
瓦楞纸生产过程中纸板为什么会翘曲?
《瓦楞纸板翘曲原因分析与控制》
瓦楞纸的生产过程中,往往会发生瓦楞纸板翘曲的缺陷,严重时会影响后续工序的正常生产,使报废机率大大增加,从而造成浪费,增加生产成本。为此,在瓦楞纸的生产过程中必须尽量避免瓦楞纸板翘曲现象的发生,这是减少消耗、降低成本的有效途径。本文就瓦楞纸板翘曲原因分析与控制与同行共同探讨。
瓦楞纸板翘曲现象的分类:
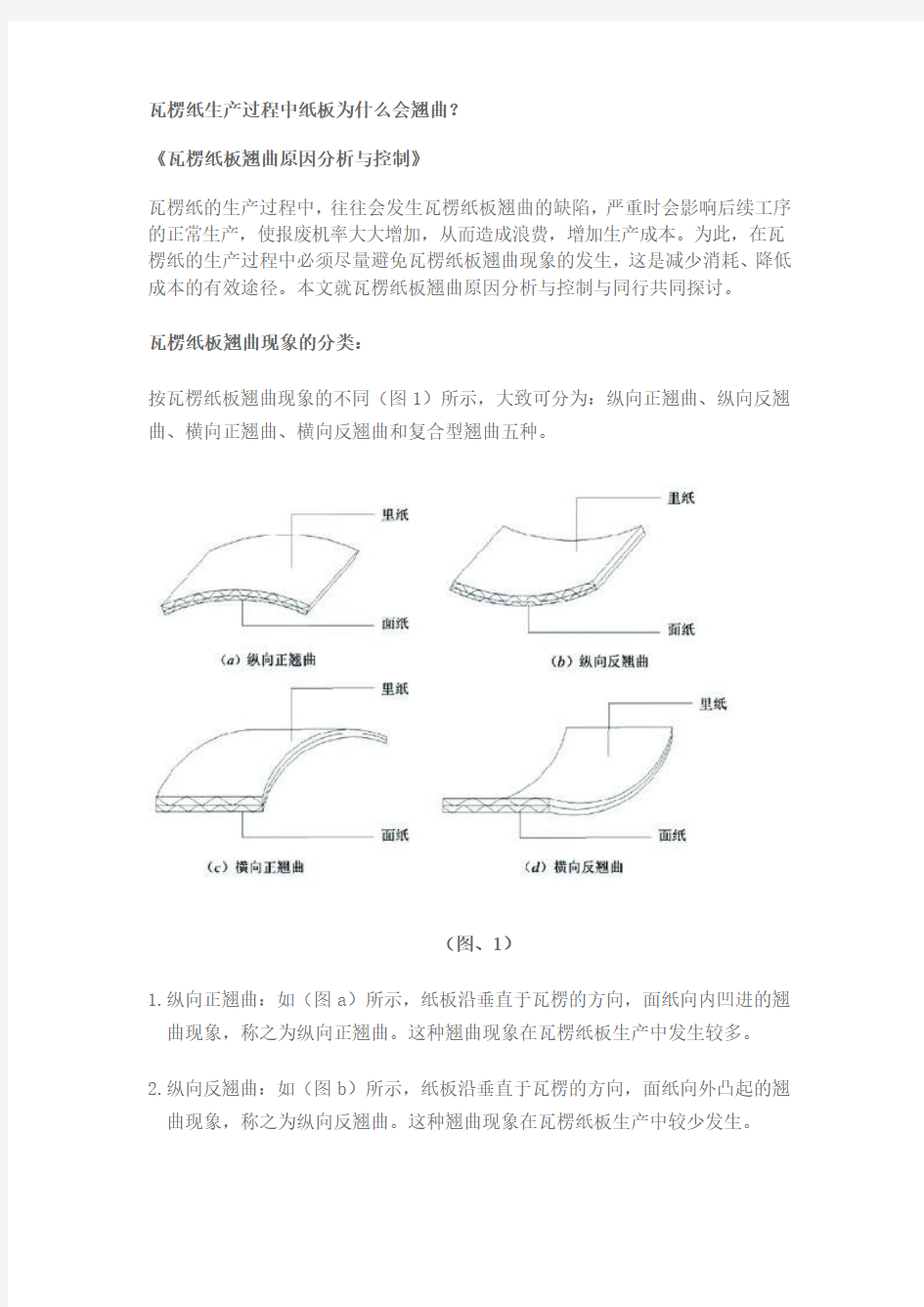
按瓦楞纸板翘曲现象的不同(图1)所示,大致可分为:纵向正翘曲、纵向反翘曲、横向正翘曲、横向反翘曲和复合型翘曲五种。
(图、1)
1.纵向正翘曲:如(图a)所示,纸板沿垂直于瓦楞的方向,面纸向内凹进的翘曲现象,称之为纵向正翘曲。这种翘曲现象在瓦楞纸板生产中发生较多。
2.纵向反翘曲:如(图b)所示,纸板沿垂直于瓦楞的方向,面纸向外凸起的翘曲现象,称之为纵向反翘曲。这种翘曲现象在瓦楞纸板生产中较少发生。
3.横向正翘曲:如(图c)所示,纸板沿瓦楞方向,面纸向内凹进的翘曲现象,称之为横向正翘曲,这种翘曲现象经常发生在裱贴胶印面纸的瓦楞板中。
4.横向反翘曲:如(图d)所示,纸板沿瓦楞方向,面纸向外凸起的翘曲现象,称之为横向反翘曲,这也是瓦楞纸板生产过程中经常产生的一种翘曲现象。
5.复合型翘曲:在一块瓦楞纸板上同时具有两种以上类型翘曲现象的,称之为复合型翘曲。
几个基本概念:为便于分析和研究造成瓦楞纸板翘曲的原因和机理,必须首先明确几个基本概念。
1.瓦楞纸板纵、横向的定义:如(图2)所示,平行于瓦楞纸板上瓦楞沟槽的方向,即纸卷的门幅方向,把它定义为瓦楞纸板的横向;把与瓦楞沟槽垂直的方向定义为瓦楞纸板的纵向。
(图、2)
2.纸与纸板的外形尺寸随其含水率的变化而变化:纸与纸板在烘干过程中(达到绝干以前),其外形尺寸会随着含水率的降低而相应的收缩。通常情况下,其横向的收缩量要大于纵向的收缩量,厚度方向上的收缩量在此忽略不计。
3.烘干过程中瓦楞纸板收缩的特点:这里以单瓦楞三层瓦楞纸板为例说明。单瓦楞三层瓦楞纸板是由单瓦楞二层片与面纸经涂胶机涂胶后再经过复合、粘接、烘干而成。瓦楞纸板在烘干过程中其外形尺寸的收缩具有以下
特点:
(1)当单瓦二层片的含水率大于面纸的含水率时,单瓦二层片的收缩量必然大于面纸的收缩量,这时因二层纸已粘接牢固,因此面纸就会受到来自单瓦二层片的从四周向中心的收缩力的作用。由于单瓦二层片的纵向收缩量会被其瓦楞波形的微量变形所补偿,所以在此方向上就不易产生翘曲应力,而单瓦二层片的横向收缩量却无法得到补偿,因此在此方向上容易产生翘曲应力。
(2)当面纸的含水率大于单瓦二层片的含水率时,面纸的收缩量必然大于单瓦二层片的收缩量,同理,单瓦二层片就会受到来自面纸的从四周向中心的收缩力的作用,这时,因为单瓦二层片纵向强度小故容易产生翘曲,而横向强度大,则不容易产生翘曲变形。
造成瓦楞纸板翘曲的原因:
1.含水率差异的影响:实践证明瓦楞纸板各复合对象之间含水率的差异是造成瓦楞纸板翘曲的主要原因。
(1)如果单瓦二层片的含水率大于面纸的含水率,那么它们在粘接烘干过程中,单瓦二层片的收缩量一定大于面纸的收缩量,这时受瓦楞纸板收缩特点的制约,成型后的纸板便出现了横向反翘曲的现象。当单瓦二层片的含水率过大时,还会有纵横向反翘曲同时出现,即复合型翘曲的现象产生。
(2)如果面纸的含水率大于单瓦二层片的含水率,那么它们在粘接烘干过程中,面纸的收缩量一定大于单瓦二层片的收缩量,同样因受到瓦楞纸板收缩量特点的制约,成型后的纸板便出现了纵向正翘曲的现象。
2.涂胶量的影响:生产瓦楞纸板时,由单面机送来的单瓦二层片都必须经涂胶机在其楞尖上均匀涂胶,然后与面纸复合。这时,如果涂胶量太大,那么胶糊中的水分就会迅速被单瓦二层片的楞尖和面纸吸收并润胀,这样面纸侧的含水率就会大大高于里纸侧的含水率(假设涂胶前的含水率是一致的),那么在烘干的过程中面纸侧的收缩量就会大于里纸侧的收缩量,因此成型后的瓦楞纸板就会出现横向正翘曲的现象,这种翘曲尤其容易发生在裱贴胶印面纸的瓦楞纸板中。
3.生产速度的影响:经涂胶复合后的瓦楞纸板,还必须通过烘道来加热,使胶糊糊化,纸板粘接,然后烘干。而实际上在烘道的垂直方向上的温度分布是不均匀的,呈向上递减的状态。如(图3)所示。
(图、3)
因此,瓦楞纸板在烘干过程中,其横断面上的干燥速度同样也存在着一个梯度。如果生产车速过慢,而烘道温度又未作相应降低,那么生产出来的瓦楞纸板其面纸侧的含水率就会低于里纸侧的含水率,纸板就会出现纵向正翘曲的现象。严重时甚至会造成纸板发脆、开胶而报废。
导致瓦楞纸板翘曲的原因很多,除上所述,纸张抗水性的差异、生产过程中面纸的张力不适宜、天桥上单瓦二层片堆积量过多等,也都会造成瓦楞纸板的翘曲。但无论是什么原因,归根结底最主要的还是由于组成瓦楞纸板的各复合对象之间的含水率不同而造成的。因此,恰当地控制好瓦楞纸板各复合对象的含水率是控制翘曲的关键。
瓦楞纸板翘曲的控制:
有研究表明,当组成瓦楞纸板的各层纸张在进入烘道时,它们之间的含水率相差大于2.5%~3%时,就难以避免纸板的翘曲。这就意味着3%含水率的差异是瓦楞纸板产生翘曲的临界点。因此在生产中,应当注意控制好各层纸张和单瓦二层片之间的含水率,把它们之间的含水率的差异控制在3%以内。
1.了解原纸的含水率:瓦楞纸板生产线的操作人员在使用纸卷时,应预先了解它们的含水率状态,从而尽量把含水率大致相近的纸卷搭配在一起使用,这样可有效地避免因摸索调整时间过长而产生大量的废片。
2.充分利用好预热缸:在瓦楞纸板生产线中都设置有预热烘缸,当卷纸的含水率差异过大时,就必须用预热缸来调节,使进入烘道时的各层纸板和纸张的含水率差异小于3%。
3.正确掌握涂胶量:要生产出优质的瓦楞纸板,正确掌握涂胶量也是关键之一。涂胶量过大则纸板发软,强度差,会翘曲;涂胶量过小则粘合不牢,易脱胶,起泡。
通常当车速较快时,涂胶量应相应减小;车速较慢时,涂胶量就应适当加大。当使用抗水性较好的纸张时,涂胶量应相应加大,反之应相应减小。因此,在生产过程中,涂胶机的涂胶量应根据生产情况的变化而作相应的调整,调整的原则是:在保证粘合强度合格的前提下,涂胶量宜少不宜多。
4.正确堆码:因为瓦楞纸板产生翘曲的原因是多方面的,往往单纯*工艺调节难以完全控制翘曲现象的发生,因此,应要求堆码工序必须将刚生产出来的瓦楞纸板按每10片一摞,正反叠放堆积,上面再用重物压平,直至瓦楞纸板的温、湿度和室内温、湿度基本保持一致。这样可有效地避免瓦楞纸板翘曲现象的产生。
虽然造成瓦楞纸板翘曲的原因是复杂的,影响因素很多,但是只要认真对待,精心操作,瓦楞纸板的翘曲还是可以控制的。
多功能组合家具设计报告书 近年来,由于房价的快速上涨,使得小户型住宅大受欢迎。国家出台的相关住房政策更是指出,保障性住房、棚户区改造和中小套型普通商品住房用地不低于住房建设用地供应总量的70%。因此,中小套型住房在城市住宅建设中具有良好的发展前景。 而传统家具因为占用空间大、功能单一、全套价格昂贵等因素,使得众多小户型住宅的房主难以接受;而多功能组合家具则因为功能实用、灵活多变、收纳功能强大、样式繁多、时尚等因素,被很多小户型户主以及租客所喜爱。多功能组合家具应运而生,在住房紧张的时代,对于在外工作的租房群体来说,它无疑是最适合的家具选择。 一、概念 多功能组合家具是多功能家具和组合家具的集合体,既具备“多功能”,又可以进行组合。 多功能家具是一种在具备传统家具初始功能的基础上,实现其它新设功能的现代家具类产品,是对家具的再设计。它区别于传统家具,具备机电一体化技术、计算机技术的应用、新材料的应用、精巧的可调式构造,一件家具至少具备其中一个特征才可称为多功能家具。 组合家具是根据板式家具的特点,设计制成各种占地面积小、功能多、造型简洁新颖、一物多用的家具。如现代化的组合柜,占地面积不到6平方米,具有大立柜、五斗柜、食品柜、书柜、写字台等功能,能合能分,既能满足各种使用要求,又能产生不同的陈设效果。组合家具是由若干标准零件或家具的单元组合而成,如组合沙发与组合柜,还有标准柜、橱、桌、椅等组成的组合体。 多功能家具和组合家具,两者并没有很确定的界限,因此,这里所说的多功能组合家具既是指多功能家具,也是指组合家具。 二、多功能组合家具的特点 “产品就是部件是多功能组合家具最大的特 点。通过购买各种部件,调整自行组装或调整家具 的不同样式和功能,可以按照自己的喜好和室内的 空间要求设计自己的家具。多功能组合家具,打破 了传统家具约定俗成的状态,具备了自由、灵活、 多变,可以被再次创造的模块组合系统。平时占用 的空间小,需要时可以按照自己的意愿或需求进行 折叠、旋转、组合等方式进行重新组装。
生产工艺流程简述 本项目采用“电石入水法”生产溶解乙炔,其主要原料为电石和水。 (1)电石破碎 人工将电石库内的大块电石破碎成50-200mm的电石。 (2)乙炔发生 将破碎好的电石人工运至发生器间,通过电动葫芦将电石提升至3.5米平台上,采取电石入水的方式进行生产操作。电石和水在乙炔发生器内进行水解反应,生成乙炔气和氢氧化钙(熟石灰)并释放出热量。 粗乙炔气体由发生器顶部逸出,经喷淋预冷器及正、反水封进入乙炔气柜中。电石渣浆流入渣浆槽,发生器的反应过程如下: 主反应: CaC2+2H2O→Ca(OH)2+C2H2+130kJ/mol 副反应: CaO+ H2O→Ca(OH)2 +63.6kJ/mol CaS+ 2H2O→Ca(OH)2 +H2S Ca3P2+ 6H2O→3Ca(OH)2 +2PH3 Ca3N2+ 6H2O→3Ca(OH)2 +2NH3 Ca3Si+ 4H2O→2Ca(OH)2 +SiH4
Ca3As2+ 6H2O→3Ca(OH)2 +2AsH3 (3)乙炔净化、中和、气水分离 从气柜中出来的乙炔气经过一清塔、二清塔,然后进入中和塔。因电石中含有少量的硫、磷,所以粗乙炔气体中含有少量的H2S、PH3,须在装瓶之前进入清净塔加以净化。在清净塔与含有效氯0.085~0.12%的次氯酸钠溶液直接接触反应,以脱除粗乙炔气中的磷、硫杂质。由清净塔顶排出气体进入中和塔与塔顶喷入的 10~15%液碱中和反应后,经气水分离器除去气相中水分,使纯度98.0%以上的精乙炔气送压缩系统。工艺反应式如下: 4NaClO+H2S→H2SO4+4NaCl 4NaClO+PH3→H3PO4+4NaCl 反应生产的酸,再用10~15%的碱液中和,其反应式为: 2NaOH+ H2SO4→Na2SO4+2H2O 3NaOH+ H3PO4→Na3PO4+3H2O 2NaOH+ CO2→Na2CO3+H2O (4)压缩、油水分离、干燥 净化的乙炔气经低压水封进入压缩机,本工段选用2Z-1.5/25型乙炔压缩机,采用分子筛高压干燥装置。压缩至2.4MPa,温度35℃左右,经高压油分离器油水分离后,进入高压干燥器干燥,送乙炔灌瓶架灌装。 (5)灌装
椅子设计说明 该椅子是由大芯板的材料做成的,椅子整体呈中心对称图形。适合中等身材的人坐入。 椅背构造元素简洁明快,从一些卡通画米老鼠的耳朵提取来,卡通化而又不失大雅。椅子的把手是通过一些躺着的休闲旧式椅的把手改造而来,同时采用了榫卯结构,让其牢固。 让其惊喜的是,椅子下面还有一个脚垫,舒适而符合正常的人体功能。此外,在椅子的下面还有一个推拉式的抽屉,可以当储物用,方便而又节省空间。 椅子整体造型大方而不呆板,实用而又充满韵律之美,是休闲和家居的理想装饰品。 1、从功能上:该椅子功能多样,可放置在家庭或其它室内场所,可单坐,还可当储物抽屉用。
2、从美观上:视觉效果与环境协调,椅子整体呈中心对称形,造型创意突出。 3、从实用上:坐起来舒适,使人有放松感。 4、从材料上:没有使用有毒或有害材料,使用大芯板,易于清洁,结构坚固可靠。 5、从颜色上:选用了奶黄的木质颜色,之所以选这款颜色,是因为不喜欢大红大绿很张扬的颜色,喜欢清淡的颜色,而奶黄色也正好与自己设计的椅子很协调。 通过这次实践课,我学到了很多东西,学会了榫卯的一些结构的制作,有些榫卯结构可以让家具更牢固,甚至更节省钉子,节省材料。在这次做椅子的过程中,曾经纠结椅子的靠背不牢固,因为用钉的话,害怕两个板之间会不结实,因此用了榫卯结构,然后又打的钉,这样椅子的靠背就与椅面很牢固的结合在一起了。同样,椅子的把手也是采用榫卯结构让其牢固。其实,椅子的脚垫和抽屉是在6楼熬夜加的,因为那个椅子已经成形了,在那天,我们11个人在熬夜,已经23点多了,回宿舍也是进不去了。因此,在6楼的实验室里,我又开始添加一些椅子更多的功能,就在前面加上了脚垫,加上了脚垫后,椅子内部,也就是椅子的下面显空了,所以为了节省空间,提高椅子的美观性,就在椅子下加了个抽屉,可以储物用,椅子的功能更多了。在做椅子抽屉的过程中,抽屉做大了一点,装不进去,然后我就一点一点的打磨,直到能装进去为止。这样一次一次的实践,让我明白好的作品需要不断的修改。其实,当老师布置要弄个一比一大的椅子时,我是蛮畏惧的,因为那些机器我玩不了,还有,一些材料也要自己买,去了3次材料市场,去了之后,才知道自己懂得很少,原来材料也有很多讲究。在制作椅子的过程中,我乐在其中,原来我也可以当个小木匠,从用那个大的机器锯大芯板到用那个常用的机器割小板,再打磨,钻孔,每一件都乐在其中。虽然我个不高、力气不大,但是还是一步一步做过来了,这次实践课让我意识到也许在未来的实习过程中,或许更艰难,但是,那有怎么样,我需要慢慢的体会设计的乐趣,经历过了就是一种美,当自己再次回忆时,原来我那么坚强,慢慢回味时也是一种幸福。
5万吨/年PVC车间乙炔发生工段工艺流程设计 目录 前言 (1) 一、设计背景 (1) (一)乙炔概述 (1) 1、乙炔在水中的溶解度 (2) 2、原料特性 (2) 3、化学性质 (3) 4、产品的主要用途 (3) 二、设计内容 (4) (一)设计思路 (4) (二)工艺流程选择 (4) 1、湿法乙炔发生 (4) 2、干法乙炔发生 (5) 3、工艺方案的选择 (5) 4、湿法乙炔生产原理及工艺流程设计 (5) (五)工艺流程图 (6) (三)生产流程说明 (7) 1、发生 (7) 2、冷却与调节 (7) 3、次氯酸钠的配制 (8) 4、清净 (8) 5、碱洗和干燥 (8) (四)乙炔发生工段工艺计算 (8) 1、物料衡算 (8) (六)三废处理 (12) 1、废渣 (12) 2、废气 (12)
3、废水 (13) 三、设计总结 (13) 参考文献 (14)
前言 聚氯乙烯PVC是由氯乙烯单体VC均聚或与其他多种单体共聚而制得的合成树脂聚氯乙烯再配以增塑剂稳定剂高分子改性剂填料偶联剂和加工助剂经过提炼塑化成型加工成各种材料当前PVC生产面临着严重的挑战比如生态环境的保护潜在替代品的市场竞争资源的进一步优化配置能量的合理充分利用生产过程的优化和高效率化生产和使用效率的提高应用技术和市场开拓等都在不同程度上影响着PVC的进一步发展在上述问题上仍有大量工作要做对生态环境安全的配套助剂环境保护技术包括PVC废弃物的回收再利用和处理等方面更需要花大力气加以研究。 一、设计背景 (一)乙炔概述 (1)产品名称:乙炔 (2)分子式:C2H2,分子量26.04 (3)产品说明:工业电石乙炔中因含有杂质磷化氢等而有特殊臭味。在温度-836℃和0.1MPa压力下,乙炔变为无色易流动的液体。当温度继续下降即成为白雪状物质;在0℃和01MPa压力下1L液态时,乙炔可得3825L气态。 (4)物理性质 ①在标准大气压下乙炔密度 表1 在不同温度下乙炔的密度 表2 不同温度下乙炔热熔粘度导热系数
FROM PAPER TO CORRUGATED BOARD Basic raw materials - The types of paper used in the production of corrugated are specific grades called "Linerboard" and "Fluting Medium". - The adhesive that is applied to the tips of the flutes is starch that usually originates from products of natural origin, the most common being maize (corn). The corrugator machine: - A corrugator is a set of machines in line, designed to bring together three, five or seven sheets of paper to form a single-, double- or triple-wall board. This operation is achieved in a continuous process. - The reels of paper are fed into the corrugator; the paper is conditioned with heat and steam and fed between large corrugating rolls that give the paper its fluted shape in the Single Facer. Starch is applied to the tips of the flutes on one side and the inner liner is glued to the fluting. The corrugated fluting medium - with one liner attached to it - is called single-face web, and travels along the machine towards the Double Backer where the single-face web meets the outer liner and forms corrugated board. The corrugated board is then cut and stacked. The main parts of a corrugator are the splicer and reel stand: These are the machines that feed the paper rolls into the corrugator and enable rolls to be changed without interrupting the production of corrugated board. The single facer: This machine transforms the paper into a series of connected arches, called " flutes," thanks to the corrugating rolls that are large cylinders with a corrugated profile. If the flute profile has to be changed, then the corrugating rolls need to be changed. The double backer: It glues the outer liner to the fluting to obtain single-, double- or triple-wall board. The single-face web is pre- heated; starch is applied to the tips of the flutes. The outer liner is then bonded to the single-face web to form corrugated board. It is a complex operation that requires great expertise in the pre-heating, moisture control, and gluing processes.
乙炔发生工艺流程及注意事项 1.1工艺流程简述 经过工厂初步破碎后的合格电石(粒径≤50mm),由工厂送入原料电石贮槽,经电动振动给料机将电石均匀地送入电石高效细碎机进行电石的再破碎,破碎后的电石自流进入斗式提升机,提升至电石振动筛进行筛分处理,合格粒径的电石进入成品电石贮槽后经螺旋输送机入成品电石提升机,通过斗式提升机送至电石 一、二等级加料斗备用。电石振动筛筛分处理的粒径不合格的电石通过输送管进 入电石高效细碎机进行再破碎。 来自电石破碎系统经破碎、筛分处理的合格电石进入电石加料斗,通过双螺旋电石给料机将合格电石均匀地送入干式乙炔发生器,双螺旋电石给料机送来的电石从发生器侧面分别进入发生器的一、二层。在发生器搅拌和相应的水喷射作用下,乙炔气体逸出,从发生器下部乙炔气出口排出,进入除尘冷却塔进行除尘和冷却处理。电石进入发生器一、二层后经搅拌从发生器中心孔下落至第三层,再经过搅拌从发生器三层层板的外周下落至发生器第四层层板,在第四层搅拌的作用下,四层层板上的电石从第四层层板中心孔落下至第五层,如此循环运动,最后电石灰渣从第十层中心孔排出,通过渣排出机的作用,电石渣被送入电石渣输送机,通过斗式提升机送入电石渣贮槽。根据工厂电石渣用途,作输送或外运处理。 来自乙炔发生器的乙炔气通过自压进入除尘冷却塔进行除尘和冷却,除尘冷却塔除尘洗涤水是通过喷淋水泵经喷淋水冷却系统冷却后循环进入喷淋冷却塔进行洗涤冷却的,喷淋冷却塔顶部喷淋水可以是来自清净工序的次氯酸钠废水。 出除尘冷却塔的洗涤水,通过自流进入沉降池,清液通过冷却系统冷却后经喷淋水泵进入除尘冷却塔进行除尘和冷却喷淋。沉降池沉积的电石渣送入压滤系统处理,压滤系统所产清液送入清液池。 发生水来自上水,通过发生水贮槽、发生水泵送入发生器。 出除尘冷却塔的乙炔气经冷却后直接进入正水封送往下工序。
纸箱厂工艺流程 一(公司简介 联营纸箱厂前身是一间国有企业,现在是私企,拥有员工80多人。公司的经营范围:瓦楞纸板、纸箱、纸盒。 二(工艺流程 去到联营纸箱厂,先是纸板车间主任向我介绍制造纸板的工艺流程。其实,以前我对纸板一无所知的。当车间主任向我介绍的时候,我是认真的听着,做着笔记。可是,在我的脑海里还是没有一点概念。什么“大坑”,“小坑”,“电脑横切刀”,我通通都不懂,就是觉得很陌生、复杂。当车间主任领着我去生产车间,再一次向我讲解的时候,我才对整个生产流程有一个总体的概念。这间企业的纸板生产线只有一条,是流水线生产的。瓦楞纸板机由多种机台组成的。其设备大体如下:1.单体机部分(制造单面瓦楞纸板的设备)包括退纸装置,预热器,预处理器,单面机,输送架;2.双面机部分(成型三层、五层瓦楞纸板的设备)包括退纸装置,制动器,三联预热器,上胶器,烘干装置和冷却装置,帆布输送带;3.切断部分(按要求将瓦楞纸板加工成一定规格的设备)包括电脑横切刀,输送及堆叠机。卷筒纸经过压楞、涂胶、粘合、加压、烘干、连续生产并切成需要的瓦楞纸板。 这个纸箱厂主要是生产单面瓦楞纸板,三层瓦楞纸板,五层瓦楞纸板。制造瓦楞芯纸,采用瓦楞原纸。制造面、芯、里纸采用牛皮箱板纸。瓦楞纸板是由面纸和瓦楞芯纸多层粘合而结成的。单面瓦楞纸板是由一张面纸和一张瓦楞芯纸粘合而成。三层瓦楞纸板是在一张瓦楞芯纸两面各粘一张箱板而合成的。而五层瓦楞纸板由面、里、芯三张和两张瓦楞芯纸粘合而成。我觉得制造生产五层瓦楞纸板比较有代表性,下面就介绍五层瓦楞纸板的生产过程。下面是对生产五层瓦楞纸板所画的工艺流程图
首先将五个卷筒原纸按一定方向放在退纸架上,各纸幅分别经预热器预热,使其表面受热,以利于粘合。瓦楞原纸在送入单面机之前先经预处理器预热,调节纸的含水量和熨平纸幅。随后,瓦楞原纸便进入单面机进行压楞,涂粘合剂并与面纸粘合成单面瓦楞纸板。单面瓦楞纸板制成后被提升输送器分别送上天桥输送架,经制动器进入三联预热器。接着两种单面瓦楞纸板分别送入上胶机进入上胶机进行涂胶,里纸则再一次预热,然后三者一起进入双面机组的烘干设备进行粘合烘干。纸板经热粘合再冷却,使其所含水分蒸发出来。纸板在输送带上冷却后,经电脑横切刀按一定规格对纸板作横向切断,最后经输送带送到堆叠机并将其堆积整齐。 其实,制造瓦楞纸板是一个很复杂的,有很多学问。在制造的过程中,有很多因素要考虑。生产时要求瓦楞原纸、温度、粘合剂、速度等同步进行。若有一个环节失控,将不可避免会发生质量问题。如果粘合剂配比不当,楞辊、压力辊和热辊温度不够会造成瓦楞纸板起泡、 胶脱或粘合不良。因为我只实践了几天,所以对制造纸板的了解比较肤浅,只是有一个总体的认识。 介绍完瓦楞纸板,下面介绍纸箱的工艺流程图。
