
Coating for stamping and forming tools
Three options for improved wear
STAMPING JOURNAL? MARCH 2005
MARCH 8, 2005
By: Yury Madorsky, Matthew Thompson
Editor's Note: This article is adapted from Yury Madorsky's and Matthew Thompson's workshop "New Developments in Wear-resistance Tool Coatings for Stamping Applications" presented at the 2nd annual STAMPING Journal? Forum: Competing to Win With Less, May 11-12, 2004,
A technician mixes the TRD bath in preparation for coating. This high-temperature bath will be used to generate
vanadium carbide coatings.
Detroit.
A lot of confusion exists in the stamping and forming industries about tool coating processes.
The most widely used coating processes are physical vapor deposition (PVD), chemical vapor deposition (CVD), and thermal reactive diffusion (TRD). The primary goal of each process is to protect the surface of the tool or component against abrasive, adhesive, and corrosive wear while maintaining dimensions and tolerances.
The coatings' high hardness and low coefficient of friction on the tool surface help the tool to run longer. The high hardness restricts abrasive wear, and a low coefficient of friction provides additional lubricity, which can be particularly beneficial if the lubricant flow to the tool surface is interrupted because of tight clearances or other reasons. Both coating attributes also reduce adhesive wear, which causes galling that can lead to tool failure.
It is extremely important for stampers to choose the correct coating process and composition based on the
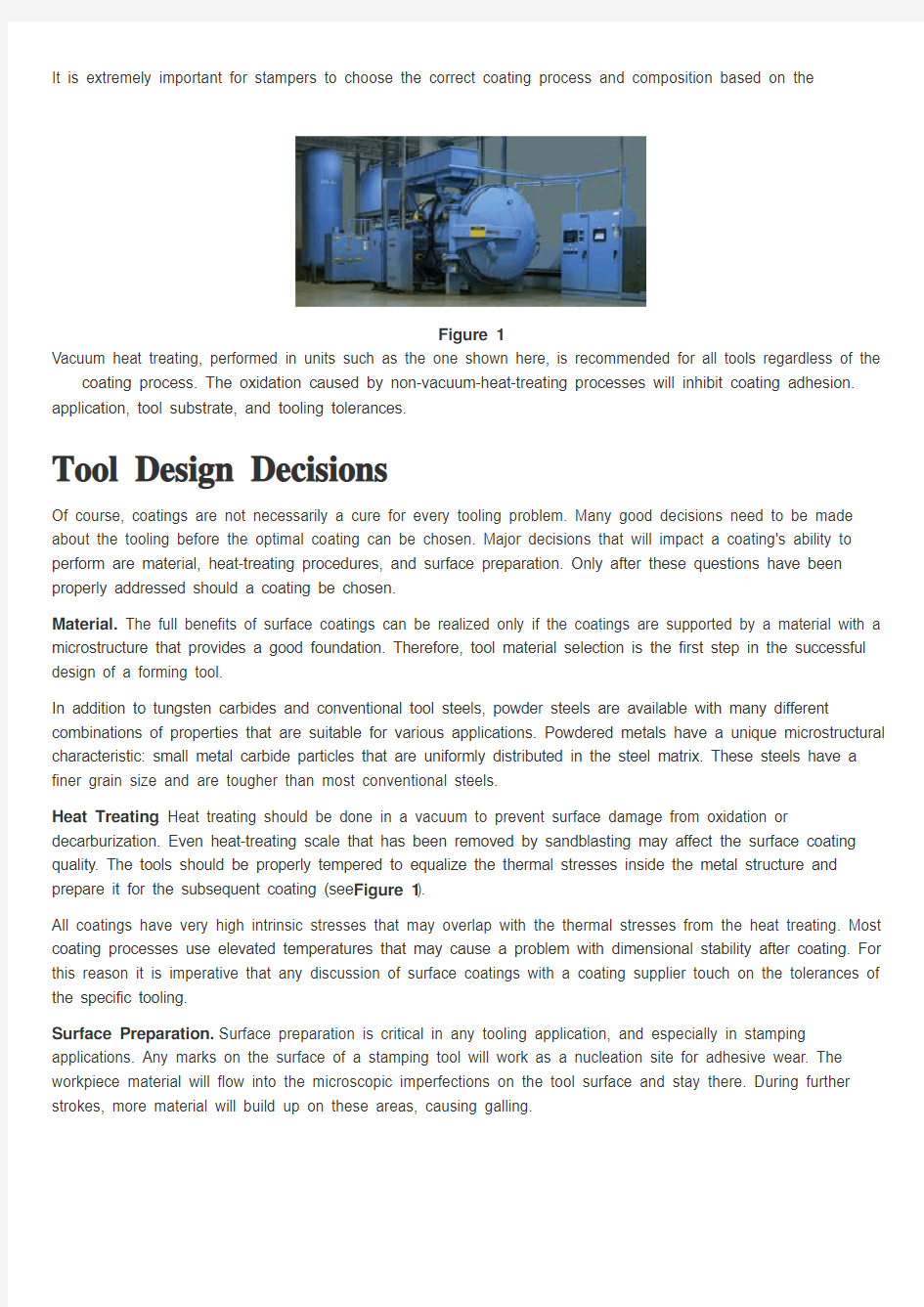
Figure 1
Vacuum heat treating, performed in units such as the one shown here, is recommended for all tools regardless of the coating process. The oxidation caused by non-vacuum-heat-treating processes will inhibit coating adhesion. application, tool substrate, and tooling tolerances.
Tool Design Decisions
Of course, coatings are not necessarily a cure for every tooling problem. Many good decisions need to be made about the tooling before the optimal coating can be chosen. Major decisions that will impact a coating's ability to perform are material, heat-treating procedures, and surface preparation. Only after these questions have been properly addressed should a coating be chosen.
Material. The full benefits of surface coatings can be realized only if the coatings are supported by a material with a microstructure that provides a good foundation. Therefore, tool material selection is the first step in the successful design of a forming tool.
In addition to tungsten carbides and conventional tool steels, powder steels are available with many different combinations of properties that are suitable for various applications. Powdered metals have a unique microstructural characteristic: small metal carbide particles that are uniformly distributed in the steel matrix. These steels have a finer grain size and are tougher than most conventional steels.
Heat Treating. Heat treating should be done in a vacuum to prevent surface damage from oxidation or decarburization. Even heat-treating scale that has been removed by sandblasting may affect the surface coating quality. The tools should be properly tempered to equalize the thermal stresses inside the metal structure and prepare it for the subsequent coating (see Figure 1).
All coatings have very high intrinsic stresses that may overlap with the thermal stresses from the heat treating. Most coating processes use elevated temperatures that may cause a problem with dimensional stability after coating. For this reason it is imperative that any discussion of surface coatings with a coating supplier touch on the tolerances of the specific tooling.
Surface Preparation. Surface preparation is critical in any tooling application, and especially in stamping applications. Any marks on the surface of a stamping tool will work as a nucleation site for adhesive wear. The workpiece material will flow into the microscopic imperfections on the tool surface and stay there. During further strokes, more material will build up on these areas, causing galling.
Galling is a
common
problem in
metal
forming and
stamping
operations.
It results in
increased
roughness
on the part and premature
tool wear. Therefore, improving the finish of the working surfaces is a very important part of the tool preparation. The recommended surface finish is 8 microinches or more; a high polish, if possible, often is best. After polishing, the tool must be inspected for surface quality. If machining or grinding marks are still visible, then the die needs to be repolished. Stoning before polishing will produce a uniform surface. It is extremely important that the last polishing steps be performed in the direction of the metal flow.
PVD Coatings
Physical vapor deposition (PVD) coatings refer to a family of low-temperature coating processes. Among the different technologies used for PVD, cathodic arc deposition is the most common.
The cathodic arc process is performed in a vacuum chamber in which tools are heated to temperatures generally less than 900 degrees F. The heating of the substrate enhances the adhesion characteristics of the coatings. This temperature is below the tempering temperatures of most steels used for forming and stamping tools, so there is no loss of hardness or dimensional instability.
PVD coatings such as titanium nitride (TiN), titanium carbonitride (TiCN), chromium nitride (CrN), and aluminum titanium nitride (AlTiN) work well for many applications. PVD forms a mechanical bond between the tool and coating and is suitable for tools that are closely toleranced, which are common in the stamping industry (see Figure 2). The minimum coating thickness for metal stamping and forming applications should be no less than 4 to 5
micrometers. The coating parameters can be adjusted to create an average combined coating thickness in the range of 0.0002 to 0.0003 inch. These results must be verified before shipping the coated die or punch to the customer, and if the coating is thinner, it should be reapplied to the proper thickness.
But this begs the question: How thick can the PVD coatings be, and is thicker always better? Because of their very high hardness and formation mechanisms, PVD coatings also have very high residual stresses. These stresses are compressive, which is favorable for many applications because compressive stresses are resistant to fatigue failure. On the other hand, stresses that are too high in the coating layer may cause the coating to delaminate from the
substrate if the stresses exceed the adhesion strength. In this case, the coating "recipe" has to be modified to find the proper balance between the desired coating thickness and stability.
To solve this problem, many coating manufacturers have created multilayer coatings. The different layers and different hardness characteristics help to prevent the propagation of microfractures from layer to layer, thereby creating an overall more durable coating.
The first layer (starting from the substrate) usually is softer, and the subsequent outer layers are harder. The typical hardness of the more common PVD coatings are as follows: chromium nitride (CrN): 1,800 Vickers hardness;
Figure 2
The TiN PVD coating on this soda tab punch helps to prevent material pickup and premature tool wear.
chromium carbide (CrC): 2,200 HV; titanium nitride (TiN): 2,400 HV; titanium carbonitride (TiCN): 3,200 HV; titanium
Figure 3
These extrusion punches are used to form AA battery casings. Because tight tolerances are specified, the TiCN PVD
coating is a suitable choice for this application.
aluminum nitride (TiAlN): 3,200 HV; and aluminum titanium nitride (AlTiN): 3,400 HV.
CrN coating has the lowest hardness of all the commonly used PVD coatings. Its benefit is that it can be applied more thickly because of its lower range of internal stresses. The combination of two coating compositions, such as CrN and CrC, produces both the ductility of CrN and the higher hardness of the CrC layer (see Figure 3).
TiCN usually is applied as a multilayer TiN/TiCN coating. The TiCN layer has high hardness and commonly is used as a step up when TiN monolayer coatings are not working.
An alternative to TiN/TiCN is TiAlN and AlTiN coatings. Both TiAlN and AlTiN have a higher hardness, which gives them an advantage for resisting abrasive wear. TiAlN and AlTiN coatings have different percentages of titanium and aluminum in their chemical compositions. AlTiN has a higher hardness than TiAlN (3,200 HV versus 3,400 HV), so it provides better absorption resistance, but the better ductility of TiAlN may work better in forming some materials.
In addition to these standard PVD coating technologies and compositions, new coatings are emerging with extremely low coefficients of friction. These include a family of diamondlike carbon (DLC) coatings (such as ta-C and aC:H films); a family of metal DCL coatings (such as tungsten carbon carbide [WCC]), and dry lubricant sulfide-containing coatings (such as molybdenum disulfide [WS2]).
The dry lubricant films applied by PVD and other methods have a coefficient of friction in the 0.1 to 0.15 range—much lower than conventional PVD films. Sulfide-containing films usually are soft and thin and work best if applied on top of other PVD coatings. This combination leads to good adhesion, a decreased coefficient of friction, and increased durability of the combined coating layer.
As an example, a bearing manufacturer was using a compound punch made out of CPM M4 steel to produce custom bearings assemblies in three operations: forming the race, extruding the teeth profile, and blanking the center of the part. The workpiece material was 0.028-in.-thick annealed 1074 spring steel.
Without using a coating, the bearing manufacturer could produce about 10,000 parts before replacing the compound punch. With a CrN/CrC multilayer coating, the company produced 55,000 parts from one punch. With an AlTiN coating, productivity went up to 100,000 parts per punch. Finally, by adding a sulfide-containing dry lubricant film on top of the AlTiN coating, the company produced up to 250,000 parts before replacing the punch.
CVD Coatings
Figure 4
These extrusion punches are used to form AA battery casings. Because tight tolerances are specified, the TiCN PVD
coating is a suitable choice for this application.
The chemical vapor deposition (CVD) coating process is widely used for improving the life of heavy forming and stamping tools (see Figure 4). It involves a chemical reaction between a gaseous phase and the heated surface of a substrate, carried out at about 1,900 degrees F. Since CVD coating is a gaseous process, all surfaces, including deep blind holes, may be uniformly coated. This can be helpful for coating complex die shapes.
CVD coatings usually are deposited in multilayer compositions. A TiC/TiN multilayer, for instance, provides the lubricity of TiN and the abrasion resistance of TiC. Coating thickness is in the range of 0.0002 to 0.0004 in. per surface.
Tools to be coated with the CVD process are prepared first by polishing and cleaning. Because the coatings are deposited at high temperatures, tools made out of steel are annealed during coating and then heat-treated after coating to restore core hardness. The heat treatment, which is done in a vacuum furnace, may cause some dimensional changes in the tools.
Compensation for this dimensional movement must be incorporated into the tool's manufacturing process. Communication between the tool builder and the coater is critical. It is helpful to have a print for a part and to have that print marked with precoating sizes; the coating company should be able to help with this process. In addition, heat treatment in a vacuum furnace before coating will make the dimensional changes after coating more predictable.
CVD coating nucleates and grows on the metal carbides present in the material. Excellent candidate materials for CVD coating include all cemented carbide materials, as well as AISI D, H, M, and T steels.
Steels such as A2 and S7 should not be coated with this process if the tool will undergo impact loads, because the coating temperature is higher than the austenizing temperature for these steels. Overheating will degrade the material structure, and high temperatures will cause grain growth, which in turn will negatively affect the impact strength. This may even cause tool breakage when repeated dynamic loads are applied.
TRD Coatings
Thermal reactive diffusion (TRD) is a high-temperature coating process for producing metal carbides (typically vanadium carbide) on the surface of a carbon-containing substrate (see Figure 5).
It is similar to CVD in nature, but the TRD process is carried out in a high-temperature salt bath filled with reactive chemicals in precise concentrations. This multistage coating process includes a preheating segment and a soaking segment. During the soak, parts are suspended in the salt bath for a specific time at a specific temperature to build up a coating layer of the desired thickness.
