铅酸蓄电池内部短路原因以及处理办法电池内部短路是常见的故障之一,本文将详细分析短路原因及处理方法,铅酸蓄电池短路现象主要以下几个方面: 1、开路电压低,闭路电压(放电)很快达到终止电压。 2、大电流放电时,端电压迅速下降到零。 3、开路时,电解液密度很低,在低温环境中电解液会出现结冰现象。 4、充电时,电压上升很慢,始终保持低值(有时降为零)。 5、充电时,电解液温度上升很高很快。 6、充电时,电解液密度上升很慢或几乎无变化。 7、充电时不冒气泡或冒气出现很晚。 造成铅酸蓄电池内部短路的原因有: 1、隔板质量不好或缺损,使极板活性物质穿过,致使正、负极板虚接触或直接接触。 2、隔板窜位致使正负极板相连。 3、极板上活性物质膨胀脱落,因脱落的活性物质沉积过多,致使正、负极板下部边缘或侧面边缘与沉积物相互接触而造成正负极板相连。 4、导电物体落入电池内造成正、负极板相连。 5、焊接极群时形成的"铅流"未除尽,或装配时有"铅豆"在正负极板间存在,在充放电过程中损坏隔板造成正负极板相连。
铅酸蓄电池短路的处理方法 下面主要就充电电流过大,单只电池充电电压超过了2.4V,内部有短路或局部放电、温升超标、阀控失灵现象造成的铅酸蓄电池短路进行分析,总结出如下铅酸蓄电池短路的处理方法。 1、减小充电电流,降低充电电压,检查安全阀体是否堵死。定期充电放电。UPS电源系统中的铅酸蓄电池浮充电压和放电电压,很多在出厂时均已调试到额定值,而放电电流的大小是随着负载的增大而增加的,使用中应合理调节负载,比如控制计算机等电子设备的使用台数。 一般情况下,负载不宜超过UPS额定负载的60%.在这个范围内,蓄电池就不会出现过度放电。铅酸蓄电池存放会因自放电而失去部分容量,因此,铅酸蓄电池在安装后投入使用前,应根据电池的开路电压判断电池的剩余容量,然后采用不同的方法对蓄电池进行补充充电。对备用搁置的蓄电池,每3个月应进行一次补充充电。可以通过测量松下蓄电池开路电压来判断电池的好坏。 2、以12V电池为例,若开路电压高于12.5V,则表示电池储能还有80%以上,若开路电压低于12.5V,则应该立刻进行补充充电。若开路电压低于12V,则表示电池存储电能不到20%,电池不堪使用。蓄电池在短路状态时,其短路电流可达数百安培。短路接触越牢,短路电流越大,因此所有连接部分都会产生大量热量,在薄弱环节发热量更大,会将连接处熔断,产生短路现象。 蓄电池局部可能产生可爆气体(或充电时集存的可爆气体),在连接处熔断时产生火花,会引起蓄电池爆炸;若蓄电池短路时间较短或电流不是特别大时,可能不会引起连接处熔断现象,但短路仍会有过热现象,会损坏连接条周围的粘结剂,使其留下漏液等隐患。 在安装铅酸蓄电池时,应使用的工具应采取绝缘措施,连线时应先将电池以外的电器连好,经检查无短路,最后连上蓄电池,布线规范应良好绝缘,防止重叠受压产生破裂。通过这些细致的工作,才能更好的预防铅酸蓄电池短路,使铅
锂离子电池原理及工艺流程 化学电源在实现能量的转换过程中,必须具有两个必要的条件: 一. 组成化学电源的两个电极上进行的氧化还原过程,必须分别在两个分开的区域进行,这一点区别于一般的氧化还原反应。 二. 两电极的活性物质进行氧化还原反应时所需电子必须由外线路传递,这一点区别于金属腐蚀过程的微电池反应。 为了满足以上的条件,任何一种化学电源均由以下四部分组成: 1、电极电池的核心部分,它是由活性物质和导电骨架所组成。活性物质是指正、负极中参加成流反应的物质,是化学电源产生电能的源泉,是决定化学电源基本特性的重要部分。对活性物质的要求是: 1)组成电池的电动势高; 2)电化学活性高,即自发进行反应的能力强; 3)重量比容量和体积比容量大; 4)在电解液中的化学稳定性高; 5)具有高的电子导电性; 6)资源丰富,价格便宜。 2、电解质电池的主要组成之一,在电池内部担负着传递正负极之间电荷的作用,所以势一些具有高离子导电性的物质。对电解质的要求是: 1)稳定性强,因为电解质长期保存在电池内部,所以必须具有稳定的化学性质,使储藏期间电解质与活性物质界面的电化学反应速率小,从而使电池的自放电容量损失减小;2)比电导高,溶液的欧姆压降小,使电池的放电特性得以改善。对于固体电解质,则要求它只具有离子导电性,而不具有电子导电性。 3、隔膜也叫隔离物。置于电池两极之间。隔膜的形状有薄膜、板材、棒材等。其作用是防止正负极活性物质直接接触,造成电池内部短路。对于隔膜的要求是: 1)在电解液中具有良好的化学稳定性和一定的机械强度,并能承受电极活性物质的氧化还原作用; 2)离子通过隔膜的能力要大,也就是说隔膜对电解质离子运动的阻力要小。这样,电池内阻就相应减小,电池在大电流放电时的能量损耗减小; 3)应是电子的良好绝缘体,并能阻挡从电极上脱落活性物质微粒和枝晶的生长; 4)材料来源丰富,价格低廉。常用的隔膜材料有棉纸、微孔橡胶、微孔塑料、玻璃纤维、水化纤维素、接枝膜、尼龙、石棉等。可根据化学电源不同系列的要求而选取。 一、原理 1.0 正极构造 LiCoO2(钴酸锂)+导电剂(乙炔黑)+粘合剂(PVDF)+集流体(铝箔)正极2.0 负极构造 石墨+导电剂(乙炔黑)+增稠剂(CMC)+粘结剂(SBR)+ 集流体(铜箔)负极3.0工作原理 3.1 充电过程 一个电源给电池充电,此时正极上的电子e从通过外部电路跑到负极上,正锂离子Li+从正极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达负极,与早就跑过来的电子结合在一起。 正极上发生的反应为 LiCoO2=充电=Li1-xCoO2+XLi++Xe(电子)
