CNCA-C11-11:2014 强制性产品认证实施规则 汽车燃油箱
- 格式:pdf
- 大小:356.84 KB
- 文档页数:19
编号:CNCA-C11-11:2014 强制性产品认证实施规则汽车燃油箱2014-08-21发布2015-01-01实施中国国家认证认可监督管理委员会发布目录0 引言 (1)1 适用范围 (1)2 认证依据标准 (1)3 认证模式 (1)4 认证单元划分 (2)5 认证委托 (2)5.1 认证委托的提出与受理 (2)5.2 申请资料 (2)5.3 实施安排 (3)6 认证实施 (3)6.1 型式试验 (3)6.2 初始工厂检查 (4)6.3 认证评价与决定 (5)6.4 认证时限 (5)6.5 已停产车型维修部件 (6)7 获证后监督 (6)7.1 获证后的跟踪检查 (6)7.2 生产现场抽取样品检测或者检查 (6)7.3 市场抽样检测或者检查 (7)7.4 获证后监督的频次和时间 (7)7.5 获证后监督的记录 (7)7.6 获证后监督结果的评价 (7)8 认证证书 (7)8.1 认证证书的保持 (7)8.2 认证证书的内容 (8)8.3 认证证书的变更 (8)8.4 认证证书的注销、暂停和撤销 (8)8.5 认证证书的使用 (8)9 认证标志 (9)9.1 准许使用的标志式样 (9)9.2 使用要求 (9)10 收费 (9)11 认证责任 (9)12 认证实施细则 (10)附件1:汽车燃油箱产品描述 (11)附件2:生产一致性要求 (12)附件3:已停产车型售后维修备件的认证实施 (17)0 引言本规则基于汽车燃油箱产品的安全风险和认证风险制定,规定了汽车燃油箱实施强制性产品认证的基本原则和要求。
本规则与国家认监委发布的《强制性产品认证实施规则生产企业分类管理、认证模式选择与确定》、《强制性产品认证实施规则生产企业检测资源及其他认证结果的利用》、《强制性产品认证实施规则工厂检查通用要求》等通用实施规则配套使用。
认证机构应依据通用实施规则和本规则要求编制认证实施细则,并配套通用实施规则和本规则共同实施。
关于改革调整强制性产品认证目录及实施方式的公告2018年第11号为深化强制性产品认证制度改革,强化市场主体责任,进一步降低制度性交易成本,根据《国务院关于加强质量认证体系建设促进全面质量管理的意见》(国发〔2018〕3号),现对强制性产品认证目录及实施方式做出如下改革调整:一、对部分产品不再实施强制性产品认证管理自本公告发布之日起,对部分产品(见附件1)不再实施强制性产品认证管理,其指定认证机构应注销已出具的强制性产品认证证书。
国家认监委注销相关认证机构和实验室所涉及的强制性产品认证指定业务范围。
二、对部分产品增加自我声明评价方式自2018年10月1日起,对部分产品(见附件2)增加自我声明评价方式。
相关企业可选择由指定认证机构按既有方式进行认证,也可依据《强制性产品认证自我声明实施规则》(见附件3),采用自我声明方式证明产品能够持续符合强制性产品认证要求,并完成产品符合性信息报送。
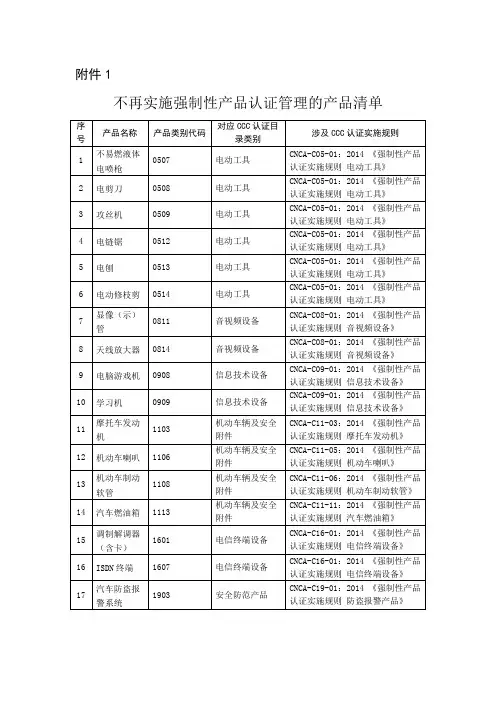
市场监管总局国家认监委2018年6月11日附件1:不再实施强制性产品认证管理的产品清单(2018年第11号)不易燃液体电喷枪0507电动工具CNCA-C05-01:2014 《强制性产品认证实施规则电动工具》电剪刀0508电动工具CNCA-C05-01:2014 《强制性产品认证实施规则电动工具》攻丝机0509电动工具CNCA-C05-01:2014 《强制性产品认证实施规则电动工具》电链锯0512电动工具CNCA-C05-01:2014 《强制性产品认证实施规则电动工具》电刨0513电动工具CNCA-C05-01:2014 《强制性产品认证实施规则电动工具》电动修枝剪0514电动工具CNCA-C05-01:2014 《强制性产品认证实施规则电动工具》显像(示)管0811音视频设备CNCA-C08-01:2014 《强制性产品认证实施规则音视频设备》天线放大器0814音视频设备CNCA-C08-01:2014 《强制性产品认证实施规则音视频设备》电脑游戏机0908信息技术设备CNCA-C09-01:2014 《强制性产品认证实施规则信息技术设备》学习机0909信息技术设备CNCA-C09-01:2014 《强制性产品认证实施规则信息技术设备》摩托车发动机1103机动车辆及安全附件CNCA-C11-03:2014 《强制性产品认证实施规则摩托车发动机》机动车喇叭1106机动车辆及安全附件CNCA-C11-05:2014 《强制性产品认证实施规则机动车喇叭》机动车制动软管1108机动车辆及安全附件CNCA-C11-06:2014 《强制性产品认证实施规则机动车制动软管》汽车燃油箱1113机动车辆及安全附件CNCA-C11-11:2014 《强制性产品认证实施规则汽车燃油箱》调制解调器(含卡)1601电信终端设备CNCA-C16-01:2014 《强制性产品认证实施规则电信终端设备》ISDN终端1607电信终端设备CNCA-C16-01:2014 《强制性产品认证实施规则电信终端设备》汽车防盗报警系统1903安全防范产品CNCA-C19-01:2014 《强制性产品认证实施规则防盗报警产品》无线局域网产品2001~2006、2011~2043、2090无线局域网产品CNCA-C20-01:2007 《强制性产品认证实施规则无线局域网产品》混凝土防冻剂2103装饰装修产品CNCA-C21-01:2014 《强制性产品认证实施规则装饰装修产品》插头插座(工业用)0203电路开关及保护或连接用电器装置CNCA-C02-01:2014 《强制性产品认证实施规则电路开关及保护或连接用电器装置(电气附件)》器具耦合器(工业用)0203电路开关及保护或连接用电器装置CNCA-C02-01:2014 《强制性产品认证实施规则电路开关及保护或连接用电器装置(电气附件)》建筑工地用成套设备(ACS)0301低压电器CNCA-C03-01:2014 《强制性产品认证实施规则低压成套开关设备》公用电网动力配电成套设备0301低压电器CNCA-C03-01:2014 《强制性产品认证实施规则低压成套开关设备》可燃气体报警产品1801消防产品CNCA-C18-01:2014 《强制性产品认证实施规则火灾报警产品》电气火灾监控系统1801消防产品CNCA-C18-01:2014 《强制性产品认证实施规则火灾报警产品》气溶胶灭火装置1812消防产品CNCA-C18-03:2014 《强制性产品认证实施规则灭火设备产品》注:未标注序号的产品在CCC产品目录中属于1种产品下的部分产品。
汽车产品一致性控制要求Ø零部件目录调整,或转为自我声明,并没有免除汽车产品对零部件控制的要求,主机厂仍需对产品质量进行控制;Ø不再实施CCC认证零部件有汽车内饰件、汽车门锁及门保持件、机动车回复反射器、机动车喇叭、机动车制动软管、汽车燃油箱、摩托车发动机;Ø转为自我声明B的产品有汽车安全带、机动车外部照明及光信号装置、机动车间接视野装置、汽车座椅及座椅头枕、车身反光标识、汽车行驶记录仪、汽车安全玻璃;Ø根据CNCA-C11-01:2014《强制性产品认证实施规则 汽车》仍然以上产品有相关控制要求。
关于调出CCC目录零部件的控制Ø根据44号公告,内饰/门锁及门保持件产品不再实施CCC认证业务,汽车申报企业需要在控制方式上进行变更,我公司已发布相关自愿性实施规则。
序号产品名称不再实施CCC认证的业务新推出的CCAP标志认证业务产品类别号涉及的实施规则实施规则1汽车内饰件1111CNCA-C11-09:2014 《强制性产品认证实施规则汽车内饰件》CCAP-GZ-5101:2019 《机动车辆产品CCAP标志认证实施规则汽车内饰件》2汽车门锁及门保持件1112CNCA-C11-10:2014 《强制性产品认证实施规则汽车门锁及门保持件》CCAP-GZ-6105:2019 《机动车辆产品CCAP标志认证实施规则汽车门锁及门保持件》CNCA-C11-01:2014参数表9.10.7大项要求填写内饰件的燃烧特性,包含用于车顶内衬的材料、用于后围和侧围的材料、用于地板的材料、用于座椅蒙皮的材料、用于加热管和通风管的材料、用于行李架的材料、门内护板、用于其它方面的材料等项目。
Ø门锁及门保持件CNCA-C11-01:2014参数表C9.3.3.0.1/C9.3.3.0.2大项要求填写门锁及门保持件的相关信息Ø参数表填写要求•未调出目录前,仅需填写产品型号、生产厂名称、CCC证书编号;•调出目录后,如已取得自愿性证书,填写方式不变,仅需要将CCC证书编号替换为自愿性证书编号即可,认可自愿性认证结论(自愿性实施规则要求不低于我公司规则要求条件下)•如未取得自愿性证书,所有参数都需要填写,如内饰件的基本材料名称、复合材料层数、图层型式、最大厚度、最小厚度等信息。
编号:CQC-C1101-2014 强制性产品认证实施细则汽车2014年12月30日发布2015年01月01日实施中国质量认证中心前言本细则依据《强制性产品认证实施规则汽车》(CNCA-C11-01:2014)及相关通用实施规则《强制性产品认证实施规则生产企业分类管理、认证模式选择与确定》(CNCA-00C-003)、《强制性产品认证实施规则生产企业检测资源及其他认证结果的利用》(CNCA-00C-004)、《强制性产品认证实施规则工厂质量保证能力要求》(CNCA-00C-005)、《强制性产品认证实施规则工厂检查通用要求》(CNCA-00C-006)制定,由中国质量认证中心发布,版权归中国质量认证中心所有,任何组织及个人未经中国质量认证中心许可,不得以任何形式全部或部分使用。
制定单位:中国质量认证中心目录1 引言 (1)2 术语和定义 (1)3 认证依据标准 (1)4生产企业分类原则 (2)5认证模式 (3)6认证流程及时限要求 (4)6.1认证流程 (4)6.2认证时限 (5)7申请车型系列、单元、型号的划分 (6)8认证委托资料及相关要求 (6)8.1委托和受理 (6)8.1.1不受理情形 (6)8.2申请资料 (7)9认证实施 (7)9.1型式试验 (7)9.1.1型式试验样品要求 (7)9.1.2型式试验项目及要求 (8)9.1.3型式试验的实施 (8)9.1.4型式试验报告 (9)9.2初始工厂审查要求 (9)9.2.1量产车工厂审查 (10)9.2.1.1生产一致性控制计划审查 (10)9.2.1.2生产一致性工厂现场审查 (10)9.2.2非量产车工厂审查 (11)9.2.2.1工厂质量保证能力和生产条件审查 (12)9.2.2.2产品一致性现场抽样检测或检查 (12)9.2.3初始工厂审查时对相关认证结果的采用 (12)9.2.4工厂审查结论 (13)9.2.4.1工厂检查结论和不符合项分类 (13)9.2.4.2工厂检查结论判定条件 (13)9.3认证评价与决定 (14)10获证后监督 (15)10.1获证后的监督方式的选择 (15)10.1获证后的跟踪检查 (16)10.1.1获证后的跟踪检查原则 (16)10.1.2获证后的跟踪检查内容 (16)10.2生产现场抽取样品检测或者检查 (16)10.2.1生产现场抽取样品检测或者检查原则 (16)10.2.2生产现场抽取样品检测或者检查内容 (17)10.3市场抽样检测或者检查 (17)10.3.1市场抽样检测或者检查原则 (17)10.3.2市场抽样检测或者检查内容 (17)10.4获证后监督频次 (18)10.5获证后监督的记录 (18)10.6获证后监督结果的评价 (18)11.