
Name 品号
Operation name
standard
/
/
Process Code 2/5
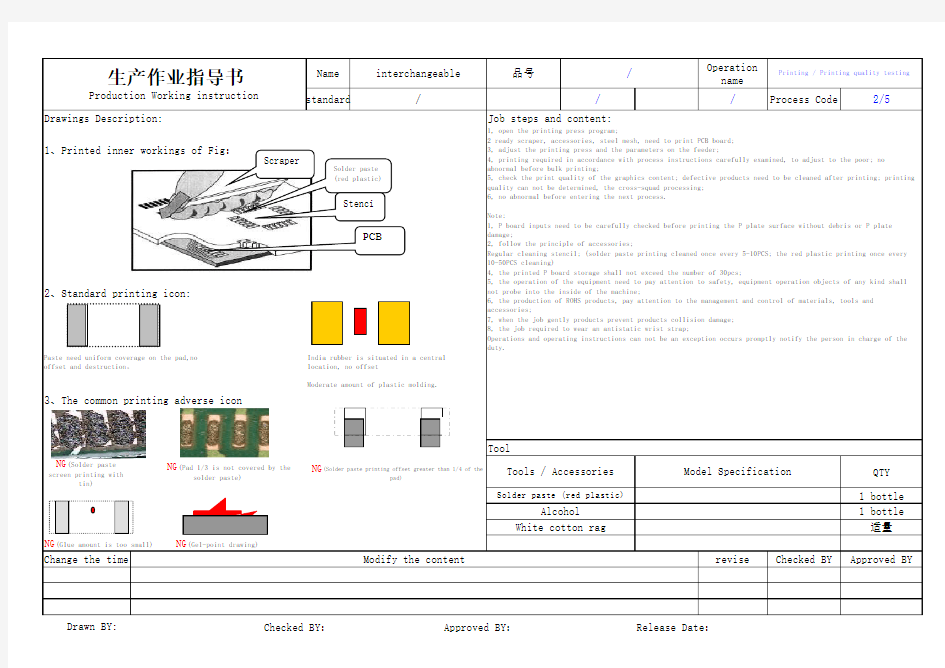
Drawings Description:
Job steps and content:
1、Printed inner workings of Fig :
2、Standard printing icon:
Moderate amount of plastic molding.
3、The common printing adverse icon
Tool
QTY 1 bottle 1 bottle 适量
NG (Glue amount is too small)NG (Gel-point drawing)
revise
Checked BY
Approved BY
Checked BY:Approved BY:Release Date:
Printing / Printing quality testing
White cotton rag
Solder paste (red plastic)
Alcohol
/
1, open the printing press program;
2 ready scraper, accessories, steel mesh, need to print PCB board;3, adjust the printing press and the parameters on the feeder;
4, printing required in accordance with process instructions carefully examined, to adjust to the poor; no abnormal before bulk printing;
5, check the print quality of the graphics content; defective products need to be cleaned after printing; printing quality can not be determined, the cross-squad processing;6, no abnormal before entering the next process.
Note:
1, P board inputs need to be carefully checked before printing the P plate surface without debris or P plate damage;
2, follow the principle of accessories;
Regular cleaning stencil; (solder paste printing cleaned once every 5-10PCS; the red plastic printing once every 10-50PCS cleaning)
4, the printed P board storage shall not exceed the number of 30pcs;
5, the operation of the equipment need to pay attention to safety, equipment operation objects of any kind shall not probe into the inside of the machine;
6, the production of ROHS products, pay attention to the management and control of materials, tools and accessories;
7, when the job gently products prevent products collision damage;8, the job required to wear an antistatic wrist strap;
Operations and operating instructions can not be an exception occurs promptly notify the person in charge of the duty.
Tools / Accessories
Model Specification Change the time
Modify the content
Drawn BY:生产作业指导书
Production Working instruction
interchangeable
/
India rubber is situated in a central location, no offset
Paste need uniform coverage on the pad,no offset and destruction。NG (Solder paste
screen printing with
tin)
NG (Pad 1/3 is not covered by the
solder paste)
NG (Solder paste printing offset greater than 1/4 of the
pad)
Scraper
Solder paste (red plastic)
Stenci
PCB
Name 品号Operation name
standard
工艺属性
/
标准工时
/
Process Code
3/5
Drawings Description:Job steps and content:
1、ounter Mount schematic :
2、Material replacement :
2.1、Materials disc understanding :
Tool
QTY 规格误差 阻值规格 容值 误差
1把1卷
revise Checked BY Approved BY
Checked BY:Approved BY:Release Date:
Change the time Modify the content double sided tape
10MM SMD
生产作业指导书
Production Working instruction
interchangeable
/
/
Tools / Accessories
Model Specification
shears
Drawn BY:1, open the the Mounter program;
2, adjust the equipment rail mount placement machine procedures, equipment start automatic placement;
3, when the machine will alarm the material to make material after use to replace the material production;◆ preparation:
Every 15 minutes to view the remainder of the material in the production, when the material remainder is less than about 500, according to the name of the program station components installed in the feeder to remove the material from the specified material car placed on the preparation of the car.◆ refueling:
A machine alarm materials to make errors; confirm whether the alarm failure need to replace the material;
B, confirm the track number, unloading feeder find the need to replace materials; preparation car, looking for another person for material confirmation;
C, the packed material put into the unloading position of the feeder;
D, refueling and confirm to see the name of the material put into the machine and the machine feeding station name are the same;
E, according to the patch location map on the shape and direction of the replacement material to confirm.◆ Record:
Fill material to replace the record, refueling who was recognized signature confirmation.Note:
1, note that the integrity of the material name; such as: BL8503-30PRN ≠ BL8503-33PRN
2, pay attention to the material accuracy error; such as: 103J = 10KR ± 5% 103F = 10KR ± 1%; 103B = 10KR ±0.1%; commonly available error have ± 5%, ± 10% and -20% to +80% , respectively, with the letters J, K, Z;3, the operation of the equipment need to pay attention to safety, equipment operation objects of any kind shall not probe into the inside of the machine;
4, the production of ROHS products, pay attention to the management and control of materials, tools and accessories;
5, when the job gently products prevent products collision damage;6, the job required to wear an antistatic wrist strap;
Operations and operating instructions can not be an exception occurs promptly notify the person in charge of the duty.
