钢箱系杆拱桥钢箱梁制安作业指导书
1 适用范围
本作业指导书适应XX高速铁路四线钢箱系杆拱桥的钢箱梁及拱箱制作与拼装施工。
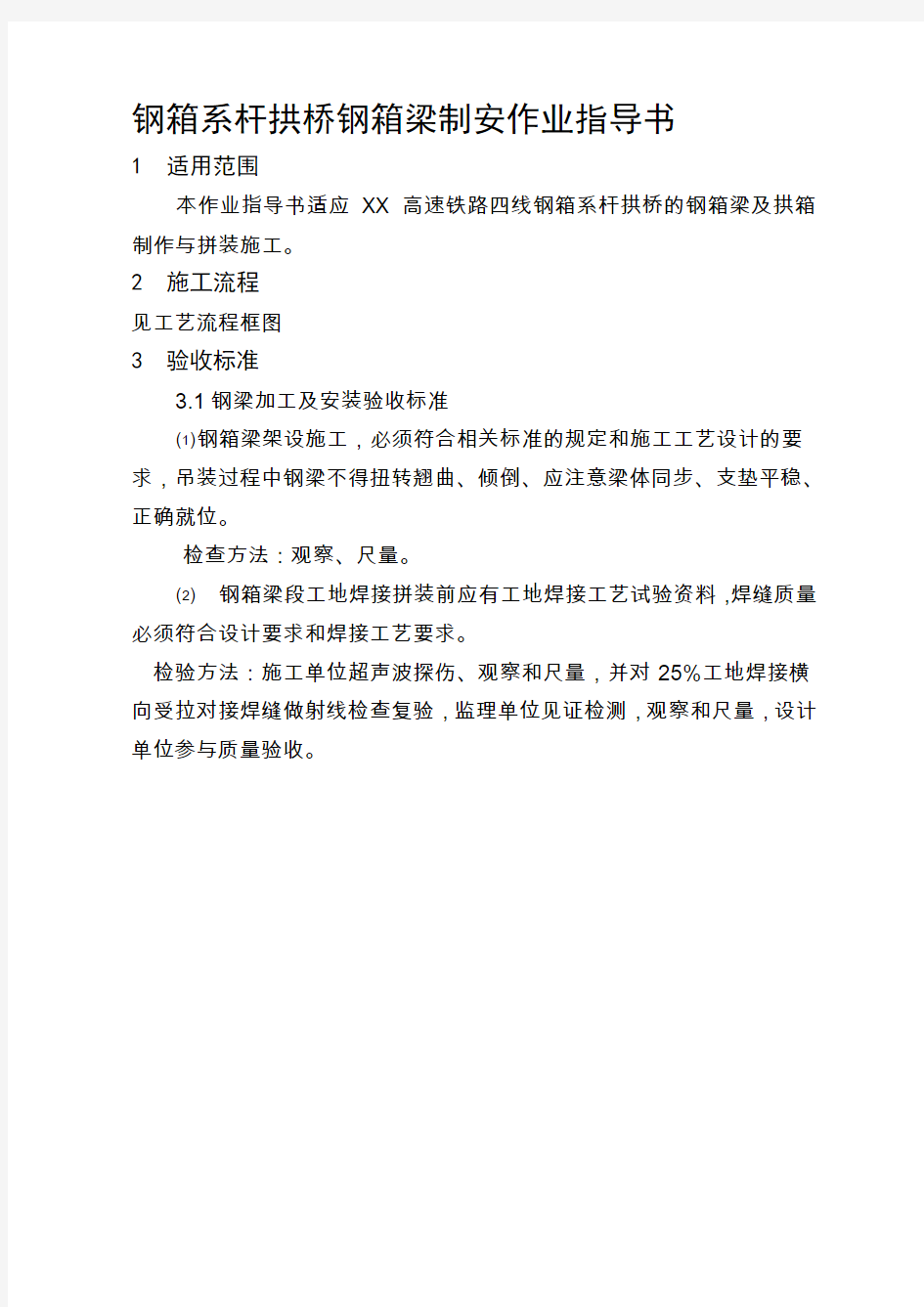
2 施工流程
见工艺流程框图
3 验收标准
3.1钢梁加工及安装验收标准
⑴钢箱梁架设施工,必须符合相关标准的规定和施工工艺设计的要求,吊装过程中钢梁不得扭转翘曲、倾倒、应注意梁体同步、支垫平稳、正确就位。
检查方法:观察、尺量。
⑵钢箱梁段工地焊接拼装前应有工地焊接工艺试验资料,焊缝质量必须符合设计要求和焊接工艺要求。
检验方法:施工单位超声波探伤、观察和尺量,并对25%工地焊接横向受拉对接焊缝做射线检查复验,监理单位见证检测,观察和尺量,设计单位参与质量验收。
钢箱梁施工工艺流程图
⑷钢箱梁尺寸允许偏差和检验方法应符合下表的规定。
钢箱梁尺寸允许偏差和检验方法
3.2支座安装验收标准
⑴钢梁支座安装的检验除应符合下表的规定。
3.3钢梁涂装验收标准
⑴涂装前钢件表面的污泥、油垢,铁锈等必须清除干净,钢件表面除锈及粗糙度必须符合有关客运专线铁路钢桥保护涂装技术条件的有关规定及设计的技术交底要求。
检验方法:观察和检查试验记录。
⑵杆件结合点可能积水的缝隙必须在涂装前进行封填,缝宽≤