The time and temperature of the coating process can be adjusted according to the substrate material and coating application. Furthermore, the addition of some carbide-forming elements other than vanadium can potentially increase the hardness of the coating layer up to 4,000 HV.
Steels such as A2, D2, S7, and other air-hardened tool steels with hardening temperatures in the 1,650- to 1,900- degree-F range will obtain a high hardness when the tools are pulled out from the coating bath into the air. Posthardening in the vacuum furnace may be necessary for larger tools and high-speed steel substrates.
TRD coatings typically are used for the same applications as CVD coatings, and they are especially well-suited for tools that form and stamp stainless steel. The TRD process also has shown good results on tools used for shear cutting stainless steel tubes at high cycle rates.
It coats at low temperatures and can coat lower tool steel grades with a smooth coating surface. Sometimes the postcoating hardening operations can be eliminated with TRD.
The TRD process may provide better dimensional stability than CVD because of the possibility of eliminating postcoating hardening operations. Also, TRD can be done at temperatures lower than standard CVD process temperatures.
Potential Results
Of course, none of these processes alone is a one-size-fits-all solution for every stamping and forming application. Coating suppliers can help ensure that stampers select the appropriate process and composition that fit their individual application requirements.
重庆长帆新能源汽车 品质构筑未来! 冲压操作工岗位职责 1.培训合格熟悉所操作机的床及周边设备、各种安全保护装置的工作原理、性能、结构、润滑部件,爱护设备及附件,做到会使用,会保养,会检查,会发现常见故障,保证设备处于良好工作状态。 2. 合理使用,妥善保管并维护好工具、量具、夹具、模具等。 3. 严禁擅自拆卸、调整模具和调整各工艺参数;严禁操作人员擅自改变设备操作方式;严禁操作人员擅自拆卸、调整和关闭运行的各类安全保护装置。 4. 严格遵守安全操作规程,掌握安全生产知识,遵守各项安全生产制度,爱护和正确使用各种安全防护装置,确保安全生产,发生人身、设备、模具事故要及时报告,不得擅自处理。 5. 认真做好交接班工作,接班人员提前15分钟到达工作岗位,认真进行交接,严格执行"七交制": 5.1交任务:交毛坯、半成品、成品数量等。 5.2交质量:交工序质量要求,保证质量措施和当班质量正常。 5.3交资料:交接班记录、图纸、工艺资料等。 5.4交设备:交设备运转及保养情况。 5.5交工具:交各种工、量、模具数量和完好情况。 5.6交安全生产:交各种安全装置和安全工具,保持工作场地整洁卫生。 5.7交生产准备:为下一班准备好所需的材料、毛坯、工具、模具等情况。 6.做好生产前的准备工作,准备好生产用安全工具和个人防护用品。 7.检查材料牌号、规格、批次、质量。 8.检查机床运转是否正常,按冲床维护保养规则加润滑油。 9.检查模具装夹是否可靠,模具状态是否良好。 10.单次行程、联机试冲、首检合格后批生产。 11.弄清本工序的加工内容,生产中随时自检。 12.生产中按《模具维护保养规则》保养和维护模具,按《压机操作规程》操作。 13.认真填写好各项原始记录,做到及时、准确、全面、字迹清楚。 14.生产前做好对设备、模具点检部位的检查,发现问题及时报告有关人员。 15.遵守安全文明生产、定置管理规定,随时保持生产现场的文明整洁。 16.严格执行工艺纪律,严格自控产品生产过程质量和产品合格率,严格按照检验程序进行首件、尾件送检,严格按规范产品标识、包装、转运。对产品批量生产报废负责。 17. 确保当班生产区域内的物料摆放整齐、清洁卫生。
<<冲压工艺与模具设计>>试题库及答案 一填空题 1.冷冲压的优点有:生产率高、操作简便,尺寸稳定、互换性好,材料利用率高。2.冷冲压是利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种加工方法。 3.一般的金属材料在冷塑变形时会引起材料性能的变化。随着变形程度的增加,所有的强度、硬度都提高,同时塑性指标降低,这种现象称为冷作硬化。 4.拉深时变形程度以拉深系数m 表示,其值越小,变形程度越大。5.材料的屈强比小,均匀延伸率大有利于成形极限的提高。 6.冲裁件的断面分为圆角,光面,毛面,毛刺四个区域。 7.翻孔件的变形程度用翻孔系数K 表示,变形程度最大时,口部可能出现开裂 8.缩孔变形区的应力性质为双向压缩应力,其可能产生的质量问题是失稳起皱9.精冲时冲裁变形区的材料处于三向压应力,并且由于采用了极小的间隙,冲裁件尺寸精度可达IT8-IT6级。 10.冷冲压模具是实现冷冲压工艺的一种工艺装备。 11.落料和冲孔属于分离工序,拉深和弯曲属于成形工序。 12.变形温度对金属塑性的影响很大,一般来说,随着变形温度的升高,塑性提高,变形抗力降低。 14.材料在塑性变形中,变形前的体积等于变形后的体积,用公式来表示即:ε1+ε2+ε3=0 。 15.冲裁的变形过程分为弹性变形,塑性变形,断裂分离三个阶段。16.冲裁模工作零件刃口尺寸计算时,落料以凹模为基准,冲孔以凸模为基准,凸模和凹模的制造精度比工件高2-3级。 17.冲裁件之间及冲裁件与条料侧边之间留下的余料称作搭边。它能补偿条料送进时的定位误差和下料误差,确保冲出合格的制件。 18.弯曲零件的尺寸与模具工作零件尺寸不一致是由于弯曲回弹而引起的,校正弯曲比自由弯曲时零件的尺寸精度要高。 19.拉深时可能产生的质量问题是起皱和开裂 21用于实现冷冲压工艺的一种工艺装备称为冲压模具。 22冲压工艺分为两大类,一类叫分离工序,一类是变形工序。 23物体在外力作用下会产生变形,若外力去除以后,物体并不能完全恢复自己的原有形状和尺寸,称为塑性变形。
The prerequisite for vigorously developing our productivity is that we must be responsible for the safety of our company and our own lives. (安全管理) 单位:___________________ 姓名:___________________ 日期:___________________ 冲压机床安全操作规程(标准版)
冲压机床安全操作规程(标准版)导语:建立和健全我们的现代企业制度,是指引我们生产劳动的方向。而大力发展我们生产力的前提,是我们必须对我们企业和我们自己的生命安全负责。可用于实体印刷或电子存档(使用前请详细阅读条款)。 1穿戴好安全防护用品。 2按润滑系统加油。 3仔细检查机床各部位操作机构、停止装置、离合器、制动器等是否正常,机械传动部分,电器部分要有可靠的防护装置。禁止在卸下防护罩的情况下开车或试车。 4模具要经检查,完好无裂纹方可使用。安装模具时应扳动皮带轮,使滑块下降,不准开动机床或利用机床惯性安装模具,以免发生顶床事故。使用的模具的高度必须在机床闭合高度之内,否则不能使用。 5安装模具应先固定上模,然后再装下模。有导柱的模具调节冲床行程时,不要使导柱脱开导套。调节行程后应将调节螺母拧紧。 6模具安装牢固后,用手攀车试走一行程后,才能开车试件,试几个件后,应再紧固一次模具,以免因受震动使模具移位。 7使用冲床拉伸、压弯时应注意上、下模的间隙及坯料厚度,以免造成冲床卡死。
8工作中注意力要集中,严禁将手和工具等物伸进危险区域内。小件一定要用专门工具(镊子或送料机构)进行操作。从模下取废料或工件时,应及时取出以免堆积过高而使机床顶死。模具卡住坯料时,只准用工具去解脱。 9发现机床运转异常或有异常声响,应停止操作,让维修人员检查、修理。 10每冲完一个工件时,手或脚必须离开按钮或踏板,以防误操作。 11两人以上操作时,应定人开车,注意配合好。 12下班后,应将模具落靠,断开电源,并进行必要的清扫。 13发生人身、设备事故,应保持现场,并报告有关部门。 XX设计有限公司 Your Name Design Co., Ltd.