Name 品号
Operation name
standard
/
/
Process Code
4/5
Drawings Description:
Job steps and content:
1、Polarity :
⑴、The SMD components does not allow anti-paste ⑵、Polarity device basis having the correct polarity marked Mounting 负 正 正 负OK NG 贴片二极管图示贴片钽电容图示2、Position offset :
⑴、Component placement to be the middle, no offset, skew
OK
NG
3、Excess glue and components floating high recognition :
4、回流焊接曲线图:
Tool
QTY 1把
S n63Pb37炉温曲线Sn99Ag0.3Cu0.7炉温曲线
红胶固化炉温曲线
修改Checked BY Approved BY
Checked BY:Approved BY:Release Date:
Drawn BY:Modify the content
Model Specification
forceps
Materials, boxes
Mount Quality Inspection /
reflow soldering /
1, take a placement machine mount the finished product;
2, according to process instructions and illustrations content inspection placement quality, mounting defects be corrected;Mount displacement - straighten
Drain paste - Hand subsidies
Tin - before notification processes to deal with less
3, part of shaped components need to manually mount, according to the process instructions manual placement at the
specified location;
4, no abnormal after reflow soldering;
◆ Reflow soldering required to confirm the reflow profile; (refer to the figure)
◆ the Sn63Pb37 process, the peak temperature: 225 ° C ± 5 ° C
◆ Sn99Ag0.3Cu0.7 process, the peak temperature: 245 ± 5 ° C
◆ red plastic curing temperature: 155 ± 5 ° C ◆ Reflow other parameter settings see "reflow soldering technical standards.
Note:
P plate in the furnace chain, P plate P plate spacing must be greater than the P Cricket length;P plate in the furnace online, according to the "product" type place;
3, when the When the abnormal Mount consecutive notification squad leader or technical staff;
4, the production of ROHS products, pay attention to the management and control of materials, tools and accessories;
5, when the job gently products prevent products collision damage;6, the job required to wear an antistatic wrist strap;
Operations and operating instructions can not be an exception occurs promptly notify the person in charge of the duty.
Tools / Accessories
生产作业指导书
Production Working instruction
interchangeable
/
NG The components bottom of serious excess
glue, affecting the appearance
Element floating distance from the pads should be less than 0.2MM
Change the time
SS14V684
110
101
123
﹤0.2mm
Name 品号
Operation name
standard
/
/
Process Code
5/5
Drawings Description:Job steps and content:
Soldering process:
Appearance of technology:
NG NG NG 破损
脏污
溢胶
AOI common adverse icon contrast:
标准图NG (立碑) 标准图 NG (缺件)
TOOl
QTY 1台1台标准图NG (位移) 标准图 NG (空焊)
1把1卷revise
Checked BY
Approved BY
Checked BY:Approved BY:Release Date:
Drawn BY:Hot air soldering station
forceps Tools / Accessories
Model Specification
Welding sets
AOI examine
Change the time
Modify the content
生产作业指导书
Production Working instruction
interchangeable
/
solder wire
Φ0.8-1.0/
1, open the AOI program;
2, take a reflow soldering finished product, batch testing, according to the technical instructions to check the PCB model, version, mount the device model specifications, production process meets the requirements of the process instructions;
Adjust AOI rail, will be required to detect the product is placed on the rail, press the "TEST" button to start detection;
4, the tests are complete, press the the AOI keyboard spacebar, the display will show the initial impression adverse icon;
5 AOI keyboard "CTAL" The key to view up poor initial impression, "Shift" key down View poor initial impression,when determined to be real bad, press the number keys on the keypad (based on adverse defined) to confirm negative phenomena, the red arrow paper identifies defective products;6, the defective products for repair;
Package solder - tin reductions; tin beads, short circuit - pick open; component displacement, Celi, erected a monument - straighten; wrong parts - replacement devices; rotten parts - replace the device; missing pieces -welding devices ; air welding, Weld - tin welding.7 to be re-AOI inspection, maintenance backplane;
8, the yield neatly placed into the box, and paste the identification card to a quality to be tested area outside the box. (Requiring identification cards to fill out accurate and complete, the Carton identify inside the same kind)
Note: 1, unable to repair or quality can not be determined cross-squad processing;2, packing attention to the protection, to prevent extrusion damage to the product;
3, the production of ROHS products, pay attention to the management and control of materials, tools and accessories;
4, when the job gently products prevent products collision damage;
ROHS Product soldering station temperature control 380 ± 30 ° C; (except for special welding / welding devices)6, non-RoHS products soldering station temperature control 350 ± 30 ° C; (except soldering / welding special devices)
7, the job required to wear an antistatic wrist strap;
Operations and operating instructions can not be an exception occurs promptly notify the person in charge of the duty.
■Mount components and P plate should be no damage, flaking, cracking, stains and other undesirable phenomena。
Uniform and full coverage of the welding end pad mount
components, oblique triangle shape
■SMD components need to joints and full time welding is not allowed,insufficient solder, short circuit, displacement and other undesirable
phenomena.
152