SMT红胶板炉前外观检验标准
- 格式:doc
- 大小:97.50 KB
- 文档页数:3
A-1………A-10B-1……B-8C-1……C7D-1……D9E-1……E-6F-1G-1H-1见后面文档说明。
B、红胶印刷规范一、《SMT外观检验标准》说明A、锡膏印刷规范1、目的本标准适用于三色电子有限公司SMT焊接工艺生产产品。
3、标准内容:对本公司锡膏、胶水的印刷、元件安装及元件焊接的工艺以介定,确保 本公司产品的品质2、适用范围:C、CHIP料放置焊接规范D、翅膀型IC放置焊接规范E、J型脚放置焊接规范F、城堡形IC放置焊接规范G、BGA表面贴装规范H、扁平元件脚放置焊接规范SMT外观检验标准J-1J-1 1.锡膏无偏移2.锡膏量.厚度3.锡膏成型佳.4.锡膏覆盖焊允许:仍有85%覆盖焊盘.拒收:1.锡膏量不足.2.锡膏量均匀3.锡膏厚度在要求规格内图型号A002 CHIP 料锡膏印刷允收标准:CHIP 料锡膏印刷规格示范1.钢网的开孔有缩孔,但锡膏图型号A001 CHIP 料锡膏印刷标准J-1 SOT类元件图例J SOT类元件图例锡少但符合最低标准锡少不符合标准2.两点锡膏量不均3.锡膏印刷偏移超过15%焊盘A-11.锡膏无偏移2.锡膏完全覆盖焊盘3.三点锡膏均匀4.锡膏厚度满足测试要求图型号A003 CHIP 料锡膏印刷拒收SOT 元件锡膏印刷规格示范标准:2.有85%以上锡膏覆盖焊盘.3.印刷偏移量少于15%图型号A005 SOT元件锡膏印刷允收锡少不符合标准拒收:1.锡膏85%以上未覆盖焊盘.2.有严重缺锡图型号A005 SOT元件锡膏印刷拒收A-2 二极管、电容等(1206以上尺寸物料)锡膏印刷规格示范标准:1、锡膏印刷成形佳2、锡膏印刷无偏移3、锡膏厚度测试符合要求4、如些开孔可以使热气排除,以免造成气流使无件偏移图形A007偏移但符合最低允收:1、锡膏量足2、锡膏覆盖焊盘有85%以上3、锡膏成形佳图形A008二极管、电容锡膏印刷允收锡少不符合标准拒收:1、15%以上锡膏未完全覆盖焊盘2、锡膏偏移超过20%焊盘图形A009二极管、电容锡膏印刷拒收A-3 焊盘间距=1.25MM 锡膏印刷规格示范标准:1、各锡膏几乎完全覆盖各焊盘2、锡膏量均匀,厚度在测试范围内3、锡膏成型佳,无缺锡、崩塌。
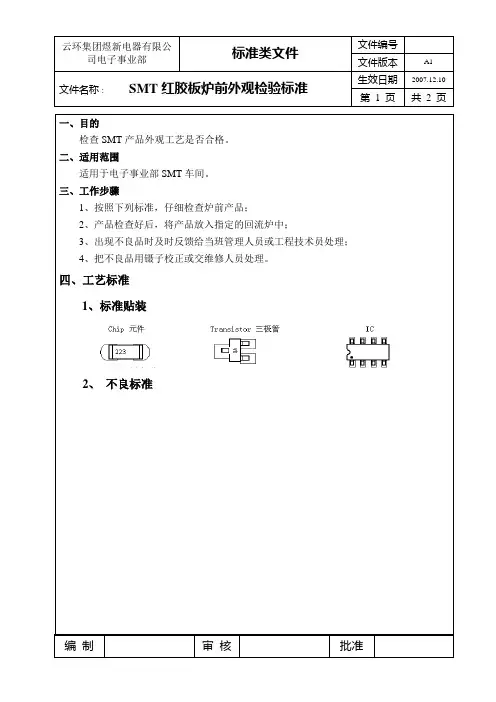
制作: 审核: 核准:一、目的:明确红胶板来料品质验收标准,规范检验动作,使检验、判定标准达到一致性。
二、适用范围:适用于我司所有红胶板来料检验。
三、检验条件:3. 1照明条件:日光灯600〜800LUX3.2目光与被测物距离:30〜45CM3.3灯光与被测物距离:100CM以內;3.4检查角度:以垂直正视为准± 45 度;3.5检查员视力:双眼视力(包括戴上眼镜) 1.0 以上,且视觉正常,不可有色盲,斜视、散光等;四、参照标准:依照MIL-STD-105E U 级单次正常抽样标准CR=(正常抽样Ac/Re:0/1);MA=0.65;MI=1.5依照MIL-STD-105E U级单次S-2特殊抽样标准.AQL25抽样五、检验内容:5.1包装箱:包装箱应为格卡隔开两片一包装,(特殊情况除外),包装箱外应标有物料品名、规格、数量、生产日期、出货检验合格章及供应商名称,最小包装应无破损、混料现象。
5.2外观:外观元件应无损伤、无贴歪、无浮高、无掉件、无氧化、焊盘不能有红胶等。
5.3元件标准贴装及不良标准见:(下图 1.2 项)1、标准贴装Tr^isior三飙酋Chip元件1C2、不良标准A木于出元椚E为根H Q S BA小于0 2MB为不RAtf 1或牛顋为不冋E C孙于c :血】为不艮1小丁0,如in为丁艮WBeBiCpitt^C 伽eht 于DJixx 为不黄工3冋忙亦职〒I阮件忻为不良M于笳砖贾*不艮D小于1丽件脚囂力不却IC pifch<0 65xniD兀于(Llnun为不艮:c [■忧2腔迪臥于佩瓦片膚賁*F良铜箔上有胶水O1铜消上育穌六、红胶板推力检验标准:6.2 第二种是测试时推力计与PCB 水平方向,也从元件的宽边去推,推力分别为物料规格及品名推力物料规格及品名推力0402电容/电阻(C/R) 1.0KGF 二极管 2.5KGF 0603电容/电阻(C/R) 1.5KGF 三极管 2.5KGF E大于C 一为不良E大于。

.)以下为最大允收限度,如果超过25%则拒收。
名文件编号称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装生效日期A01页码3/9判 定 說 明图 示 说 明作 业 指 导 书SMT 通用检验标准WI-Q-001电容、电感偏移标准模式电容、电感偏移零件间隔零件直立电阻帖反电阻偏移(垂直方向)项 目WW1≧W*25%,NGW零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面OKWW1W1≧W*25%,NGW零件直立拒收!名文件编号称发行版次1、元件倾斜突出焊点的部份须小于元件宽度的25%, 反之则拒收。
(NG)1、三极管的三个引脚处于焊点的中心位置。
1、三极管的引脚超出焊点的部份须小于或等于引脚 1. w1≦W*1/2, OK ; 宽度的1/2;若大于1/2则不良。
1. 目的为了规范公司的可靠性试验,使公司的产品性能更加可靠,在市场上更富有竞争力,特制定本可靠性试验规范。
