逆施混凝土梁钢筋与正施型钢柱组合连接技术
中建八局有限公司天津分公司杨红岩陈学光王东
【摘要】天津和黄·地铁广场工程逆施结构与正施型钢混凝土组合结构中采用了“逆施混凝土梁钢筋与正施型钢柱组合连接技术”,解决了窄间隙下逆施混凝土梁筋与正施型钢柱连接钢筋不同心、钢筋无伸缩的连接难题,为正逆施粗直径钢筋连接、特别是正施结构采用型钢混凝土组合结构钢筋连接技术作出了成功的探索。1
【关键词】可焊接套筒熔槽帮条焊型钢混凝土组合结构钢筋连接正逆施前言:随着施工技术的发展,高层建筑越来越多,鉴于逆作法施工在工程周期方面的优势、型钢混凝土组合结构在抗震、防火及造价方面的优势,逆作法施工工艺及型钢混凝土组合结构在高层、超高层建筑中应用越来越多。而高层、超高层结构中混凝土梁配筋量大、钢筋排数多、钢筋间距较小,加之结构体系抗震等级高,钢结构体系不允许开洞,且正逆施连接部位空间较小,如何实现逆施混凝土梁钢筋与正施型钢柱的合理连接,成为此类工程施工的难点。
1 工程概况
天津和黄地铁广场工程包含1栋办公楼,3栋公寓楼及商业裙楼,设有4层地下室。1栋办公楼及3栋公寓楼为
超高层建筑,办公楼共53层,总高
度258m;A、B、C三栋公寓分别为57层、53层、49层,总高度分别为191m、179m 、168m。工程抗震设防烈度为7度,主体结构抗震等级为特一级或一级。
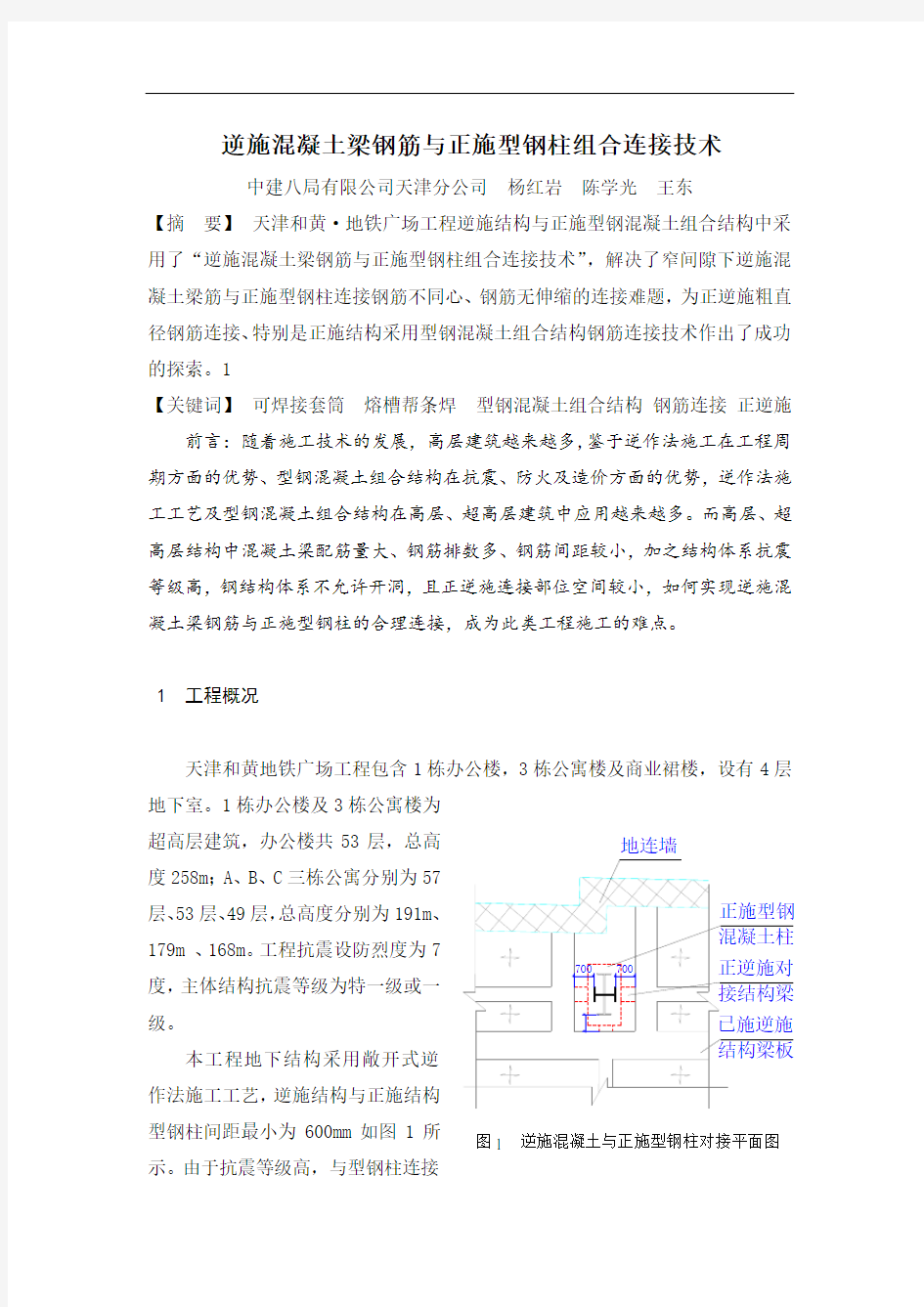
本工程地下结构采用敞开式逆作法施工工艺,逆施结构与正施结构型钢柱间距最小为600mm如图1所示。由于抗震等级高,与型钢柱连接
图1 逆施混凝土与正施型钢柱对接平面图
的逆施混凝土梁钢筋直径大(最大达ф32)、排数多(大部分为3排),为保证结构的整体性,设计禁止在型钢柱上开洞,要求梁钢筋与型钢柱连接采用机械连接方式直接连接。
2 施工技术难点
逆作法施工中,正施结构与逆施结构的钢筋连接一直是逆作法施工的难点之一,特别是在超高层建筑逆作法施工中,正施结构柱若为钢柱或型钢混凝土组合结构柱,因操作空间受到限制,逆施混凝土梁钢筋与正施型钢柱连接更加困难。传统的逆施混凝土梁钢筋与正施型钢柱连接,一般选用型钢柱上焊钢牛腿/型钢柱上开孔/可焊接套筒+直螺纹套筒/搭接焊(帮条焊)组合连接方式,但以上连接方式存在如下弊端:
(1)逆施梁预留钢筋与正施型钢柱连接时,预留钢筋与型钢柱均已定位,采用普通直螺纹套筒连接需要钢筋转动伸缩,但此部位钢筋为定尺连接,不能伸缩,普通直螺纹套筒根本无法连接。
(2)本工程梁钢筋排数多,焊接钢牛腿方式无法解决第二、第三排梁钢筋与型钢柱连接的问题。
