EDM-1高级火花机油
产品简介:
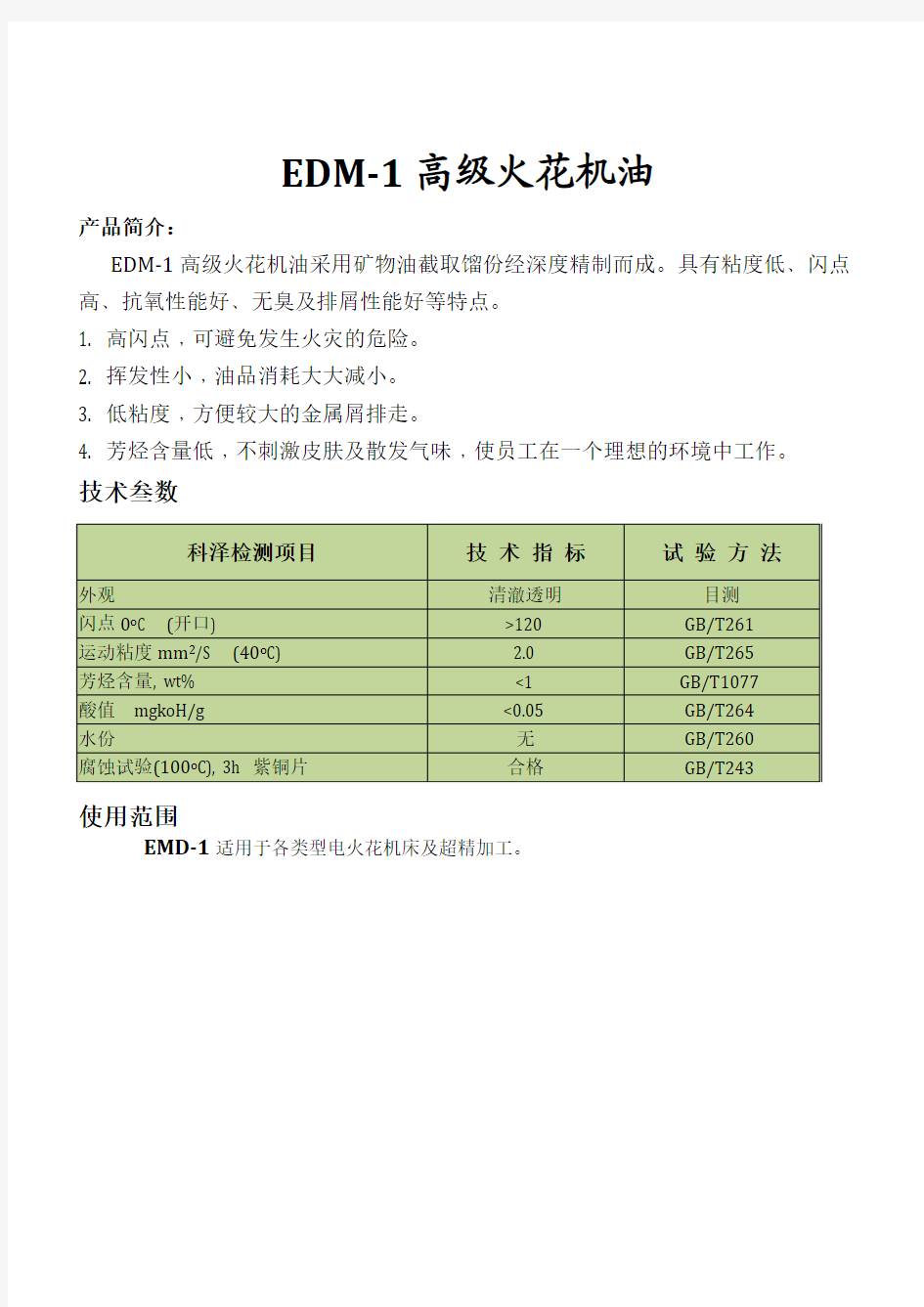
EDM-1高级火花机油采用矿物油截取馏份经深度精制而成。具有粘度低﹑闪点高﹑抗氧性能好﹑无臭及排屑性能好等特点。
1. 高闪点﹐可避免发生火灾的危险。
2. 挥发性小﹐油品消耗大大减小。
3. 低粘度﹐方便较大的金属屑排走。
4. 芳烃含量低﹐不刺激皮肤及散发气味﹐使员工在一个理想的环境中工作。
技术叁数
使用范围
EMD-1适用于各类型电火花机床及超精加工。
《先进制造技术》课程学习报告 题目:电火花加工技术概述 专业:机械类 姓名:喻娇艳 年级:2013级 班级:机械类 1306 班 学号:201303164193 武汉科技大学机械自动化学院 2016年 6月 10日
电火花加工技术概述 喻娇艳 (武汉科技大学机械自动化学院, 湖北 ,武汉) (13 级机械类专业,学号 201303164193 ) 摘要:电火花加工( Electrospark Machining )在日本和欧美又称为放电加工( Electrical Discharge Machining, 简称EDM) ,是一种直接利用电能和热能进行加工的新工艺,本文从电火花加工的 研究现状、基本原理、发展前景等三方面加以论述关键词:电火花加工的研究现状基本原理 . 发展前景 Summarize of Electrospark Machining Technique YU Jiao-yan (College of Machinery and Automation, WuHan University of Science and Technology, HuBei WuHan 430074) Abstract : Electrospark Machining Technique is also called Electrical Discharge Machining(EDM) in Japan and Occident,it ’s a new technology of machining using electrical and heat energy directly.This article discusses it in addition in three aspects including it ’s research status,fundamental principle,future prospects,etc. Keywords: Research status;Fundamental principle; Future prospects 1、前言 从前苏联科学院拉扎连柯夫妇在1943 年研制出世界上第一台实用化电火花加工装置以 来,电火花加工已有 70 多年的历史 ,发展速度是惊人的 ,目前已广泛应用于机械、宇航、航空、电子、电机、仪器仪表、汽车、轻工等行业,它不仅是一种有效的机械加工手段,而且已经成为在某些场合不可替代的加工方法.例如 ,在解决难、硬材料及复杂零件的加工问题时,应用电火花加工技术十分有效 . 据统计 ,目前电火花加工机床的市场占有率已占世界机床市场的6%以上 .而且随着科学技术的不断发展 ,现代制造技术极其相关技术为电火花技术的发展提供了良好机遇.柔性制造、人工智能技术、网络技术、敏捷制造、虚拟制造和绿色制造等现代制造技术正逐渐渗透到电 火花加工技术中来 ,给电火花加工技术的发展带来了新的生机.近年来 ,国内外很多研究机构对电火花加工技术进行了大量的研究,并且在许多方面取得了显著进展[1-5]. 2、电火花加工技术的研究现状 经过60 多年的发展,电火花加工技术已日趋完善.2011年第十二届中国国际展览会 上 ,40余家国内外特种设备生产商携机参展.在高速铣削技术日趋成熟且飞速发展的今天,包
电火花加工 一、加工费用:电火花加工的费用计算方法与其它机加工方法是相似的,一般是按小时来计算加工费的。时间可以按从调平工件开始到完成加工为止来计算,也可以按自动加工的时间累加时间来计算。每小时的加工费用,可以按照[(电极设计费+电极加工费+机器折旧费+人工费+电费+期望的利润值)*(1+税率)]来计算。当然,加工后工件的表面粗糙度和精度是每小时加工费用的重要参考指标,工件在加工后表面粗糙度越小、精度越高,则每小时加工费越高。 电火花加工需要丰富的经验,用合适的加工方式、到位的粗加工和半精加工、以及用高效的精加工条件一次性地完成图纸的要求,是获取低成本电火花加工的决定因素。 机床的精度、电极的精度以及电极的损耗程度是电火花加工精度的决定因素。
二、电火花加工 目录 发明与发展 工作原理 分类 使用说明 电火花加工特点 电火花加工的特点如下: 简介 发明与发展 工作原理 分类 使用说明 电火花加工特点 电火花加工的特点如下: 简介 电火花加工是利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,又称放电加工或电蚀加工,英文简称EDM。 发明与发展 由苏联学者发明 1943年,苏联学者拉扎连科夫妇研究发明电火花加工,之后随着脉冲电源和控制系统的改进,而迅速发展起来。最初使用的脉冲电源是简单的电阻-电容回路。
50年代初 改进为电阻-电感-电容等回路。同时,还采用脉冲发电机之类的所谓长脉冲电源,使蚀除效率提高,工具电极相对损耗降低。 随后又出现了大功率电子管、闸流管等高频脉冲电源,使在同样表面粗糙度条件下的生产率得以提高。 60年代中期 出现了晶体管和可控硅脉冲电源,提高了能源利用效率和降低了工具电极损耗,并扩大了粗精加工的可调范围。 70年代 出现了高低压复合脉冲、多回路脉冲、等幅脉冲和可调波形脉冲等电源,在加工表面粗糙度、加工精度和降低工具电极损耗等方面又有了新的进展。在控制系统方面,从最初简单地保持放电间隙,控制工具电极的进退,逐步发展到利用微型计算机,对电参数和非电参数等各种因素进行适时控制。 电火花加工 工作原理 进行电火花加工时,工具电极和工件分别接脉冲电源的两极,并浸入工作液中,或将工作液充入放电间隙。通过间隙自动控制系统控制工具电极向工件进给,当两电极间的间隙达到一定距离时,两电极上施加的脉冲电压将工作液击穿,产生火花放电。 电火花加工 在放电的微细通道中瞬时集中大量的热能,温度可高达一万摄氏度以上,压力也有急剧变化,从而使这一点工作表面局部微量的金属材料立刻熔化、