江苏师范大学机电工程学院 《产品设计Ⅱ》 期末考核作业 班级 10机31 姓名李泽宇 学号 10293016 任课教师李永锋 2013年5月13日
《产品设计Ⅱ》期末考核作业评分
目录 1设计前言 (4) 2设计调查 (5) 3设计构思 (18) 4方案论证 (20) 5设计展板 (22) 6设计分析 (23) 7设计评价 (23)
1设计前言 产品设计的课程已经结束,这个考核作业是结合《产品设计Ⅱ》的课程内容,围绕“我最喜爱的大学生生活用品”进行的产品设计。这次我所选择的是对日常生活中的椅子进行的设计。 椅子被称为它的古老和简单,虽然许多世纪以来,是一个普通使用状态。椅子是存在的,因为至少在早王朝时期。他们用布或皮革覆盖,木雕,均远低于今天的椅子,椅子座位有时高仅25厘米。在古埃及的椅子似乎已经极大的丰富和辉煌。老式乌木和象牙雕刻和镀金的木材,他们覆盖着昂贵的材料,华丽的图案和腿的野兽或俘虏的数字后,表示支持。一般来说,排名越高的个人,,更高,更华丽的是他坐过的椅子上,更大的荣誉。在国家重要场合法老坐在宝座上,往往与它前面的一个小脚凳。 据文籍记载,椅子的名称始见于唐代,而椅子的形象则要上溯到汉魏时传入北方的胡床。敦煌285窟壁画就有 椅子[1] 两人分坐在椅子上的图像;257窟壁画中有坐方凳和交叉腿长凳的妇女;龙门莲花洞石雕中有坐圆凳妇女。这些图像生动地再现了南北朝时期椅、凳在仕宦贵族家庭中的使用情况。尽管当时的坐具已具备了椅子、凳子的形状,但因其时没有椅、凳的称谓,人们还习惯称之为“胡床”,在寺庙内,常用于坐禅,故又称禅床。唐代以后,椅子的使用逐渐增多,椅子的名称也被广泛使用,才从床的品类中分离出来。因此,论及椅、凳的起源,必须从汉魏时的胡床谈起。 椅始源于晋魏和隋朝,初名为胡床或马扎,直至唐明宗时期开始形成有靠背的椅子,到宋代出现交椅,是至高无上权力的象征。
彩箱生产工艺流程 用作运输包装的瓦楞纸箱于1907年出现于美国,在第一次世界大战期间,木箱运输包装占80%,瓦楞纸箱仅占20%。到第二次世界大战期间瓦楞纸箱已占80%,成为最重要的运输包装容器。2006年,中国包装工业总值约3500亿元,纸制品占59%。 纸箱可用来包装食品、饮料、家用电器、医药、日用/化妆品、机电等产品。 1、纸箱包装的优点: 重量轻、成本低、容易加工、便于储存和运输、结构合理 2、纸箱包装的不足 强度有局限性、防潮性差 3、纸箱的组成 3.1纸箱由箱纸板和瓦楞纸组成 3.2纸的主要技术指标:定量(克重)、紧度、耐破指数(kPa.m2/g)、环压指数(N.m/g)等,这些指标反映了原纸的物理性能。 3.3瓦楞纸板的楞型 瓦楞高度以及每300mm长度上的瓦楞数称为瓦楞纸板的楞型。楞型实际是对瓦楞尺寸的有关规定。常用的楞型有:A瓦(型)、B瓦(型)、C瓦(型)、E 瓦(型),随着瓦楞辊制作技术及包装业的发展,一些更小的如F、G、N、O等楞型也随之出现。 愣型愣高愣数(个/300mm) A 4.5~5 32±2 C 3.5~4 40±2 B 2.5~3 50±2 E 1.1~2 96±2
单面纸板 (一平一瓦) 4.1瓦楞纸板的制作 现行的瓦楞纸板一般是由瓦楞生产线制作而成,在一些小型生产厂中,对一些质量要求不高的纸板,也有使用单面瓦楞机制作出一平一瓦后,再覆面而成单瓦纸板。瓦楞纸板生产线生产出的经纵向压痕切线、横向切断后的纸板一般已具备了箱坯的基本特征:箱坯的长、宽及在纵向的压线。 4.1.1纸板形成的流程: 4.1.2瓦楞纸板生产线的结构(如下图) 主要包括以下部件:a)预热器;b)单面机;c)多重预热器(二重、三重等);d)双面涂胶机;e)粘合烘干机;f)纵切压痕机;g)横切机;h)制糊机;i)蒸汽加热系统;j)电气控制系统 4.2印刷 4.2.1印刷方式分类 印刷是将所需的文字、图案及其它信息“印”至箱体的表面,印刷的方式按不同的分类原则而不同。在瓦楞纸箱行业中,如按使用的油墨来分有水性(水性油墨)印刷、油性油墨印刷;按使用的印刷版材来分有丝网印刷(对纸箱印刷来说目前基本已淘汰)橡胶版印刷、树脂版印刷、胶版印刷,胶版及树脂版均为凸片印刷(相对的另一类为凹版印刷);按印版所处的位置来分可分为上印式和下印式。 4.2.2印刷机的印刷原理 印刷机是利用橡胶辊(均墨辊)将油墨槽中油墨传递至印刷滚筒上的印版上,从而将所需的文字或图案及其他信息印刷至纸箱或面纸表面。 粘 合 瓦楞原纸 箱板纸(里) 瓦楞辊轧制瓦楞 箱板纸(面) 瓦楞纸板纵切横切纸板(堆码)
电石法氯乙烯乙炔生产工艺(全版) 生产原理 电石水解反应原理 CaC2+2H2O→Ca(OH)2+C2H2+130KJ/mol(31kcal/mol) 由于工业电石含有大量杂质,CaC2在水解反应的同时,还进行一些副反应,生成相应的杂质气体,其反应式如下: CaO+2H2O→Ca(OH)2+63.6kJ/mol CaS+2H2O→Ca(OH)2+H2S↑ Ca3P2+6H2O→3Ca(OH)2+2PH3↑ Ca3N2+6H2O→3Ca(OH)2+2NH3↑ Ca2Si+4H2O→2Ca(OH)2+SiH4↑ Ca3As2+6H2O→3Ca(OH)2+2AsH3↑ 清净原理: 上述水解反应中,生成的粗乙炔气中含有硫化氢、磷化氢等杂质气体,在清净时主要进行如下 化反应. H2S+4NaClO→H2SO4+4NaCl PH3+4NaClO→H3PO4+4NaCl SiH4+4NaClO→SiO2+2H2O+4NaCl AsH3+4NaClO→H3AsO4+4NaCl 上述反应生成的H2SO4 、H3PO4等酸类物质,部份夹带于气体中,进入中和塔,在塔内与氢氧化钠进行中和反应,主要的反应式如下: H3PO4+3Na OH→Na3PO4+3H2O H2SO4+2NaOH→Na2SO4+2H2O 生成的盐类物质溶解于液相中,通过排碱时排放。 工序任务 将破碎好的电石加入发生器内与水发生水解反应,按生产需要,调节电磁振荡器电流,维持气柜高度,生成的粗乙炔气进行冷却、压缩、清净(除去粗乙炔气中的H2S、PH3等杂质),使其纯度达到98%以上,满足合成工序流量要求。 工序岗位职责 熟悉本工序工艺流程,设备结构,物料性能,掌握操作法及基本生产原理,以及安全、消防环境保护要求。严格遵守岗位操作规程、交接班制度、安全生产制度、巡回检查制度、设备维护保养制度。 严格控制各项工艺控制指标,准确及时填写原始记录,做到无漏项,无涂改,无污迹,字体工整(要求用仿宋体)。 八小时工作负责处理和排除各种生产故障,保证实现优质、高产低消耗,同时保证设备卫生清洁和环境卫生。遵守劳动纪律、不串岗、不睡岗、不擅自离岗,有事离岗必须向班长请假。 服从班组长、工段长的领导和分厂、生产调度的指挥,接受安全巡岗检查。 工序原料质量要求 电石 电石质量应符合(表1)要求。 表1电石质量标准 GB/T10655-89 指标名称指标 优级品一级品二级品三级品 发气量,L/Kg
瓦楞纸板生产工艺 一、低碳经济模式与背景 低碳经济是以低能耗、低排放、低污染为基础的经济模式,是人类社会及原始文明、农业文明、工业文明之后的又一大进步。其实质是提高能源利用效率和创建清洁能源结构。核心是技术创新、制度创新和发展观的转变。发展低碳经济是一场涉及生产模式、生活方式、价值观念和国家权益的全球性革命。 “低碳革命”正在成为“工业革命”之后的最迫切需求。 截止2008年2月13日,我国清洁发展机制项目(简称CDM)获得联合国核证减排量达3600多万吨二氧化碳当量,首次超过印度,跃居世界第一位。同时也帮助了我国企业实现可持续发展。向绿色经济、低碳经济转型十分关键。我国企业将要通过能源结构的调整、产业结构的调整以及技术的创新适应低碳经济形势的要求。 面对我国发展低碳经济形势,如何调整产业结构,用低消耗、低排放的节能环保产品和清洁生产方式替代那些高消耗、高排放、高污染的产品和生产方式,是摆在包装行业面前的一个有待解决的课题。 发展低碳经济,是我国经济社会可持续发展的必然选择。这不仅是由我国的基本国情决定的,也是我国发展战略调整中的应有之义。2009年9月22日,胡锦涛总书记在联合国气候变化峰会开幕式上提出,中国2020年单位GDP碳排放强度将比2005年有“显著幅度”降低,不仅表达了中国政府降低碳排放强度的决心,也是发展战略的一种主动调整。 在上述背景下,碳足迹、低碳经济、低碳技术、低碳发展、低碳生活方式、低碳社会、低碳城市、低碳世界等新概念、新政策应运而生。能源、经济,乃至发展观价值观的变革,可能为人类迈向生态文明探索出一条新路。发展低碳经济是一场设计生产方式、生活方式、价值观念、国家权益和人类命运的全球性革命,又是全球经济从高碳能源转向低碳能源的一个必经阶段,与气候变化、能源安全和国际经济竞争力密切相关,面对外部压力和内部需求,中国需要及早走低碳发展之路。 专家认为,向低碳经济转型成为各国应对气候变化、确保能源安全、提升本国在新一轮国际经济竞争中地位的重要手段,中国已利用自己的后发优势,周密筹划发展低碳经济的总体战略,及早有序地推进本国经济向低碳转型。 发展低碳经济,将是我国参与国际行动且符合国情的双赢选择。对于未来国际经济竞争很可能是低碳的竞争,超前部署才能确保在未来经济竞争中赢得先机。 推动发达国家向发展中国家转让温室气体的减排资金和技术。通过气候变化国际合作的新机制,引进、消化、吸收先进适用的低碳技术;参与制定行业能小于碳强度的国际标准、标杆;使我国重点行业、重点领域的低碳技术、设备和产品达到国际先进乃至领先水平。二、发展低碳瓦楞工业是大势所趋与历史必然 在全球气候变暖的情况下,碳排放已经成为全世界所关注的焦点,衡量一家好公司的标准已经不仅仅是成本、服务和质量,对碳排放的考量正成为提升公司品牌形象和单键优势的价值要素之一,而精通碳管理的公司中,也将在未来承担更多社会责任的同时,获得更多的机会和认可。在这个资源建设节约型社会是国家的利用和成本博弈的竞争时代,一个不抓精细化生产的包装企业可能生存五年,但一个不抓节能降耗减排的包装企业恐怕三年都生存不了。创新是行业的生命线,没有创新就没有末来。低炭经济模式有望为造纸行业带来全新发展机遇。 “低碳”经济成为行业发展新方向 包装印刷业作为典型的高污染、高耗能行业,在此低碳风暴的影响下,未来有望进一步改善和升级现有模式,提高行业对资源的利用率,同时又提高了产能与效益,增强企业综合
生产工艺流程简述: 本项目采用“电石入水法”生产溶解乙炔,其主要原料为电石和水。 (1)电石破碎 人工将电石库内的大块电石破碎成50-200mm的电石。 (2)乙炔发生 将破碎好的电石人工运至发生器间,通过电动葫芦将电石提升至3.5米平台上,采取电石入水的方式进行生产操作。电石和水在乙炔发生器内进行水解反应,生成乙炔气和氢氧化钙(熟石灰)并释放出热量。 粗乙炔气体由发生器顶部逸出,经喷淋预冷器及正、反水封进入乙炔气柜中。电石渣浆流入渣浆槽,发生器的反应过程如下: 主反应: CaC2+2H2O→Ca(OH)2+C2H2+130kJ/mol 副反应: CaO+ H2O→Ca(OH)2 +63.6kJ/mol CaS+ 2H2O→Ca(OH)2 +H2S Ca3P2+ 6H2O→3Ca(OH)2 +2PH3 Ca3N2+ 6H2O→3Ca(OH)2 +2NH3 Ca3Si+ 4H2O→2Ca(OH)2 +SiH4 Ca3As2+ 6H2O→3Ca(OH)2 +2AsH3 (3)乙炔净化、中和、气水分离 从气柜中出来的乙炔气经过一清塔、二清塔,然后进入中和塔。因电石中含有少量的硫、磷,所以粗乙炔气体中含有少量的H2S、PH3,须在装瓶之前进入清净塔加以净化。在清净塔与含有效氯0.085~0.12%的次氯酸钠溶液直接接触反应,以脱除粗乙炔气中的磷、硫杂质。由清净塔顶排出气体进入中和塔与塔顶喷入的10~15%液碱中和反应后,经气水分离器除去气相中水分,使纯度98.0%以上的精乙炔气送压缩系统。工艺反应式如下:
4NaClO+H2S→H2SO4+4NaCl 4NaClO+PH3→H3PO4+4NaCl 反应生产的酸,再用10~15%的碱液中和,其反应式为: 2NaOH+ H2SO4→Na2SO4+2H2O 3NaOH+ H3PO4→Na3PO4+3H2O 2NaOH+ CO2→Na2CO3+H2O (4)压缩、油水分离、干燥 净化的乙炔气经低压水封进入压缩机,本工段选用2Z-1.5/25型乙炔压缩机,采用分子筛高压干燥装置。压缩至2.4MPa,温度35℃左右,经高压油分离器油水分离后,进入高压干燥器干燥,送乙炔灌瓶架灌装。 (5)灌装 将压缩后的乙炔气装入有丙酮的乙炔气瓶中,充气速度一次充气<0.6m3/h,二次充气<0.8m3/h,气瓶温度控制在40℃以下,充气重量5-7公斤。充灌时应以冷却水喷淋瓶壁,以移走溶解热。
第三节瓦楞纸板的印刷和后加工工艺 无论使用单台组合机或较先进的联合机组,要将瓦楞纸板制作成不同规格的瓦楞纸箱,不外乎印刷、压线、开槽、切角和接合。也可以是印刷、模切和接合。 单台组合机在瓦楞纸板形成前,已把印制好的面通过胶水仙直接粘全到瓦楞纸上了。所以,它只需要通过分切机、压线机、切角机、钉箱机完成瓦楞纸箱的成型工艺。八十年代起,单机生产工艺中,为了保证瓦楞纸箱的整体质量,提高生产效率,降低消耗;已使用综合分切、压线、开槽、切角等功能为一体的联合机组(如图十七)。逐步淘汰了分切、压线、切角等单机生产设备。 单面机所制成的单面瓦楞,还要通过和单台机组和组合式生产然后才能完成成型工艺。但和单台组合机不同的是,单面机制出的并经单台组合机复全后的瓦楞纸板,可以通过瓦楞纸印刷机或瓦楞纸板印刷开槽机、瓦楞纸板印刷模切机等机组来完成钉箱或接全前的成型工艺。 为瓦楞纸板自动生产线配套的完成成型工艺的设备只有大型的印刷开槽机组或印刷模切机组。 现就这两种设备作简要介绍: 一、印刷开槽机组 该设备由送料、印刷(一次、两次或更鑫)、开槽、压痕、切角、分切、抽废和堆积等部分组成。它的设备结构示意(如图十八)。 现对印刷开槽机组的结构逐项加以说明。
1、送料部分 该部分由扒纸器、进料辊、真空吸附等部分组成。主要是将瓦楞纸板平整、准确地送给印刷系统。 2、印刷部分 该部分由苯胺墨循环系统、调墨橡胶辊、网纹着墨辊、印版辊和各部分间隙调整器组成。间隙调整器的工作状态分别由气动元件、电器元件和机械动作来完成。 目前,瓦楞纸箱生产企业所使用的印刷设备,由于所使用没墨性质不同,设备的结构也不同。使用没性墨的瓦楞纸板印刷机,不但能印制瓦楞纸板,同时也能印制一般纸板。它的着墨系统较苯胺印刷机复杂。亿以印制出的图案文字接近胶印机。使用苯胺墨印刷的设备的特点是由于使用了粘度很小的苯胺墨,故而印刷机墨的传递结构非常简单。 使用苯胺墨印刷瓦楞纸板,易于向瓦楞纸板表面输出墨液,不但破损率低,印制出的图案文字质量出很高。使用这种印刷设备由于在高速印制的过程中,水分的蒸发会引起苯胺墨浓度的变化,亿经要通过不断地调节墨的粘度来调整印刷的色调。 印刷开槽机组使用的印版主要有橡胶版和树脂版。橡胶版因是人工刻制,只能作为普通印刷版使用。而精细的图案文字,就要使用树脂版来印制。 3、压线、开槽、切角、分切部分 该部分主要由上、下滚线轮、上、下开槽刀、上、下切角刀和分切刀等组成。上、下滚线轮主要完成瓦楞纸板的纵压线,上下开槽刀通过上部的凸刀切入下部的凹刀完成瓦楞纸板的开缝;上、下切角刀通过上部的切角刀片和下部的刀垫完成瓦楞纸箱接合处的舌头的成型,分切按规定尺寸进行溜边修整。 在多色印刷机组的印刷与印刷和压线与开槽之间都安装有表面带有网纹的确良、下轮作为传输装置,使瓦楞纸板同步、精确地通过每一道工艺。 4、抽废和堆积部分 该部分主要功能是反开槽、切角、分切下来的纸屑通过管道集中抽出并粉碎,保持了场地的工作环境。堆积部分通过传送带接出印制好的然后再由能上、下调节的输送台板把完成印刷和开槽等工艺的瓦楞纸板堆积在放料架上,进入下道工序。 5、钉箱结合部分 结合部分主要是钉合和粘合两种方法。除了传统的单台钉箱机完成瓦楞纸箱成型的结合外,近年来,国内已开发出自动、半自动钉箱机。根据箱钉排列的开头钉箱设备机头的构造分为单斜钉、双斜钉、单直钉、双直钉,单横钉和双横钉。目前使用双斜钉的较为普遍,因其排列结构增强了瓦楞纸箱的结合强度。钉箱使用的箱钉为带有镀层的低碳钢扁丝。规格分为16#、18#和20#。20#箱钉扁丝订要用于瓦楞纸合的结合。 许多商品使用的瓦楞纸箱和瓦楞纸合,由于直接在商品唾产的工艺流程中进行包装,所以必须使用粘贴结合。有些商品包装同样因其内装商品的要求,也必须使用粘贴结合,国内近年来先后研制并生产了半自
设计报告书格式要求 ●封面 课程名称、课题名称、姓名、学号 ●目录 1 拟定项目,制定计划………………………………… ……………………页码1.1 课题研究背景…………………………………………………………页码 1.2 设计进程计划……………………………………… …………………页码 2 设计调查,寻找问题………………………………………………………页码2.1 消费者因素调查………………………………………………………页码 2.1.1 消费者需求调查…………………………………………………页码 2.1.2 消费者审美倾向调查………………………………………………页码 2.1.3 消费者认知与操作习惯调查………………………………………页码2.2 现有产品调查…………………………………………………………页码 2.1.1 产品市场分布及占有率调查……………………………………… 2.1.2 现有产品语义差异调查……………………………………… 2.1.3 产品结构调查……………………………………… 2.1.4 产品相关技术调查……………………………………… 2.3 社会因素调查……………………………………… 2.3.1 社会经济水平及消费情况调查……………………………………… 2.3.2 地域特点、区域文化对设计的影响因素………………………… 3 分析问题,提出概念…………………………………… 3.1 目标消费群体定位…………………………………… 3.2 典型使用场景定位…………………………………… 3.3 设计风格定位…………………………………… 3.4 产品功能定位……………………………………
乙炔制备生产工艺流程 一、电石破碎系统 散装电石由轮式破碎机(02L0101abc)把粒度小于150mm电石加入电石料斗(02L0102ab)料斗上有160 ×160mm网栅清除大块电石。料斗锥体处有分压装置,减压锥防止料块堆积。电石经振动给料机(02L0103ab)振动落入1#电石带式输送机(02L0104ab)经双轨组合行走架(02L01026ab)上安装的永磁除铁器(02L0105ab)除去矽铁等铁杂质后,进入鄂式破碎机(02L0106ab)把电石块破碎到粒度50-80mm后,再经2#带式输送机(02L0107)送至3#带式输送机(02L0108 ),再经电动双轨组合行走架(02L01027a)上安装的永磁除铁器(02L0209a),进一步除铁后,进入4#电石输送机(02L0110)通过电子皮带称(02L0129a )计量后,由带式输送机卸料小车(02L0111 )并经筒仓进料切断阀(02L0112abcdef )拉进电石筒仓(02L0113abc)。 二、电石上料系统 进入筒仓的电石经筒仓减压锥(02L0114a-abcd,b-abcd,c-abcd)减轻压力后,打开筒仓出料切断阀(02L0115a-abcd,b-abcd,c-abcd)进入电机自动给料机(02L0116,a-abcd,b-abcd,c-abcd)落入5#电石带式输送机(02L0117ab)输送至6#电石带式输送机(02L0118),经双轨组合行走架(02L0127b)安装的永磁除铁器(02L0109b)进一步除铁后,送至7#带
式输送机(02L0119)再经电子皮带秆(02L0129b)检斤后经7#电石带式输送机卸料小车卸料到电石加料斗(02L0121abcdef)中. 三、乙炔发生系统 电石加料斗内电石,经斗内减压锥(02 L012abcdef)及电石加料斗出料切断阀(02L0123abcdef)经电机振动加料机(02L0124abcdef)及电机称量胶带给料机(02L0125abcdef)过称,落入乙炔加料斗(02V0201abcdef)内,打开经过N2置换后的二贮斗活门(02X0201abcdef)的把料加入上贮斗(02V0202abcdef),再经N2置换后,关闭上贮斗排空阀(0204abcdef)及上料斗充N2阀(0201 abcdef)打开下贮斗活门(02X02018hsmlj )把料拉至下贮斗(02V0203abcdef )开动电磁振动加料机(02L0201abcdef)连续把电石加入乙炔发生器(02R0201 abcdef )内,电石在发生器内与水发生反应,生成乙炔气(ACE)经洗泥器(02V0204abcdef)进入正水封(02V0206abcdef)由正水封出来的气体进入冷却塔(02T0201)降温,预清净,进一步脱渣泥后,少部分经(02V0209)阻火器,分离器(02V0210)进入气柜(02V0211)贮存,以备发生系统出现意外,通过逆水封(02V0207abcdef)来维持发生器压力。 四、乙炔清净系统 大部分乙炔气经升压机(02C0301abc)升压后,进入气水分离器(02V0301abc),分离出来的水经过水冷却器(02E0301abc)用循环水 (CWS)冷却后回到乙炔升压机循环使用。从汽水分离器出来的气
原文地址:纸箱生产工艺流程作者:刘唯贞 纸箱生产工艺流程 (2009-12-31 18:26:35) 标签 包装纸箱用途广泛可用来包装食品、饮料、家用电器、医药、日用化妆品、机电等产品 包装纸箱优点 重量轻 三层(单瓦楞)纸板的重量按用纸175/150/150g/m2 计算,约600 g/m2 ,而同样3mm 厚度的木板的重量约为2000 g/m2 ,是纸板的3倍以上。 成本低 其原料为原纸,可用木浆(木材的边角料)、草浆制作,并可方便地回用再利用(无公害)。(环保) 易加工 由于纸张的平整性,决定了其可以方便地进行印刷。 便于储存和运输 由于纸箱能够折叠,在储存与运输时占用的空间很小很方便储存与运输,而这是木材包装、金属包装所不具备的。 结构合理 瓦楞的楞型(U、V、UV)结构大大地提供了纸箱的抗压、耐破能力。 原纸是形成纸板、纸箱产品质量的重要因素之一,是纸板、纸箱组成的主要原料。按用途可分为二大类即箱纸板(GB13024-91)和瓦楞原纸(GB13023-91) 用作瓦楞纸箱的面纸、里纸或中心纸。其质量等级为A、B、C、D。其中A、B、C为挂面纸板。根据纸张的颜色及表面处理方式,又可细分为白版纸与牛皮纸按制造商来分可分为国产纸、进口纸,而进口纸中又可细分美卡、俄卡等。 瓦楞的形状 瓦楞的基本形状有U形和V形,U形的楞峰接近圆形,V] 形的楞峰接近尖形,如下图所示。 a)单瓦楞纸板(三层板)b)双瓦楞纸板(五层板)c)三瓦楞纸板(七层板) 瓦楞纸箱是以箱坯为基础,通过结合、封箱和捆扎而成为箱形结构的。
瓦楞纸板生产线 纸板形成工艺: 瓦楞生产线的结构:瓦线按其最高生产速度可分为中低速(150m/min 以下)、中高速(150m/min以上)。一般一条瓦楞生产线由下列单机和系统组成: a)原纸支架。 作用是支撑原纸,使其可以一定的速度进行生产。目前一般采用的均是液压无轴方式。对先进的瓦线在原纸支架上可带有自动接纸机,保证换纸时的质量及效率。 b)预热器。 对进入瓦楞辊前原纸进行预热,使其便于成型及粘合。 c)单面机。 瓦楞生产线的心脏部件之一,是瓦楞成型的机器,主要零件为瓦楞辊。瓦楞辊的质量及进纸方式(导纸板导纸、真空吸附导纸、正压系统导纸)及单 面机整机精度将决定单面机生产出的一平一瓦的质量。较先进的设备目前可配备瓦辊快换系统,以提高工作效率。 瓦楞辊由上、下瓦楞辊组合将瓦楞原纸压成波形瓦楞纸。瓦楞辊的配合压力(间隙)、平行度、恰当的中高是瓦楞辊工作时的重要技术指标 d)上纸小车。 将原纸自生产现场外部移至原纸支架处的厂内运输设备。 e)输送过桥。 也称天桥。其作用是匹配各单面机生产出的单面纸板,并对单面纸板作初步固化。 f)多重预热器(二重、三重等)。 对从单机输出的单面纸板进行预热,以利于以下的涂胶及粘合,并保持纸板适当的干燥度。 j )双面涂胶机。 对单面瓦楞另一楞峰进行上胶,使得瓦楞得以粘合。主要部件有上胶辊和均胶辊。 h)粘合烘干机。 经上胶后的纸板需在一定的温度、压力及一定的时间内进行固化目前压载系统主要有以下三种方式:一是重力辊压载,二是压力板压载,三是气囊压载。除压载方式外,本系统另一主要部件是输送皮带,输送皮带的质量(导热性、透气性等)对纸板的质量也有较大的影响,主要有国产(如沈阳兴中)及进口输送带。 i)纵切压痕机。