(3)当梁配筋比较密集时,型钢柱上开孔会较大面积的削弱型钢柱翼缘板/腹板,甚至将翼缘板/腹板上下截断,严重破坏型钢柱结构,危及结构安全。
(4)对于超大超深基坑,逆施期时间一般较长,预留钢筋丝头保护困难,到了正施期预留钢筋丝头可能被破坏,无法保证直螺纹套筒连接质量。
(5)当逆施结构边至正施型钢混凝土柱边空间较小,若梁钢筋接头一部分位于结构柱内,搭接焊或帮条焊钢筋挤占结构柱钢筋位置,结构柱钢筋无法绑扎;当结构梁钢筋直径大、排数多、单排钢筋之间间距小时,焊接质量难以保证,焊接后钢筋间距过小而影响混凝土浇筑质量。
如此,如何合理有效的进行窄间隙下逆施混凝土梁钢筋与正施型钢柱连接成为正逆施型钢混凝土组合结构的难点。
3 逆施混凝土梁钢筋与正施型钢柱组合连接技术
为保证正逆施交接部位钢筋连接的质量,我们通过研究提出了逆施混凝土梁预留钢筋与正施型钢柱连接,采用“熔槽帮条焊+可焊接套筒” 组合钢筋连接技术,解决了逆施混凝土梁钢筋与正施型钢柱连接困难的问题。
3.1 施工原理
本施工工艺为:在钢结构加工场内将可焊接套筒与型钢柱焊接成型,现场将型钢柱安装就位并校正好后,现场定尺加工一批一端带丝头钢筋,然后将钢筋与可焊接套筒连接,另一端与逆施期间预留钢筋采用熔槽帮条焊焊接工艺连接成整体,如图2所示。为确保钢筋连接质量,熔槽帮条焊在工程中实际应用前编制了专项施工方案,并进行了工艺试件检验,经试验室工艺检验试验证明,熔槽帮条焊焊接接头强度≥钢筋母材抗拉强度。
3.2 施工流程
3.2.1 可焊接套筒焊接施工流程 检测进场套筒质量 → 将与可焊接套筒同型号的短钢筋头拧入套筒中 → 将可焊接套筒与型钢点焊连接 → 沿可焊接套筒倒角进行施焊一周至规定焊缝要求 → 对焊缝进行外观质量检查 → 进行下一个套筒的焊接 → …… → 同一梁截面最后一套筒焊接完毕 → 清理作业面垃圾 → 将短钢筋头拧出 → 用纸封堵套筒 → 其他梁截面钢筋套筒焊接 → …… → 型钢抛丸
3.2.2 逆施混凝土梁钢筋与正施型钢柱连接工艺流程
图2 熔槽帮条焊+可焊接套筒连接示意图
图3 后浇带位置“熔槽帮条焊+可焊接套筒”连接效果
型钢柱安装就位、现场加工正施梁筋(一端直螺纹丝头、一头无齿锯切平)→正施梁筋与型钢柱可焊接套筒连接→正施梁筋与逆施梁筋采用熔槽帮条焊焊接工艺对接→结构梁剩余工序施工
3.3 施工工艺
3.3.1 可焊接套筒焊接施工工艺
型钢构件在钢结构加工厂焊接完毕,抛丸前进行可焊接套筒的焊接施工工作。为保证可焊接套筒焊接后能够满足土建钢筋连接需要,可焊接套筒施工过程中应按以下要求进行:
1)对进场套筒进行逐个检验,对质量不合格的套筒作退场处理,严禁使用在工程之上。
2)为防止可焊接套筒焊接时造成套筒的变形及焊接中造成的焊渣进入套筒中,在套筒焊接前将与可焊接套筒相匹配的钢筋短头与可焊接套筒连接(从非焊接一端拧入套筒)。
3)将可焊接套筒有大倒角的一端面对型钢点焊,焊接时应对称焊接2点,并应保证套筒和型钢之间的间隙控制在2mm。
4)沿可焊接套筒倒角进行施焊一周至规定焊缝要求:①焊缝不得有气孔、夹渣、裂纹、弧坑、焊瘤等,发现有缺陷时应及时补焊;②焊缝外形应均匀、饱满、过渡平滑,在焊缝任意25mm长度范围内,焊缝表面高低差值不得大于2mm;
③焊脚尺寸应符合规范规定,其偏差为0~3mm。
5)待同一梁截面可焊接套筒焊接完毕后,方可将钢筋短头拧出,然后用纸将套筒进行封堵,以防止在抛丸施工及其他工作中将套筒污染。
6)将型钢构件上的套筒全部焊接完毕后,方可进行型钢构件抛丸施工。
7)质量检查:焊直螺纹套筒与型钢柱之间保证焊缝的高度即可保证焊接连接强度,焊缝高度由生产厂家通过试验确定,焊缝等级为三级,施工时可根据GB/T50205《钢结构工程施工质量验收规范》中三级焊缝的验收方法进行验收,外观质量标准及尺寸允许偏差应满足GB/T50205中三级焊缝的相关规定。
3.3.2 钢筋加工
钢筋两端面平头→剥肋滚压螺纹→丝头质量检查→带帽保护→丝头质量抽检→存放待用
钢筋端面平头:平头的目的是让钢筋端面与母材轴线方向垂直,同时将钢筋头部弯曲的部分切掉,宜采用砂轮切割机或其它专用切断设备,严禁气割。
剥肋滚压螺纹:使用钢筋剥肋滚压直螺纹机将待连接钢筋的端头加工成螺纹。钢筋丝头加工长度应为一倍可焊接套筒长度,公差为+1P(P为1个螺纹丝扣)。
丝头质量检查:操作者对加工的丝头按规范进行的质量检查。
带保护帽:用专用的钢筋丝头保护帽将钢筋丝头进行保护,防止螺纹被磕碰或被污物污染。
丝头质量抽检:对自检合格的丝头按规范进行的抽样检验。
存放待用:按规格型号及类型进行分类码放。
3.3.3 钢筋与型钢柱上的套筒连接
逆施钢筋与型钢柱连接如图4所示:
1)将正施梁筋旋入型钢柱上可焊接套筒并拧紧,拧紧力矩应满足行业标准《滚压直螺纹钢筋连接接头》JGJ163-2004的规定;
2)拧紧后正施梁筋与原预留钢筋间距应控制在10mm~20mm之间,若不合格则需更换钢筋;
3.3.4 熔槽帮条焊焊接工艺
1)材料准备
(1)焊条:E5516;
(2)角钢:Φ25及以下直径钢筋用规格为L40×4;Φ32及以上直径钢筋用规格为L50×5,角钢长度为100mm。牌号均为Q235。