电火花加工工艺 1. 常用工件金属材料 1.1 钢的名称、牌号及用途 普通碳素结构钢:用于一般机器零件,常用的牌号有 A1~A7,代号 A 后的数字愈大,钢的抗拉强度愈高而塑性愈低。 优质碳素结构钢:用于较高要求的机械零件。常用牌号有钢 10~钢 70。钢 15(15 号钢)的平均含碳量为 0.15%,钢 40 为 0.40%,含碳量愈高,强度、硬度也愈高,但愈脆。 合金结构钢:广泛用于各种重要机械的重要零件。常用的有 20Cr、40Cr(作齿轮、轴、杆)、18CrMnTi、38CrMoAlA(重要齿轮、渗氮零件)及 65Mn(弹簧钢)。前边的数字 20 表示平均含碳量为 0.20%,38 表示 0.38%。末尾的 A 表示高级优质钢。中间的合金元素化学符号含义为:Mn 锰、Si硅、Cr 铬、W 钨、Mo 钼、Ti 钛、AL 铝、Co 钴、Ni 镍、Nb 铌、B 硼、V 钒。 碳素工具钢:因含碳量高,硬而耐磨,常用作工具、模具等。碳素工具钢牌号前加 T 字,以此和结构钢有所区别。牌号后的 A 表示高级优质钢。常用的有 T7、T7A、T8、T8A (13) T13A等。 合金工具钢:牌号意义与合金结构钢相同,只是前面含碳量的数字是以 0.10%为单位(含碳量较高)。例如 9CrSi 中平均含碳量为 0.90%。常用作模具的有 CrWMn、Cr12MoV(作冷冲模用)、5CrMnMo(作热压模用)。 1.2 铸铁的名称、牌号及用途 灰口铸铁:牌号中以灰、铁二字的汉语拼音第一字母为首,后面第一组数字为最低抗拉强度,第二组数字为最低抗弯强度。常用的有 HT10-26,HT15-33,HT20-40,HT30-54,HT40-68 等,用以铸造盖、轮、架、箱体等。 球墨铸铁:比灰口铸铁强度高而脆性小,常用的牌号有 QT45-0,QT50-1.5,QT60-2 等。第一组数字为最低抗拉强度,最后的数字为最低延伸率%。 可锻铸铁:强度和韧性更高,有 KT30-6,KT35-10 等,牌号意义同上。 1.3 有色金属及其合金 铜及铜合金:纯铜又称紫铜,有良好的导电性和导热性、耐腐蚀性和塑性。电火花加工中广泛作为电极材料,加工稳定而电极损耗小。牌号有 T1~T4(数字愈小愈纯)。铜合金主要有黄铜(含锌),常用牌号有 H59、H62、H80 等。黄铜电极加工时特别稳定,但电极损耗很大。 铝及铝合金:纯铝的牌号有 L1~L6(数字愈小愈纯)。铝合金主要为硬铝,牌号有 LY11~LY13,用作板材、型材、线材等。 1.4 粉末冶金材料 最常用的是硬质合金,具有极高的硬度和耐磨性,广泛用作工具及模具。由于其成分不同而分为钨钴类和钨钛类两大类硬质合金。