0.3mm的用底层涂料封填,缝宽>0.3mm的用腻子封填,腻子的使用寿命不应低于油漆寿命,并应具有耐水、耐候、防渗、防锈性能。
检验方法:观察、尺量。
⑷钢梁涂装体系干膜最小总厚度必须符合设计要求,每一涂层干膜平均厚度不得小于设计要求厚度,最小厚度不应小于设计厚度的90%。
检验方法:观察和仪器检测。
⑸桥梁涂装涂层表面应平整光滑,颜色均匀,无漏底、漏涂、起泡、气孔、裂缝、剥落、划伤及咬底等缺陷,手工涂刷应无明显添痕,在任何1m2范围内,桔皮、起皱、针孔、流挂小于3×3cm面积的缺陷不得超过2处,小面积刷痕不得超过4处,涂料颗粒和尘微粒所占涂装面积不得超过10%。
检验方法:观察和尺量。
3.4 钢筋混凝土桥面板
⑴模板及支架
模板尺寸允许偏差和检验方法应符合下表的规定。
⑵钢筋
钢筋加安装允许偏差和检验方法应符合下表规定
⑶混凝土
钢筋混凝土桥面板验收应符合下表的规定。
桥面板浇注成型后允许偏差
4 作业准备
4.1技术准备
4.1.1熟悉施工图技术交底,同时对作业人员交底
4.1.2熟悉技术方案交底,同时对作业人员进行交底
4.1.3熟悉施工流程以及自检验收标准
4.1.4根据技术交底中的要求,掌握施工中要采用的焊接工艺的标准
4.2工装准备
4.2.1根据施工技术方案交底,布置现场施工场地
4.2.2搭设单元组件拼装钢梁单元的作业平台,和预拼装平台
4.2.3根据钢梁单元重量在14#墩位置安装钢梁单元提升机
4.3设备准备
4.3.1根据施工技术方案交底准备现场拼装的各种机械设备
4.3.2根据设备用电量安装变压器,保证设备正常运转用电
4.4材料准备
4.4.1根据施工图技术交底核对进场材料的种类、规格和数量
4.4.2根据现场平面布置,建设材料存放区,将材料按规格分类堆码整齐
5 工艺操作
钢箱梁的制安的难点是制作减少焊接变形、或者是将焊接变形控制在规范允许的范围内,控制运输变形以及安装保证栓孔准确就位。整体施工方案:工厂制作单元件,运至施工现场;在桥位上采用军便梁搭设支架,吊车上桥拼装钢梁及拱,最后浇注混凝土桥面板及桥面系。
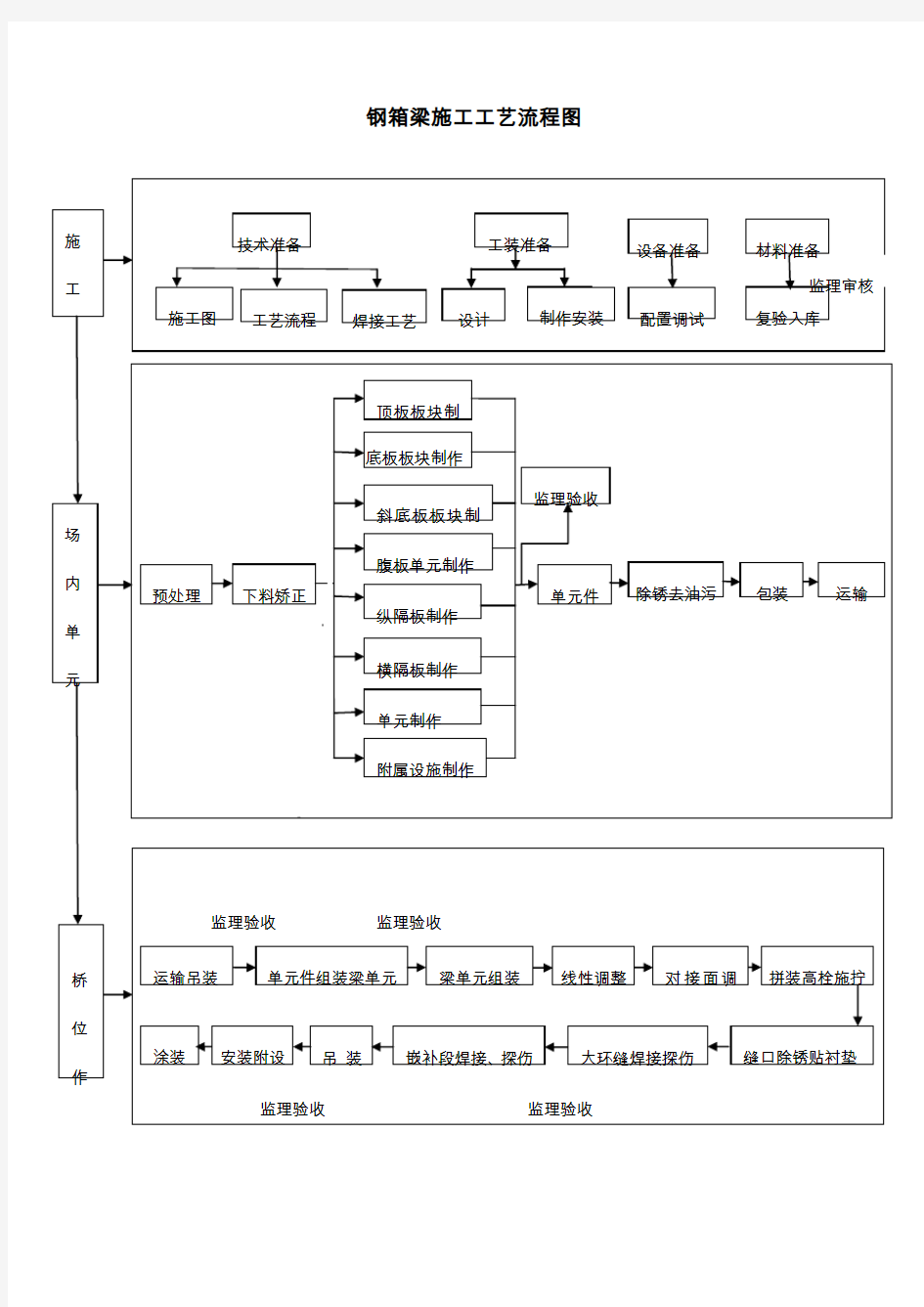
该桥钢箱梁为单箱多室全焊结构,结构焊缝多,焊接变形大;为控制箱体结构焊接变形,保证产品整体质量,特别是腹板与顶(底)板主要焊缝的焊接质量,计划采用工厂制造与工地制造相结合的制作模式,即在工厂加工成可运输的块单元,工地进行预拼装和组装,并焊接相关的对接焊缝。制造时,将钢箱梁沿桥轴方向可划分为16m长的节段,横桥轴方向划分为多块,横向分块见图.
钢箱梁横向分块图
工厂生产出16米长的块单元,运到工地,在预拼装胎架上将接长的9个块单元预拼装成箱梁。钢梁预拼装过程中,在保证直线度、拱度的同时完成相邻块单元的对接接口的匹配调整。各项指标调整到技术要求后,焊接所有的接口临时连接件。梁段架设时在桥上进行接口顶板、底板和隔板的焊接,并在桥上完成钢箱梁最后一道涂装。
5.1工厂制造工艺
在工厂完成顶板、底板、腹板分块的下料、加工、纵肋的组装、焊接,块单元(顶板+底板+腹板+横隔板)的组装和焊接、涂装。加工流程如下。
工艺试验材料预处理号料下料加工检查部件组拼检查划线定位检查焊接(专用工装)矫正检查划系统线组拼单元件检查每孔梁预组装上定位板拆解防腐入库
(所有工序均报监理审核确认后进行下一步工序)
5.1.1零件的下料加工
钢板经滚板机滚平并经处理后,对于顶板、底板、腹板等较长矩形板件采用多嘴头门式切割机,形状复杂的横隔板等板件采用数控切割机精密切割;钢板的对接坡口采用火焰精密切割后用刨边机或铣边机加工。
裁板下料
5.1.2典型零部件的加工工艺
⑴顶、底板板块单元(钢板+纵肋)的加工工艺
1)钢板经予处理后门切下料,预留焊接收缩量。
2)利用划线平台划出板块纵横基线及纵向加劲肋的组装线。
3)利用可控制纵向加劲肋组装精度的专用门式组装胎型组装板块单元。
胎具上组装板块单元
4)刚性约束在焊接胎架上对称施焊加劲肋,以尽量减小焊接变形。
胎架上组焊
5)采用火焰热矫正相结合的办法矫正板块的各种焊接变形。
⑵横隔板的加工工艺
横隔板是箱形梁组装的内胎,它的精度直接控制箱梁的断面精度,另外,该桥采用的纵肋嵌入隔板并与隔板贴角焊的连接方式,要求隔板上纵肋缺口与板块上的纵肋相匹配,因此,隔板的周边加工精度和纵肋缺口的间距精度的控制,是保证箱形组装质量的前提。针对其结构特点,拟采用如下工艺:
1)数控切割机下料,切割时,针对其板件平面尺寸较大的特点,设计合理的切割胎具,控制因缺口多,范围大产生的切割热变形。
2)修整切割产生的波浪变形,保证平面度满足要求。
3)组装隔板上的加强圈,并焊接、修整。
4)以顶板处、底板处的纵肋缺口为基准,并平差加工偏差,划出周边加工线。
5)机加工周边,并刨出对接坡口,重点控制周边几何尺寸和加工面粗糙度。
加工合格的横隔板移交半成品参与块单元组装。
⑶腹板的加工工艺
由于腹板的上下端均为双面坡口焊缝(边腹板下端为棱角焊缝),而且坡口较深,横向焊接收缩量必然较大,腹板的高度又直接控制箱形高度。因此,宜采用如下的加工工艺;
1)钢板经处理后门切下料,预留焊接收缩量。
2)根据精确估算的焊接收缩量,用刨边机加工与顶(底)板的角接
坡口和对接坡口。加工合格的横隔板移交半成品参与块单元组装。
⑷中间块单元的加工工艺
块单元由顶、底板、腹板和横隔板等单元件组成工型或箱型。采用如下加工工艺:
1)工型块单元:采用正装法将底板板块单元平铺在组装平台上,划出腹板位置线,按线组装腹板单元,而后按同样的办法组装顶板成工型。鉴于板件较大,在组装中,采用适当的临时定位连接件,以控制组装精度并保证组装过程的安全。
2)箱型块单元:采用正装法将底板板块单元平铺在组装平台上,划出隔板、腹板位置线,按线组装隔板、腹板、顶板单元成箱型。
3)用自动焊机焊接腹板与顶、底板的坡口角焊缝或箱外主角焊缝。
4)利用火焰热矫正的办法修整焊接变形。
5)组装所有工型或箱型外部横隔板,横隔板组装时先倾斜一定的角度,其缺口与纵肋对准后找正。
6)焊接横隔板与纵肋、顶(底)板及腹板的所有角焊缝。
7)火焰热矫正各种焊接变形
8)按涂装要求除锈并喷涂,外表面除锈须达到Sa2.5级,其中工地焊缝两侧各150mm不涂装。
⑸边块单元的加工工艺
边块单元较中间块单元复杂一些,而且偏心较大,除顶板、弯曲底板板块单元、横隔板。除了增加几项作业内容外,焊接变形的控制是其制作的关键。以下仅谈几项焊接变形的控制措施:
1)设计专用的焊接胎架,在焊接中适当利用刚性固定法控制焊接变形。
2)选用合理的焊接方法和焊接顺序。
5.1.3箱形梁的预拼装工艺
工厂生产的块单元件运输到工地的箱梁组装及予拼现场后,制作胎
架进行块单元预拼装。
在箱梁拼装胎架设计时根据已有的经验,横向斜底板预设一定的预拱量,来抵消整体组焊解马后箱梁断面的变形。
胎架
底板和横隔板组焊
顶板组焊
加工横断面图5.2钢拱箱制造安装工艺
5.2.1钢拱箱段制造
两片钢拱分节段制造,节段长10m左右接口错开横撑、吊杆位置。
(1)单元制造
钢拱箱段的制造分为顶板单元、底板单元、腹板单元、隔板单元。下料时除隔板单元外均预留二次切头量,其中含钢拱箱段安装弹性压缩量及焊接收缩量(含环缝焊接收缩),以保证钢拱整体成型后的尺寸精度。
(2)钢拱箱段组焊
单元件在胎架上以外侧腹板单元水平放置进行组装钢拱箱体,设置工艺隔板控制两端箱口,中间用隔板控制箱体几何尺寸,按顺序匹配制造钢拱箱段。
1)钢拱箱段制造工艺程序见图。
钢拱箱合龙段制造工艺程序图
5.2.2 钢拱箱段预拼装
⑴钢拱箱节段预拼装划分
钢拱肋节段制造长度10m左右,包括合拢段共15段;钢拱箱段共分4次预拼装。钢拱箱段中间段为合拢段,根据钢拱实际架设情况,合拢段两端留量,进行二次划线切割,保证钢拱精确合拢。
⑴预拼装工艺流程及简图
预拼装工艺流程图见下图。
钢拱箱段预拼装工艺流程图
⑵钢拱箱段预拼装程序
1)在预拼装胎架上,两片钢拱分别进行。
2)调整拱段接口间焊缝间隙,按设计曲线调整节段轴线,并设马板固定。
3)检查确认预拼装达到要求后,量测钢拱箱段接口部位纵肋嵌补段尺寸,编号加工。
4)进行钢拱箱段及全部零部件编号,打上编号钢印号。
5)拆前检查修订纵横基准线(架设用线),并以此为基准划桥位安装部件的位置线,确认无误后,拆除钢拱箱段,移交除锈、涂装。
5.3焊接工艺方案
焊接方案的基本原则包括以下几方面:
5.3.1以自动焊接为主(原设计以手弧焊为基础),包括埋弧自动焊接和CO2自动焊接,尽量以机械代替手工操作,确保焊接质量的稳定。
5.3.2尽量采用CO2气体保护焊接,包括CO2自动焊接和CO2半自动焊接,在保证焊接质量的同时,减小焊接变形,提高生产效率。
5.3.3选择焊接材料中的优质材料,确保焊接接头各项技术指标与母材相匹配,全面满足设计标准。
5.3.3特殊情况采取特殊措施保证质量,如不能翻身施焊的焊缝配制相应的陶瓷衬垫,单面焊双面成型,必要的部位用碳弧气刨清根等办法。
5.3.4桥位处环缝焊接施工工艺见下表
环缝焊接方法和工艺措施
5.4桥位施工工艺方案
该桥跨越济兖公路,工厂在完成块单元制造后公路运输至桥位预拼装场地进行总拼、焊接。临时连接件解体后进行吊装。
桥位处搭设临时支架,支架中心间距16m,与箱梁块单元节段制造长度一致,用汽车吊机将块单元吊到安装支架上,在支架上完成整跨
龙门吊
拼装区提升站
的箱梁块单元接长接宽的拼装和焊接;在箱梁顶面设置拱箱段支架,用汽车吊将拱箱吊装到支架上就位精确定位焊接接口接长进行循环安装直至全部完成。钢箱拱梁安装架设工艺见图。
5.4.1搭设拼装平
2-96m钢箱系杆拱桥采取在跨济兖公路特大桥12#~14#跨跨中搭设临时军用支墩,铺架叠合军用墩作为纵向承重梁,梁上采用I20工字钢做横向分配梁,作为钢箱系杆拱的拼装平台。在14#~15#跨间顺铺20米的钢梁提升存放平台。支墩基础均采用挖孔桩基础,桩顶浇注整体混凝土分配梁。八三式军用墩在预拼场组拼,汽车吊一次整体吊装就位安装。
5.4.2平台支架预压
桥面下部拼装支架安装完成后即可进行预压,预压材料采用砂袋或钢锭作为预压荷载,压重材料均布在支架上,预压重量为上部荷载重量的1.2倍,加压顺序与箱梁安装顺序一致。
5.4.3测量放线
测设钢梁中心线,测量支承垫石顶面高程,并打磨平整,测设钢梁支座位置。
5.4.4钢梁组拼
⑴钢箱梁节段运输
钢桁梁经预拼场拼装后用龙门吊机将钢梁杆件吊装在运梁台车上,运至14#墩旁的提升站龙门吊机下,由提升站龙门吊机提升钢桁梁上运输线,运梁台车运输。
⑵钢箱梁拼装
钢箱梁拼装施工步骤详见下图:
拼装前进行中线和标高复测,误差在允许范围之内,精确画线放样后采用两台履带式起重机按照编号依次吊装钢梁,从桥端向桥垮中心对称安装。
拼装工作开始后随时观测钢梁平、立面位置并及时进行调整。钢梁拱度在拼完一个大节间后立即用千斤顶按设计拱度值起落调整,再进行下节段的拼装。在拼装过程中随时测量钢梁中线、水平、拱度等的偏差值。发现平面钢梁高低不一或钢梁中线偏斜时及时调整。
⑶拱肋安装
拱肋安装原则为对称均匀加载。先在主梁顶部采用万能杆件打设临时支架,作为系杆拱节段安装的临时支点。拱架在预装检查合格后,由提升站送上桥面,采用两台履带式起重机起吊作业。拱肋每节段设吊点2个,用起重钢丝绳绑扎拱肋收紧后,每吊点用卡环拴住绳头起吊。每节段起吊
拼装区提升站
拼装区
提升站
龙门吊
步骤二
步骤一
1、桥跨间布置拼装支架;
2、支架顶布置拼装操作平台;
3、设置吊机、钢梁运输便道。4。调集拼装钢梁节间。
96m钢桁结合梁支架法施工步骤图
继续按顺序拼装钢梁,直至全桥钢梁架设完毕。