第6章冲压工艺过程设计 冲压工艺过程是冲压件各加工工序的总和。加工工序不仅包括冲压件所用到的冲压加工基本工序,而且包括基本工序之前的准备工序、基本工序之间的辅助工序和基本工序之后的后续工序。工艺过程设计的任务就是根据生产条件,对这些工序的先后次序做出合理安排(协调组合),其基本要求是技术上可行、经济上合算,还要考虑操作方便与安全。冲压工艺过程的优劣,决定了冲压件的质量和成本,所以,冲压工艺过程设计是一项十分重要的工作。 6.1 冲压工艺过程设计步骤 冲压工艺过程设计涉及的内容很多很广,所以应分步进行,其步骤现已大体形成规律,可依据程序进行。一般步骤如下。 1. 熟悉原始资料 在接到冲压件设计任务之后,首先应熟悉以下原始资料: (1) 产品图及技术条件或实物样品; (2) 原材料的牌号、尺寸规格、冲压性能; (3) 生产纲领或生产批量; (4) 可提供的冲压设备种类、型号、规格、技术参数及使用说明; (5) 可提供的模具制造能力与技术水平; (6) 相关技术标准和资料。 2. 冲压件的工艺性分析 按上述原始资料对冲压件的结构形状、尺寸、精度要求、材料性能等进行分析。判断该冲压件用冲压工艺成形能不能达到规定的技术要求,需要哪几种性质的工序和工步,各道中间工序件/半成品的形状和尺寸由哪道工序完成,然后按前几章分别阐述的冲压工艺性要求逐个分析,裁定该冲压件加工难易程度,裁定是否需要采取特殊工艺措施。由于生产条件(工艺装备及生产的传统习惯)不同,工艺性的涵义也会有一些差异。若存在冲压工艺性不好、冲压加工困难,则应在不影响其使用性能的前提下提出修改意见,经与产品设计人员协商同意后对冲压件图样作出适合工艺性的修改。 3. 确定最佳工艺方案 通过工艺性分析,结合工艺计算,并经分析比较确定最佳方案,这是冲压工艺过程设计中十分重要的环节。其内容包括工艺性质、工序数目、工序顺序、工序件/半成品件的形状尺寸以及其他辅助工序的安排,6.2节将专题叙述。
冲压模具成型工艺及模具设计 设计课题:工件如下图所示,材料Q235,板料厚度1mm,年产量8万件,表面不允许有明显的划痕。设计成型零件的模具。 技术要求:未注圆角为R1;未注公差为IT14级;材料厚度t=1mm 一、冲压工艺分析 1、该零件的材料是Q235,是普通的碳素工具钢,板厚为1mm,具有良好 的可冲压性能。 2、该零件结构简单,并在转角处有R1的圆角,所冲的三个孔都是Φ5的 尺寸,工艺性比较好,整个工件的结构工艺性好。 3、尺寸精度,零件上的三个孔的尺寸精度为IT12~13级,三个孔的位置 精度是IT11~12级,其余尺寸的公差为IT12~14,精度比较低。 结论:适合冲压生产。 二、工艺方案确定 该工件包括落料、冲孔两个基本工序,有以下3种工艺方案: 方案一:先落料,后冲孔。采用单工序模具生产。 方案二:落料—冲孔复合冲压,采用复合模生产。 方案三:冲孔—落料级进冲压,采用级进模生产。 方案一模具结构简单,但需要两道工序两幅模具,成本高而生产率低,难以满足中批量生产需求。
方案二只需一副模具,工件精度及生产效率都较高。 方案三也只需要一副模具,生产效率高,操作方便,但位置精度不如复合模具冲裁精度高。 通过对上述三种方案的分析比较,成型该零件应该采用方案二复合模具成型。 三、确定模具类型及结构形式 1、该零件质量要求不高,板的厚度有1mm, 孔边距有6mm,所以可以选用 倒装复合模。 2、定位方式的选择:控制条料的送进方向采用两个导料销,控制条料的 送进步距采用挡料销。 3、卸料、出件方式的选择:采用弹性卸料。下出件,上模刚性顶件。 4、导向方式的选择:为了方便操作,该模具采用后侧导柱的导向方式。 冲压件的形状简单、精度要求不高、生产批量为中批量,为了使得模具寿命较高,采用有导向、弹性卸料、下出件的模具结构形式。 四、工艺计算 1、确定最佳排样方式,并计算材料利用率,选择板料规格。 该零件为近似矩形零件,设计排样1、排样2三种排样方式,如图:排样1: 排样2:
冲压机械操作安全技术(通用 版) Security technology is an industry that uses security technology to provide security services to society. Systematic design, service and management. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0310
冲压机械操作安全技术(通用版) 冲压机械的作用就是利用分别安装在滑块和工作台上的模具把金属或其他材料冲压变形成为我们设计需要的加工形状。其主要包括有机械压力机、液压机、弯板机和剪板机等。冲压机械操作简单、作业效率高、成形质量好、成本低,因此被广泛应用于汽车、电气和航空等制造领域。 一、冲压作业危险因素和多发事故 冲压作业,一般分为送料、定料、操纵设备、出件、清理废料、工作点布置等工序。这些工序因其多用人工操作,用手或脚去启动设备,用手工甚至用手直接伸进模具内进行上下料、定料作业,极易发生失误动作而造成伤手事故。其主要危险来自于加工区,且冲压作业操作单调、频繁,容易引起精神疲劳,而出现操作失误导致伤害事故。多发事故常常表现为以下几种形式:
(1)手工送料或取件时,操作者体力消耗大,极易造成精神和身体疲劳,特别是采用脚踏开关时,更易导致出现失误动作而切伤人手。 (2)由于冲压机械本身故障,尤其是安全防护装置失灵,如离合器失灵发生连冲,调整模具时滑块突然自动下滑;传动系统防护罩意外脱落等故障,从而造成意外事故。 (3)多人操作的大型冲压机械,因为相互配合不好,动作不协调,引发伤人事故。 (4)在模具的起重、安装、拆卸时易造成砸伤、挤伤事故。 (5)液压元件超负荷作业,压力超过允许值,使高压液体冲出伤人。 (6)齿轮或传动机构将人员绞伤。 二、安全防护装置 因为冲压机械有较大的危险性,为了最大限度地保护操作人员的人身安全,冲压机械使用了大量的安全防护装置,主要有以下几类:
冲压工艺与模具设计的内容及步骤 冲压工艺与模具设计是进行冲压生产的重要技术准备工作。冲压工艺与模具设计应结合工厂的设备、人员等实际情况, 从零件的质量、生产效率、生产成本、劳动强度、环境的保护以及生产的安全性各个方面综合考虑,选择和设计出技术先进、经济上合理、使用安全可靠的工艺方案和模具结构, 以使冲压件的生产在保证达到设计图样上所提出的各项技术要求的基础上,尽可能降低冲压的工艺成本和保证安全生产。 一般来讲,设计的主要内容及步骤包括: 1?工艺设计 (1零件及其冲压工艺性分析 根据冲压件产品图,分析冲压件的形状特点、尺寸大小、精度要求、原材料尺寸规格和力学性能,并结合可供选用的冲压设备规格以及模具制造条件、生产批量等因素,分析零件的冲压工艺性。良好的冲压工艺性应保证材料消耗少、工序数目少、占用设备数量少、模具结构简单而寿命高、产品质量稳定、操作简单。(2 确定工艺方案,主要工艺参数计算在冲压工艺性分析的基础上,找出工艺与模具设计的特点与难点,根据实际情况提出各种可能的冲压工艺方案,内容包括工序性质、工序数目、工序顺序及组合方式等。有时同一 种冲压零件也可能存在多个可行的冲压工艺方案,通常每种方案各有优缺点, 应从产品质量、生产效率、设备占用情况、模具制造的难易程度和寿命高低、生产成本、操作方便与安全程度等方面进行综合分析、比较,确定出适合于现有生产条件的最佳方案。此外,了解零件的作用及使用要求对零件冲压工艺与模具设计是有帮助的 工艺参数指制定工艺方案所依据的数据,如各种成形系数(拉深系数、胀形系数等、零件展开尺寸以及冲裁力、成形力等。计算有两种情况 第一种是工艺参数可以计算得比较准确,如零件排样的材料利用率、冲裁压力中心、工件面积等;