一.请教,正负极的集流体分别用铝箔和铜箔,有什么特别的原因吗?反过来用有什么问题吗?看到不少文献直接用不锈钢网的,有区别吗? 1、采用两者做集流体都是因为两者导电性好,质地比较软(可能这也会有利于粘结),也相对常见比较廉价,同时两者表面都能形成一层氧化物保护膜。 2、铜表面氧化层属于半导体,电子导通,氧化层太厚,阻抗较大;而铝表面氧化层氧化铝属绝缘体,氧化层不能导电,但由于其很薄,通过隧道效应实现电子电导,若氧化层较厚,铝箔导电性级差,甚至绝缘。一般集流体在使用前最好要经过表面清洗,一方面洗去油污,同时可除去厚氧化层。 3、正极电位高,铝薄氧化层非常致密,可防止集流体氧化。而铜箔氧化层较疏松些,为防止其氧化,电位比较低较好,同时Li难与Cu在低电位下形成嵌锂合金,但是若铜表面大量氧化,在稍高电位下Li会与氧化铜发生嵌锂发应。AL箔不能用作负极,低电位下会发生LiAl合金化。 4、集流体要求成分纯。AL的成分不纯会导致表面膜不致密而发生点腐蚀,更甚由于表面膜的破坏导致生成LiAl合金。 铜网用硫酸氢盐清洗后用去离子水清洗后烘烤,铝网用氨盐清洗后用去离子水清洗后烘烤,再喷网导电效果好。 二.有个问题请教。我们在测卷心短路时,采用的电池短路测试仪,电压多高时,可以准确测试出短路电芯,还有,短路测试仪的高电压击穿原理是什么样的,期待你详细解说,谢谢! 用多高的电压来测电芯短路,和以下几个因素有关: 1.贵公司的工艺水平; 2.电池本身的结构设计 3.电池的隔膜材料 4.电池的用途 不同的公司采用的电压不太一样,不过很多公司都是不管型号大小容量高低清一色用同一电压的。以上几个因素按照从重到轻的顺序可以这样排列:1>4>3>2,即是说,贵公司的工艺水平决定短路电压大小。 击穿原理简单说来,就是由于在极片与隔膜间,如果存在一些潜在短路的因素,如粉尘,颗粒,较大隔膜孔,毛刺等,我们可以称之为薄弱环节。在固定的,较高的电压下,这些薄弱的环节使得正负极片间的接触内阻要比其它地方要小,容易电离空气产生电弧,;或者是正负极已经短路,接触点较小,在高压条件下,这些小接触点瞬间有大电流通过,电能瞬间转换成热能,造成隔膜融化或瞬间击穿 论根据比较复杂,从数据表现上来看,是根据电池的化成CV曲线图来制定化成步骤,可是目前几乎没有企业采用,因为什么呢?他们不知道什么叫CV。 老化是一个不太科学的说法,严格意义上来说,应该叫陈化和熟化。陈化指的是电池注液后在一定环境条件(当然包括荷电状态)的搁置,熟化是电池在化成后分容前,在一定环境条件下的搁置。 以上两个步骤都有人称老化,如果细节对比的话,圆柱,软包,方形硬壳电池的步骤不太一样,
锂电池内部微短路控制方法 1锂电池内部微短路成因分析 2006年,锂电池巨头索尼公司的锂电池造成数起戴尔牌笔记本电脑爆炸起火,引起美、日官方的重視。稍后,尽管采用了非常安全的A123磷酸铁锂电池,美国的丰田普锐斯混合动力汽车经第三方改装后在行驶时烧毁。2011年,在杭州、上海及深圳都有新能源出租车及大巴烧毁事件。 显然,即使采用锂电池家族中最安全的磷酸铁锂体系,依然无法避免安全事故的发生。 从化学原理上进行分析,锂电池的安全性比汽油还差。汽油储存在密闭的金属容器内,如果不同时发生泄漏(汽油和空气接触)和遇到明火(或者火星,引发作用)这两个条件,是非常安全的;而锂电池的能量则储存于一层薄薄的隔膜两侧,氧化剂(正极活性物质)、还原剂(负极活性物质)在发生内部短路(引发作用)的情况下,将同时发生剧烈的化学反应和电化学反应,急剧发热,并可能起火、燃烧、爆炸,对于有机溶剂体系的锂电池来说就更容易燃烧一些。 在锂电池的众多失效模式中,单体电池内部短路无疑危害最大,最难以预测和分析,没有办法通过外部控制电路来进行保护。内部短路造成的高温、高阻、还很容易造成电池组的连锁反应。 目前广泛认为单体电池内部短路的原因可能有: 1)吸附在隔膜表面或者单体电池壳体顶部、底部的粉尘。制造环境、工艺控制不良的情况下,会形成大量的正/负极片粉尘和焊接引起的金属粉尘,并通过静电作用吸附在隔膜表面。极片本身不够光滑,粉体粘结强度不够,本身也会造成这种问题。 2)卷绕/叠片时形成的正/负极片错位。 3)金属焊点、极片边缘有毛刺。 4)隔膜两侧形成锂枝晶,由于不均匀反应造成的局部电化学反应或过充电而形成锂枝晶。 5)电解液分布不均匀造成正/负极片利用率不一致。 6)材料本身的问题。材料纯度不高、与电解液相容性不好、正极金属材料不耐高电压、负极金属材料与锂形成合金,都可能形成杂质沉积或锂枝晶。 7)外部因素。外部机械力的作用导致单体电池壳体变形并进而导致隔膜移位、破损,外界温度过高导致隔膜过度收缩、破损,过充电、强制放电造成单体电池内部形成锂枝晶,都可能造成内部短路。 2锂电池内部微短路的模拟试验方法 鉴于内部微短路对锂电池安全的严重威胁,国际和国内各种锂电池安全标准设计了很多相应的内短路模拟测试项目。这些模拟的测试方法主要有平板挤压法、圆柱挤压法、针刺、重物撞击、金属填埋法等等,其中金属填埋法是在日本锂离子电池在笔记本电脑中出现自燃后所诞生的新方法,目前主要用于二次电池。 日本的JIS标准和美国的NASA标准采用了金属填埋法,将微小的金属片预先放置于单体电池内部扎穿隔膜,考察锂电池在发生内部短路的情况下的安全性,非常直接。但是此法本身具备很大的危险性,最好采用机器人操作的方式。 重物撞击是一种模拟内部短路的测试方法,一般是在电池上方放置一根金属圆棒,然后利用重物撞击此金属圆棒,造成电池壳体变形产生内部短路。与挤压法一样,该法也存在一个不均衡的问题,即对壳体薄的电池不利,但事实上壳体薄的电池在发生内部短路时反而会安全一些。 枪击试验是将电池放置在大于25m距离的位置上,然后用枪射击造成电池内部短路。此法为GJB 2374所创,除了我国的军用标准,其他的一般标准中没有此项目。 针刺试验是在电池中插入一金属针,直接造成电池内部的正负极接触短路,过于激烈,不能很好地模拟内部微小的短路情况,因为成品电池中往往不会出现这种激烈的内部短路,如果存在的话早已在制造过程中就被发现了。针刺试验方法被1995版本的美国UL1642标准
