计算公式 (单位:
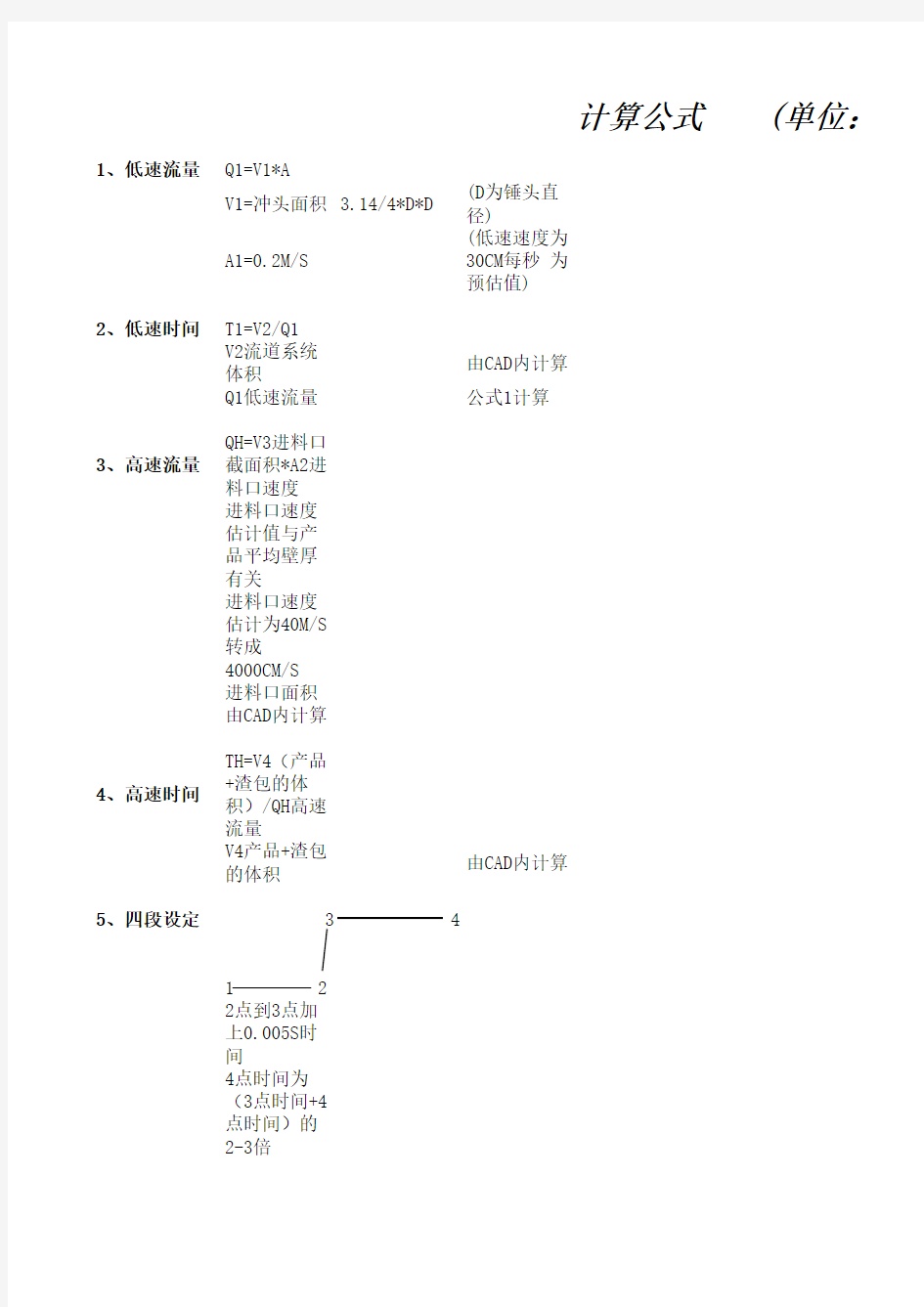
1、低速流量Q1=V1*A
V1=冲头面积 3.14/4*D*D(D为锤头直径)
A1=0.2M/S(低速速度为30CM每秒 为预估值)
2、低速时间T1=V2/Q1
V2流道系统体积由CAD内计算
Q1低速流量公式1计算
3、高速流量QH=V3进料口截面积*A2进料口速度
进料口速度估计值与产品平均壁厚有关
进料口速度估计为40M/S 转成4000CM/S
进料口面积由CAD内计算
4、高速时间TH=V4(产品+渣包的体积)/QH高速流量
V4产品+渣包的体积 由CAD内计算
5、四段设定34
1 2
2点到3点加上0.005S时间
4点时间为(3点时间+4点时间)的2-3倍
Q1低速流量T1低速时间
V1锤头面积V2流道系统体积
A1低速速度QH高速流量
A2进料口速度V4产品+渣包的体积
V3进料口截面积A3高速锤头速度
TH高速时间
Q1
3078.76
T1
0.39626366
QH
104580.00
0.00192675
时间
流量
单位:cm)
Q1V1A1(CM/S)锤头直径MM圆周率3078.76153.9420140 3.14159 T1V2Q1
0.3962636612203078.76
QH进料口面积V3进料口速度A2
99600.0024.94000
TH体积V4QH
0.017317771724.8599600.00
1234时间00.39630.0223
流量3078.763078.7699600.0099600.00
低速冲头速度高速冲头速度
0.2 6.47M/S
Q1V1A1(CM/S)锤头直径MM圆周率3078.76153.9420140 3.14159 T1V2Q1
0.3962636612203078.76
QH进料口面积V3进料口速度A2
104580.0024.94200
TH体积V4QH
0.00192675201.5104580.00
1234时间00.39630.0069
流量3078.763078.76104580.00#########
低速冲头速度高速冲头速度
0.21631.98M/S