SOP作业指导
物料名称规格数量
使用的工具
PCB'A 根据 BOM 表防静电手环、手套助焊剂无卤 免清洗酒精壶、洗板水壶酒精/洗板水工业用酒精/洗板水
波峰焊
户外显示屏通用 作 业 指 导 书
5.以上检查合格后,根据产品的PCB板大小调整波峰焊的轨道宽度.先试一块PCB板进行波峰焊焊接,确认有无变色、变形、掉IC、焊点是否良好等不良现象;
3.正常生产时,每班次至少两次用毛刷清洁助焊剂喷头,每班上班生产前清理锡渣;
4.锡条添加时间为下班前15分钟!严禁边生产边添加锡条;
5.每天的锡渣要及时清理,并放少许酒精清洗链爪,每年需放锡一次并更换新的锡;
6.填写波峰焊作业的相关各项记录。
9.波峰焊焊接作业完成后必须关机,先关闭波峰焊的加热系统和传动系统,关闭波峰焊操作软件和电脑,再关闭波峰焊总电源开关。注意事项:
1.非操作人员不可操作设备,所有参数由指定技术员或工程师设定.其他人员不得擅自修改;
2.预热区实测温度为105±5℃,锡炉实测温度为240±5℃;
4.检测波峰焊的助焊剂喷雾系统以及所用的助焊剂是否正常,并记录;
6.PCB板按统一方向平稳的放入PCB搬送轨道。有灯管固定夹具的机种,罩夹具时按指定的方向罩好;
7.波峰焊作业过程中,作业人员要时刻注意观察波峰焊的运行情况,发现异常情况立即报告工程师处理;
8.每2小时测试一次锡炉实际温度,并记录在《波峰焊锡炉实测温度表》;
DIP 波峰焊MWSI 焊接 工 序
图示:
作业顺序及内容:
1.检查波峰焊《设备保养记录表》的各项内容是否正常确保设备无故障后方可开机。开机顺序为打开电源总开关,打开电脑和波峰焊操作软件,启动波峰焊风机和传动运输装置,检查波峰焊启动是否正常;
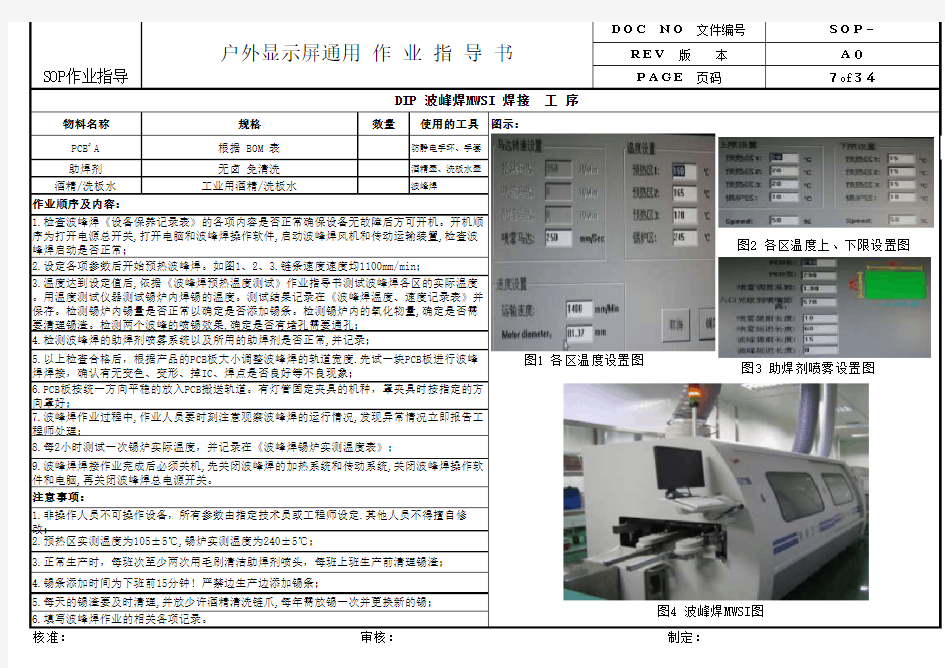
2.设定各项参数后开始预热波峰焊。如图1、2、
3.链条速度速度均1100mm/min;
3.温度达到设定值后,依据《波峰焊预热温度测试》作业指导书测试波峰焊各区的实际温度。用温度测试仪器测试锡炉内焊锡的温度。测试结果记录在《波峰焊温度、速度记录表》并保存。检测锡炉内锡量是否正常以确定是否添加锡条。检测锡炉内的氧化物量,确定是否需要清理锡渣。检测两个波峰的喷锡效果,确定是否有堵孔需要通孔;DOC NO 文件编号SOP-REV 版 本A0PAGE 页码
7of34
图1 各区温度设置图
图2 各区温度上、下限设置图
图3 助焊剂喷雾设置图
图4 波峰焊MWSI 图