
返回
转矩流变仪及其在塑料加工中的应用
洪王暄迎思海亭
理工大学
1. 转矩流变仪的组成与特点
转矩流变仪是在Brabender塑化仪的基础上发展起来的一种综合性聚合物材料流变性能测试实验设备。其突出特点是可以在接近于真实加工条件下,对材料的流变行为进行研究。目前已经在塑料加工性能研究、配方设计,材料真实流变参数测量等方面获得了重要应用。随着转矩流变仪应用的日益广泛,其组成和性能也在不断发展,呈现多功能、高性能、高精度、自动化等趋势。
转矩流变仪主要由测控主机和功能单元两大部分组成。测控主机提供了转矩流变仪的基本工作环境,完成各种数据采集与记录,以及为各功能单元提供动力和控制。功能单元是实现各种测量的功能部分,目前已广泛应用的有,双转子混炼器、单螺杆挤出机、平行双螺杆挤出机、锥型双螺杆挤出机、杂质测量仪、口模膨胀测量仪、各种挤出加工模具等。各功能单元以积木形式与测控主机相连,并在相应软件的支持下,实现具体的实验、测量和分析功能。下面详细描述各部分的结构和性能。
1.1 测控主机组成与性能
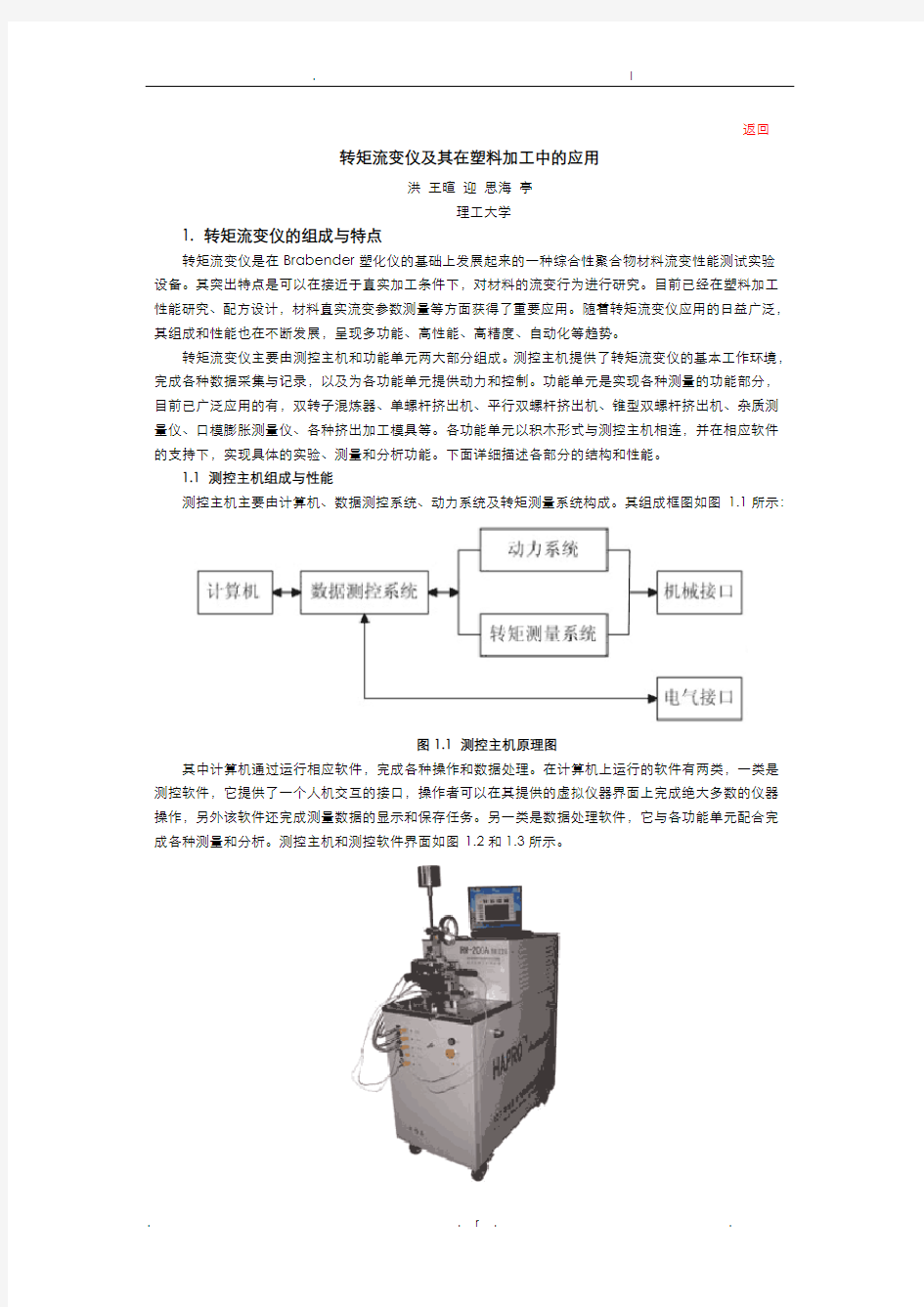
测控主机主要由计算机、数据测控系统、动力系统及转矩测量系统构成。其组成框图如图1.1所示:
图1.1 测控主机原理图
其中计算机通过运行相应软件,完成各种操作和数据处理。在计算机上运行的软件有两类,一类是测控软件,它提供了一个人机交互的接口,操作者可以在其提供的虚拟仪器界面上完成绝大多数的仪器操作,另外该软件还完成测量数据的显示和保存任务。另一类是数据处理软件,它与各功能单元配合完成各种测量和分析。测控主机和测控软件界面如图1.2和1.3所示。
图1.2 测控主机
图1.3 测控软件界面
数据测控系统是以单片微型计算机为核心的电子系统,完成温度、压力、转速、转矩等数据的采集以及实现电气、温度及转速控制。
动力系统为功能单元提供工作动力,由电动机和减速机组成。转矩测量系统可以测量动力系统的输出转矩,并以此数据描述物料与各功能单元作用时的粘度变化,并进一步表征熔体的流变性。
测控主机为各功能单元提供了电气及机械接口,与各功能单元连接后,能够完成各种实验功能。测控主机的基本性能如下:
动力输出功率:3kW 转矩测量精度:0.1%F·S
转速输出围:2~150rpm(10~800rpm) 压力测量精度:0.5%F·S
转矩测量围:0~200N·m 转速控制精度:0.3%F·S
压力测量围:0.1~100MPa 温度控制精度:±1℃
温度控制回路:4路(可扩展) 电加热输出功率:2.2kW/路
1.2 动力及转矩测量
由于转矩流变仪可以通过动力系统的输出转矩表征塑合物熔体的流变性,因此动力系统以及输出转矩的测量是转矩流变仪的关键技术之一。动力系统除了要满足规定的转速和转矩输出外,还需要满足转矩测量系统的要求。转矩测量有两种方式,一是利用专用的转矩传感器测量,二是利用力矩平衡法测量。第一种方式是将转矩传感器串联在动力系统与功能单元之间,由转矩传感器直接输出转矩信号。这种测量方式的优点是对动力系统要求较低,采用一般的直流或交流电机就能满足要求,缺点是测量精度受转矩传感器限制,一般不超过0.5%F·S,另外转矩传感器是转动部件,需要维护。第二种方法原理是,当系统转子旋转并输出一定转矩时,系统定子必定受到大小相等方向相反的反作用力矩,该力矩可通过测力传感器测量得到。这种测量方法的优点是能够获得较高的测量精度,可达0.1%F·S,并且测量系统无可动部件,免维护、可靠性高。缺点是需要高稳定的伺服动力系统,两种转矩测量方法以及相应动力系统综合性能的比较如表1.1所示:
表1.1 动力及转矩测量系统性能对比
转矩测量动力系统精度可靠性成本综合性能
转矩传感器普通直流电机+摆线较高(一般不超过较高(需维护)适中较高
针轮减速机0.5%F·S)
力矩平衡法直流(交流)伺服电
机+行星齿轮减速机
高(可达0.1%F·S)高(免维护)较高高
功能单元主要有两类,一类是混炼器,一类是挤出机。混炼器有50ml和300ml两种规格。50ml 混炼器主要完成物料的流变性测量与表征,300ml主要完成物料的混合与塑炼,可以作为配方研究的小型试验机。另外还有与挤出机配合的各种模具,杂质测量仪,口模膨胀测量仪等。各种挤出机不但可以模拟挤出加工、造粒等加工过程,从而评价物料的加工性能以及优化加工工艺参数,而且而可以通过圆形(或矩形)毛细管模具,测量不同剪切速率下,物料的真实粘度与剪切速率的关系,全面表征物料的流变性。混炼器、挤出机及模具分别如图1.4、1.5、1.6、1.7所示。
各功能单元的主要性能指标如表1.2所示。
表1.2 功能单元的主要性能指标
功能单元规格工作温度
/℃
允许转矩
/Nm
允许转速
/rpm
附件
混炼器50ml 室温~300 100Nm 2~150 无混炼器300ml 室温~300 150Nm 2~150 无
单螺杆塑料挤
出机Ф20;25:1;1:1.5,
1:2,1:3,1:4
室温~300 100Nm 2~150
模具、压延机、
杂质测量仪等
平行双螺杆塑
料挤出机
Ф25室温~300 150Nm 10~800 模具、切粒机等
锥型双螺杆塑
Ф25室温~300 150Nm 2~150 模具等料挤出机
单螺杆橡胶挤
Ф30;12:1;1:2 室温~300 200Nm 2~150 模具等出机
2. 混炼器在塑料加工中的应用
利用混炼器可以有效地对热塑性及热固性材料的塑化和固化行为进行测量和表征。下面介绍两种典型的应用。
2.1 在硬聚氯乙烯(U-PVC)干混料配方及工艺性能评定中的应用
在U-PVC干混料配方中,除PVC树脂外,为了获得合适的工作及加工性能,需要配合各种成分,这些成分对干混料熔体的流变性有不同的影响,从而显著地影响物料最终的加工性能。在混炼器上测量干混料的流变曲线是了解配方中各组成成份对物料加工性能影响的有效方法。典型的U-PVC流变曲线(力矩谱)以及物料状态与实际加工设备之间的关系如图2.1所示。
图2.1 U-PVC流变曲线及加工设备中的物料状态
图中第一个峰为加料峰,第二个峰为塑化峰,第三个峰为分解峰,分别表示物料的加入、塑化和分解。加料峰到塑化峰之间的时间间隔为塑化时间,塑化峰到分解峰之间的时间间隔为热稳定时间。在实际加工时,物料在螺杆塑化段的停留时间应不小于塑化时间,保证物料的充分塑化,并且在热分解之前完成加工。
利用混炼器可以有效完成塑化曲线的测量,实验方法如下。将混炼器加热到预定温度并充分稳定(例如185℃),称量一定量的被测物料,使其恰好能够充满混炼器腔体,启动混炼器,待转子转速稳定在设定值后(例如35rpm),迅速加入物料并用注塞压实,加料过程中要保证物料无泄漏。混炼器工作若干时间并记录实验曲线。最终获得图2.2所示的流变曲线。
图2.2 U-PVC流变曲线