冲压自动化生产线安全操作规程【详细版】 内容来源网络,由深圳机械展收集整理! 更多冲压自动化展示,就在深圳机械展! 1、目的为规范公司设备操作安全方面的要求,人员人身安全及设备安全运行,特 制订本规程 2、适用范围本规程适用于冲压自动化生产线作业的安全操作 3、职责制造部负责制定设备安全操作规程,负责设备的故障维修及定期检修维护,设备正常安全运行,并对使用人的使用保养情况予以监督检查 4、各使用部门严格按照安全操作规程的要求操作机械设备,定期保养维护,设备 及保护人身安全。 5、操作规程 5.1开机前,按设备润滑图表注油,检查油路是否畅通。 5.2打开压缩机及干燥机开关,开启压缩空气调节系统压力:气压不足0.5Mpa压力机不能工作;离合器工作压力为0.5-0.6Mpa,由机床总进气口处的调压阀调整; 制动器制动汽缸气压为0.2-0.3Mpa,由机身左侧箱内储气筒端上的调压阀调整。 5.3检查储油泵润滑脂是否足够(油杯1/3-2/3处),并将油泵水杯积水、杂物放干净。 5.4检查送料机工作气压是否到达0.5MPa,将送料机的压力调节器旁的积水杯杂质 排放干净。 5.5检查储油泵、管接头是否漏油,损坏或有压扁堵塞现象。 5.6检查冲床靠右后侧的油泵是否有异常声响。 5.7操作前必须将控制柜上选择寸动状态,严禁用连续行程试机操作。 5.8启动主电机空转1-3分钟注意是否有异常声音。 5.9检查传动轴、飞轮、连杆连接的螺栓、防护罩有无松动,气压等仪表显示是否 符合开机条件,模具安装是否可靠,安全及各项监测装置、仪表是否正常有效,工 作区域内有无无关工件、杂物,如有异常即时停机填单报修。 5.10检查送料辊及矫正辊内有无杂物,挡料轮螺丝是否松动。 5.11检查涂油(冷却)装置中的防锈油(乳化液)是否足够,不足及时注入。 6、启动冲床
关于冲压车间主任最新岗位职责 在任职冲压车间主任岗位前,需要知道该岗位的工作职责。那么大家知道关于冲压车间主任岗位职责有哪些吗?以下是小编为您整理的“关于冲压车间主任岗位职责”,供您参考。 1、根据部门下达的月周日生产作业计划,协助车间主任安排车间生产,确保生产任 务的落实,调动员工积极保质保量完成。安排、检查车间生产任务完成情况;对生产过程 中的设备、物料进行协调,确保车间生产任务的完成。对冲压生产异常停线作出汇总及通报相关担当人回复QRQC报告。 2、生产出的产品件及时安排统计入库,及时确保销售发货及时。 3、按这部门公司培训计划培训下属公司规章制度或专业知识,对培训效果监督考核 反馈,针对人员技能和经验意识提出培训意向。 4、负责车间各工位的阶段性产品质量的监控,及时提供技术指导与培训,以确保质 量目标的实现。 5、对生产出的产品件负责产品标识卡的实施和检查工作,以确保产品质量的可追溯性。 6、协助车间主任作好工时定额的考核和具体实施,确保生产计划的准确性。 7、负责冲压车间SPH提高,作出日报、周报、及月报汇总表。 8、监督指导操作工安全操作,降低工伤和其他安全事故的发生。 9、负责冲压车间现场管理的实施,确保设备的完好,人员的安全。不断学习现场管 理知识,提高工效。 1、负责冲压车间安全生产、消防安全、环境安全管理工作。 2、根据生产部下达的生产任务,负责制定本车间的生产计划,安排生产任务,根据 情况进 行生产调度、协调和平衡,检查生产作业计划,确保交货期。 3、负责现场7S管理。 4、根据生产计划合理申报原材料,并对原材料进行检验。
5、负责冲压车间员工技能完善和技能提高培训 6、负责及时解决各班组生产过程中遇到的问题,确保生产正常进行。 7、负责执行技术工艺文件及设备操作规程,并监督检查实施情况,对不良处提出改进意见。 1、负责本车间设施设备使用状况定期检查,落实相关管理制度,确保设施设备安全高效运转。 2、负责各生产班组生产质量的检查及改进指导工作。 3、负责制定并执行产量定量和消耗定额,做好统计并对异常情况作出分析,制定整改措施。 4、负责统计、编制、汇总冲压车间日、月、季、年度报表。 5、负责下属员工计件数量的记录和计时员工的考勤记录。 6、协助生产厂长做好其他相关工作。 1、对冲压车间的生产计划编制及定转子铁芯生产安排负责; 2、对冲压车间的定转子铁芯产品质量负责; 3、对冲压车间各区域岗位员工的安全生产负责; 4、对冲压车间各区域的现场5S管理负责; 5、对冲压车间各工序的设备及模具管理负责; 6、对冲压车间与公司其他各部门的工作协调沟通负责; 1、对冲压车间的样件铁芯开发及试样负责 2、对冲压车间的生产成本控制负责; 3、对冲压车间的团队建设及车间员工的职业技能培训负责; 4、了解TS16949质量体系,对冲压车间的质量体系建设负责; 5、对完成上级领导指派的其它工作负责。
<<冲压工艺与模具设计>>试题库及答案 一填空题 1.冷冲压的优点有:生产率高、操作简便,尺寸稳定、互换性好,材料利用率高。2.冷冲压是利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种加工方法。 3.一般的金属材料在冷塑变形时会引起材料性能的变化。随着变形程度的增加,所有的强度、硬度都提高,同时塑性指标降低,这种现象称为冷作硬化。 4.拉深时变形程度以拉深系数m 表示,其值越小,变形程度越大。 5.材料的屈强比小,均匀延伸率大有利于成形极限的提高。 6.冲裁件的断面分为圆角,光面,毛面,毛刺四个区域。 7.翻孔件的变形程度用翻孔系数K 表示,变形程度最大时,口部可能出现开裂8.缩孔变形区的应力性质为双向压缩应力,其可能产生的质量问题是失稳起皱 9.精冲时冲裁变形区的材料处于三向压应力,并且由于采用了极小的间隙,冲裁件尺寸精度可达IT8-IT6级。 10.冷冲压模具是实现冷冲压工艺的一种工艺装备。 11.落料和冲孔属于分离工序,拉深和弯曲属于成形工序。12.变形温度对金属塑性的影响很大,一般来说,随着变形温度的升高,塑性提高,变形抗力降低。 14.材料在塑性变形中,变形前的体积等于变形后的体积,用公式来表示即:ε1+ε2+ε3=0 。 15.冲裁的变形过程分为弹性变形,塑性变形,断裂分离三个阶段。16.冲裁模工作零件刃口尺寸计算时,落料以凹模为基准,冲孔以凸模为基准,凸模和凹模的制造精度比工件高2-3级。 17.冲裁件之间及冲裁件与条料侧边之间留下的余料称作搭边。它能补偿条料送进时的定位误差和下料误差,确保冲出合格的制件。 18.弯曲零件的尺寸与模具工作零件尺寸不一致是由于弯曲回弹而引起的,校正弯曲比自由弯曲时零件的尺寸精度要高。 19.拉深时可能产生的质量问题是起皱和开裂 21用于实现冷冲压工艺的一种工艺装备称为冲压模具。 22冲压工艺分为两大类,一类叫分离工序,一类是变形工序。 23物体在外力作用下会产生变形,若外力去除以后,物体并不能完全恢复自己的原有形状和尺寸,称为塑性变形。
冲压操作工岗位职责 The latest revision on November 22, 2020
冲压操作工岗位职责 1.培训合格熟悉所操作机的床及周边设备、各种安全保护装置的工作原理、性能、结构、润滑部件,爱护设备及附件,做到会使用,会保养,会检查,会发现常见故障,保证设备处于良好工作状态。 2.合理使用,妥善保管并维护好工具、量具、夹具、模具等。 3.严禁擅自拆卸、调整模具和调整各工艺参数;严禁操作人员擅自改变设备操作方式;严禁操作人员擅自拆卸、调整和关闭运行的各类安全保护装置。 4.严格遵守安全操作规程,掌握安全生产知识,遵守各项安全生产制度,爱护和正确使用各种安全防护装置,确保安全生产,发生人身、设备、模具事故要及时报告,不得擅自处理。 5.认真做好交接班工作,接班人员提前15分钟到达工作岗位,认真进行交接,严格执行"七交制": 5.1交任务:交毛坯、半成品、成品数量等。 5.2交质量:交工序质量要求,保证质量措施和当班质量正常。 5.3交资料:交接班记录、图纸、工艺资料等。 5.4交设备:交设备运转及保养情况。 5.5交工具:交各种工、量、模具数量和完好情况。 5.6交安全生产:交各种安全装置和安全工具,保持工作场地整洁卫生。 5.7交生产准备:为下一班准备好所需的材料、毛坯、工具、模具等情况。 6.做好生产前的准备工作,准备好生产用安全工具和个人防护用品。 7.检查材料牌号、规格、批次、质量。 8.检查机床运转是否正常,按冲床维护保养规则加润滑油。 9.检查模具装夹是否可靠,模具状态是否良好。 10.单次行程、联机试冲、首检合格后批生产。 11.弄清本工序的加工内容,生产中随时自检。 12.生产中按《模具维护保养规则》保养和维护模具,按《压机操作规程》操作。 13.认真填写好各项原始记录,做到及时、准确、全面、字迹清楚。 14.生产前做好对设备、模具点检部位的检查,发现问题及时报告有关人员。 15.遵守安全文明生产、定置管理规定,随时保持生产现场的文明整洁。 16.严格执行工艺纪律,严格自控产品生产过程质量和产品合格率,严格按照检验程序进行首件、尾件送检,严格按规范产品标识、包装、转运。对产品批量生产报废负责。 17.确保当班生产区域内的物料摆放整齐、清洁卫生。
冲压工艺及模具设计 学习
《冲压工艺及模具设计》课程学习指南 20 —20 学年第学期 机学生使用 任课教师:王芳 一、课程基本情况、性质、研究对象和任务 总学时:40学时课堂教学:36学时实验教学:4学时 先修课:机械设计金属与塑料成型设备 《冲压工艺及模具设计》是高等工业院校材料成型方向开设的一门主干专业技术课,也是制造类其它专业的一门重要选修课。它是一门将冲压成形加工原理、冲压设备、冲压工艺、冲模设计与冲模制造有机融合,综合性和实践性较强的课程。本课程的主要任务是分析各类冲压成形的变形规律,认识典型冲压成形工艺方法和模具结构,掌握冲压工艺与模具设计方法。 通过本课程学习,使学生在下列能力培养方面得到锻炼与提高: 1.能应用冲压变形理论,分析中等复杂冲压件变形特点,制定合理冲压工艺规程。 2.协调冲压设备与模具的关系,选择冲压设备的能力。 3.熟悉掌握冲模设计计算方法,具备中等复杂冲模结构选择和设计的能力,所设计的冲模应工作可行、操作方便、便于加工和装配,技术经济性好。 二、教材处理 本课程选用机械工业出版社出版,姜奎华主编的《冲压工艺及模具设计》。本教材内容比较全面,结构编排严谨。但由于学时限制不可能对所有教材内容一一详细讲解。所以应紧
紧抓住本课的重点内容,搞清模具设计的有共性的规律,从而能做到举一反三,逐类旁通,为今后的学习工作打下基础。 三、学习参考书 1.刘建超、张宝忠主编.冲压模具设计与制造.北京:高等教育出版社,2004年 2.王孝培主编.冲压手册.北京:机械工业出版社,1990年 3.冲模设计手册编写组编著.冲模设计手册.北京:机械工业出版社,2000年 4.模具实用技术丛书编委会.冲模设计应用实例.北京:机械工业出版社,1994 5.冯炳尧、韩泰荣、蒋文森编.模具设计与制造简明手册(第二版).上海科学技术出版社,1998年 6.模具设计与制造技术教育丛书编委会.模具制造工艺与装备.北京:机械工业出版社,2003年7.国家技术监督局.冲模模架.北京:中国标准出版社,1991 8.许发越主编.模具标准应用手册.北京:机械工业出版社,1994年 9.李天佑主编.冲模图册.北京:机械工业出版社, 1988 四、关于考试的说明 期末考试:100% 五、各次课基本内容,重点难点,自我测验及作业
冲压设备安全操作规程(2021 版) The safety operation procedure is a very detailed operation description of the work content in the form of work flow, and each action is described in words. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:YK-AQ-0528
冲压设备安全操作规程(2021版) 1目的 规范冲压设备的操作,保证操作工的安全。 2范围 适用于本公司所有的冲压设备的操作。 3类别 冲压作业主要有:冲孔、折弯、坯料、清理废料、润滑工件及模具、安装调整拆卸模具等一系列工艺操作。这些操作互相衔接、前后连贯,对生产效率产品质量以及设备和个人安全影响很大。 4规程一4.1操作前的安全要求4.1.1穿戴好工作服、工作帽、扣好衣扣、戴好安全耳塞、工作鞋、手套。4.1.2坐姿操作者,要认真检查座椅,并调整好高度。站姿操作者,要以冲床工作台高度为宜。
4.1.3开机前检查设备主要紧固件有无松动,各传动连接润滑部位是否正常,模具是否有裂纹,支撑连杆是否有松动和脱落。4.1.4检查防护装置是否处于良好状态。4.1.5调整使模具处于良好的照明状态。4.1.6检查润滑系统是否堵塞、缺油。4.1.7检查坯料和半成品的排放情况,要保持整齐,数字明确。4.1.8操作者要明确生产任务,熟悉产品尺寸,保质保量完成当日任务。4.1.9检查离合器和刹车带是否正常。4.1.10检查配电箱和急停按钮是否正常。4.1.11做好设备的日常保养和维护。4.2操作时的安全要求4.2.1开机前,根据生产任务单正确选用模具,检查模具刀口是否锋利,冲头要紧固,模具要退磁处理,基本中心孔要与定位紧配。 4.2.2模具的安装及调整:将上下模具分别固定在模柄和固定板上,注意底板上的漏孔能否安全流出废料。4.3模具的正确调整方法4.3.1关闭电动机,小的冲床有人工搬动飞轮,大的冲床电动或使飞轮滑动,脚踩踏板使离合器缓慢下滑,接近冲模下止点时再调小闭合高度,使滑块压合冲模。4.3.2注意调节打料装置及打料杆的长度,防止撞坏设备。4.3.3安装模具时根据受力、重量、平面尺寸等,选
冲压车间岗位说明书 冲压车间主任所属职类管理类所属职种生产管理隶属部门冲焊分厂所属单位冲压车间直接上级厂长岗位职数 1 编制人签发人 本职工作概述: 负责车间团队目标管控,生产过程中生产任务完成、安全、设备管理和培训管理等工作。 工作职责与操作规范 职责一职责描述操作规范绩效输出 安全管理 保证国家和企业安全生产法令、规定、指示和有 关规章制度在本车间贯彻执行,关注职业安全健 康,做到“五同时” 符合相关要求 组织制订实施车间安全管理规定、安全操作规程 和安全技术措施计划 规定齐全完善并得到有效实施 按照安全质量标准化要求,在本车间作业环境改 善,营造安全氛围,开展安全生产 车间现场符合“安标”要求 深入现场,针对性地开展多种多样的培训危险源 识别防控活动,将安全生产工作的重点落实在班 组 制定教材、编制培训计划并实施、效果评 价 建立和健全本车间安全管理网络,配备合格的安 全技术人员,充分发挥车间和班组安全人员的作 用,开展安全自查自纠及改善活动 安全网络完善,记录齐全 职责二职责描述操作规范绩效输出 质量控制 对分厂质量方策及目标进行分解、执行、检查、 评价 制定分解计划、实施 建立健全内部质量评价标准,开展质量评价,激 发质量过程自控能力与氛围 评价标准和过程评价结果 健全过程管理基准,开展过程控制,稳定并提升 实物运行质量 月度质量反馈与统计分析执行工艺要求,落实车间员工按技术标准操作工艺执行评价 职责三职责描述操作规范绩效输出成本管理 识别车间成本管理要素,建立健全车间成本管理 要求与制度 制度与标准
开展目标成本管理,有效制定车间年度成本预算 并执行预算 预算报告 总结成本运行动态,有效开展降成本活动活动计划和执行总结 职责四职责描述操作规范绩效输出 设备管理 有效组织开展FMEA和设备动能要素管理,实施 TPM 设备开动率 组织开展分析梳理设备备件需求,做好备件经济 存量,保障生产使用 设备开动率和备件资金占用 重大设备隐患或突出问题及时上报,配合开展分 析解决 故障解决 职责五职责描述操作规范绩效输出 工装管理 组织开展工装运行分析,开展TPM,保障质量稳 定 生产效率和质量成本损失 组织开展分析梳理工装备件需求,做好备件经济 存量,保障生产使用 备件资金占用组织策划工装增加需求并评价工装整体运行使 用管理状态 总结评价及需求分析 职责六职责描述操作规范绩效输出生产达成 组织分解生产计划,适时适量开展生产按计划完成 有效针对目标产量开展需求评价及分析,确保生 产有效开展 需求分析 职责七职责描述操作规范绩效输出现场改善 组织实施5S管理,现场物流顺畅、定置有效现场目视化 创造改善氛围,带领员工围绕安全、质量、成本、 效率等开展改善改进活动 改善收益 职责八职责描述操作规范绩效输出 组织建设 及人才培 养 开展以班组长为核心团队建设,提升队伍的凝聚 力、战斗力和职业素养 制定计划并实施、效果评价持续开展各样劳动竞赛活动,在实战中提高员工 技能水平 按计划实施结合员工成长路径要求、营造员工学习氛围按计划实施 工作权限 1.对分厂方针方策和工作计划有建议权;
冲压工艺与冲压模设计ch06 冲压工艺过程是冲压件各加工工序的总和。加工工序不仅包括冲压件所用到的冲压加工差不多工序,而且包括差不多工序之前的预备工序、差不多工序之间的辅助工序和差不多工序之后的后续工序。工艺过程设计的任务确实是依照生产条件,对这些工序的先后次序做出合理安排(和谐组合),其差不多要求是技术上可行、经济上合算,还要考虑操作方便与安全。冲压工艺过程的优劣,决定了冲压件的质量和成本,因此,冲压工艺过程设计是一项十分重要的工作。 6.1 冲压工艺过程设计步骤 冲压工艺过程设计涉及的内容专门多专门广,因此应分步进行,其步骤现已大体形成规律,可依据程序进行。一样步骤如下。 1. 熟悉原始资料 在接到冲压件设计任务之后,第一应熟悉以下原始资料: (1) 产品图及技术条件或实物样品; (2) 原材料的牌号、尺寸规格、冲压性能; (3) 生产纲领或生产批量; (4) 可提供的冲压设备种类、型号、规格、技术参数及使用说明; (5) 可提供的模具制造能力与技术水平; (6) 相关技术标准和资料。 2. 冲压件的工艺性分析 按上述原始资料对冲压件的结构形状、尺寸、精度要求、材料性能等进行分析。判定该冲压件用冲压工艺成形能不能达到规定的技术要求,需要哪几种性质的工序和工步,各道中间工序件/半成品的形状和尺寸由哪道工序完成,然后按前几章分别阐述的冲压工艺性要求逐个分析,裁定该冲压件加工难易程度,裁定是否需要采取专门工艺措施。由于生产条件(工艺装备及生产的传统适应)不同,工艺性的涵义也会有一些差异。若存在冲压工艺性不行、冲压加工困难,则应在不阻碍其使用性能的前提下提出修改意见,经与产品设计人员协商同意后对冲压件图样作出适合工艺性的修改。 3. 确定最佳工艺方案 通过工艺性分析,结合工艺运算,并经分析比较确定最佳方案,这是冲压工艺过程设计中十分重要的环节。其内容包括工艺性质、工序数目、工序顺序、工序件/半成品件的形状尺寸以及其他辅助工序的安排,6.2节将专题叙述。
编订:__________________ 单位:__________________ 时间:__________________ 冲压机械安全操作与管理 (正式) Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-2428-45 冲压机械安全操作与管理(正式) 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 冲压加工是利用金属模具将钢材或坯料分离或变形的工艺方法。具有操作简单、生产效率高、尺寸和形状精度高、能冲制复杂零件、容易实现机械化和自动化等优点。广泛应用于汽车、拖拉机、电机、电器仪表、轻工等制造行业中。 一、冲压机床的安全防护装置 冲压机床的安全防护装置,是指滑块下行时,设法将危险区与操作者的手隔开,或用强制的方法将操作者的手拨出危险区的安全装置。常用的防护装置有防护栅栏、拨手式防护装置等(参见机械工业部1985年5月颁发的《冲压安全管理规程》)。
1.栅栏式防护装置 是在压力机上加防护栅栏,使操作者与危险区或被保护区隔开。防护栅栏随压力机的滑块运动,当滑块下行时,栅栏随之下行,使操作者与冲模隔开,从而保护操作者的安全。 2.拨手式防护装置 拨手式防护装置是在冲压时,将操作者的手强制脱离危险区的一种安全装置。它通过一个带有橡皮的杆子,在滑块下行程时,将手推出或拨出危险区。 这种防护装置结构简单,但其作用力较大,且在大多数情况下推开作用的可靠保护较滞后。新式拨手装置与控制系统联锁,拨手装置不工作,压力机也不能工作。
操作规程编号:YTO-FS-PD409 冲压安全操作规程通用版 In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
精品规程范本 编号:YTO-FS-PD409 2 / 2 冲压安全操作规程通用版 使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。文件下载后可定制修改,请根据实际需要进行调整和使用。 在冲压设备上进行操作时,操作人员应遵守以下安全操作规程: 1.开始操作前,必须认真检查防护装置是否完好,离合器制动装置是否灵活和安全可靠。应把工作台上的一切不必要的物件清理干净,以防工作时振落到脚踏开关上,造成冲床突然启动而发生事故。 2.冲小工件时,不得用手,应该有专用工具,最好安装自动送料装置。 3.操作者对脚踏开关的控制必须小心谨慎,装卸工件时,脚应离开脚踏开关。严禁外人在脚踏开关的周围停留。 4.如果工件卡在模子里,应用专用工具取出,不准用手拿,并应将脚从脚踏板上移开。 该位置可输入公司/组织对应的名字地址 The Name Of The Organization Can Be Entered In This Location
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 冲压操作安全培训 冲压机械操作安全培训深圳富士电机2015.12 1/ 50
目录1. 2.3.4. 5. 6. 7.冲床操作概述及流程冲压事故发生率分析冲压机运行结构原理冲压作业安全手使用标准事故案例冲压安全操作规范要求机械安全操作总结
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 冲压生产的特点在冲压作业中,冲压机械设备、模具、作业方式对安全影响很大。 冲压事故有可能发生在冲压设备的各个危险部位,但以发生在模具的下行程为绝大多数,且伤害部位主要是作业者的手部。 当操作者的手处于模具之间时模块下落,就会造成冲手事故。 这是设备缺陷和人的行为错误所造成的事故。 相关人员必须识别冲压的危险性。 3/ 50
冲压生产的特点冲压作业的危险因素和事故原因:相当部分采用刚性离合器。 (利用凸轮或结设备结构具有的危险合键机构使用离合器或者脱开)连冲时,手不能及时从模具中抽出,必然会发生伤手。 动作失控设备在运行中会受到经常性的强烈冲击和震动,使一些零部件变形、磨损以至碎裂,引起设备动作失控而发生连冲事故。 设备的开头控制系统由于人为或者外界因素引起的误动作。 模具设计不合理或有缺陷,可增加受伤的可能性。 有缺陷的模具则可能因磨损、变形或损坏等原因,在正常运行条件下发生意外而导致事故。 开关失灵模具的危险
内部编号:AN-QP-HT144 版本/ 修改状态:01 / 00 The Procedures Or Steps Formulated T o Ensure The Safe And Effective Operation Of Daily Production, Which Must Be Followed By Relevant Personnel When Operating Equipment Or Handling Business, Are Usually Systematic Documents, Which Are The Operation Specifications Of Operators. 编辑:__________________ 审核:__________________ 单位:__________________ 冲压机械安全操作通用范本
冲压机械安全操作通用范本 使用指引:本操作规程文件可用于保证本部门的日常生产、工作能够安全、稳定、有效运转而制定的,相关人员在操作设备或办理业务时必须遵循的程序或步骤,通常为系统性的文件,是操作人员的操作规范。资料下载后可以进行自定义修改,可按照所需进行删减和使用。 冲压机械的作用就是利用分别安装在滑块和工作台上的模具把金属或其他材料冲压变形成爲我们设计需要的加工形状。其主要包括有机械压力机、液压机、弯板机和剪板机等。冲压机械操作简单、作业效率高、成形质量好、成本低,因此被广泛应用於汽车、电气和航空等制造领域。 一、冲压作业危险因素和多发事故 冲压作业,一般分爲送料、定料、操纵设备、出件、清理废料、工作点布置等工序。这些工序因其多用人工作业,用手或脚去啓动设备,用手工甚至用手直接伸进模具内进行上下
时光流逝,转眼间,我们即将迎来新的一年。在过去的一年中冲压车间在上级领导的大力支持和各部门的密切配合与车间全体员工的共同努力下顺利的完成了公司下达的各项任务,在此,我对冲压车间一年来的工作做以总结,同时也祈愿我们公司明年更美好。 一、工作回顾 1、产品产量方面 过去的一年里,车间在生产过程中批量小、技术不稳定和不完善的情况下,进行实验和摸索。为到达客户产量和质量的要求,我部门合理的调整生产加工工艺,和利用有限的资源,及时满足客户的交期,为今后产品打下了基础。 2、产品品质方面 在今年工作中,在确保生产任务的情况下。产品质量比往年有所提高。我坚信只要每个员工在提高产品意识情况下,全力的投入在生产每一个环节中,产品质量一定会稳步提高。 3、设备管理方面 在过去的一年里,各设备比较良好,并没有因为设备的问题影响到较大的工作,在定期的检修和保养下保证了设备的正常运转,进而确保了生产的稳定。 4、安全生产方面 在过去的一年里,我车间将安全生产纳入生产日常管理工作之中,随时做到车间员工的安全知识教育,监督和排除车间存在的安全隐患。确保了生产车间的有序运行。全年度未发生设备损坏事故。但是也出现了两次安全事故。 二、存在的不足和对策 生产车间在过去的一年里虽然做了很多的工作,也取得了一定的成绩,但也还存在较多的问题,主要有以下方面的不足。 1、质量管理方面 1)员工质量意识淡泊目前在一部分员工身上还存在事不关己,漠然置之的态度。这与培养员工质量意识,树立质量危机感,落实产品质量责任制做得不够好,不到位有很大的关系。 2)缺乏全员参与质量管理理念我们现在缺乏的就是全员参与质量意思,在我们计件和工时制,没有质检的巡检下,有时候会出现一个真空地带,组员和组员之间谁都管谁都不管的局面。而且有的时候在生产现场执行力不到位的现象。