本试验主要用于确定元件、设备和其它产品(在负荷条件下)经受环境温度/湿度迅速变化的能力;在运输过程中的抗震动性和抗冲撞的能力,保证产品的寿命符合客户要求。
2. 适用范围:包括所有开发的新产品都需做可靠性试验,成品在出货前都必须按QA相关出货抽样标准进行抽样并做可靠性试验,以及相关部门或人员提出的委托试验。
3. 引用的标准本试验制定标准依据相关国标GB2423/GB98434. 职责本可靠性试验由质量部/产品部负责进行,在试验完成后,应及时将试验报告填写完毕传达申请人并抄送相关负责人。
产品质量试验可以由质量部或产品部主动试验,也可由相关部门委托进行。
5. 试验设备与测试仪器5.1高温试验箱一台5.2恒温交变试验箱一台5.3振动试验台一台5.4卫星电视信号源及信号分配器一个5.5多制式电视机若干台5.6测试工装一台5.7功放一台5.8示波器一台6. 试验项目:6.1一般试验样品的要求A、A、试验样品应是在常规条件下经外观、性能检测合格的成品、半成品或物料。
B、B、例行试验的样品抽取按MIL-STD-105E 单次抽样水准S-Ⅱ进行,具体参见《抽样检查作业指导书》。
C、C、型式试验(新品试验)的样品每次应不少于3台。
D、D、所有试验的样品机必须经各项功能测试和结构外观检验合格。
6.2高温贮存试验6.2.1 试验要求测试合格的试验样品在55℃±2℃贮存条件下持续放置16H,然后在自然条件下恢复2H,并在正常的测试条件下进行测试,样品的外观与功能应合格。
6.2.2试验步骤:1)试验样品机在做试验前对其外观和电性能进行检测,只有外观和电性能皆OK的试验样品才能继续下一步试验,否则进行维修直到OK。
2)打开高温试验箱炉门将试验样品放入箱中,注意样品间要有间隙(≥10MM),样品与箱壁的距离也要≥10MM。

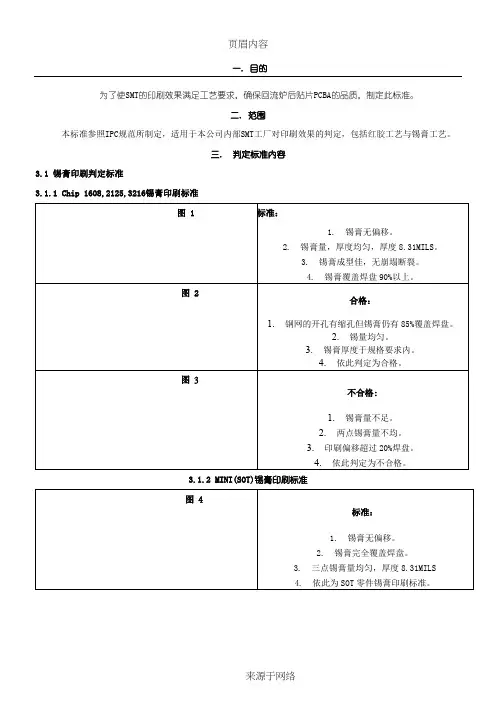
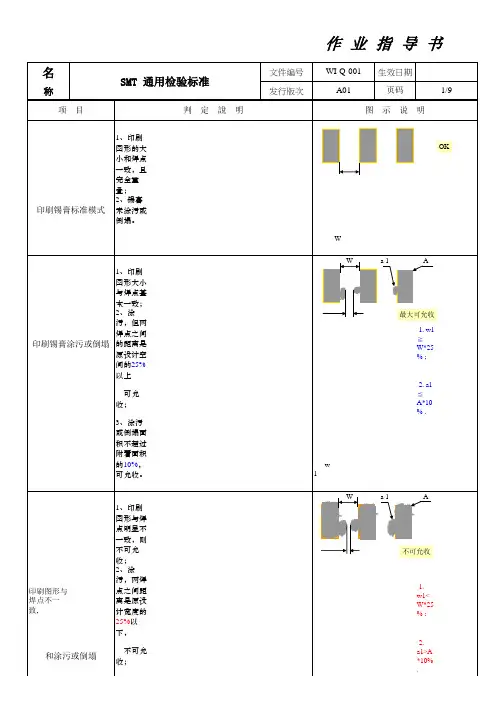
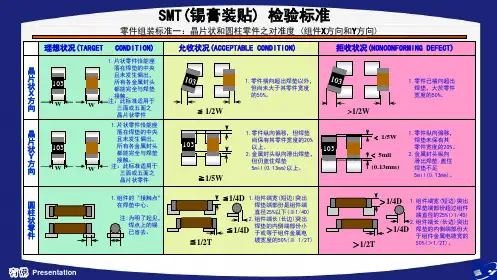
一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
三. 判定标准内容3.1 锡膏印刷判定标准热气宣泄道图 7膏印刷偏移超过20%焊盘图 9 3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准WW=焊盘宽偏移量<20%WW=焊盘宽偏移大于15%焊盘图12偏移量小于15%焊盘偏移大于15%焊盘A>15%W图 15 3.1.6 LEAD PITCH=0.7MM锡膏印刷标准偏移小于15%焊盘移大于15%焊盘图 