足某一项具体操作得需求。工业机械手得结构特点都处在单轴与六轴之间。根据这种轴结构得性能,机械手“臂”得设计在运动可控程序下,操作一个端部操作器或臂端工具。轴得数量代表了机械手臂得“自由度"。另外,还有辅助臂。例如,传送带得轴等,但它们通常不就是以机械方式与机械手主臂相联结得。对于不同机械手形式,一般都就是根据其“x”、“y”、“z”三个主轴组成得坐标系来分类得。大多数机械属于下述五种基本类型之一:笛卡尔或直角坐标系、圆柱面坐标系、旋转式或铰链式坐标系、球面或极坐标系与柔选工组合型机械手(SCARA)。 二、自动功能得外部设备 一个完整得自动化结构方案由很多部件组成,其中,端臂操作工具、材料运送装置与识别/验证系统就是主要组成部分、 1、臂端操作工具 机械手就就是利用与其端部联接得装置从一个位置移到另一位置得一种工具。臂端操作工具,即端部操作器,就是用来抓取产品、定向移动与感受性能参数得一个部件。在包装应用中,端部操作器通常设计成能直接使用得真空套、夹紧爪或两者结合得型式。它们得结构方案可以从单一型得真空套到系列型真空套或夹紧爪得排列式结构等。 2、材料输送装置
自动贴标机操作规程集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#
东莞市瑞德丰生物科技有限公司文件名称自动贴标机操作规程 文件编号R0403-042(A3)制(修)订 部门 生产厂部总页数3制(修)订履历 版本号制(修)订章节及内容 制(修)订 事由 制(修)订 人 审核批准人 发布 日期 A0初次制订初订唐菘柏曾茂富成仲强 A1全文修订结合公司发展 需求 唐菘柏曾茂富纪刘轶 A2全文修订根据体系要求唐菘柏 胡清林、徐道雨 A3全文修订根据体系要求唐菘柏 胡清林、徐道雨 会签单位 ■体系办□采购部 □品管部■生产厂部 □销售部□工艺设备部 □工程技术部□仓储部 □计划部□人资部 □财务部
1.操作前检查与准备: 现场机手依据《贴标机日常点检表》点检内容对设备进行日常开机前的点检和检查,结果填入《贴标机日常点检表》生产点检栏中。 机电保全工依据《贴标机日常点检表》点检内容对设备进行周度点检和检查,结果填入《贴标机日常点检表》机电点检栏中。 机电保全工依据《贴标机润滑指导书》润滑内容对设备进行必要的润滑,结果填入《贴标机润滑记录表》中。 开机前和生产结束后生产现场必须对所管辖的设备进行一次系统的4S工作。 按要求填写好标纸(注意标纸内卷,外卷方向]; 支置于输送带上调好宽度;按生产要求装好字码,调整好印机与标纸打印位置,打印时间、清晰度; 检查各仪表、电路运转部位是否正常,按要求填写好标纸。 操作工培训考核合格后方可上岗。 2.操作步骤: 打开电源,将电源开关置于“ON”位; 按F1自动检测(必须将电源眼对准标纸的底纸); 当萤屏上出现“放产品在输送带口执行引自动检测”时将一支瓶子置于输送带上; 瓶子通过输送带的电眼后,输送带会随即停下来,此时标纸会缓慢走动,电脑测量标纸长度,计算标准停在离板的位置,此动作完成后即完成检测; 将瓶子陆续放在输送带上; 如果现在欲贴的瓶子先前己贴过,并存入电脑,只需直接触按F2(呼叫记忆组)即可使用(注意:非专职保全工不得对故障(线路控制)试图修复) 在贴标过程,机手要时常检查贴标的质量(有无歪贴、漏贴、错贴;在同一产品更换卷标时注意版面多样性是否统一)不合格时及时纠正。 停机程序: 2.8.1 当瓶子贴标完毕后依次关闭开关至“OFF”切断电源即可; 2.8.2 做好《重要设备运行记录》。 3.保养规程: 日常维护保养:
摘要 本毕业设计要完成的是西林瓶贴标机的结构设计。西林瓶是一个最大直径为Φ20mm,高为40mm的瓶子。要求贴标速度为100瓶/分钟。 贴标机的主要工作部件有输送机构,拨瓶机构,吸标机构,取标送标机构等。此外,还设计有上胶水机构,胶水盒,带轮,真空吸管的调整定位机构等,在上面所有机构的配合作用下,加上一定的动力,是可以可靠地完成贴标工作的。 按照贴标机的运动特性,此贴标机设计了两个动力。一个是单独给上料机构提供的,一个是专门给贴标机的工作机提供动力的。对工作机分别进行了输送机构的动力设计拨盘机构的动力设计,吸标机构的动力设计和取标送标机构的动力设计。最好同过几个动力的和,并考虑其他效率因素,选定合适的电机。在这动力下是可以满足动力要求的。 经过上面的运动和动力设计后,对整体机构进行Pro/E的实体造型,完成机构的整体设计。 最后,本论文还对拨瓶轮轴分别使用传统的和现代的方法进行了强度的校核计算。 关键字西林瓶贴标机;运动设计;动力设计
目录 摘要............................................................ I Abstract ......................................... 错误!未定义书签。 第1章绪论 (1) 1.1 国内外贴标机械的发展概况 (1) 1.2 贴标机简述 (2) 1.2.1 典型贴标原理简介 (2) 1.2.2 常用贴标机 (5) 1.2.3 国内外新型贴标机简介 (5) 1.3 主要工作内容............................................................... 错误!未定义书签。第2章贴标机的方案设计 (7) 2.1 西林瓶贴标机的设计要求 (7) 2.2 西林瓶贴标机的原理设计 (7) 2.2.1 西林瓶贴标机工作原理设计 (7) 2.2.2 上料机构原理设计 (8) 2.2.3输送机构原理设计 (8) 2.2.4贴标机构原理设计 (9) 2.2.5收标送标机构原理设计 (10) 2.3 贴标机的运动设计 (12) 2.3.1 上下料机构的运动设计 (12) 2.3.2输送机构的运动设计 (13) 2.3.3 贴标机整体运动设计 (13) 2.4 贴标机动力设计 (15) 2.4.1 上料机构动力设计 (15) 2.4.2 输送机构动力设计 (16) 2.4.3贴标机构和送标机构动力设计 (16) 2.4.4拨瓶机构的动力设计 (17) 2.4.5贴标机构电机的选择 (17) 2.5 经济性分析................................................................... 错误!未定义书签。 2.6 本章小结 (18)
贴标机设计论文 Prepared on 22 November 2020
摘要 贴标机械是一种通过某种机电控制机构将标签按照人工预订的位置进行粘贴、粘连,从而达到包装目的一种机械装置。可极大的降低人工成本,提高效率。 在包装机的发展历史长河中,贴标机械这一分支已逐步壮大。贴标机械为了适应各工厂的需求,不断在技术上出现了各种各样的机型。根据标签的粘附情况不同,贴标机械可以分为不干胶贴标机械、冷胶贴标机械、热熔胶贴标机械、套标机械四类。为了适应流水线的需求,通常将贴标机械分成直线式和回转式两种。不同的客户的产量有大有小,为了适应客户需要,又分为全自型和半自动型。 本文是一篇冷胶回转式全自动贴标机的设计论文。在本设计中,首先针对贴标机中各主要零部件进行参数设计,确保各零部件公差及表面粗糙度达到国家标准要求的前提下贴标机的正常运转,以及确保贴标机达到规定的使用寿命。其中还包括一整套润滑系统的设计。本设计是针对酒类及各种流体圆瓶设计,极大提高了贴标的效率。 通过本次设计极大的改进了目前国内贴标机中存在的一些主要问题,提高设计质量,大大的提高了工作效率。 关键词:贴标机;冷胶;自动化
ABSTRACT Labeling machine is a kind of mechanical device through a certain mechanical and electrical control mechanism to label the label according to the location of the manual, so as to achieve the purpose of packaging. Can greatly reduce labor costs, improve efficiency. In the history of the development of packaging machine, labeling machine, this branch has been gradually growing. Labeling machinery in order to meet the needs of the plant, and constantly in the technical emergence of a variety of models. According to different adhesive labels and labeling machine can be divided into self-adhesive labeling machine, cold glue labeling machine, hot melt adhesive labeling machine, set standard mechanical. In order to adapt the pipeline needs, will usually be divided into linear and rotary labeling machine two. The output of different customers are small, in order to meet the needs of customers, but also divided into full automatic and semi automatic type. This paper is the design of a paper rotary automatic cold glue labeling machine. In the design, first of all for the main parts in the labeling machine were design parameters, to ensure that the parts tolerances and surface roughness to the normal operation of the premise of national standard requirements of the labeling machine, and ensure the labeling machine to the provisions on the use of life. The design of a complete set of lubrication system is also included. This design is aimed at the design of the bottle of wine and all kinds of fluid, which has greatly improved the efficiency of labeling. Through this design has greatly improved the current domestic labeling machine in the presence of some of the main problems, improve design quality, greatly improve the efficiency of the work. Key words: labeling machine; cold adhesive; automation