利用生产企业资源实施检测的要求及其他认证结果的利用 (18)11.1工厂资源利用 (19)11.1.1TMP方式 (19)11.1.2WMT方式 (19)11.1.3检测资源利用的申请与评定 (20)11.1.4实施要求 (21)11.2其他认证结果利用 (21)11.2.1 适用范围 (21)11.2.1.1 产品认证 (21)11.2.1.2 体系认证 (21)11.2.2实施要求 (21)11.2.3 收费 (21)12乘用车企业平均燃料消耗量报告 (22)13认证证书 (22)13.1认证证书的保持 (22)13.2认证证书的内容 (23)13.3认证证书(含标准换版)的变更 (23)13.4认证证书的暂停、注销和撤销 (24)13.5认证证书的使用 (24)14认证标志及车辆一致性证书 (24)14.1认证标志 (24)14.2车辆一致性证书 (24)15收费 (25)16与技术争议、投诉、申诉相关的流程及时限要求 (25)附件1型式试验项目及依据标准 (26)附件2:汽车产品强制性认证所需资料 (45)附录1:生产一致性控制计划及其执行报告 (47)附录2 :非量产改装车认证模式确认的声明 (52)附件3:改装汽车产品技术判定条件 (53)附件4:非量产改装车和特种作业车型生产一致性审查要求 (55)附件5 车辆一致性证书 (59)1 引言汽车实施细则(以下简称实施细则)是依据《强制性产品认证实施规则汽车》(CNCA-C11-01:2014)(以下简称产品实施规则)的要求编制,作为产品实施规则的配套文件,与产品实施规则共同使用。
附件1
汽车CCC认证规则(CNCA-C11-01:2014)
调整内
一、认证模式
(一)量产车企业质量保证能力和产品一致性检查按照生产一致性审查方式进行;
(二)非量产车企业在质量保证能力和产品一致性检查基础上增加生产现场或口岸现场抽样检测或者检查的方式进行。
平行进口汽车①一般情况下属于非量产车。
注①:平行进口汽车是指在汽车生产厂商授权销售体系之外,由除总经销商以外的其他进口商从境外进口的汽车,与国内授权经销商渠道“平行”。
平行进口汽车相比一般进口渠道并非专为我国市场定制,进入国内市场时往往需要根据国家标准进行符合性整改。
(三)单车认证:100%检验。
适用于因特殊用途或因特殊原因①而未获得强制性产品认证的小批量用于生产和生活消费的进口产品。
由认证机构根据国家相关政策和规定制定相应的实施细则。
注:①特殊用途或因特殊原因的适用范围为反恐安全、抢险救灾、应急指挥、体育竞技、道路试验、国家重大生产建设项目
和最终用户使用(商务部门进口许可证上列明的进口目的或使用用途须为单位或个人自用)。
二、单元划分
增加:采用单车认证模式申请的产品不进行单元划分,以型号和具体车辆识别代号为单位颁发证书,一车一证。
三、型式试验项目及要求
增加:单车CCC认证检测项目
单车CCC认证检测项目。

附件1:
机动车辆及安全附件类强制性产品认证
实施规则调整对照表
号装置
CNCA-02C-058:2005 汽车外部照明及光信号装置产
品
CNCA-02C-065:2005 摩托车外部照明及光信号装置
CNCA-C11-08:2014 机动车辆间接视野装置CNCA-02C-059:2005 汽车后视镜CNCA-02C-064:2005 摩托车后视镜
CNCA-C11-09:2014 汽车内饰件CNCA-02C-060:2005 汽车内饰件产品-内饰材料
CNCA-C11-10:2014 汽车门锁及门保持件CNCA-02C-061:2005 汽车门锁及车门保持件产品-门
锁及门铰链
CNCA-C11-11:2014 汽车燃油箱CNCA-02C-062:2005 汽车燃油箱产品-汽车油箱
CNCA-C11-12:2014 汽车座椅及座椅头枕CNCA-02C-063:2005 汽车座椅及座椅头枕产品-座椅
及头枕
CNCA-C11-13:2014 车身反光标识CNCA-02C-067:2005 车身反光标识CNCA-C11-14:2014 汽车行驶记录仪CNCA-02C-066:2005 汽车行驶记录仪注:汽车(消防车)的新版规则暂缓发布及实施。
附件2:机动车辆类(汽车产品)强制性认证实施规则(编号:CNCA—02C—023:2002/A2)原实施规则(CNCA—02C—023:2002)附件3中检测项目和检测依据修改为:1.标记汽车和挂车的标记应符合GB 7258—2004《机动车运行安全技术条件》的第4.1条要求,其中车架上的整车型号和出厂编号可由VIN替代,标牌上必须标注整车型号;汽车基本车和挂车必须有VIN,VIN应符合GB 16735-2004《道路车辆车辆识别代号(VIN)位置与固定》及GB 16737-2004 《道路车辆世界制造厂识别代号(WMI)》。
2.尺寸、轴荷和质量2.1 外廓尺寸、轴荷和质量汽车和挂车的外廓尺寸、轴荷和质量应符合GB 1589—2004《汽车外廓尺寸限界》的要求。
当车辆满载且外后视镜底边的离地高度小于等于1800mm时,外后视镜的外伸量应符合GB 15084—1994《汽车后视镜的性能和安装要求》的要求。
2.2 后悬汽车和挂车的后悬应符合GB 7258—2004《机动车运行安全技术条件》的第4.3条要求。
3.侧倾稳定角汽车和挂车的侧倾稳定角应符合GB 7258—2004《机动车运行安全技术条件》的第4.7.1条要求。