电火花加工工艺 模具制造行业中,电火花加工是一种很很普通和极重要的加工方法之一:其加工原理是电极(阳极)进入钢件(阴极)成型的一个过程.为了提高具制作效率和加工质量,火花加工工艺越需要规范化,合理化. 一.放电加工的工艺流程. 1).仔细审图,确定加工方向,加工尺寸. 2).去除工件,铜公毛刺,清洁磁台,以便找数的准确性,确保加工出来之产品误差减小到最小.. 3).装夹并校正工件,铜公,并找出加工坐标. 4).根据加工工位的实际情况,合理地选用各参数,以便达到最好的加工效果和最快的加工效率.[下载自管理资源吧] 5)根据加工工位的排渣的难易度选择冲油方,式切忌过猛和逆向冲油,否则会导致积碳的产生而损坏工件和过猛冲油引起放电不均而使工件深度不一. 6).放前可模拟试放一次,可确认现加工中的坐标是否与图纸要求的数据相符,尽早地发现由于错误加工带来不必要的损失.当确定准确无误,方可开始放电加工. 7).开始放电之后,还应检查各参数设定是否合理,可根据加工情况修改不合理之参数,以达到最好的加工效果. 8).开始放电之后,要保证勤巡加工,确保加工中出现的不良状况能得到实时解决. 9).当工件加工完之后,仔细检查加工形状,加工尺寸是否与要求相符,确保加工出来之工件质量无误. 二.放电参数的主要攻能及它的设定选择: 1).电流:(又叫低压电流)它主要决定加工速度和表面精细度,设定值愈大,加工速度愈快,表面粗细度就愈精;反之,则速度慢,表面精细度愈细.当加工时,可根据放电的余量和铜公的数量(一般可粗,中,精三种,特殊则只为一个粗或一个精公),以及加工的实际情况来设定所需之电流.在允许范围内,书量用到偏大范围,这样可保证加工效率. 2).放电幅:由于机床的不同,它分为分段式和直接输入式两种.总之,它所表示的设定值愈小,表示放电频率高,加工物表面精细度愈细,电极消耗愈大;反之放电频率低,加工物表面粗细度愈粗,电极消耗愈小.可根据实际情况配合电流的大小使用,设定电幅时,选择放电时间长短,与电流配合可决定工件表面粗细度.电极消耗,加工速度,在同一电流放电时,放电时间愈短,表面精度愈佳.但电极消耗较大,放电时间长,表面精度愈粗.但电极消耗较大,低消耗加工时,放电时间
兰州理工大学机电工程学院 《特种加工》专题论文 ——电火花加工技术 专 业____________ 班 级____________ 姓 名____________ 学 号____________ 指导老师____________ 10机械工程及其自动化 机电(3)班 刘晓军 10610011 宁会峰
摘要:电火花加工的原理是基于工具和工件之间脉冲性放电时的电腐现象来蚀除多余的金属,以达到对零件的尺寸、形状及表面质量预定的加工要求。电火花加工主要优点是适合于难切削材料,可以加工特殊及复杂形状的零件。电火花加工主要用于加工金属等导电材料,但在一定条件下也可以加工半导体和非导体材料。由于电火花加工具有许多传统切削加工所无法比拟的优点,因此其应用领域日益扩大。 关键字:电火花加工不接触加工电蚀加工 第一章电火花加工技术的产生与发展 一、电火花加工的概念 电火花加工是利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除多余的金属,以达到对零件的尺寸、形状及表面质量的加工要求的特种加工方法,又称放电加工或电蚀加工,英文简称EDM【1】。 二、电火花加工技术的产生背景【2】 提到电火花加工,我们首先就会想到特种加工技术。特种加工技术有别于传统的机械加工,他的产生不是偶然的。第二次世界大战后,特别是进入20世纪50年代以来,随着现代科学技术的发展,各个行业,尤其是国防工业部门,要求尖端科技产品向高精度、高速度、大功率、小型化方向发展,以及在高温、高压、重载荷或腐蚀环境下长期可靠的工作。为了适应这些要求,各种新结构、新材料和复杂形状的精密零件大量出现,其结构和形状越来越复杂,材料的性能越来越强韧,对精度要求越来越高,对
按工具电极和工件相对运动的方式和用途的不同,大致可分为电火花穿孔成形加工、电火花线切割、电火花磨削和镗磨、电火花同步共轭回转加工、电火花高速小孔加工、电火花表面强化与刻字六大类。前五类属电火花成形、尺寸加工,是用于改变零件形状或尺寸的加工方法;后者则属表面加工方法,用于改善或改变零件表面性质。以上以电火花穿孔成形加工和电火花线切割应用最为广泛。下表所列为总的分类情况及各类加工方法的主要特点和用途。电火花加工工艺方法分类 类别工艺方法特点用途备注 1 电火花穿孔成形加工 (1)、工具和工件间主要只有一个相对的伺服进给运动 (2)、工具为成形电极、与被加工表面有相同的截面和相应的形状 3.穿孔加工:加工各种冲模、挤压模、粉末冶金模、各种异形孔及微孔等 4.型腔加工:加工各类型腔模及各种复杂的型腔零件 5.约占电火花机床总数的30%,典型机床有D7125,D7140等电火花穿孔成形机床 2 电火花线切割加工 (1)、工具电极为顺电极丝轴线垂直移动着的线状电极 (2)、工具与工件在两个水平方向同时有相对伺服进给运动 3、切割各种冲模和具有直纹面的零件 4 、下料、截割和窄缝加工 5.约占电火花机床总数的60%,典型机床有DK7725,DK7740数控电火花线切割机床 3 电火花内孔、外圆和成形磨削 1、工具与工件有相对的旋转运动 2、工具与工件间有径向和轴向的进给运动 3、加工高精度、表面粗糙度值小的小孔,如拉丝模、挤压模、微型轴承内环、钻套等 4、加工外圆、小模数滚刀等 5.约占电火花机床总数的3%,典型机床有D6310电火花小孔内圆磨床等 4 电火花同步共轭回转加工 1、成形工具与工件均作旋转运动,但二者角速度相等或成整数倍,相对应接近的放电点可有切向相对运动速度 2、工具相对工件可作纵、横向进给运动 3.以同步回转、展成回转、倍角速度回转等不同方式,加工各种复杂型面的零件,如高精度的异形齿轮,精密螺纹环规,高精度、高对称度、表面粗糙度值小的内、外回转体表面等 4.约占电火花机床总数不足1%,典型机床有JN-2,JN-8内外螺纹加工机床 5 电火花高速小孔加工 1、采用细管(>Φ0.3mm)电极,管内冲入高压水基工作液 2、细管电极旋转 3、穿孔速度很高(30~60mm/min) 5、线切割穿丝预孔 6、深径比很大的小孔,如喷嘴等 7.约占电火花机床总数的2%,典型机床有D703G电火花高速小孔加工机床 6 电火花表面强化、刻字 1、工具在工件表面上振动,在空气中放火花 2、工具相对工件移动 3、模具刃口,刀、量具刃口表面强化和镀覆 4、电火花刻字、打印记