18 3.1.7 LEAD PITCH=0.65MM之锡膏印刷标准偏移少于10%焊盘图 20偏移量大于10%W图 21 3.1.8 LEAD PITCH=0.5MM零件锡膏印刷标准锡膏崩塌且断裂不足图 24 3.1.9 Termination Chip & SOT锡膏厚度的标准3.1.10 IC-零件的锡膏厚度标准3.2 点胶标准3.2.1 Chip 1608,2125,3216点胶标准标准规格胶量不均,且不足图 35C<1/4W or 1/4PC>1/4W orWP图 38 3.2.4 MELM圆柱形零件点胶标准溢胶C<1/4W图 46偏移图 47 .3.2.6 MELF,RECT.柱状零件点胶标准溢胶3.2.7 MELM柱状零件点胶标准图 53图 553.2.9 SOIC 点胶零件标准C>1/4T 或1/4PT胶稍多不影响焊接溢胶沾染焊盘及测试孔孔推力足1.5KG图 58孔C>1/4W图 593.2.11 SOIC胶点尺寸外观。
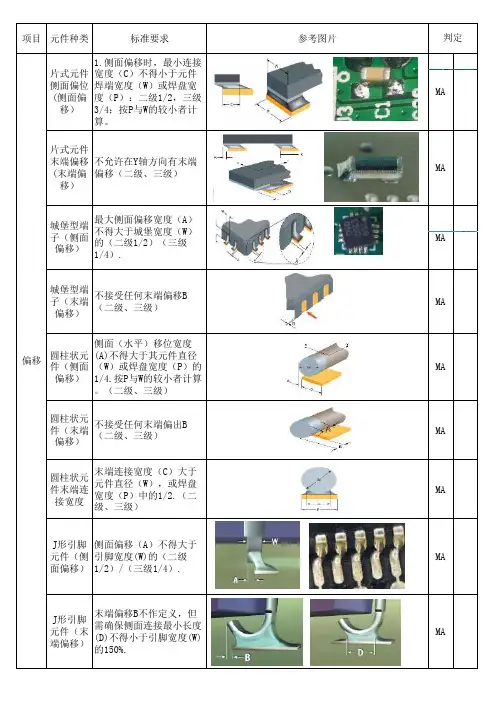
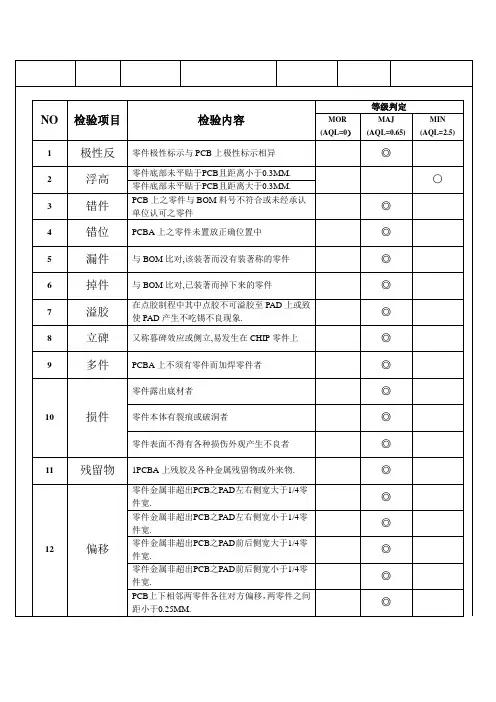
片式元件侧面偏位(侧面偏移)1.侧面偏移时,最小连接宽度(C)不得小于元件焊端宽度(W)或焊盘宽度(P):二级1/2,三级3/4;按P与W的较小者计算。
MA片式元件末端偏移(末端偏移)不允许在Y轴方向有末端偏移(二级、三级)MA城堡型端子(侧面偏移)最大侧面偏移宽度(A)不得大于城堡宽度(W)的(二级1/2)(三级1/4).MA城堡型端子(末端偏移)不接受任何末端偏移B(二级、三级)MA圆柱状元件(侧面偏移)侧面(水平)移位宽度(A)不得大于其元件直径(W)或焊盘宽度(P)的1/4.按P与W的较小者计算。
(二级、三级)MA圆柱状元件(末端偏移)不接受任何末端偏出B(二级、三级)MA圆柱状元件末端连接宽度末端连接宽度(C)大于元件直径(W),或焊盘宽度(P)中的1/2.(二级、三级)MAJ形引脚元件(侧面偏移)侧面偏移(A)不得大于引脚宽度(W)的(二级1/2)/(三级1/4).MAJ形引脚元件(末端偏移)末端偏移B不作定义,但需确保侧面连接最小长度(D)不得小于引脚宽度(W)的150%.MA偏移鸥翼型引线元件(侧面偏移最大侧面偏移(A)不得大于引脚宽(W)的(二级1/2或0.5mm,取较小者)/(三级1/4或0.5mm,取较小者)MA鸥翼型引线元件(末端偏移1、脚长L小于3倍引线宽度W不允许出现偏出B;2、偏出违反最小电气间隙MA表面贴装面阵列焊料球偏出,违反最小电气间隙MA底部有散热面端子元器件二级/三级:1、散热面端子的侧面偏出不大于端子宽度的25%;2、散热面端子的末端偏出焊盘;3散热面末端端子的连接宽度与焊盘接触区域的润湿小于100%;4、散热面偏出违反最小电气间隙MA反贴/反白元件翻贴片式元器件的电气要素面朝下.(即:丝印面向下)片式电阻常见。
一级可接受,二三级制程警示MI立碑片式元件不允许焊接元件有斜立或直立现象(元件一端脱离焊盘焊锡而翘起)MA焊锡高度无引脚元件最小填充高度F为焊料厚度G加城堡高度H的(二级25%)/(三级50%)MA侧立片式元件不允许宽、高比超过(二级2/1)/(三级1.25/1)的元件侧立(元件本体旋转90度贴放)片式电容常见MA偏移错件所有物料不接受贴装元件规格与要求不符的现象MA少件所有物料不允许有出现元件漏贴的现象MA反向有极性元件不接受有极性元件方向贴反(备注:元件上的极性标志必须与PCB板上的丝印标志对应一致)MA多件所有物料不允许有空位焊盘贴装元件MA连锡/短路所有元件1、横跨在不应该相连的导体上的焊接连接;2、焊料跨接到毗邻的非公共导体或元器件上。
叉板1.w1≦2.w1>W*( 或w1<0L2LL11. L1≧2. L2≧L2文件版本A/01页 码第1页,共1页文件编号制订日期图示说明电阻偏移突出基板焊点的部份是电阻宽度的25%以下为最大允收限度,如果超过25%则拒收。
1、两元件之间最小间隔在0.5mm 以上为最大允收;2、两元件之间最小间隔小于0.5mm 拒收。
项目判定说明图示说明项目零件间隔判定说明电阻偏移(水平方向)SMT 炉前检验标准零件直立/侧立拒收!电阻偏移(垂直方向)按正面贴装,电阻的两端置于基板焊点的中央位置。
电阻类装配标准模式1.检查SET 中不能有叉板打件;2.检查SET 中不能有漏件异常;3.IC 的方向正确无误。
引脚浮起或翘高不可大于0.15mm 。
IC 类引脚翘高和浮起电阻水平方向偏移,其基板焊点一端的空余长度大于或等于另一端空余长度的1/3,为最大允收限度;如果小于另一端空余长度的1/3则拒收。
零件直立/侧立IC 类吃锡纵向偏移原则上IC 脚不可偏移,如偏移须按下列标准判定:1.IC 脚偏移小于焊点宽度的1/2可允收,如果大于焊点宽度的1/2则拒收。
IC 类焊点脱落或铜箔断裂板面检查引脚吃锡部位不可超出焊点范围。
IC 脚偏移IC 脚间连锡IC 各引脚 之间不可有焊锡连接和短路现象。
(此为致命不良)焊点和铜箔不可脱落或断裂!OK NG (拒收)w1Z ≧0.15mm ,NG 。
NG (拒收)WOKWW1W1≧W*25%,NG.W1.L2≧L*1/3,OK ;2.L2<L*1/3,NG 。
1.W≧0.5mm,OK ;2.W<0.5mm ,NG 。
ZZ零件直立拒收OK零件侧立拒收。