图中干混料被压入混炼室,曲线出现了一个尖锐的装载峰A,A点的高低与转速大小和干混料的表观密度有关。随料温升高逐渐接近混炼预设温度,树脂软化,空气被排除转矩减小到B点。由于热和剪切作用,树脂颗粒破碎,颗粒的物料从表面开始塑化,物料粘度逐渐增加,转矩迅速升高到C点,C点对应的峰为塑化峰。随着塑化后物料部残留空气排除,物料中各处温度趋于一体,熔体结构逐渐均匀,转矩逐渐降低达到相对稳定值的平衡转矩D点。经过长时间混炼,PVC熔体中稳定剂逐渐丧失作用时,物料开始分解并交联,颜色由黄变褐,转矩从E点迅速增高。获得U-PVC的流变曲线的原始实验曲线后,可以用相应的数据处理软件在曲线上获得实验的参数,并制作一份完整的实验报告。实验报告的格式有“热融合实验”,“热稳定实验”,“曲线叠加实验”等,“热融合实验”如图2.3所示。
图2.3 U-PVC热融合实验报告
当U-PVC配方中某成份改变时,会使流变曲线发生变化。一些成份(例如润滑剂)比例改变,即使仅使流变曲线发生轻微的变化,也会严重地影响物料在实际加工设备中的加工特性。这就要求转矩流变仪具有良好的实验重复性和转矩测量精度,以便正确分辨配方中成份改变引起的流变曲线的细小变化。同一物料流变曲线的重复性如图2.4所示。
图2.4流变曲线的重复性实验曲线
重复性主要取决于转矩测量的稳定性,以及物料实验环境的一致性,例如温度的一致性和物料重量的一致性。其中物料重量的一致性往往是一个被忽略的环节,因为每次实验物料加入混炼器都有一定的泄漏。实验表明只要有0.5g的重量差别就足以产生流变曲线的显著差别。物料实验环境的一致性要求混炼器具有良好的温控特性和加料口的密封性。这些是进行有效实验的根本保证。图2.5是具有不同配方成份的1#、2#、3#、4#样品的流变曲线。相应的参数如表2.1所示。
图2.5 不同配方样品的流变曲线
表2.1 参数表
样品最小转矩
/N·m
塑化峰/s
平衡转矩
/N·m
塑化时间/s 热稳定时间/s 主要成分
1# 19.5 25.8 18.6 32 503 100份基础料
2# 17.6 25.1 18.4 34 555 1#样品+0.05份PE
蜡
3# 17.6 24.5 18.0 40 560 1#样品+0.08份PE
蜡
4# 16.9 24.1 17.9 44 582 1#样品+0.16份PE
蜡
高,物料的塑化峰及平衡转矩下降,而塑化时间和热稳定时间延长。这对细致地研究和深入理解配方中组份对物料加工性能的影响具有重要意义,从而可对配方进行更精确地设计。
2.2 在表征交联聚乙烯(XLPE)交联特性中应用
XLPE在高压电缆绝缘中获得了广泛的应用,交联特性是描述其加工特性中的重要参数。交联曲线是表征XLPE交联特性的主要方法。利用混炼器测量XLPE交联曲线的方法与U-PVC流变曲线的实验方法类似,不同的是混炼器中混有交联剂的PE颗粒在热与剪切作用下发生交联反应,交联曲线如图2.6所示。
图2.6 XLPE交联曲线
图中A点为装载峰,表示物料已加混炼器。B点表示物料在混炼器中已经完全过渡到了熔融态。从B点开始到C点表示交联反应过程,C点转矩出现极大值,表示交联反应结束。B点到C点的时间为交联反应时间,它是表征交联特性的主要参数。与U-PVC类似利用数据处理软件,可以获得XPLE交联特性实验报告,如图2.7所示。交联反应的起始温度显著影响交联特性,图2.8给出了145℃、150℃、155℃下,XPLE的交联曲线,可见随温度增高,交联时间缩短。
转矩流变仪及其在塑料加工中的应用(2)