附件13 钢结构工程施工方案及质量保证措施
钢结构工程包括聚合装置区外的管网管架、挤压造粒楼内及其附近的钢结构部分。施工采取在厂家预制成型,并进行预组装,现场进行高强螺栓紧固组装的施工方案。
1 施工原则
1.1 在施工期间,避免现场存留过多的材料及现场安装场地站用时间,所有到货的成型组件,要及时进行预组装、进行安装就位。遇到安装尺寸不符的组件,要及时与厂家联系、解决。
1.2 钢结构的安装要兼顾基础条件与工艺管道安装的需要。
1.3 管架在施工时均采用单根立柱预制、安装,再连接横梁的方法进行。其它钢梯、平台单独制作,待主体安装牢固后,现场用汽车吊吊装就位。
2 施工工序
施工前准备→基础验收→构件预制、验收→安装→验收
3 施工工艺
3.1 施工前准备:
⑴在装置区附近设置一钢结构预制场地,所铺设的预制平台尺寸不小于 6.4×24(m)。
⑵钢结构的材料应符合设计文件要求并具有质量合格证明书,经检验合格的材料按要求入库,按照材质和规格堆放整齐。不同规格和材质的材料应做明显的标识,以免用错。不合格材料应隔离,并做明显标识,严禁用于正式工程。
⑶图纸会审:审核各专业图纸确定个工序的交叉,检查各专业间的衔接,检查混凝土结构的地脚螺栓埋件是否齐全。
3.2 基础验收
⑴钢结构安装前要对基础进行验收,检查基础的平面位置、标高、予埋螺栓
等项目的施工偏差是否符合相应的规范和标准。验收可分批或一次进行,由业主组织土建、安装单位及质量监督部门进行检查验收。验收时基础表面应有明显的中心线和标高标记,土建单位提交相应施工技术文件。
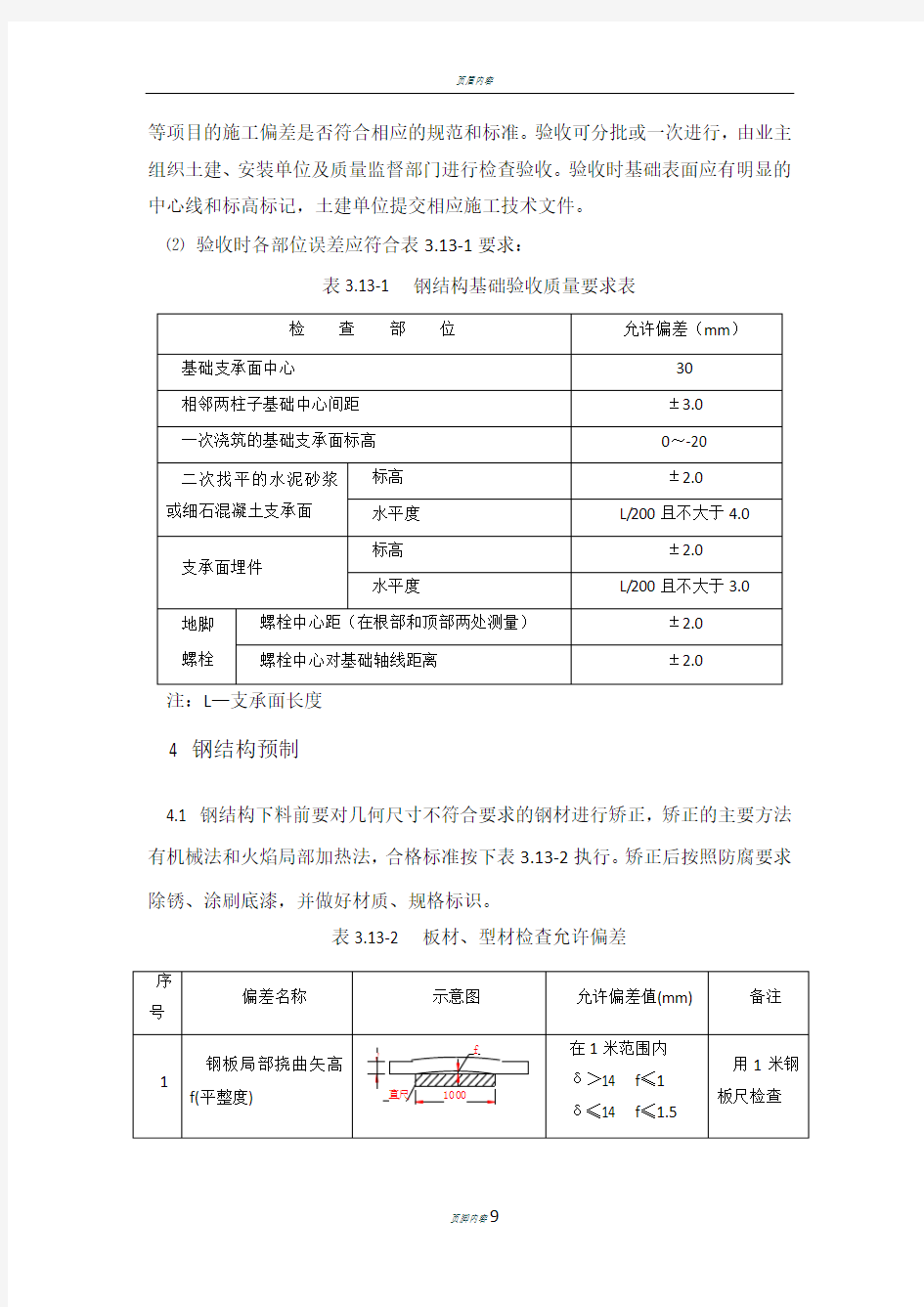
⑵验收时各部位误差应符合表3.13-1要求:
表3.13-1 钢结构基础验收质量要求表
注:L—支承面长度
4 钢结构预制
4.1 钢结构下料前要对几何尺寸不符合要求的钢材进行矫正,矫正的主要方法有机械法和火焰局部加热法,合格标准按下表3.13-2执行。矫正后按照防腐要求除锈、涂刷底漆,并做好材质、规格标识。
表3.13-2 板材、型材检查允许偏差
冲和钢划针进行。放样样板采用镀锌薄板。样板的精度要求要符合下表要求:
4.3 螺栓孔的加工采用磁力钻或摇臂钻进行。
⑴孔壁表面粗糙度不大于25μm,其允许偏差见下表:
t为板厚
⑵螺栓孔距的允许偏差:同一组内任意两孔间距为±1.0mm;相邻两组的端孔间距为±1.5mm。
5 钢结构组装
⑴按照前述施工方案对各钢结构在施工现场进行成片预制组装,并控制其几何尺寸。
⑵钢结构组对时的外形尺寸允许偏差应符合下表3.13-3的规定:
表3.13-3钢结构组对尺寸允许偏差
⑶对于成片整体吊装就位的组装部件根据吊装的要求进行必要的加固,以防吊装过程中发生变形。
6 钢结构安装
⑴钢结构安装前,柱脚板应作中心标记,柱中心也应有相应中心标记,安装就位时应使中心相吻合。
⑵安装的钢结构立柱逐根用经纬仪找正,然后安装连接梁。
⑶钢结构附件安装时,特别注意设备支座的安装,其间距、垂直度、水平度都必须符合设计及规范要求。为保证支座上表面水平度,可用水准仪辅助进行。钢结构最终控制的偏差按表3.13-4要求:
表3.13-4 钢结构安装允许偏差表
注:L-梁的长度
7 高强螺栓连接
钢结构现场连接全部采用高强螺栓连接。
7.1 连接前的准备工作
⑴高强螺栓连接副,由制造厂按批配套供货,并必须有出厂质量保证书。
⑵高强螺栓连接副在运输、保管过程中,要轻装、轻卸,防止损伤螺纹。
⑶高强螺栓连接副按包装箱上注明的批号、规格分类保管,室内存放,堆放不宜过高,防止生锈和沾染赃物。高强螺栓连接副在安装使用前严禁任意开箱。
⑷工地安装时,按当天高强螺栓连接副在需要使用的数量领取。当天安装剩余的必须妥善保管,不得乱仍、乱放。在安装过程中,不得碰伤螺纹及沾染赃物,以防扭矩系数发生变化。
7.2 高强螺栓连接构件的检查
⑴高强度螺栓连接构件的孔径允许偏差见下表
⑵高强度螺栓的栓孔应采用钻孔成型,孔边应无飞边、毛刺。
⑶高强螺栓连接处板迭上所有螺栓孔,均采用量规检查。
⑷加工后的构件,在高强螺栓连接处的钢板表面应平整、无焊接飞溅、无毛刺、无油污。
⑸经处理后的高强度螺栓连接处摩擦面,要采取保护措施,防止沾染赃物和油污。严禁在高强度螺栓连接处摩擦面上作任何标记。
7.3 高强螺栓连接副和摩擦面的抗滑移系数检验
⑴运到工地的高强螺栓连接副要及时检验其螺栓楔负载、螺母保证载荷、螺母及垫圈硬度、连接副的扭矩系数平均值和标准偏差(连接副的紧固轴力平均值和变异系数),合格后方准使用。
⑵抗滑移系数以钢结构制造批为单位,由制造厂和安装单位分别进行,每批三组。
⑶抗滑移系数检验用的试件由制造厂加工,试件与所代表的构件为同一材质、同一摩擦面处理工艺,同批制作、使用同一性能、同一直径的高强螺栓连接副,并在相同条件下同时发运。
7.4 高强螺栓连接副的安装
⑴高强螺栓的安装在结构件中心位置调整后进行,其穿入方向以施工方便为准,并力求一致。高强螺栓连接副组装时螺母带圆台面的一侧朝向垫圈有倒角的一侧。
⑵安装高强螺栓时,严禁强行穿入螺栓。不能自由穿入时,该孔用铰刀进行修整。