4.转向装置汽车的转向装置应符合GB 17675—1999《汽车转向系基本要求》的要求,其中3.5、3.11~3.13条暂不做检测。
5.制动装置汽车和挂车的制动装置应符合GB 12676—1999《汽车制动系结构、性能和试验方法》的要求,其中M类和N类汽车的检测项目、要求、方法见表1;O类挂车只进行结构检查,其结构应符合第4.2、4.3条要求。
汽车和挂车防抱死制动系统(ABS)性能应符合GB/T 13594-2003《机动车和挂车防抱制动性能和试验方法》要求。
注:表中项目按标准要求的实施日期执行。
6.制动软管6.1 液压制动软管汽车和挂车的液压制动软管应符合GB 16897—1997《制动软管》的5.2.1~5.2.3、5.2.6条的要求。
编号:CNCA-C11-09:2014 强制性产品认证实施规则汽车内饰件2014-08-21发布2015-01-01实施中国国家认证认可监督管理委员会发布目录0 引言 (1)1 适用范围 (1)2 认证依据标准 (1)3 认证模式 (1)4 认证单元划分 (2)5 认证委托 (2)5.1 认证委托的提出与受理 (2)5.2 申请资料 (3)5.3 实施安排 (3)6 认证实施 (3)6.1 型式试验 (3)6.2 初始工厂检查 (4)6.3 认证评价与决定 (6)6.4 认证时限 (6)6.5 已停产车型维修部件 (6)7 获证后监督 (6)7.1 获证后的跟踪检查 (6)7.2 生产现场抽取样品检测或者检查 (7)7.3 市场抽样检测或者检查 (7)7.4 获证后监督的频次和时间 (7)7.5 获证后监督的记录 (7)7.6 获证后监督结果的评价 (8)8 认证证书 (8)8.1 认证证书的保持 (8)8.2 认证证书的内容 (8)8.3 认证证书的变更 (8)8.4 认证证书的注销、暂停和撤销 (9)8.5 认证证书的使用 (9)9 认证标志 (9)9.1 准许使用的标志式样 (9)9.2 使用要求 (9)10 收费 (10)11 认证责任 (10)12 认证实施细则 (10)附件1:汽车内饰件产品描述 (11)附件2:生产一致性要求 (12)附件3:已停产车型售后维修备件的认证实施 (17)0 引言本规则基于汽车内饰件产品的安全风险和认证风险制定,规定了汽车内饰件实施强制性产品认证的基本原则和要求。
本规则与国家认监委发布的《强制性产品认证实施规则生产企业分类管理、认证模式选择与确定》、《强制性产品认证实施规则生产企业检测资源及其他认证结果的利用》、《强制性产品认证实施规则工厂检查通用要求》等通用实施规则配套使用。
认证机构应依据通用实施规则和本规则要求编制认证实施细则,并配套通用实施规则和本规则共同实施。
或验证程序目录1.0 目的2.0 适用范围3.0 职责4.0 定义5.0 程序6.0 相关文件7.0 相关记录受控状态: 发放号:本文件挂在公司网页上的版本为受控版本,一经打印,则是非受控版本,仅作为参考或验证程序1.0 目的对公司生产的燃油箱产品的例行检验或确认检验的具体内容进行定义,并明确相应的工作流程。
2.0 适用范围适用于公司生产的所有燃油箱产品。
3.0 职责质量部负责燃油箱产品的例行检验及记录管理。
工程部负责燃油箱产品的确认检验及报告管理。
4.0 定义:无5.0 程序5.1 例行检验例行检验是在生产的最终阶段对生产线上的产品进行的100%检验,通常检验后,除包装和加贴标签外,不再进一步加工。
汽车燃油箱产品的例行检验项目为:外观质量和燃油箱箱体密封性。
质量部负责确认例行检验的所有项目,频次,内容,方法等,可以使用按照质量体系标准-TS16949制定的相关内容和信息。
所有的检验记录按照质量记录程序的要求进行妥善的保管。
5.2 确认检验确认检验是为验证产品持续符合标准要求进行的抽样检验。
本文件挂在公司网页上的版本为受控版本,一经打印,则是非受控版本,仅作为参考或验证程序公司应该按照GB18296-2001《汽车燃油箱安全性能要求和试验方法》的要求,定期地进行确认检验,频次为1次/年,具体检验内容见下表:工程部应该保管相应的确认检验报告。
6.0相关文件《机动车辆产品强制性认证实施规则》GB18296-2001《汽车燃油箱安全性能要求和试验方法》7.0相关记录无本文件挂在公司网页上的版本为受控版本,一经打印,则是非受控版本,仅作为参考。
机动车辆产品强制性认证实施规则——汽车燃油箱产品1. 适用范围本规则适用于以汽油、柴油为燃料的M类和N类汽车的金属燃油箱和塑料燃油箱产品。
2. 认证模式型式试验+初始工厂审查+获证后监督3. 认证的基本环节3.1认证的委托和受理3.2型式试验3.3初始工厂审查3.4认证结果评价与批准3.5获证后监督4. 认证实施的基本要求4.1认证的委托和受理4.1.1认证的单元划分同一生产厂生产的且在以下主要方面无差异的汽车燃油箱产品视为同一单元:1)燃油箱体的材料(金属、塑料);2)燃油箱基本结构、形状和固定方式;3)燃油箱加工工艺;4)燃油箱额定容量:按额定容量<95L和额定容量≥95L划分。
4.1.2认证委托时需提交的文件资料见附件1.4.2 型式试验4.2.1型式试验的送样4.2.1.1型式试验送样的原则认证单元中只有一个型号的,送本型号的样品。
以多于一个型号的产品为同一认证单元委托认证时,应由认证机构从中选取具有代表性的一个型号,其他型号需要时作差异试验。
4.2.1.2送样数量对于金属材料燃油箱,每种样品送燃油箱及附件3套;对于塑料燃油箱,每种样品送燃油箱及附件5套。
同时提供用于实车安装状态的支架(燃油箱直接与车身连接,应提供与燃油箱相连的切割车身底板)和紧固附件各1套,如无法提供实车安装支架和底板,可提供模拟安装支架,但必须经检测机构认可。