适用范围: 13串锂电池组,额定放电电流<20A,充电电流<3A 特点 ■高精度电压检测电路 ■低静态功耗 ■低温度系数 ■强抗干扰能力 一、主要技术参数 二、保护板功能说明 1、将锂电池与保护板按接线图连接 保护电路分别检测串联电池组中每只电池的电压和电流,控制电池组的充放电 过程。电池组中每只电池的电压均在过充检测电压和过放检测电压之间,并且
输出无短路现象时,MOS管导通,通P+、P-可对电池组进行放电操作; 2、电池组过放保护功能 串联电池组中的任意一只电池的电压下降到过放检测电压并且达到过放延时时 间时,过放保护功能启动,切断放电MOS管,禁止电池组对外输出电流,保护电 池组安全,电路板进入休眠状态,电路板消耗电流为休眠电流以下,进入休眠状 态的电路只有在连接充电器后,并且电池电压超过过放恢复电压后才能恢复; 3、电池组过充保护功能 通过P+和C-对电池组充电过程中,当任何一节电池电压上升到电池过充检测电 压,并且超过过充延时时间时,过充保护功能启动,切断充电MOS管,禁止对电 池组充电,保护电池组安全,当电池组连接负载放电或者电池电压下降到过充恢 复电压以下时,过充状态被恢复; 4、电池组短路保护功能 当电池组放电端口P+和P-发生短路时,保护电路会在短路保护延时时间后,切 断放电MOS管,禁止电池组对外放电,当外部短路被移除后,电路自动恢复; 5、电池组过流保护功能 当电池组放电端口P+和P-发生过电流现象时,保护电路会在过流保护延时时间 后,切断放电MOS管,禁止电池组对外放电,当外部短路被移除后,电路自动 恢复。 6、电池组充电均衡功能 由于电池的匹配或者外界环境影响而导致电池组中每只电池电池电压产生差异 时,若串联各组之间的电池电压差异超过设置值时允许均衡电路工作,均衡在充 电过程中启动,均衡电阻对相对容量最高的电池组进行放电,均衡电流为均衡吸 收电流值,以此来降低电池组电压上升速度,当串联各组电池电压差异小于设置 值时时,禁止均衡电路工作,无任何均衡电
1,过充电 锂电池芯过充到电压高于 4.2V 后,会开始产生副作用。过充电压愈高,危险性也跟着愈高。锂电芯电压高于 4.2V 后,正极材料内剩下的锂原子数量不到一半,此时储存格常会垮掉,让电池容量产生永久性的下降。如果继续充电,由于负极的储存格已经装满了锂原子,后续的锂金属会堆积于负极材料表面。这些锂原子会由负极表面往锂离子来的方向长出树枝状结晶。这些锂金属结晶会穿过隔膜纸,使正负极短路。有时在短路发生前电池就先爆炸,这是因为在过充过程,电解液等材料会裂解产生气体,使得电池外壳或压力阀鼓涨破裂,让氧气进去与堆积在负极表面的锂原子反应,进而爆炸。因此,锂电池充电时,一定要设定电压上限,才可以同时兼顾到电池的寿命、容量、和安全性。最理想的充电电压上限为4.2V。 2,过放电 锂电芯放电时也要有电压下限。当电芯电压低于 2.4V 时,部分材料会开始被破坏。又由于电池会自放电,放愈久电压会愈低,因此,放电时最好不要放到 2.4V 才停止。锂电池从 3.0V 放电到 2.4V 这段期间,所释放的能量只占电池容量的3%左右。因此,3.0V 是一个理想的放电截止电压。与过充电是一个完全相反的过程。3,过电流 过电流通常指带保护板的情况下会过电流,由于保护板对过电流值有明确的要求,当超过某一电流值后,正常情况下,保护板会切断电路。如果保护板末能切断电路,则电芯会持续过电流,且产生剧烈的过热反应。电流过大时,锂离子来不及进入储存格,会聚集于材料表面。这些锂离子获得电子后,会在材料表面产生锂原子结晶,这与过充一样,会造成危险性。万一电池外壳破裂,就会爆炸。 4,短路 4.1.外部短路 外部短路是指电芯的外部,包含了电池组内部绝缘设计不良等所引起的短路。当电芯外部发生短路,电子组件又未能切断回路时,电芯内部会产生高热,造成部分电解液汽化,将电池外壳撑大。当电池内部温度高到135 ℃时,质量好的隔膜纸,会将细孔关闭,电化学反应终止或近乎终止,电流骤降,温度也慢慢下降,进而避免了爆炸发生。但是,细孔关闭率太差,或是细孔根本不会关闭的隔膜纸,会让电池温度继续升高,更多的电解液汽化,最后将电池外壳撑破,甚至将电池温度提高到使材料燃烧并爆炸。 4.2.内部短路 内部短路主要是因为铜箔与铝箔的毛刺穿破隔膜,或是锂原子的树枝状结晶穿破膈膜所造成。这些细小的针状金属,会造成微短路。由于,针很细有一定的电阻值,因此,电流不见得会很大。铜铝箔毛刺系在生产过程造成,可观察到的现象是电池漏电太快,多数可被电芯厂或是组装厂筛检出来。而且,由于毛刺细小,有时会被烧断,使得电池又恢复正常。因此,因毛刺微短路引发爆炸的机率不高。(这样的说法,可以从各电芯厂内部都常有充电后不久,电压就偏低的不良电池,但是却鲜少发生爆炸事件,得到统计上的支持。)因此,内部短路引发的爆炸,主要还是因为过充造成的。因为,过充后极片上到处都是针状锂金属结晶,刺穿点到处都是,到处都在发生微短路。因此,电池温度会逐渐升高,最后高温将电解液气体。这种情形,不论是温度过高使材料燃烧爆炸,还是外壳先被撑破,使空气进去与锂金属发生激烈氧化,都是爆炸收场。但是过充引发内部短路造成的这种爆炸,并不一定发生在充电的当时。有可能电池温度还未高到让材料燃烧、产生的气体也未足以撑破电池外壳时,消费者就终止充电,带手机出门。这时众多的微短路所产生的热,慢慢的
该电路主要由锂电池保护专用集成电路DW01,充、放电控制MOSFET1(内含两只N沟道MOSFET)等部分组成,单体锂电池接在B+和B-之间,电池组从P+和P-输出电压。充电时,充电器输出电压接在P+和P-之间,电流从P+到单体电池的B+和B-,再经过充电控制MOSFET到P-。在充电过程中,当单体电池的电压超过4.35V时,专用集成电路DW01的OC脚输出信号使充电控制MOSFET关断,锂电池立即停止充电,从而防止锂电池因过充电而损坏。放电过程中,当单体电池的电压降到2.30V时,DW01的OD脚输出信号使放电控制MOSFET关断,锂电池立即停止放电,从而防止锂电池因过放电而损坏,DW01的CS脚为电流检测脚,输出短路时,充放电控制MOSFET的导通压降剧增,CS脚电压迅速升高,DW01输出信号使充放电控制MOSFET迅速关断,从而实现过电流或短路保护。 二次锂电池的优势是什么? 1. 高的能量密度 2. 高的工作电压 3. 无记忆效应 4. 循环寿命长 5. 无污染 6. 重量轻 7. 自放电小 锂聚合物电池具有哪些优点? 1. 无电池漏液问题,其电池内部不含液态电解液,使用胶态的固体。 2. 可制成薄型电池:以 3.6V400mAh的容量,其厚度可薄至0.5mm。 3. 电池可设计成多种形状 4. 电池可弯曲变形:高分子电池最大可弯曲900左右 5. 可制成单颗高电压:液态电解质的电池仅能以数颗电池串联得到高电压,高分子电池由于本身无液体,可在单颗内做成多层组合来达到高电压。
7. 容量将比同样大小的锂离子电池高出一倍 IEC规定锂电池标准循环寿命测试为: 电池以0.2C放至3.0V/支后 1. 1C恒流恒压充电到4.2V截止电流20mA搁置1小时再以0.2C放电至3.0V(一个循环) 反复循环500次后容量应在初容量的60%以上 国家标准规定锂电池的标准荷电保持测试为(IEC无相关标准). 电池在25摄氏度条件下以0.2C放至3.0/支后,以1C恒流恒压充电到4.2V,截止电流10mA,在温度为20+_5下储存28天后,再以0.2C放电至2.75V计算放电容量 什么是二次电池的自放电不同类型电池的自放电率是多少? 自放电又称荷电保持能力,它是指在开路状态下,电池储存的电量在一定环境条件下的保持能力。一般而言,自放电主要受制造工艺,材料,储存条件的影响自放电是衡量电池性能的主要参数之一。一般而言,电池储存温度越低,自放电率也越低,但也应注意温度过低或过高均有可能造成电池损坏无法使用,BYD 常规电池要求储存温度范围为-20~45。电池充满电开路搁置一段时间后,一定程度的自放电属于正常现象。IEC标准规定镍镉及镍氢电池充满电后,在温度为20度湿度为65%条件下,开路搁置28天,0.2C放电时间分别大于3小时和3小时15分即为达标。 与其它充电电池系统相比,含液体电解液太阳能电池的自放电率明显要低,在25下大约为10%/月。 什么是电池的内阻怎样测量? 电池的内阻是指电池在工作时,电流流过电池内部所受到的阻力,一般分为交流内阻和直流内阻,由于充电 电池内阻很小,测直流内阻时由于电极容量极化,产生极化内阻,故无法测出其真实值,而测其交流内阻可免除极化内阻的影响,得出真实的内值. 交流内阻测试方法为:利用电池等效于一个有源电阻的特点,给电池一个1000HZ,50mA的恒定电流,对其电 压采样整流滤波等一系列处理从而精确地测量其阻值. 什么是电池的内压电池正常内压一般为多少? 电池的内压是由于充放电过程中产生的气体所形成的压力.主要受电池材料制造工艺,结构等使用过程因素影响.一般电池内压均维持在正常水平,在过充或过放情况下,电池内压有可能会升高: 如果复合反应的速度低于分解反应的速度,产生的气体来不及被消耗掉,就会造成电池内压升高. 什么是内压测试? 锂电池内压测试为:(UL标准) 模拟电池在海拔高度为15240m的高空(低气压11.6kPa)下,检验电池是否漏液或发鼓. 具体步骤:将电池1C充电恒流恒压充电到4.2V,截止电流10mA ,然后将其放在气压为11.6Kpa,温度为 (20+_3)的低压箱中储存6小时,电池不会爆炸,起火,裂口,漏液. 环境温度对电池性能有何影响? 在所有的环境因素中,温度对电池的充放电性能影响最大,在电极/电解液界面上的电化学反应与环境温度有关,电极/电解液界面被视为电池的心脏。如果温度下降,电极的反应率也下降,假设电池电压保持恒定,放电电流降低,电池的功率输出也会下降。如果温度上升则相反,即电池输出功率会上升,温度也影响电
目录 摘要 .......................................................................................................................... I ABSTRACT............................................................................................................... II 第1章绪论 (1) 1.1课题研究背景及意义 (1) 1.2国内外研究现状 (3) 1.2.1 老化机制识别研究现状 (3) 1.2.2 电池老化模型的研究现状 (4) 1.3课题研究的主要内容 (5) 第2章锂离子电池加速老化实验设计 (7) 2.1引言 (7) 2.2锂离子电池的老化实验方案 (7) 2.2.1 老化因素的选择和参数的设置 (8) 2.2.2 老化实验的流程设计 (10) 2.3锂离子电池的老化实验平台 (11) 2.4本章小结 (14) 第3章锂离子电池老化机制的研究与分析 (15) 3.1引言 (15) 3.2锂离子电池的材料组成、结构及性能 (15) 3.3锂离子电池的老化机制归纳 (18) 3.3.1 活性锂损失机制 (19) 3.3.2 负极活性材料损失机制 (20) 3.3.3 正极活性材料损失机制 (21) 3.4老化机制对工作电势窗的影响 (23) 3.5本章小结 (27) 第4章锂离子电池主导老化机制的诊断 (28) 4.1引言 (28) 4.2主导老化机制的诊断方法 (28) 4.3主导老化机制的诊断分析 (30) 4.3.1 诊断数据的获取及处理 (30)
Capacity Fade Mechanisms and Side Reactions in Lithium-Ion Batteries Pankaj Arorat and Ralph E. White Center For Electrochemical Engineering, Department of Chemical Engineering, University of South Carolina,Columbia, South Carolina 29208, USA ABSTRACT The capacity of a lithium-ion battery decreases during cycling. This capacity loss or fade occurs due to several different mechanisms which are due to or are associated with unwanted side reactions that occur in these batteries. These reactions occur during overcharge or overdischarge and cause electrolyte decomposition, passive film formation, active material dissolution, and other phenomena. These capacity loss mechanisms are not included in the present lithium-ion battery mathematical models available in the open literature. Consequently, these models cannot be used to predict cell performance during cycling and under abuse conditions. This article presents a review of the current literature on capacity fade mechanisms and attempts to describe the information needed and the directions that may be taken to include these mechanisms in advanced lithium-ion battery models。锂离子电池容量衰减机 理和界面反应研究 作者:Pankaj Arorat and Ralph E. White 美国,南卡罗来纳29208,哥伦比亚,南卡罗来纳州大学,化工学院化工系 摘要 锂电池在循环过程中,其容量会逐渐衰减。而出现容量衰减主要归因于几个不同的机理,这些机理大多与电池内部的界面反应相关,这些反应持续性的发生在电池的充放电环节,并且引起电解液的分解、钝化膜的形成、活性材料的溶解等其它现象。关于容量衰减的机理在目前公开的锂离子电池数学模型的文献中并未加以阐述,因此在锂电池循环过程中和处于苛刻的条件下,我们无法通过模型来对锂电池的性能作出有效的预测。本篇文章将陈述容量衰减的机理,并且试着去解释其本质,为构建先进的锂电池模型指明方向。 lntroduction The typical lithium-ion cell(Fig. 1) is made up of a coke or graphite negative electrode, an electrolyte which serves as an ionic path between electrodes and separates the two materials, and a metal oxide (such as LiCoO2, LiMn2O4, or LiNiO2) positive electrode. This secondary (rechargeable) lithium-ion cell has been commercialized only 概论 传统的锂电池由碳或石墨负极材料、作为电极间的离子传输通道的电解液、金属氧化物(例如LiCoO2、LiMn2O4、LiNiO2)正极材料三部分组成,这种二次(可充电)电池已经商业化。依照这种原理制作的锂电池已
锂离子电池充放电机理的探索 及“锂亚原子”模型的建立 贵州航天电源科技有限公司张忠林杨玉光 摘要:锂离子电池的研究和发展一直都是以“摇椅理论”为指导,由于受该理论的影响,很多现象很难用传统的电化学理论进行解释。作者在生产实践中通过对一些现象的观察,并做了大量的试验和研究,提出“锂亚原子”的模型,并在此模型的基础上,对锂离子电池的充放电反应机理和一些现象用电化学理论进行了解释。 主题词:锂离子电池、反应机理、锂亚原子 一、前言 锂离子电池是在锂金属电池基础上发展起来的。由于锂金属电池在充放电时出现锂枝晶,刺破隔膜造成短路,出现爆炸等现象,这一问题长期困扰锂金属电池的发展,目前仍很难投入到民用市场。锂离子电池研究始于20世纪80年代,1991年首先由日本索尼公司推出了批量民用产品,由于其具有比能量高、体积小、重量轻、工作电压高、无记忆效应、无污染、自放电小等优点,受到市场欢迎,并迅速占领市场,广泛用于移动通讯、笔记本电脑、移动DVD、摄像机、数码相机、蓝牙耳机等便携式电子产品。目前主要产地集中在日本、中国和韩国,预计2004年全球需求量将达到10亿只。 由于锂离子电池从开始研究到现在才20多年时间,真正投入应用也只有十多年的时间,基础理论的研究还不是十分成熟,对锂离子电池的生产和发展很难起到全面指导作用,特别是对电池充放电反应机理的认识还存在很大分歧,有些现象用目前的理论和机理还很难解释。本文对锂离子电池充放电反应机理提出了一些看法,并对生产中存在的现象进行了解释,希望与锂电池同行共同探讨。二、基本原理 目前锂离子电池公认的基本原理为“摇椅理论”,该理论认为锂离子电池充放电反应机理不是通过传统氧化还原反应来实现电子转移,而是通过锂离子在层状物质的晶格中嵌入和脱出,发生能量变化。
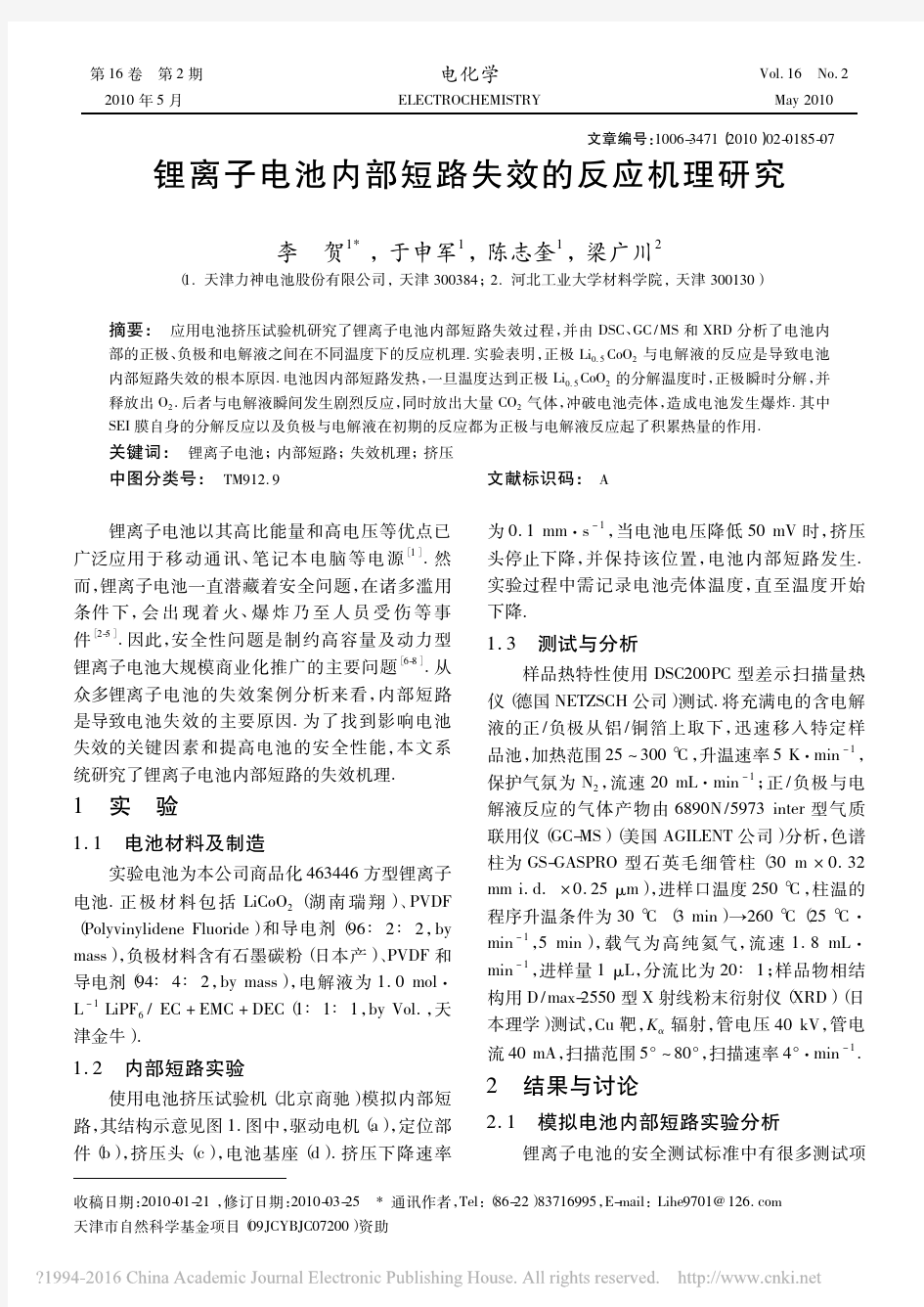
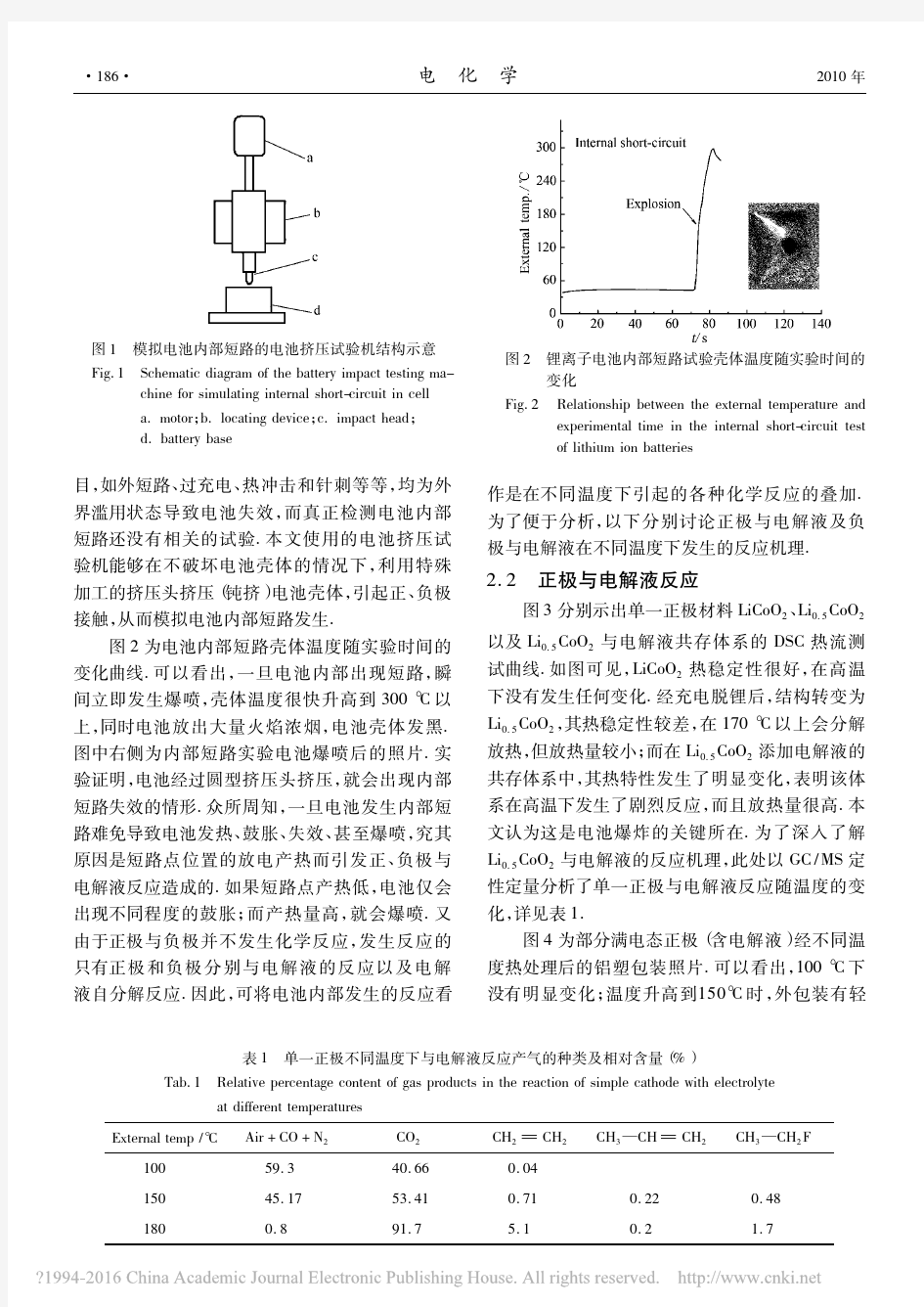
作者简介: 魏洪兵(1980-),男,江苏人,中华人民共和国吴江出入境检验检疫局工程师,研究方向:锂离子电池安全检测,本文联系人;宋 杨(1977-),男,江苏人,中华人民共和国吴江出入境检验检疫局副主任,研究方向:电池检测; 王彩娟(1981-),女,江苏人,中华人民共和国吴江出入境检验检疫局工程师,研究方向:电池检测;赵 永(1981-),女,江苏人,中华人民共和国吴江出入境检验检疫局工程师,研究方向:电池检测。 锂离子电池内部短路实验方法的比较 魏洪兵,宋 杨,王彩娟,赵 永 (中华人民共和国吴江出入境检验检疫局,江苏吴江 215200) 摘要:总结了模拟锂离子电池内部短路的实验方法:针刺实验、挤压实验、重物撞击实验、强制内部短路实验、钝针实验、 NASA 方法和棒挤压实验。对各种实验方法的作用机理、模拟内部短路的实验结果进行了分析。 关键词:锂离子电池; 内部短路; 安全性 中图分类号:TM91219 文献标识码:A 文章编号:1001-1579(2009)05-0294-02 The comparison of Li 2ion battery internal short circuit test methods WEI Hong 2bing ,SON G Yang ,WAN G Cai 2juan ,ZHAO Y ong (W ujiang Ent ry 2Exit Inspection and Quarantine B ureau of the People ’s Republic of China ,W ujiang ,Jiangsu 215200,China ) Abstract :The test methods to simulate internal short circuit test of Li 2ion battery such as nail test ,crushing test ,impact test , forced internal short circuit ,blunt nail test ,NASA method and rod crushing test were summarized 1The action mechanisms of the test methods and test results of the simulation of internal short circuit were analyzed 1 K ey w ords :Li 2ion battery ; internal short circuit ; safety 锂离子电池的安全性与许多因素有关,如材料的性能、电池的设计、电池的组装及电池的管理与使用条件等。在评价锂离子电池的安全性能时,内部短路实验是一种有效的方法。电池发生内部短路时,一股极高的电流通过短路位置并产生大量的热,由此可能在电池内部产生热失控现象,甚至起火或爆炸。通过预测性实验和检测方法来评价内部短路性能,是锂离子电池检测的重要方面[1-2] 。 本文作者研究了国际电工委员会(IEC )、美国电气和电子工程师协会(IEEE )、日本电池协会(BAJ )、美国保险商实 验所(UL )和美国国家航空和宇宙航行局(NASA )等组织制定的模拟内部短路检测方法,分析了各方法的优缺点。 1 实验方法 在锂离子电池检测方法中,模拟内部短路的相关方法及标准号或制定机构见表1。 111 针刺实验[3] 针刺实验是将一枚钢针以一定的速率穿过电池。表1 模拟内部短路的实验方法 T able 1 The test methods to simulate internal short circuit 实验方法标准号或制定机构 针刺实验G JB 4477:2002[3] 重物撞击实验 ST/SG/AC 110/11/REV 143813[4] UL 1642:2007[5]UL 2054:2005[6] 挤压实验IEC 62133:2002[7]UL 1642:2007[5]UL 2054:2005[6] 强制内部短路实验J IS C8714:2007[8] 钝针实验[9] UL NASA 方法[10] NASA 棒挤压实验 [9] UL 2054:2005[6] 112 重物撞击实验[4- 6] 将电池放平,把直径为1518mm 的铁棒横放在电池中心,将质量为911kg 的物体从(61±215)cm 的高度跌落到电池上。 第39卷 第5期2009年 10月电 池 BA TTER Y BIMON THL Y Vol 139,No 15 Oct 1,2009
电池常见的5种故障判断 电动车用蓄电池制造水平参差不齐,蓄电池质量、性能区别也相当大。与蓄电池配合的设备质量好坏也不同程度地影响蓄电池的性能。使用条件的千差万别,也造成电动车性能的差异,在用户看来都可能理解成为蓄电池的质量问题。在电动车主要部件中,蓄电池的故障率较高,以下列举了一些典型的故障现象,介绍其检查处理方法。 一、电池极板硫酸盐化 1、故障现象 极板硫酸盐化也叫电池硫化是铅酸蓄电池最常见的故障,许多蓄电池失效也是因这一故障而发生的。极板硫酸盐化主要表现为:充电时电压很快上升,过早析出气体,温度上升快;放电时电压下降快,容量小。 2、故障的检查和处理 产生极板硫酸盐化原因归结如下: (1)存放时间过长,自放电率高,未对其进行维护充电。 (2)放电后未对其进行及时充电。 (3)长时间处于欠充电状态。 (4)过放电。 (5)干涸或加入的电解液浓度过高。 蓄电池产生硫酸盐化时,应根据其程度的轻重进行修复。 硫化较重者,需要对电池进行正负脉冲充放电,才能恢复正常。 具体方法为:先对蓄电池补加入纯水或密度为1.05g/cm3稀硫酸到富液状态,再用正负脉冲充电器对其进行充电激活,首次充电要充足12个小时以上,充满后把电放掉,再充,累计充电时间要达到24个小时以上,这是电池修理店的常用方法。 家庭使用者,可以加水后用正负脉冲充电器充电,像平常充电一样。 硫化较轻者,请直接使用正负脉冲充电器除硫。
二、电池充不进电 1、故障现象 首先检查充电回路的连接是否可靠,检查连线与插头接触是否完好,认真检查插座和插头是否有“打火”烧弧现象,有无线路损伤断线等。 检查充电器有无损坏,充电参数是否符合要求。 查看电池内部是否有干涸现象,即电池是否缺液严重。 还应检查极板是否存在硫酸盐化。极板的硫酸盐化,可通过充放电测量其端电压的变化来判定。在充电时,电池的电压上升特别快,某些单格电压特别高,超出正常值很多;放电时电压下降特别快,电池不存电或存电很少。出现上述情况,可判断电池出现硫酸盐化。 2、故障的检查和处理 先将充电回路连接牢固,充电器不正常的应更换。干涸的电池应补加纯水或1.050的硫酸,进行维护充电、放电恢复电池容量。如果发现有硫酸盐化,应使用正负脉冲充电激活恢复容量。干涸的电池加液后的维护充电,应控制最大电流1.8A,充电10-15小时,三只电池的电压均在13.4V/只以上为好。如果电池之间电压差别超过0.3V,说明电池已经出现不同步的硫酸盐化。对于发生硫酸盐化的电池,需要更换整组电池或使用正负脉冲激活电池。 三、新电池电压降得快 1、故障现象 新电池装车、起动时电压降得快。 2、故障的检查和处理 检查仪表显示电压与电池容量是否相符。 仪表显示的电压与电池容量关系不符合上表时,应要求厂家调整。 检查蓄电池连接线是否可靠,有无短路和连接不可靠等。有则排除之。 检查电动车起动和运行电流是否过大,若是过大(起动电流在15A以上,运行时的电流6A以上)应调整控制器限流值或对电机进行检查修理。 检查蓄电池容量是否偏低,若是偏低,应对电池使用正负脉冲充放电。
关于锂电池化成-老化工艺的分析与总结锂离子电池的生产制造,是由一个个工艺步骤严密联络起来的过程。整体来说,锂电池的生产包括极片制造工艺、电池组装工艺以及最后的注液、封口、化成、老化工艺。在这三个阶段的工艺中,每道工序又可分为数道关键工艺,每一步都会对电池最后的性能形成很大的影响。 在极片制造工艺阶段,可细分为浆料制备、浆料涂覆、极片辊压、极片分切、极片干燥五道工艺。在电池组装工艺,又根据电池规格型号的不同,大致分为卷绕、入壳、焊接等工艺。组装完成后的注液工艺又包括注液、封口。最后是电池的化成、老化、分容三步工艺。在电池制作完成后,需要对电池进行初次预激活和稳定化,也就是最后的化成-老化-分容工序。一、化成 关于化成(Pre-formation)的概念,就是对制造出来的锂离子电池进行一次小电流的充放电。在锂电池制作完成后,需要对电池进行小电流的充放电。关于预充电的目的,主要是两个: 1、电池制作完成后,电极材料并不是处在最佳适用状态,或者物理性质不合适(例如颗粒太大,接触不紧密等),或者物相本身不对(例如一些合金机理的金属氧化物负极),需要进行首次充放电对其激活。 2、在锂电池进行第一次充电过程中,Li+从正极活物质中脱出,经过电解液-隔膜-电解液后,嵌入负极石墨材料层间。在此过程中,电子沿着外围电路从正极迁移到负极。此时,由于锂离子嵌入石墨负极电位较低电子会先与电解液反应生成SEI膜和部分气体。
在此过程中会产生部分气体产生同时伴随少量电解液的消耗,有些电池厂家会在此过程后进行电池排气和补液的操作,尤其是对于 LTO电池来说,会产生大量的气体造成电池鼓包厚度超过10%。对于石墨负极来说,产气量较少,不必要进行排气的操作,这是因为在第一次充电过程中产生的SEI 膜阻碍了电子与电解液的进一步反应,不再产生气体。这也就是石墨体系电池不可逆容量的来源,虽然造成了不可逆容量损失,但是也成就了电池的稳定。 二、老化 老化一般就是指电池装配注液完成后第一次充电化成后的放置,可以有常温老化也可有高温老化,两者作用都是使初次充电化成后形成的SEI 膜性质和组成更加稳定,保证电池电化学性能的稳定性。老化的目的主要有三个: 1、电池经过预化成工序后,电池内部石墨负极会形成一定的量的SEI膜,但是这个膜结构紧密且孔隙小,将电池在高温下进行老化,将有助于SEI结构重组,形成宽松多孔的膜。 2、化成后电池的电压处于不稳定的阶段,其电压略高于真实电压,老化的目的就是让其电压更准确稳定。 3、将电池置于高温或常温下一段时间,可以保证电解液能够对极片进行充分的浸润,有利于电池性能的稳定。 电池的化成-老化工艺是必不可少的,在实际生产中根据电池的材料体系和结构体系选择电池充放电工艺,但是电池的化成必须在小电流的条件
手机锂离子电池保护电路原理分析上网时间:2009-07-22 来源:EAW电子技术应用 中心议题: 锂离子电池的特点 锂离子电池保护电路工作原理 解决方案: 采用过充电保护 采用过放电保护 放电过电流保护 线路短路保护 述。 锂电池分为一次电池和二次电池两类,目前在手机里的备用电池因耗电小主要使用不可充电的一次锂电池,而在手机主电池因耗电量较大则使用可充电的二次电池,即锂离子电池。 与镍镉和镍氢电池相比,锂离子电池具备以下几个优点: 1、电压高,单节锂离子电池的电压可达到3.6V,远高于镍镉和镍氢电池的1.2V电压。 2、容量密度大,其容量密度是镍氢电池或镍镉电池的1.5-2.5倍。 3、荷电保持能力强(即自放电小),在放置很长时间后其容量损失也很小。 4、寿命长,正常使用其循环寿命可达到500次以上。 5、没有记忆效应,在充电前不必将剩余电量放空,使用方便。 由于锂离子电池的化学特性,在正常使用过程中,其内部进行电能与化学能相互转化的化学正反应,但在某些条件下,如对其过充电、过放电
和过电流将会导致电池内部发生化学副反应,该副反应加剧后,会严重影响电池的性能与使用寿命,并可能产生大量气体,使电池内部压力迅速增大后爆炸而导致安全问题,因此所有的锂离子电池都需要一个保护电路,用于对电池的充、放电状态进行监测,并在某些条件下关断充、放电回路以防止对电池发生损害。 下图为一个典型的锂离子电池保护电路原理图。 V1、V2)和一个控 N1 MOSFET的栅极,MOSFET 分别控制着充电回路与放电回路的导通与关断,C3 原理分析如下: 1、正常状态 在正常状态下电路中N1的“CO”与“DO”脚都输出高电压,两个MOSFET MOSFET的导 通阻抗很小,通常小于30 小。 此状态下保护电路的消耗电流为μA级,通常小于7μA。 2、过充电保护
电 池管理单元及电池保护 基于阻抗跟踪技术的电池管理单元(BMU)会在整个电池使用周期内监控单元阻抗和电压失衡,并有可能检测电池的微小短路(micro-short),防止电池单元造成火灾乃至爆炸。对于锂离子电池包制造商来说,针对电池供电系统构建安全且可靠的产品是至关重要的。电池包中的电池管理电路可以监控锂离子电池的运行状态,包括了电池阻抗、温度、单元电压、充电和放电电流以及充电状态等,以为系统提供详细的剩余运转时间和电池健康状况信息,确保系统作出正确的决策。此外,为了改进电池的安全性能,即使只有一种故障发生,例如过电流、短路、单元和电池包的电压过高、温度过高等,系统也会关闭两个和锂离子电池串联的背靠背(back-to-back)保护MOSFET,将电池单元断开。 锂离子电池安全 过高的工作温度将加速电池的老化,并可能导致锂离子电池包的热失控(thermal run-away) 及爆炸。对于锂离子电池高度活性化的含能材料来说,这一点是备受关注的。大电流的过度充电及短路都有可能造成电池温度的快速上升。锂离子电池过度充电期间,活跃得金属锂沉积在电池的正极,其材料极大的增加了爆炸的危险性,因为锂将有可能与多种材料起反应而爆炸,包括了电解液及阴极材料。例如,锂/碳插层混合物(intercalated compound)与水发生反应,并释放出氢气,氢气有可能被反应放热所引燃。阴极材料,诸如LiCoO2,在温度超过175℃的热失控温度限(4.3V单元电压)时,也将开始与电解液发生反应。 锂离子电池使用很薄的微孔膜(micro-porous film)材料,例如聚烯烃,进行电池正负极的电子隔离,因为此类材料具有卓越的力学性能、化学稳定性以及可接受的价格。聚烯烃的熔点范围较低,为135℃至165℃,使得聚烯烃适用于作为热保险(fuse)材料。随着温度的升高并达到聚合体的熔点,材料的多孔性将失效,其目的是使得锂离子无法在电极之间流动,从而关断电池。同时,热敏陶瓷(PCT)设备以及安全排出口(safety vent)为锂离子电池提供了额外的保护。电池的外壳,一般作为负极接线端,通常为典型的镀镍金属板。在壳体密封的情况下,金属微粒将可能污染电池的内部。随着时间的推移,微粒有可能迁移至隔离器,并使得电池阳极与阴极之间的绝缘层老化。而阳极与阴极之间的微小短路将允许电子肆意的流动,并最终使电池失效。绝大多数情况下,此类失效等同于电池无法供电且功能完全终止。在少数情况下,电池有可能过热、熔断、着火乃至爆炸。这就是近期所报道的电池故障的主要根源,并使得众多的厂商不得不将其产品召回。 电 池管理单元(BMU)以及电池保护 电池材料的不断开发提升了热失控的上限温度。另一方面,虽然电池必须通过严格的UL安全测试,例如UL16?2,但提供正确的充电状态并很好的应对多种有可能出现的电子原件故障仍然是系统设计人员的职责所在。过电压、过电流、短路、过热状态以及外部分立元件的故障都有可能引起电池突变的失效。这就意味着需要采取多重的保护――在同一电池包内具有至少两个独立的保护电路或机制。同时,还希望具备用于检测电池内部微小短路的电子电路以避免电池故障。 图1展示了电池包内电池管理的单元方框图,其组成包括了电量计集成电路(IC)、模拟前端