
NEU聚氨酯生产工艺流程图作业前准备如喷枪、模具选择与确认、PU料、油漆等
以A组分料和B组分料混合反应形成的具有防水和保温隔热等
功能的硬质泡沫塑料,称为聚氨酯硬质泡沫,简称聚氨酯硬泡。
A组分料是指由组合多元醇(组合聚醚或聚酯)及发泡剂等添加剂
组成的组合料,俗称白料。A组分料是形成聚氨酯硬泡的必要原料
之一。B组分料是指主要成分为异氰酸酯的原材料,俗称黑料。B
组分料也是形成聚氨酯硬泡的必要原料之一。
作用为在脱模时起到易脱模效果,无粘模情况。
1、按客户要求喷不同颜色效果(参照目录或样品)
2、本公司采用油漆为聚氨酯氟碳漆,是属于自干漆中的一种。
烘干1、作用为减少汽泡量2、使其成型无脱皮现象
是根据产品大小可调节浇注量(以时间(秒)计算)
聚氨酯料发泡时间一般为5秒中内可观察发泡情况,所以合模发泡成型速度快,并将其固定夹夹紧,以免溢料而不良。
1、取出工件需在平板上施加压力,使其冷却定型(平面度)。
2、巡检中检查表面是否有脱皮、汽泡多等现象及尺寸。
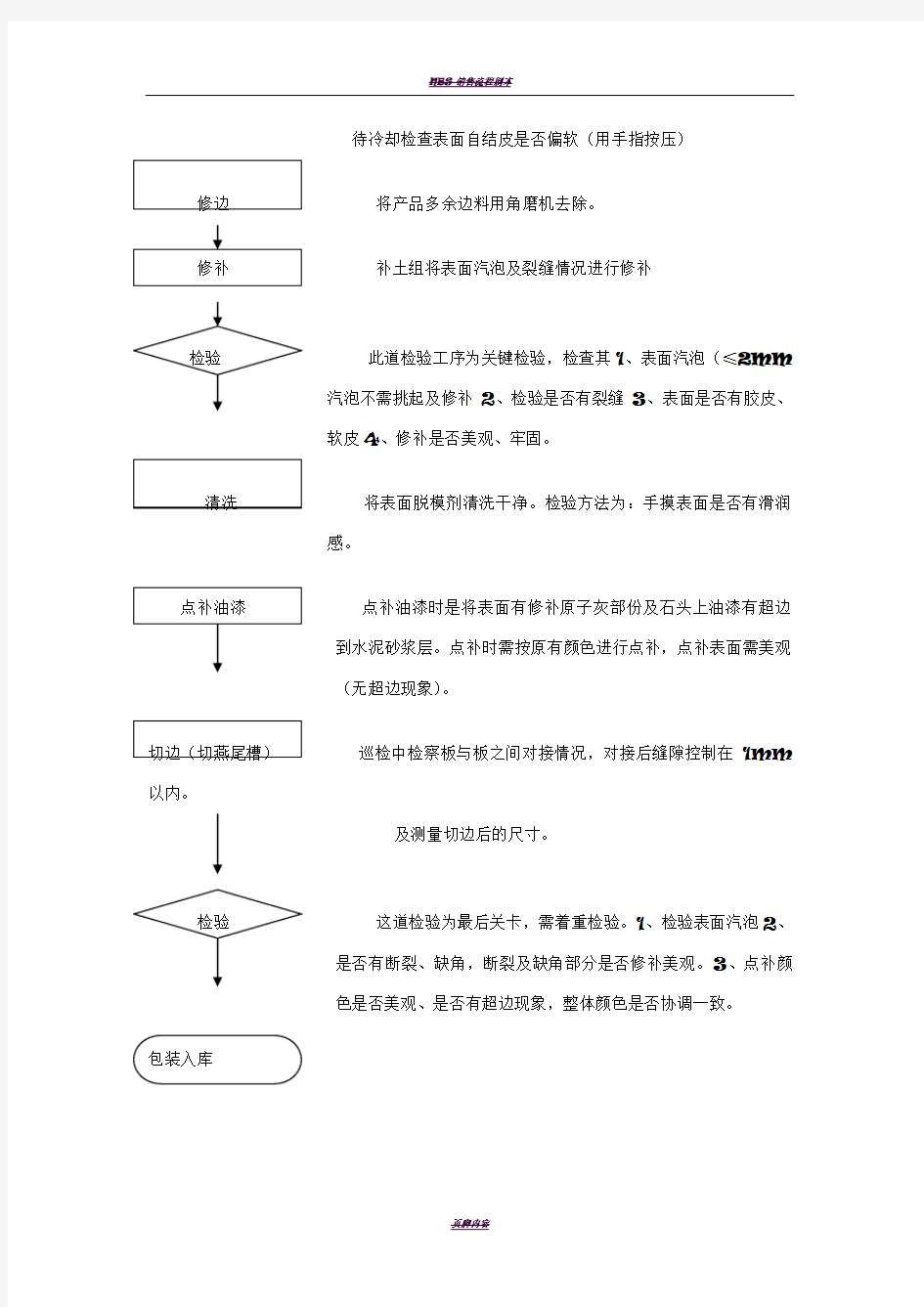
待冷却检查表面自结皮是否偏软(用手指按压)修边将产品多余边料用角磨机去除。
补土组将表面汽泡及裂缝情况进行修补
此道检验工序为关键检验,检查其1、表面汽泡(≤2MM
汽泡不需挑起及修补2、检验是否有裂缝3、表面是否有胶皮、
软皮4、修补是否美观、牢固。
清洗将表面脱模剂清洗干净。检验方法为:手摸表面是否有滑润
感。
点补油漆时是将表面有修补原子灰部份及石头上油漆有超边
到水泥砂浆层。点补时需按原有颜色进行点补,点补表面需美观
(无超边现象)。
切边(切燕尾槽)巡检中检察板与板之间对接情况,对接后缝隙控制在1MM 以内。
及测量切边后的尺寸。
这道检验为最后关卡,需着重检验。1、检验表面汽泡2、
是否有断裂、缺角,断裂及缺角部分是否修补美观。3、点补颜
色是否美观、是否有超边现象,整体颜色是否协调一致。
包装入库