1.目的
明确检验、包装工序的检验标准及检验规范,确保包装产品质量符合我司要求。
2.范围
检验、包装工序
4.1检验方法:目视、卷尺、游标卡尺
4.2检验内容:上述检验标准9项内容
4.3检验规范:
4.3.1检验员对每套订单进行全捡,对照图纸和计料清单复合板件花色、基材、尺寸和孔位,保证板件外
观质量符合标准要求,如出现不合格品,必须严格按《不合格品控制程序》执行,并记录于BD-F-041B-1,有数据的一律填写数据。
4.3.2 检验员参照装箱单清单对每套柜体板件进行分包,并粘贴相应外包装标签。
4.3.3质检员对进入包装工序的生产单进行抽检,注意同一订单的板件标签、外包装标签和装箱单所标识
的项目和单号必须一致。
4.3.4 检查板件尺寸、孔位、做型、开槽是否符合图纸要求,重点注意门铰孔是否正确,双面孔板件
是否冲突,开槽板件槽位是否符合工艺要求。门板、抽面类板件是否倒角,检查板件外观和清
洁等。
4.3.4 根据图纸和计料检查是否漏配五金或玻璃,011拉手、艇型拉手等五金安装是否符合标准。
4.3.5 包装前检查板件数量、规格是否跟外包装标签要求一致,不能窜包、混包,注意板件残胶、木
屑、分离剂印痕等清洁问题。
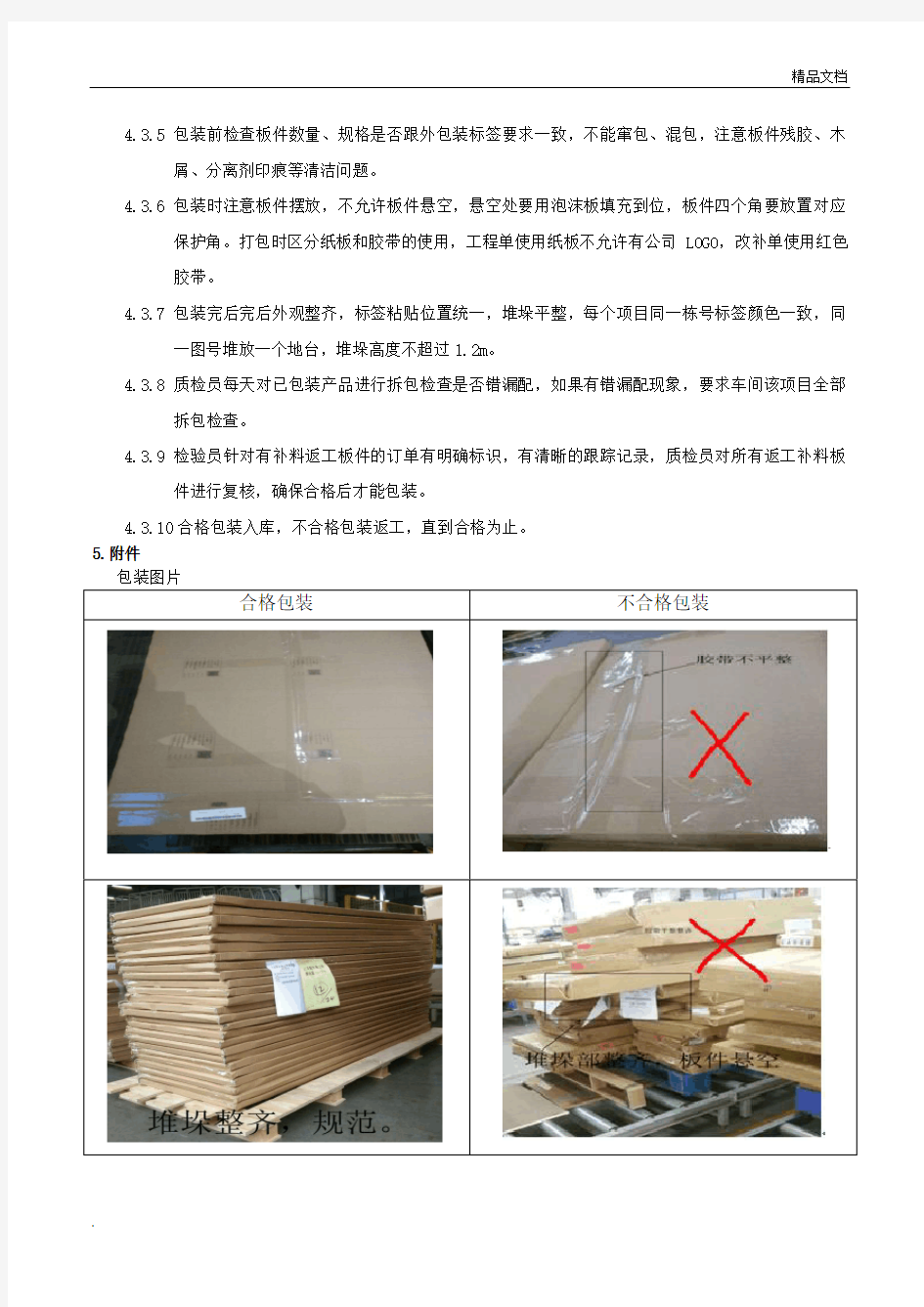
4.3.6 包装时注意板件摆放,不允许板件悬空,悬空处要用泡沫板填充到位,板件四个角要放置对应
保护角。打包时区分纸板和胶带的使用,工程单使用纸板不允许有公司LOGO,改补单使用红色
胶带。
4.3.7 包装完后完后外观整齐,标签粘贴位置统一,堆垛平整,每个项目同一栋号标签颜色一致,同
一图号堆放一个地台,堆垛高度不超过1.2m。
4.3.8 质检员每天对已包装产品进行拆包检查是否错漏配,如果有错漏配现象,要求车间该项目全部
拆包检查。
4.3.9 检验员针对有补料返工板件的订单有明确标识,有清晰的跟踪记录,质检员对所有返工补料板
件进行复核,确保合格后才能包装。
4.3.10合格包装入库,不合格包装返工,直到合格为止。
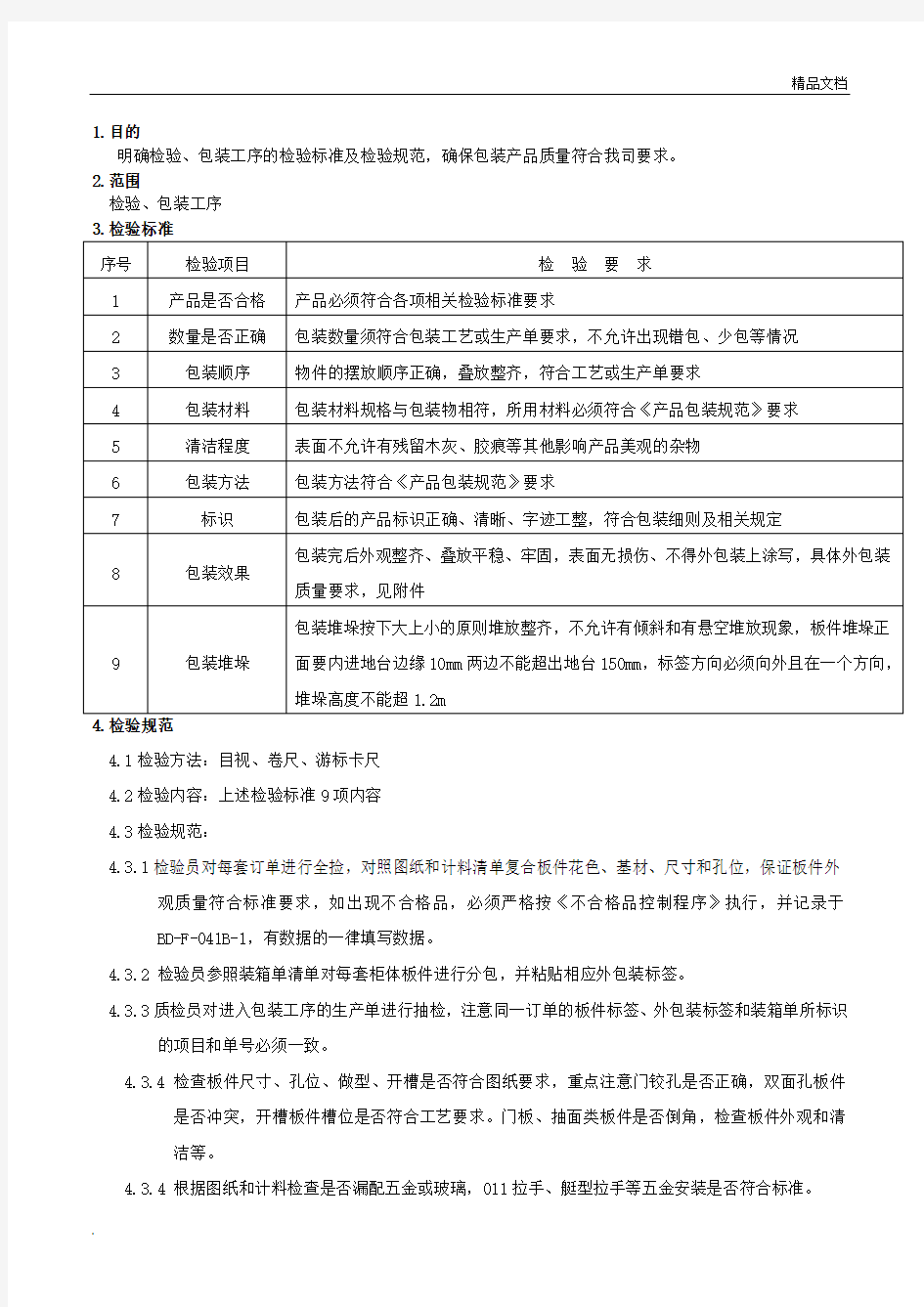
5.附件
合格包装不合格包装
编制人:戈显伟审核人:批准人: