《橡胶制品快速入门基础知识之(涂胶,浸胶,裁断,粘合)》
1.什么叫纺织物的涂胶和浸胶?各有何作用?
涂胶和浸胶都是制取胶布的工艺方法。涂胶是将胶浆涂复于织物的表面以获得一定厚度胶层的工艺过程。它可以作为压延贴前的底涂加工;也可作为胶布的加工,尤其是在制造细薄的胶布时,因复胶层很薄,而且要求表面光滑、厚度均匀,就要采用涂胶来完成。涂胶根据设备不同可分为刮涂、辊涂、浸涂和喷涂四种。
浸胶是胶乳或胶浆浸入织物中,使织物纤维附上胶膜,以提高织物与橡胶的粘着力,增加制品的耐剥离及多次压缩变形的性能。帘布有挂前一般都经浸胶处理。
2.什么叫胶浆它有哪些各类和用途?
胶浆是由生胶或胶料与有机溶剂制成的浆状物。根据应用不同分为不硫化型和硫化型以及自然硫化胶浆。不硫化型胶浆主要用于电气绝缘胶布,医用橡皮膏或其他需长期保持粘着性的纺织物。硫化型胶浆是加有硫化剂、促进剂的胶浆,涂胶后需经过硫化,如雨衣胶浆。自然硫化胶浆是在胶浆中加入超促进剂,不需加热,在室温下停放即可硫化。
在橡胶工业中,胶浆有三种用途:1)作为纺织物的涂胶和浸胶材料;2)作为胶料剂用于粘合部件;3)制造薄膜浸渍制品。
3.纤维材料在橡胶制品中起何作用?它有哪些基本性?
纤维材料是作为橡胶制品的骨架材料而使用的。目的是增加制品的强度并限制其变形。橡胶制品要求纤维材料具有高强力,低伸长,耐屈挠,物理机械性能均匀一致,蠕变性小,直径小以及与橡胶有良好的粘着性能等。
纤维材料的主要性能包括纤维的细度、弹性、强度和形变等,各性能的定义如下:
细度:表示纤维的粗细程度。采用支数或纤度表示,单位重量的纤维所具有长度叫支数。如1克纤维的长度为60米,就叫60支,记为60N(公支),或每磅纤维长度为840码称为一支(英支)、当比重相同,纱的支数越大,则纱越细。纤度是9000米长的纤维所具有重量克数,如9000米长的纤维为1克时,称为1袋,记为1D。数字越大,纤维越粗。
强度:绝对强度——指纤维被拉断时所承受的最大负荷人(公斤),相对强度——每袋纤维被拉断时所能承受的最大的力(克/袋):干强度——纤维在干燥状态下测定的强度;湿强度:纤维在湿润下测定的强度。
弹性:用伸长率和回弹率表示。伸长率——表示纤维在拉伸断裂时的长度比原来长度增加的百分数,回弹率——拉伸纤维至一定的延伸率,当除去外力后在60秒钟风形变立即恢复的性能。以%表示。
吸湿率:纤维在20℃,65%相对湿度下测定的含水量。又称回潮率。
经纬密度:纺织物在一定长度内径向的概数叫经密,纬向的根数叫纬密。
4.纤维材料的种类有哪些,其性能和规格如何?
1)棉纤维:湿强度较高,延伸率较低,与橡胶粘着性好。耐温性差,强力较低,纤维较粗,在要求强力高的制品中所需帘线根数或层数较多,使制品重量和厚度增加,造成耐热和耐疲劳性能差。
橡胶中的棉纤维有帘布和帆布两种,帘布规格用经线密度和单根强度来表示,如1098、1070等,后两位数字表示每10CM宽帘布的经线根数,前两数字表示单根帘线具有强度(公斤)。帆布规格以经纬线的密度和单根纱的纱号表示,如118.4×122.2×36N/5×5,表示该帆布的经纬密度分别为118.4根/10厘米和122.2根/10厘米,线的细度为36支的棉纱5根组成一股。然后5股再捻成一根纱。
2)人造丝:是利用自然界中的纤纬素作原材料,经化学处理与机械加工而成的一种纤维。其机械性能优于棉纤维,生热小,耐疲劳,而且耐有机溶剂,但容易受潮,受潮后强力显著下降,与橡胶粘着性差,需经浸胶处理。规格通常有1650D、1650D/2、2200D和2200D/2
等,1650D/2表示由二股1650袋的单丝组成。
3)尼龙(绵纶纤维或耐纶)合成纤维中性能最好,用途最广的品种,突出优点中耐磨性和耐疲劳性能好,缺点是变形大,热稳定性差,容易产生热收缩现象。与橡胶的粘着性差,需经浸胶处理,在浸胶时还要经热伸张处理。尼龙帘布规格主要有840袋/2和1260袋/2两种,常用的1260D/2经向密度有三种,即100根/10厘米,74根/10厘米,52根/10厘米。
5.什么叫帘布,帆布?V1、V2、V3、帘布各表示什么意义?
帘布是以合股组成的帘线作经线,用细而稀的单纱作纬线织成的。帘布的主要部分是经线,纬线只起连接经线,使之保持均匀排列的作用。帘布常作轮胎和胶带的骨架层。帆布是由密度相同的经纬线相交织成的平纹布,根据纱的粗细可分为粗帆布和细帆布、帆布主要用于轮胎胎圈,胶带及胶鞋面等。
“V-1”、“V-2”、“V-3”是不同帘线密度的帘布规格代号。如人造丝“V-1”帘布为98根/10cm,相当于25根/吋,生产中又称“25”线。“V-2”帘线密度为70根/10cm,相当于18根/吋,也称“18”线。“18”线。“V-3”为46根/10cm,相当于11根/吋,也称“11”线。尼龙帘布的帘线密度比人造丝略有增加,“V-1”为100根/10cm,“V-2”为74根/10cm,“V-3”为52根/10cm,为区别帘线材料,尼龙帘布分别简写为NV-1,NV-2,NV-3,人造帘布则用RV-1、RV-2、RV-3。各种规格的帘布因经线密度不一样,因而性能也有差异,在制品中(如轮胎)使用的部位和作用也不相同,因此不能互相代用。
6.为什么在轮胎中使用的胶帘布要裁成一定的角度,裁断角度和宽度不准确对轮胎质量有何影响?
因斜交结构的轮胎要求外胎胎冠帘线呈48-55角度,根据结构设计要求,胶帘布裁断角度应为30-40°,胶帘布为45度角。裁断角度不正确直接影响外胎帘线角度。裁角度相差1度,就会引起胎冠帘线角度波动2度。而成品帘线角度的大小对轮胎胎体强度,承载能力,侧向刚性和缓冲性能等有很大影响。裁断不均,胎体各层帘布角度不均,轮胎各层帘之前受力就不均匀,从而加大帘布层间剪切应力而导致轮胎早期损坏。
帘布宽度是根据包圈高度和帘布边缘保持适当差级确定的,因此。帘布宽度的准确性直接影响轮胎成品的的包圈高度和差级分布。进而影响成品胎圈部位与材料分布。包圈过高,不仅造成材料浪费,而且会使帘布差级延伸到胎侧变形部,并使胎侧变形部位上移,产生胎肩脱空;包圈过低使胎圈变形部位下移,胎圈上部强度不够,导致胎圈脱空或子口上部帘线折断。
7.金属材料在橡胶制品中有何作用,对钢丝有何要求?
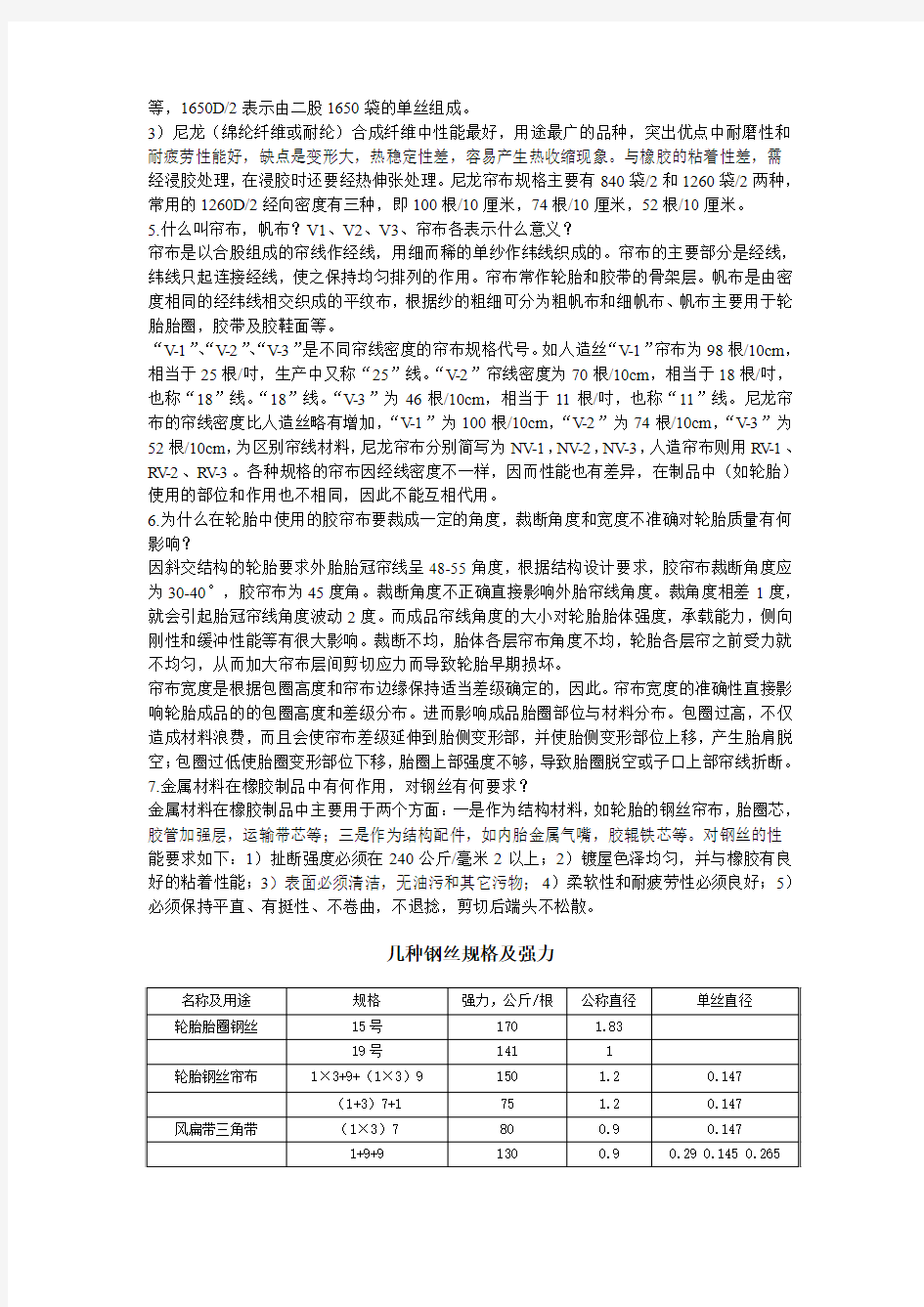
金属材料在橡胶制品中主要用于两个方面:一是作为结构材料,如轮胎的钢丝帘布,胎圈芯,胶管加强层,运输带芯等;三是作为结构配件,如内胎金属气嘴,胶辊铁芯等。对钢丝的性能要求如下:1)扯断强度必须在240公斤/毫米2以上;2)镀屋色泽均匀,并与橡胶有良好的粘着性能;3)表面必须清洁,无油污和其它污物;4)柔软性和耐疲劳性必须良好;5)必须保持平直、有挺性、不卷曲,不退捻,剪切后端头不松散。
几种钢丝规格及强力
8.什么叫成型,轮胎外胎成型有哪几种方法,各有何特点?
将已成型的各部件组合成为一个整体的工艺过程,叫做成型。轮胎外胎的成型方法有折叠式成型机成型和膨胀式成型机成型两种,折叠式成型机,目前应用最广泛。其特点是机头可以撑开,可以折叠。成型是在机头撑开时进行的。成型之后通过机头折叠取下胎坯。生产中常用的折叠式成型机多为半鼓式和半芯轮式。半鼓式成型机头中部是平面,两边凹下有两个肩,叫做鼓肩,用以固定钢丝圈位置,以保证整个外胎圆周上胎圈之间的距离一致,应用此法成型,胎坯在定型时胎冠伸张较大,胎圈部分容易产生位移,因此适用于成型八层以下单钢圈的乘用胎。半芯轮式成型机头不同于半鼓式机头之处于鼓肩形状与成品外胎胎圈部分形状相似,适用于成型八层以上双钢圈或多钢圈的载重胎。
膨胀式成型机有如下特征:一般都在主机头以外,两侧各有一个侧机头。侧机头负责钢圈装贴及对帘布加压;帘布包边有两种类型的工具,都是自动的。一种是软的膨胀气袋环。大多放在侧机头上,另一种是祙带式弹磺指棒,有的放在主机头内,有的放在侧机头内。这种成型机,多用于乘用胎成型,成型方法大都采用取层贴法。
9.成型工艺方法有哪两种,外胎成型工艺中为什么要做到五正、四无、一牢操作。外胎的成型工艺方法有层贴法和套筒法两种,层贴法帘布与缓冲层在成型机头上贴合,套筒法成型则先在万能贴合机上将帘布层与缓冲层贴合成筒状。
成型工艺是轮胎制造过程中的一个重要工艺过程,是影响外胎内在质量的关键工序;外胎硫化后出现的一些质量问题加钢圈上轴,子口支边等外观缺陷以及使用过程中出现的“两空两裂”均与成型操作密切相关。因此要求成型工艺精工细致,约不允许粗制滥造。成型中要求做到五正、四无,一牢操作。五正指帘布筒、缓冲层,胎面胶、钢丝圈和子口包布五大件要正;四无指无气泡、无褶子、无杂质和无特殊变形,一牢指各部件贴合要牢固。
10.什么叫粘合?橡胶工业中通常粘合有哪些?
将橡胶和橡胶或橡胶和其它材料粘接在一起,成为一个整体,这种工艺过程就称为粘合。在橡胶工业中通常遇到粘合问题主要有:
1)橡胶与橡胶的粘合,根据要粘合的橡胶状态可分为:
未硫化胶和未硫化胶的粘合:若是同种橡胶,一般都容易进行。只要将具有一定可塑性的同种胶料重叠起来,进行适当的加压,就能实现粘合,异种橡胶之间的粘合,一般都比较困难,极性相近的橡胶,因其互溶性好,比较容易粘合,极性差别较大,则因互溶性不好,难于粘合。
未硫化胶和硫化胶的粘合:同种橡胶,则用砂轮或砂纸打磨硫化胶的表面,并用溶剂清洗,涂布胶浆,然后将预告涂过溶剂的未硫化胶压合,用平板硫化机硫化,即可实现很好的粘合。对于异种橡胶,则要使用特殊的粘合剂。硫化胶和硫化胶的粘合:要进行表面处理。再用粘合剂进行粘合。
2)橡胶和纤维的粘合,一般要将纤维进行表面化学处理才能有很好的粘合。
3)橡胶与金属的粘合,通常有硬质胶法,即在金属表面贴上一层硬质胶,再贴软质胶与金属粘合,镀黄铜法:在金属表面镀上黄铜,可以不用胶粘剂就能与各种橡胶直接粘合。11、橡胶工艺中常用的胶粘剂有哪些?
有橡胶工业中,进行各种粘合时,常常需要使用一些粘合剂,常用的粘合剂如下:
1)环化橡胶胶粘剂:将环化橡胶配入汽油即得环化橡胶胶粘剂。可作为未硫化的天然胶,氯丁胶,丁晴胶与各种金属的粘合。施工时可将这种胶粘剂涂在金属表面上,再与胶料叠合
后进行硫化。
2)氯化橡胶胶粘剂:氯化橡胶可溶于芳香烃,甲乙酮、醋酸乙酯、氢化烃等,常作为涂料和胶粘剂使用。
3)酚醛树脂胶粘剂:常用于丁晴胶和氯丁胶等极性橡胶和金属粘合。使用时将胶粘剂涂于金属表面,然后贴上胶料进行加压硫化。在其中加入民氰酸酯时,还能用于天然胶和丁苯胶与金属的粘合。
4)多异氰酸酯胶粘剂:这种胶粘剂可得到较高的粘合强度。使用时,可直接涂在金属表面上,干燥后贴上胶料进行加压硫化。可用于天然、丁苯、丁晴、氯丁等橡胶的粘合。
5)环氧树脂:可用于橡胶与金属或纤维的粘合。
6)氯丁橡胶胶粘剂:用氯丁胶的混炼胶与溶剂(通常是甲苯:汽油:醋酸乙酯=3:4.5:2.5的混合溶剂)配制而成,有较高的粘合力。可用于橡胶和金属、橡胶和塑料,金属和金属的粘合。氯丁胶混炼胶配方如下:
氯丁橡胶100
氧化镁10 氧化锌10 叔丁基酚醛树脂100
醋酸乙酯342 汽油171
7)丁晴橡胶胶粘剂:可用于丁晴与金属的热粘合或冷粘合,还可用于在室温固化纤维与金属粘合。