2)连接形式
正施梁筋与逆施梁筋连接端头均用无齿锯切平,两钢筋端头间隙控制在
10mm
~
20mm之间,结构下垫设角钢(角钢中心两钢筋间隙中心重合),从接缝处垫板引弧后连续施焊,并应使钢筋端部熔合,焊接过程中应停焊清渣一次,钢筋与角钢垫板之间,应加焊侧面焊缝3层,但焊缝高度不得大于3mm。如图5所示:
3)外观验收标准
(1)焊缝表面应平整,不得有凹陷或焊熘;
(2)焊接接头区域不得有肉眼可见裂纹;
(3)咬边深度、气孔、夹渣等缺陷允许值及接头尺寸偏差应符合规范规定;
表1焊接缺陷及接头尺寸允许偏差
接头弯折角
(度)
接头处钢筋轴线偏移
(mm)
横向咬边深度
(mm)
在全部焊缝变面上的气孔及夹渣
数量(个)面积(mm2)
图5熔槽帮条焊钢筋连接示意图
100
10~20
100
10~20
d
d
L50×5 L40×4
≤3
Φ≤25Φ≥32
图6熔槽帮条焊上视图图7熔槽帮条焊侧视图
(4)接头焊缝余高不得大于3mm。
4、实施效果
实践证明,和黄地铁广场工程中逆施梁钢筋“熔槽帮条焊+可焊接套筒”组合连接技术是成功的,收到了良好的效果:
在设计上钢筋与型钢构件采用可焊接连接器连接,解决了传统连接板连接方式中钢筋不能轴心受力的不利因素,同时也解决了多排钢筋与型钢构件不能连接的施工难题;
在施工上,逆施梁预留钢筋与正施型钢柱连接时,预留钢筋与型钢柱均已定位,此部位钢筋为定尺连接,不能伸缩,采用逆施混凝土梁钢筋与正施型钢柱组合连接技术解决了普通直螺纹套筒根本无法连接的问题,接头质量能够达到与钢筋母材等强或超强的力学要求;
采用熔槽帮条焊焊接工艺,逆施梁筋预留长度大大减小(钢筋预留长度仅为60mm即可),保证了逆施操作空间,避免了帮条焊/搭接焊经常形成的钢筋间隙过小问题,解决了正逆施钢筋施工误差产生的不同心不能采用直螺纹连接问题,本组合钢筋连接技术形成了完整的施工工艺并已申报专利(专利申请受理号:2.9),为同类工程逆作法施工正逆施钢筋连接提供了借鉴。
作者简介
杨红岩:论文第1完成人
工作单位:中建八局天津分公司天津和黄地铁广场项目部
职务及职称:天津和黄地铁广场工程项目技术工程师,工程师
通讯地址:天津市塘沽区河北路1953号宏达公寓10层
邮编:300452,电子邮箱:
联系电话:
陈学光:论文第2完成人
工作单位:中建八局天津分公司天津和黄地铁广场项目部
职务及职称:天津和黄地铁广场工程项目总工,高级工程师通讯地址:天津市塘沽区河北路1953号宏达公寓10层
邮编:300452,电子邮箱:
联系电话: