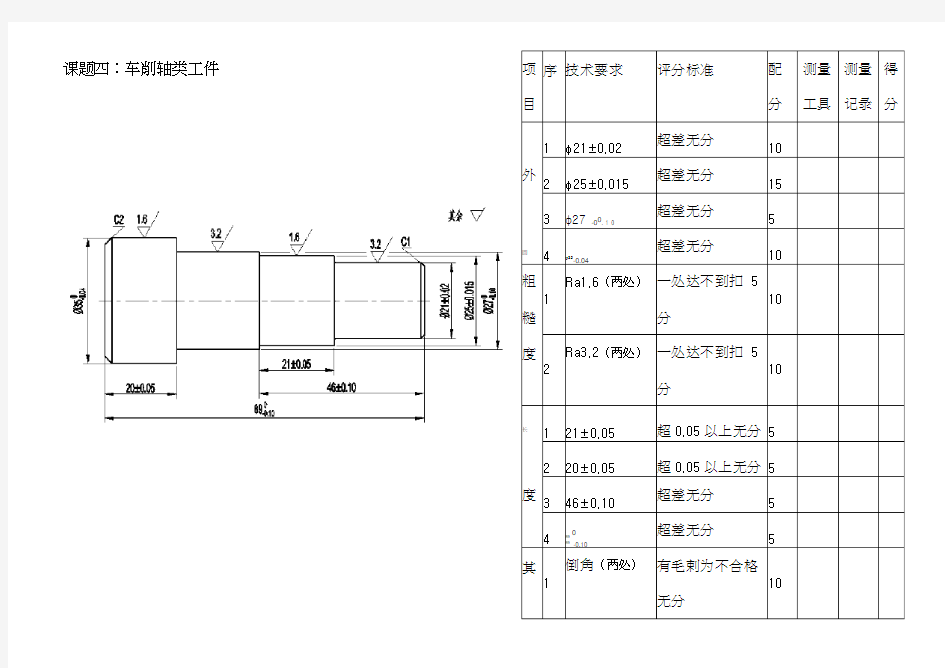

课题四:车削轴类工件项
目序技术要求评分标准配
分
测量
工具
测量
记录
得
分1φ21±0.02
超差无分
10
外
2φ25±0.015超差无分
15
3φ27 -00. 1 0超差无分
5
圆4φ35
-0.04超差无分
10
粗
糙1
Ra1.6(两处)一处达不到扣5
分
10
度
2
Ra3.2(两处)一处达不到扣5
分
10长121±0.05超0.05以上无分5 220±0.05超0.05以上无分5
度
346±0.10超差无分
5
489089
-0.10超差无分
5
其
1
倒角(两处)有毛剌为不合格
无分
10
它
2安全文明
10
车削步骤1.用三爪自定心卡盘夹牢毛坯外圆,露出长度不少于
72mm,车右端面。
2.粗精加工φ21,φ25,φ27 外圆至尺寸,并倒角。
3.调头装夹φ27 外圆处,找正夹牢,车端面保证总长尺寸89 0
-0.10
。
4.粗精加工φ35外圆至尺寸,并倒角符合要求。
课题名称练习内容工件编号件号材料毛坯尺寸件数计划课时工时
车削轴类工件车四台阶轴
C4--1145#φ38×951件10学时
2 小时 / 人
课题四:车削轴类工件项
目序技术要求评分标准配
分
测量
工具
测量
记录
得
分1φ25-00 .04
超差无分
10
外
2φ20±0.05超差无分
10
3φ19 +00.05超差无分
10
圆4φ24±0.02超差无分
10
5φ28-00 .08超差无分
10
车削步骤1.用三爪自定心卡盘夹牢毛坯外圆,露出长度不少于57mm,车右端面。
2.粗精加工外圆φ19×20,φ 24×25,,φ28至尺寸,并倒角。
3.调头装夹φ24外圆处,找正夹牢,车端面保证总长尺寸98 0
-0.1
。
4.粗精加工外圆φ20×23,φ25×20 至尺寸,并倒角符合要
课题名称练习内容工件编号件号材料毛坯尺寸件数计划课时工时
车削轴类工件车五台阶轴
C4--2145#φ30×1001件10学时
2 小时 / 人
课题四:车削轴类工件项
目序技术要求评分标准配分测量
工具
测量
记录
得
分
外
1φ18±0.02超差无分
10
2φ23 +00.03超差无分
15
圆3φ26-00 .05超差无分
10
4φ17超0.2 以上无分5
粗
1Ra1.6(两处)一处达不到扣5
10
4.调头装夹φ18 外圆处,找正夹牢。车端面保证总长尺寸62。
度
2Ra3.2达不到无分
5
长138超0.2 以上无分2 224超0.2 以上无分5度
320超0.2 以上无分3
492超0.2 以上无分10其
1
倒角2×45°有毛剌为不合格
无分
5
它
2安全文明
10
车削步骤1.用三爪自定心卡盘夹牢毛坯外圆,露出长度不少于
38mm,车右端面。
2.用90°偏刀分别车外圆φ10×20,φ13×24,至尺寸,切沟槽至φ10,并倒角。
3.调头装夹φ13外圆处,找正夹牢。车端面保证总长尺寸92。
4.车外圆φ18×38至尺寸,并倒角2×45°,检验合格后取下工件。
课题名称练习内容工件编号件号材料毛坯尺寸件数计划课时工时
车削轴类工件车台阶轴
C4--4145#课题四工件
1件10学时
2 小时 / 人
课题六:车削外圆锥工件项
目序
技术要求评分标准
配
分
测量
工具
测量
记录
得
分
1+0.08
φ22+0.04
超差无分
5
外2φ21 -00. 1 5超差无分
5
3φ23±0.02超差无分
5
圆4φ26 -00. 03
超差无分
10 5φ26 +00.03
超差无分
10
1.用三爪自定心卡盘夹牢毛坯右端外圆,露出长度不少于
45mm,车右端面,粗加工φ22,φ26。
2.调头装夹φ26 粗加工外圆处,露出长度不少于
40mm,找
正夹牢,车端面,粗精加工φ23,φ26 外圆至尺寸,倒角。
3.切外沟槽φ21并保证宽度5,8,倒角。
4.调头装夹φ23 外圆处,找正夹牢,精加工φ22,φ26 外圆
至尺寸,倒角。
5.精加工1:10锥度到尺寸,倒角。
课题名称
车削轴类工件练习内容
外圆锥
工件编号件号材料
C6--2 1 45#
毛坯尺寸件数计划课时工时
φ28×70 1 件10 学时 2 小时 /
课题六:车削外圆锥工件车削步骤
4.定总长切断,调头夹φ32外圆倒角至符合要求。
课题名称练习内容工件编号
件号
车削外圆锥工件外圆锥
C6--11课题六:车削外圆锥工件材料毛坯尺寸件数计划课时工时
45#φ35×1001件10学时2小时/人项
目
序技术要求评分标准配
分
测量
工具
测量
记录
得
分外
圆
1
φ 30 -00 .03
(两
处)
超差0.02 扣 2 分
30
2φ33±0.02超差0.02 扣 2 分10
粗
糙
度
1
Ra1.6(三处)一处达不到扣5
分
12
2
Ra3.2(两处)一处达不到扣5
分
8
课题六:车削外圆锥工件项
目序
技术要求评分标准
配
分
测量
工具
测量
记录
得
分
外
圆
1φ30±0.015超差无分10粗
糙度1Ra1.6(三处)
一处达不到扣4
分
12
长
125 +00.10(两
处)
超0.1以上无分
2
度269 -00. 10超0.1以上无分10圆
锥面1φ28++00..0015
超差0.01 扣2
分
15 2φ28++00..1060
超差0.01 扣2
分
15
其
1倒角有毛剌为不合
4
粗糙度Ra1.6(三
处)
一处达不到扣5分15
长度110超0.2 以上无分5 220(两处)超0.2 以上无分5 330超0.2 以上无分5 485超0.2 以上无分5
圆
锥面1
φ26-00 .1 2接触面小于80%
无分
15 2φ1800.1
接触面小于80%
无分
15
其
它1
倒角有毛剌为不合格无
分
5 2
安全文明
5