焊接工艺标准
1一般规定
1.焊工必须经考试合格并取得合格证书,分配焊工必须在其考试合格项目及其认可范围内施焊。
2. 施焊完成后,焊工必须在规定的位置大下钢印。
3. 设计要求的全熔透的一、二级焊缝应采用超声波进行内部缺陷的检验。
4. 引弧应在旱道处,不得擦伤母材。
5. T形接头、十字接头、交接接头等要求熔透的对接和角对接组合焊缝,其焊角尺寸不应小于t/4;设计有疲劳验算要求的吊车梁或类似构件的腹板与上翼缘板的焊脚尺寸为t/2,且不应大于10mm。焊脚尺寸的允许偏差为0~
4mm。
6. 焊接时起落弧点距焊缝端部宜大于10mm,弧坑应填满。
7. 焊缝观感应达到:外形均匀,成形好,焊道与焊道,焊道与基本金属间过渡交平滑,焊渣和飞溅物清除干净。焊缝表面不得有纹裂、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。且一级焊缝不得有咬边、未焊满、根部收缩分等缺陷。焊缝金属与母材间应过渡平缓。
2材料的规定
1. 钢材应符合下列要求:
1)清除待焊处表面的水、氧化皮、锈、油漆
2)焊接坡口边缘上钢材的夹层缺陷长度超过25mm时,应采用无损探伤检测其深度,如深度不大于6mm,应用机械方法清除;如深度大于6mm,应用机械方法清除后填满。
2. 焊接材料应符合下列要求:
1)焊条、焊丝、焊剂和熔嘴应存放在干燥、通风良好的地
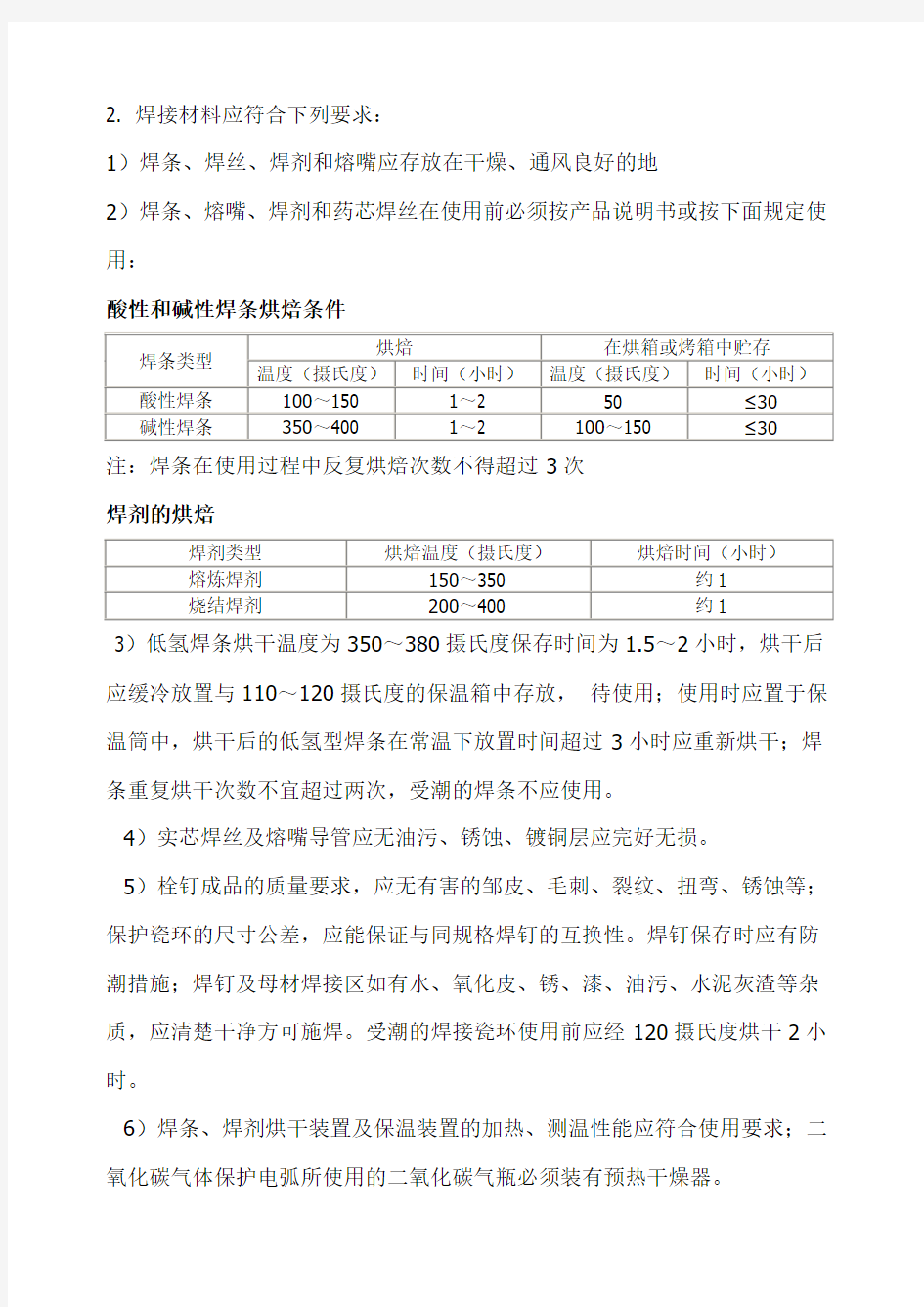
2)焊条、熔嘴、焊剂和药芯焊丝在使用前必须按产品说明书或按下面规定使用:
酸性和碱性焊条烘焙条件
注:焊条在使用过程中反复烘焙次数不得超过3次
焊剂的烘焙
3)低氢焊条烘干温度为350~380摄氏度保存时间为1.5~2小时,烘干后应缓冷放置与110~120摄氏度的保温箱中存放,待使用;使用时应置于保温筒中,烘干后的低氢型焊条在常温下放置时间超过3小时应重新烘干;焊条重复烘干次数不宜超过两次,受潮的焊条不应使用。
4)实芯焊丝及熔嘴导管应无油污、锈蚀、镀铜层应完好无损。
5)栓钉成品的质量要求,应无有害的邹皮、毛刺、裂纹、扭弯、锈蚀等;保护瓷环的尺寸公差,应能保证与同规格焊钉的互换性。焊钉保存时应有防潮措施;焊钉及母材焊接区如有水、氧化皮、锈、漆、油污、水泥灰渣等杂质,应清楚干净方可施焊。受潮的焊接瓷环使用前应经120摄氏度烘干2小时。
6)焊条、焊剂烘干装置及保温装置的加热、测温性能应符合使用要求;二氧化碳气体保护电弧所使用的二氧化碳气瓶必须装有预热干燥器。
3. 焊接不同的钢材时,焊接材料的匹配应符合设计要求。
1)手工电弧焊:Q235的钢材用E43** 系列焊条;Q345的钢材用E50**系列焊条。
2)CO2Q气体保护焊(实芯焊丝):Q235A、Q235B、用ER49-1焊丝,Q235C、Q235D用ER50-6焊丝;Q345A用ER49-1焊丝,Q345B用ER50-3焊丝,Q345D用ER50-2焊丝。
3)埋弧焊焊接材料的选配:
3常用焊接参数的选择:
1. 手工电弧焊
工艺规范参数主要有:焊接电流、焊条直径和焊接层次。
1焊接电流
焊条与电流匹配参数
注:立焊、横焊、仰焊时焊接电流应比平时小10%~20%。
2)焊条直径
焊条直径一般根据构件厚度及焊接位置来选择。平焊时焊条直径可以选择大些,立焊时焊条直径不大于5mm,仰焊和横焊时最大焊条直径为4mm,多层焊及坡口第一层焊缝使用的焊条直径为3.2~4mm。
焊条直径的选择
2. 埋弧自动焊
埋弧自动焊焊接规范的主要参数有:焊接电源、电弧电压、焊接速度、焊丝直径及焊丝伸出长度等。
焊丝的直径大,焊缝的熔宽会增加,熔深则稍有下降;焊丝直径越小,熔深相应增加。一般大型工件多采用4~5mm直径的焊丝。
不同的焊丝直径应用不同的焊接电流范围
焊接电流与相应的电弧电压
焊接速度的变化,将直接影响电弧热量的分配情况,即影响线能量的大小。在其他参数不变时,焊接速度增加,热输入量减少,熔宽明显变窄。当焊接速度超过40m/h时,由于热输入量减少的影响,焊接缝会出现磁偏吹、吹边、气孔等缺陷。焊接速度过低时,易产生类似过高的电弧电压的缺陷。
3. CO2气体保护焊
主要规范参数:焊接电流、电弧电压、焊丝直径、焊接速度、焊丝伸出长度、气体流量等。
焊丝直径主要是根据工件厚度来选择。一般薄板采用¢0.8~1.0mm的焊丝焊接。中厚板应选用¢1.2~2.0mm的焊丝焊接。
不同直径的焊丝选用焊接电流的范围
电弧电压与焊接电流之间的匹配是比较严格的,对于一定的电流范围,一般只有一个最佳电压值。CO2气体保护焊短路过渡焊接时,焊接电流与电弧电压的最佳值如下表:
CO2气体保护焊短路过渡焊接时不同电流的电压值
焊接速度要按焊缝形式和焊接电流来选择。焊接速度过快,会造成熔化金属在焊缝中填充不足,容易出现咬边,焊缝表面粗糙。焊速过慢,焊接熔池增大,会造成焊道宽窄不均。
焊接过程中尽量使焊丝的伸出长度不变,短路过渡焊接时,焊丝的伸出长度一般应控制在6~13mm。
对于直径≤2.0mm的细焊丝,其气体流量宜控制在10~25L/min;焊丝直径>2.0mm的气体流量为30~50L/min。
4. 碳弧气刨
1工作原理:就是把碳棒作为电极与刨削的金属之间产生电弧,此电弧具有6000摄氏度左右的高温,足以把金属吹掉,达到刨削或切割金属的目的。
2工艺参数及碳棒的影响:
工艺参数主要指电源极性、电流与碳棒直径、刨削速度和压缩空气的压力等。
碳弧气刨的工艺参数
4)碳弧气刨时操作技术
采用碳弧气刨时要检查电源极性,根据碳棒直径调节好电流,同时调整好碳棒伸出的长度气刨时,应先送风,随后引弧,以免产生夹碳。在垂直位置刨削时,应由上而下移动,以便流渣流出。当电弧引燃后,开始的刨削速度稍慢点,当钢板熔化熔渣被压缩空气吹走时,可适当加快刨削速度。刨削中碳棒不能横向摆动和前后移动,碳棒中心应与刨槽中心重合,并沿刨槽的方向作直线运动。在刨削时,要握稳把手,眼睛看好准线,将碳棒对正刨槽,碳棒与构件倾角大小基本保持不变。用碳弧气刨过程中有被烧损现象需调整时,不要停止送风,以使碳棒能得到很好的冷却。刨削结束后,应先断弧,过几秒钟后关闭风门,使碳棒冷却。
4焊接坡口的要求:
1)焊接坡口可以用火焰切割或机械加工方法加工,缺棱为1~3mm时,应锈磨平整;缺棱超过3mm时,应用直径不超过3.2mm的低氢型焊条补焊,并锈磨平整。当采用机械方法加工坡口时,加工表面不应有台阶。
2)施焊前,焊工应检查焊接部位的组装和表面清理的质量,如果不符合要求,应修磨补焊合格后方能施焊。坡口组装间隙超过交薄板厚度2倍或大于20mm时,不应用堆焊方法增加构件长度或减小组装间隙。
3)搭接接口及T形角接接头组装间隙超过1mm或管材T、k、Y形接头组装间隙超过1.5mm时,应事先在板端堆焊并修磨平整或在间隙内堆焊填补后施焊。
4)严禁在接头间隙中填塞焊条头,铁块等杂物。
2. 常用坡口的形状和尺寸
坡口各个部分的尺寸代号
埋弧焊全熔透坡口形状和尺寸
5引弧板、引出板、垫板应符合下列要求:
1. 严峻在承受动荷载且需经疲劳验算构件焊缝以外的母材上打火,引弧或装焊夹具。
2. 不应在焊缝以外的母材上打火引弧。
3. T形接头,十字形接头,角接接头和对接接头主焊缝两端,必须配置引弧板和引出板,其材质应和被焊相同,坡口材质应与被焊焊缝相同,禁止使用其他材质的材料充当引弧板和引出板。
4. 焊接完成后,应用火焰切割去引弧板和引出板,并修磨平整。不得用锤击落引弧板和引出板。
6 焊接残余应力的调节和消除措施
1. 焊接平面上的焊缝时,应使焊缝的收缩比较自由(特别是横向收缩)。例如,焊接对接焊缝时,焊接方向要指向自由端。
2. 先焊收缩量较大的焊缝。如,一个结构有对接焊缝也有角焊缝时应先焊对接焊缝。
3. 先焊错开的短焊缝,后焊直通焊缝,使焊缝有较大的横向收缩余地。
4. 先焊在工作时受力较大的焊缝,使应力合理分配。
5. 采用反变形法来降低接头的刚度,例如,在焊接封闭焊缝或其他刚性较大的焊缝时,可采用预先反变形以减少残余应力。
6. 锤击焊缝,每焊一道焊缝用头部带有圆弧的工具锤击焊缝,使焊缝得到延伸,从而降低内应力。锤击应保持均匀适度,避免锤击过分而产生裂纹。
7. 采用局部加热造成反变形,使构件产生一个与焊缝收缩方向相反的伸长变形。这样,冷却时,加热区的收缩与焊缝的收缩方向相同,焊缝的收缩比较自由,从而减少内应力。
7 焊缝缺陷返修:
1. 焊缝表面超过相应的质量验收标准时,对气孔、夹渣、焊瘤、余高过大等缺陷应用砂轮打磨,必要时应进行补焊,然后进行打磨。
2. 经无损检测确定焊缝内部存在超标缺陷时应进行返修,返修应符合下列规定:
1)返修前要编写返修方案;
2)应根据无损检测确定的缺陷位置、深度,用砂轮打磨或用碳弧气刨清除缺陷。缺陷为裂纹时,碳弧气刨前应在裂纹两端钻止裂孔并清除裂纹及其两端50mm的焊缝或母材。
3)清除缺陷时应将刨槽加工成四侧边斜面角大于10℃的坡口,并应修整表面,磨除气刨渗碳层。
4)补焊时应在坡口内引弧,息弧时应填满弧坑;多层焊的焊层之间接头应错开,焊缝长度应不小于100mm;当焊缝长度超过500mm时,应采用分段退焊法。
5)返修部位应连续焊成。如中断焊接时,应采取后热,保温措施,防止产生裂纹。
6)焊缝正、反面各作为一个部位,同一部位返修不宜超过两次