4.2.1.3型式试验样品及相关资料的处置型式试验后,应以适当的方式处置已经确认合格的样品和相关资料。
4.2.2检测标准、项目及依据检测项目和检测依据见附件2.4.3 初始工厂审查4.3.1初始工厂审查时间一般情况下,型式试验合格后,进行初始工厂审查。
初始工厂审查时间根据委托认证产品的单元及覆盖产品型号数量确定,并适当考虑工厂的生产规模,一般每个加工场所为2至6个人日。
4.3.2 审查内容工厂审查的内容为工厂质量保证能力审查和产品一致性检查。
4.3.2.1 工厂质量保证能力审查《强制性认证工厂质量保证能力要求》(见附件3)为本规则覆盖产品初始工厂质量保证能力审查的基本要求。
强制性产品认证实施规则汇总(更新日期:2018年9月)序号编号版本通用规则名称1 CNCA-00C-001 2008 《强制性产品认证证书注销、暂停、撤销实施规则》2 CNCA-00C-002 2009 《强制性产品认证实施规则中涉及ODM模式的补充规定》3 CNCA-00C-003 2013 《强制性产品认证实施规则生产企业分类管理、认证模式选择与确定》4 CNCA-00C-004 2013 《强制性产品认证实施规则生产企业检测资源及其他认证结果的利用》5 CNCA-00C-005 2014 《强制性产品认证实施规则工厂质量保证能力要求》6 CNCA-00C-006 2014 《强制性产品认证实施规则工厂检查通用要求》7 CNCA-00C-007 2014 《强制性产品认证实施规则信息报送、传递和公开》序号编号版本产品规则名称1 CNCA-C01-01 2014 《电线电缆》2 CNCA-C02-01 2014 《电路开关及保护或连接用电器装置(电器附件)》3 CNCA-C03-01 2014 《低压成套开关设备》4 CNCA-C03-02 2014 《低压元器件》5 CNCA-C04-01 2014 《小功率电动机》6 CNCA-C05-01 2014 《电动工具》7 CNCA-C06-01 2014 《电焊机》8 CNCA-C07-01 2017 《家用和类似用途设备》9 CNCA-C08-01 2014 《音视频设备》10 CNCA-C09-01 2014 《信息技术设备》11 CNCA-C10-01 2014 《照明电器》12 CNCA-C11-01 2014 《汽车》13 CNCA-C11-01/A1 2014 《汽车(消防车)》14 CNCA-C11-02 2014 《摩托车》15 CNCA-C11-03 2014 《摩托车发动机》16 CNCA-C11-04 2014 《汽车安全带》17 CNCA-C11-05 2014 《机动车喇叭》18 CNCA-C11-06 2014 《机动车制动软管》19 CNCA-C11-07 2014 《机动车外部照明及光信号装置》20 CNCA-C11-08 2014 《机动车辆间接视野装置》21 CNCA-C11-09 2014 《汽车内饰件》22 CNCA-C11-10 2014 《汽车门锁及门保持件》23 CNCA-C11-11 2014 《汽车燃油箱》24 CNCA-C11-12 2014 《汽车座椅及座椅头枕》25 CNCA-C11-13 2014 《车身反光标识》26 CNCA-C11-14 2014 《汽车行驶记录仪》27 CNCA-C12-01 2014 《机动车辆轮胎》28 CNCA-C11-15 2017 《强制性产品认证实施规则摩托车乘员头盔》29 CNCA-C11-16 2018 《强制性产品认证实施规则电动自行车》30 CNCA-C13-01 2014 《安全玻璃》31 CNCA-C14-01 2014 《农机产品》32 CNCA-C16-01 2014 《电信终端设备》33 CNCA-C18-01 2014 《火灾报警设备》34 CNCA-C18-02 2014 《火灾防护产品》35 CNCA-C18-03 2014 《灭火设备产品》36 CNCA-C18-04 2014 《消防装备产品》37 CNCA-C19-01 2014 《防盗报警产品》38 CNCA-C19-02 2014 《安防实体防护产品》39 CNCA-C21-01 2014 《装饰装修产品》40 CNCA-13C-068 2010 《童车类产品强制性认证实施规则》41 CNCA-13C-069 2010 《电玩具类产品强制性认证实施规则》42 CNCA-13C-070 2010 《塑胶玩具类产品强制性认证实施规则》43 CNCA-13C-071 2010 《金属玩具类产品强制性认证实施规则》44 CNCA-13C-072 2010 《弹射玩具类产品强制性认证实施规则》45 CNCA-13C-073 2010 《娃娃玩具类产品强制性认证实施规则》46 CNCA-C22-03 2014 《机动车儿童乘员用约束系统》。
强制性产品认证实施规则(汽车)目录0引言 (1)1适用范围 (1)2术语和定义 (2)3认证依据标准 (3)4认证模式 (4)5认证单元划分 (5)6认证委托 (5)7认证实施 (6)8获证后监督 (12)9认证证书 (16)10认证标志及车辆一致性证书 (19)11 收费 (19)12认证责任 (19)13认证实施细则 (20)附件1 认证项目及要求 (21)附件1-1 型式试验项目及依据标准 (21)附件1-2 平行进口汽车型式试验 (43)附件1-3 单车认证检测项目及依据标准 (44)附件1-4 环境保护自我承诺方式实施程序 (54)附件1 附录A 乘用车企业平均燃料消耗量与新能源汽车积分并行管理实施程序 (56)附件2 认证实施 (57)附件2-1 汽车设计鉴定实施程序 (57)附件2-2 新技术产品认证实施程序 (59)附件3 车型系列、单元、型号的划分依据 (62)附件4 认证所需资料 (67)附件4 附录A 车辆结构及技术参数 (69)附件4 附录B 单车认证车辆结构及技术参数表 (142)附件5 送样要求及样品明细 (145)附件6 工厂检查要求 (156)附件6 附录A 车辆结构及技术参数一致性审查 (163)附件7 非量产车产品一致性核查检测项目 (165)附件8 车辆一致性证书 (169)附件8 附录A 汽车产品车辆一致性技术参数项目 (178)附件8 附录B M1、M1G 类完整单阶段车辆一致性技术参数式样 (185)0引言本规则基于汽车产品的安全风险和认证风险制定,规定了包含对其适用范围内的所有车辆实施强制性认证的基本原则和要求,其目的是保证认证车辆持续符合法律、法规及标准要求。
本规则与认监委发布的《强制性产品认证实施规则生产企业分类管理、认证模式选择与确定》、《强制性产品认证实施规则生产企业检测资源及其他认证结果的利用》、《强制性产品认证实施规则工厂检查通用要求》等通用实施规则配套使用。
最新强制性产品认证目录及实施规则汇总一、电线电缆(4种)1.电线组件2.交流额定电压3kV及以下铁路机车车辆用电线电缆3.额定电压450/750V及以下橡皮绝缘电线电缆4.额定电压450/750 V及以下聚氯乙烯绝缘电线电缆二、电路开关及保护或连接用电器装置装(6种)1.插头插座(家用、工业用和类似用途)2.家用和类似用途固定式电气装置的开关3.器具耦合器(家用和类似用途、工业用)4.热熔断体5.家用和类似用途固定式电气装置电器附件外壳6.小型熔断器的管状熔断体三、低压电器(9种)1.漏电保护器2.断路器(含RCCB、RCBO、MCB)3.熔断器4.低压开关(隔离器、隔离开关、熔断器组合电器)5.其他电路保护装置(限流器、电路保护装置、过流保护器、热保护器、过载继电器、低压机电式接触器、电动机启动器)6.继电器(36V低于电压1000V)7.其他开关8.其他装置(接触器、电动机起动器、信号灯、辅助触头组件、主令控制器、交流半导体电动机控制器和起动器)9.低压成套开关设备。
四、小功率电动机(1种)小功率电动机五、电动工具(16种)1.电钻(含冲击电钻)2.电动螺丝刀和冲击扳手3.电动砂轮机4.砂光机5.圆锯6.电锤(含电镐)7.不易燃液体电喷枪8.电剪刀(含双刃电剪刀、电冲剪)10.往复锯(含曲线锯、刀锯)11.插入式混凝土振动器12.电链锯13.电刨14.电动修枝剪和电动草剪15.电木铣和修边机16.电动石材切割机六、电焊机(15种)1.小型交流弧焊机2.交流弧焊机3.直流弧焊机4.TIG弧焊机5.MIG/MAG弧焊机6.埋弧焊机7.等离子弧切割机8.等离子弧焊机9.弧焊变压器防触电装置10. 电焊钳11.焊接电缆耦合装置12.电阻焊机13.TIG焊焊炬14.MIG/MAG焊焊枪15.焊机送丝装置七、家用和类似用途设备(19种)1.家用电冰箱和食品冷冻箱2.电风扇3.空调器4.电动机—压缩机5.家用电动洗衣机6.电热水器7.室内加热器8.真空吸尘器9.皮肤和毛发护理器具10.电熨斗11.电磁灶12.电烤箱(便携式烤架、面包片烘烤器及类似烹调器具)13.电动食品加工器具(食品加工机(厨房机械))14.微波炉15.电灶、灶台、烤炉和类似器具(驻立式电烤箱、固定式烤架及类似烹调器具)17.液体加热器和冷热饮水机18.电饭锅19.电热毯、电热垫及类似柔性发热器具八、音视频设备类(12种)(不包括广播级音响设备和汽车音响设备)1.总输出功率在500W(有效值)以下的单扬声器和多扬声器有源音箱2.音频功率放大器3.各种广播波段的调谐接收机4.各类载体形式的音视频录制播放及处理设备(包括各类光盘、磁带、硬盘、等载体形式)5.以上四种设备的组合6.音视频设备配套的电源适配器(含充/放电器)7.各种成像方式的彩色电视接收机8.监视器9.显像(示)管10.录像机11.电子琴12.天线放大器九、信息技术设备(11种)1.微型计算机2.便携式计算机3.与计算机连用的显示设备4.与计算机相连的打印设备5.多用途打印复印机6.扫描仪7.计算机内置电源及电源适配器充电器8.电脑游戏机9.学习机10.复印机11.服务器十、照明设备(2种)(不包括电压低于36V的照明设备)1.灯具2.镇流器十一、机动车辆及安全附件(17种)1.汽车2.摩托车3.消防车4. 摩托车发动机5.汽车安全带6. 机动车喇叭7. 机动车回复反射器8. 机动车制动软管9. 机动车外部照明及光信号装置(汽车用灯具、摩托车用灯具)10. 机动车后视镜(汽车后视镜、摩托车后视镜)11. 汽车内饰件12. 汽车门锁及门保持件13. 汽车燃油箱14.汽车座椅及座椅头枕15. 车身反光标识16. 汽车行驶记录仪17.摩托车头盔十二、机动车辆轮胎(3种)1.轿车轮胎2.载重汽车轮胎3.摩托车轮胎十三、安全玻璃(共3种)1.汽车安全玻璃2.建筑安全玻璃3.铁道车辆用安全玻璃十四、农机产品(2种)1.植物保护机械2. 轮式拖拉机十五、电信终端设备(9种)1.调制解调器(含卡)2.传真机3. 固定电话终端及电话机附加装置4.无绳电话终端5.集团电话6.移动用户终端7.ISDN终端8.数据终端(含卡)9.多媒体终端十六、消防产品(16种)1.火灾报警设备2.消防水带3.喷水灭火设备4.灭火剂5.建筑耐火构件6.泡沫灭火设备产品7.消防装备产品8.火灾防护产品9.灭火器10.消防给水设备产品11.气体灭火设备产品12.干粉灭火设备产品13.消防防烟排烟设备产品14.避难逃生产品15.消防通信产16.消防通信产品十七、安全技术防范产品(5种)1.入侵探测器2.防盗报警控制器3.汽车防盗报警系统4.防盗保险柜5.防盗保险箱十八、无线局域网产品(1种)无线局域网产品十九、装饰装修材料(3种)1.溶剂型木器涂料2.瓷质砖3.混凝土防冻剂二十、玩具(6种)1.童车类产品2.电玩具类产品3.塑胶玩具类产品4.金属玩具类产品5.弹射玩具类产品6.娃娃玩具类产品二十一、机动车儿童乘员用约束系统(1种)机动车儿童乘员用约束系统注意:根据2017年6月29日,国务院发布《关于调整工业产品生产许可证管理目录和试行简化审批程序的决定》,电热毯、助力车(电动自行车)、摩托车乘员头盔也被加入3C认证目录。
编号:CNCA-C11-11:2014 强制性产品认证实施规则汽车燃油箱2014-08-21发布2015-01-01实施中国国家认证认可监督管理委员会发布目录0 引言 (1)1 适用范围 (1)2 认证依据标准 (1)3 认证模式 (1)4 认证单元划分 (2)5 认证委托 (2)5.1 认证委托的提出与受理 (2)5.2 申请资料 (2)5.3 实施安排 (3)6 认证实施 (3)6.1 型式试验 (3)6.2 初始工厂检查 (4)6.3 认证评价与决定 (5)6.4 认证时限 (5)6.5 已停产车型维修部件 (6)7 获证后监督 (6)7.1 获证后的跟踪检查 (6)7.2 生产现场抽取样品检测或者检查 (6)7.3 市场抽样检测或者检查 (7)7.4 获证后监督的频次和时间 (7)7.5 获证后监督的记录 (7)7.6 获证后监督结果的评价 (7)8 认证证书 (7)8.1 认证证书的保持 (7)8.2 认证证书的内容 (8)8.3 认证证书的变更 (8)8.4 认证证书的注销、暂停和撤销 (8)8.5 认证证书的使用 (8)9 认证标志 (9)9.1 准许使用的标志式样 (9)9.2 使用要求 (9)10 收费 (9)11 认证责任 (9)12 认证实施细则 (10)附件1:汽车燃油箱产品描述 (11)附件2:生产一致性要求 (12)附件3:已停产车型售后维修备件的认证实施 (17)0 引言本规则基于汽车燃油箱产品的安全风险和认证风险制定,规定了汽车燃油箱实施强制性产品认证的基本原则和要求。
本规则与国家认监委发布的《强制性产品认证实施规则生产企业分类管理、认证模式选择与确定》、《强制性产品认证实施规则生产企业检测资源及其他认证结果的利用》、《强制性产品认证实施规则工厂检查通用要求》等通用实施规则配套使用。
认证机构应依据通用实施规则和本规则要求编制认证实施细则,并配套通用实施规则和本规则共同实施。
生产企业应确保所生产的获证产品能够持续符合认证及适用标准要求。
1 适用范围本规则适用于以汽油、柴油为燃料的M类和N类汽车的金属燃油箱和塑料燃油箱产品。
由于法律法规或相关产品标准、技术、产业政策等因素发生变化所引起的适用范围调整,应以国家认监委发布的公告为准。
2 认证依据标准GB 18296 汽车燃油箱安全性能要求和试验方法上述标准原则上应执行国家标准化行政主管部门发布的最新版本。
当需使用标准的其他版本时,则应按国家认监委发布的适用相关标准要求的公告执行。
3 认证模式实施汽车燃油箱产品强制性认证的基本认证模式为:型式试验 + 初始工厂检查 + 获证后监督;上述基本认证模式中的获证后监督是指获证后的跟踪检查、生产现场抽取样品检测或者检查、市场抽样检测或者检查三种方式之一。
认证机构应按照《强制性产品认证实施规则生产企业分类管理、认证模式选择与确定》的要求对生产企业实施分类管理,并结合分类管理结果在基本认证模式的基础上酌情增加获证后监督各方式的组合,以确定认证委托人所能适用的认证模式。
4 认证单元划分原则上,同一生产者(制造商)、同一生产企业(场所)生产的在以下方面没有显著差异的汽车燃油箱产品为一个认证单元:(1) 燃油箱体的材料(金属、塑料);(2) 燃油箱基本结构、形状和固定方式;(3) 燃油箱加工工艺;(4) 燃油箱额定容量:按额定容量<95L和额定容量≥95L划分。
原则上,认证委托人应依据单元划分原则提出认证委托。
同一单元中可包含多个“型号(或规格)”的产品。
同一型号是指在设计上对标准符合性没有影响的产品。
相同生产者、不同生产企业生产的相同产品,或不同生产者、相同生产企业生产的相同型号产品,可考虑仅在一个单元的样品上进行型式试验,其他生产企业/生产者的产品需提供资料进行一致性核查。
5 认证委托5.1 认证委托的提出与受理认证委托人需以适当的方式向认证机构提出认证委托,认证机构应对认证委托进行处理,并按照认证实施细则中的时限要求反馈受理或不予受理的信息。
认证委托人应能够承担相关质量及法律责任。
不符合国家法律法规及相关产业政策要求时,认证机构不得受理相关认证委托。
5.2 申请资料认证机构应根据法律法规、标准及认证实施的需要在认证实施细则中明确申请资料清单,应至少包括认证申请书或合同、认证委托人和生产者的注册证明、《汽车燃油箱产品描述》(附件1)、《生产一致性控制计划》(按附件2编写)等。
认证委托人应按认证实施细则中申请资料清单的要求提供所需资料。
认证机构负责审核、管理、保存、保密有关资料,并将资料审核结果告知认证委托人。
5.3 实施安排认证机构应与认证委托人约定双方在认证实施各环节中的相关责任和安排,并根据生产企业实际和分类管理情况,按照本规则及认证实施细则的要求,确定认证实施的具体方案并告知认证委托人。
6 认证实施6.1 型式试验6.1.1 型式试验方案认证机构应在进行资料审核后制定型式试验方案,并告知认证委托人。
认证委托人可自行选择指定实验室。
型式试验方案包括型式试验的全部样品要求和数量、检测标准项目、实验室信息等。
6.1.2 型式试验样品要求通常,型式试验的样品由认证委托人按认证机构的要求选送代表性样品用于检测;必要时,认证机构也可采取现场抽样/封样方式获得样品。
认证委托人应保证其所提供的样品与实际生产产品的一致性。
认证机构和/或实验室应对认证委托人提供样品的真实性进行审查。
实验室对样品真实性有疑义的,应当向认证机构说明情况,并做出相应处理。
认证机构应依据国家认监委发布的相关规定文件,在认证实施细则中明确产品所用关键零部件和原材料清单及可被接受的强制性及自愿性产品认证证书或型式试验报告的条件和具体要求。
6.1.3 型式试验检测项目型式试验项目为本规则第2条中相应标准适用的强制性条款。
6.1.4 型式试验的实施型式试验应在国家认监委指定的实验室完成。
实验室对样品进行型式试验,并对检测全过程做出完整记录并归档留存,以保证检测过程和结果的记录具有可追溯性。
若有试验项目不合格,允许在对不合格产生原因分析后进行整改,整改完成后重新进行试验。
凡需重新试验的,实验室须将试验情况通报认证机构,由认证机构重新确认试验方案。
6.1.5 型式试验报告认证机构应规定统一的型式试验报告格式。
型式试验结束后,实验室应及时向认证机构、认证委托人出具型式试验报告。
认证委托人应确保在获证后监督时能够向认证机构和执法机构提供完整有效的型式试验报告。
6.2 初始工厂检查初始工厂检查为认证机构对工厂的生产一致性控制体系能否符合认证要求的评价。
按生产一致性控制计划审查+生产一致性工厂现场检查方式进行。
注: 本实施规则中的工厂涉及认证委托人、生产者、生产企业。
6.2.1 基本原则工厂应按照本规则附件2的要求,建立、实施并持续保持其生产一致性控制体系,以确保认证产品持续满足认证要求。
认证机构应对工厂的生产一致性控制体系进行符合性检查。
初始工厂检查原则上应在型式试验合格后一年内完成,否则应重新进行产品型式试验。
6.2.2 生产一致性控制计划审查工厂应按附件2的要求制定生产一致性控制计划,并提交认证机构进行审查。
认证机构应将审查结果告知工厂。
若生产一致性控制计划能够满足本规则附件2要求的,生产一致性控制计划的审查通过。
若认证机构认为生产一致性控制计划不满足要求,工厂应进行整改并重新提交。
认证机构重新审查后将审查结果告知工厂。
工厂制定的生产一致性控制计划审查通过后,认证机构根据其编制生产一致性工厂现场检查方案,方案应包括检查的产品、场地及范围。
生产一致性控制计划的审查时间根据申请认证产品的单元数量确定,并适当考虑生产企业的生产规模,一般每个生产企业为1~2个人日。
6.2.3 生产一致性工厂现场检查一般情况下,型式试验合格和生产一致性控制计划审查合格后,到生产企业现场,进行生产一致性检查。
认证机构应当委派具有国家注册资格的强制性产品认证检查员组成检查组,对生产企业进行现场检查。
检查时,生产企业应有委托认证的产品在生产。
必要时,认证机构可到生产企业以外的场所实施延伸检查。
工厂现场检查时间根据所委托认证产品的单元数量确定,并适当考虑工厂的生产规模,一般每个工厂为2~4人日。
工厂现场检查时,工厂检查组应在生产线末端或仓库经检验合格的产品中,随机抽取认证产品进行包括但不限于下述内容的检查:a.认证产品的结构及参数;b.认证产品现场指定试验(从生产一致性控制计划中选取)。
工厂检查未发现不合格项,则检查结果为合格;工厂检查存在不合格项,可允许整改,认证机构采取适当方式对整改结果进行确认。
整改时间不得超过3个月,若逾期不能完成整改,或整改结果不合格,检查结果不合格。
工厂检查发现生产一致性控制计划的执行情况与生产一致性控制计划存在严重偏差,或实际生产产品的结构及参数与型式试验样品一致性存在重大差异时,检查结果不合格,终止本次检查。
6.3 认证评价与决定认证机构对型式试验结果、初始工厂检查结果和有关资料/信息进行综合评价,评价通过,按单元颁发认证证书;评价不通过,认证终止。
6.4 认证时限认证机构应对认证各环节的时限做出明确规定,并确保相关工作按时限要求完成。
认证委托人须对认证活动予以积极配合。
一般情况下,自受理认证委托起90天内向认证委托人出具认证证书。
6.5 已停产车型维修部件其委托及认证实施的要求见附件3。
7 获证后监督获证后监督是指认证机构对获证产品及其生产企业实施的监督。
认证机构应结合生产企业分类管理和实际情况,在认证实施细则中明确获证后监督方式选择的具体要求。
7.1 获证后的跟踪检查7.1.1 获证后的跟踪检查原则认证机构应在生产企业分类管理的基础上,对获证产品及其生产企业实施有效的跟踪检查,以验证生产企业的质量保证能力持续符合认证要求、确保获证产品持续符合标准要求并保持与型式试验样品的一致性。
获证后的跟踪检查应在生产企业正常生产时,优先选择不预先通知被检查方的方式进行。
对于非连续生产的产品,认证委托人应向认证机构提交相关生产计划,便于获证后跟踪检查的有效开展。
7.1.2 获证后的跟踪检查内容认证机构应在确保认证风险可控的原则下,按照附件2制定获证后跟踪检查要求的具体内容,并在认证实施细则中予以明确。
7.2 生产现场抽取样品检测或者检查7.2.1 生产现场抽取样品检测或者检查原则采取生产现场抽取样品检测或者检查方式实施获证后监督的,认证委托人、生产者、生产企业应予以配合。
7.2.2 生产现场抽取样品检测或者检查内容认证机构应在认证实施细则中制定生产现场抽样检测或者检查的内容和要求。
认证机构应根据企业分类原则和产品特点制定抽样检测方案,指定人员在企业生产的合格品中(包括生产线、仓库或口岸等)按抽样检测方案抽取样品。