PE管道焊接(热熔)工艺指导书为了保证PE管道连接接口焊接质量,熔接完毕后应对接口质量进行检查,但目前尚无一种方便、可靠、有效的非破坏性检测手段用于实际工程的接口检查,在现状况下,只能凭借对接时形成的焊环(焊口)呈形状况判断熔接接口质量,热熔对接接口应具有外观成形均匀,焊环圆滑对称(即翻边呈形)。焊环应具有对称性和对正性,现根据常用的SH系列的PE 管道热熔焊机试验,编制PE100/SDR11及PE100/SDR17.6系列PE管道的焊接工艺参数。
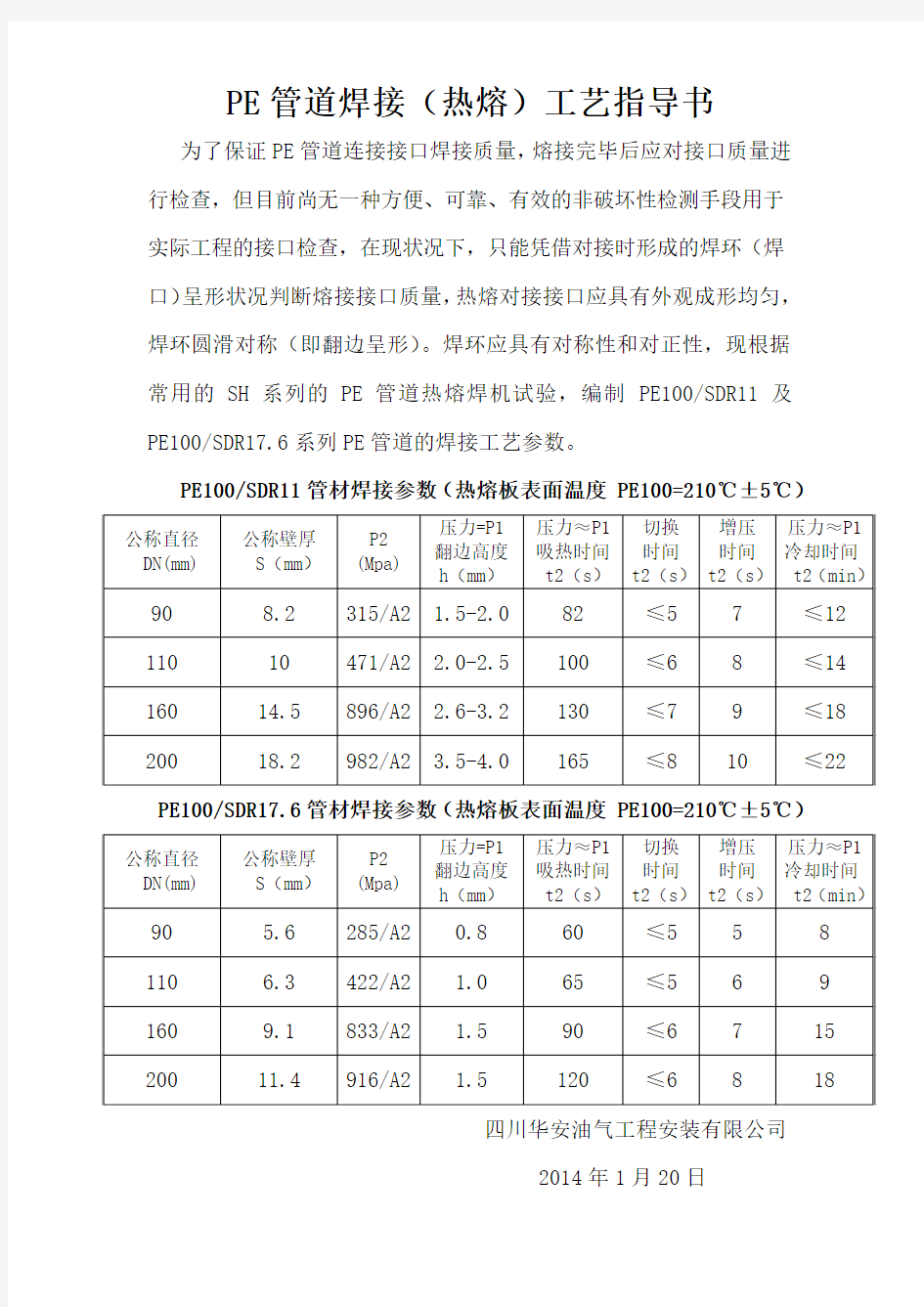
PE100/SDR11管材焊接参数(热熔板表面温度 PE100=210℃±5℃)
PE100=210℃±5℃)
PE100/SDR17.6管材焊接参数(热熔板表面温度
2014年1月20日