⑶安装高强螺栓时,构件的摩擦面要保持干燥,不得在雨中作业。
⑷高强度螺栓的拧紧分为初拧、终拧。对于大型节点分为初拧、复拧、终拧。初拧扭矩为施工扭矩的50%左右,复拧扭矩等于初拧扭矩。初拧或复拧后的高强度螺栓在螺母上涂上标记,然后进行终拧。终拧后的高强度螺栓用另一种颜色在螺母上涂上标记。
⑸高强度螺栓在初拧、复拧和终拧时,连接初的螺栓按一定顺序施拧,一般由螺栓群中央顺序向外拧紧。
⑹高强度螺栓在初拧、复拧、终拧在同一天完成。
7.5 高强度螺栓连接副的施工质量检查和验收
⑴用小锤敲击法对高强度螺栓进行普查,以防漏拧。
⑵对每个节点螺栓数的10%,但不少于一个进行扭矩检查。检查时先在螺杆端面和螺母上画一直线,然后将螺母拧松约60°,在用扭矩扳手重新拧紧,使两线重合。如发现有不符合规定的,再扩大检查10%。如仍有不和格者,则整个节点的高强度螺栓重新拧紧。
扭矩检查在螺栓终拧1h以后、24h之前完成。
⑶终拧检查以目测尾部梅花头拧断为合格。
⑷在高强度螺栓拧紧检查合格后,连接处板缝及时用腻子封闭。
8 钢结构焊接
焊工应具有相应的资质,正确使用焊接材料。为减少焊接变形,焊接尽量采用小线能量分段跳焊。所有焊缝高度必须符合图纸及技术规范要求,焊缝表面不得
有裂纹、夹渣、焊瘤、烧穿、弧坑及针状气孔等缺陷。
9 钢结构防火
⑴钢结构安装完毕后,按照设计的要求在钢立柱上焊接锚固钉,施工钢丝网。
⑵锚固钉垂直焊牢在立柱上,焊后逐个用手锤敲击检查。
⑶防火涂料的施工采用机械喷涂结合手工涂抹的方法。
⑷防火涂料的施工温度控制在5~30℃,否则采取降温或保温措施。
⑸施工完毕后,用手轻压其表面不沾手时开始雾湿养护。
⑹防火涂料涂层表面的裂纹宽度不大于1mm,否则要进行处理。
10 质量保证措施
从施工准备阶段、预制阶段、现场安装阶段,分析可能影响质量各项因素和工序,制定以下质量保障措施:
10.1 施工准备阶段
⑴根据设计文件和施工规范的相关要求,编制作业指导书以及施工工艺卡;编制组队、安装等各施工工序的检查内容,上道工序检查不合格不准进行下道工序。
⑵进行工程技术交底时,主要交底钢结构的平面安装布置、以及各种预制单件的标识及分类,针对确保钢结构的高强螺栓的安装质量,进行重点、详细的讲解和布置。
⑶编制每月、每周的现场施工质量检查计划,施工质量检查计划要有针对性,合理性。
10.2 预制阶段
a.原材料堆放、保管
⑴现场到货的材料需有相应的合格证及质量保证资料。
⑵预制现场设临时堆料场,堆料场四周设排水沟。
⑶钢结构预制件按照区域堆放。每个区域的预制构件按照施工顺序,进行编号、堆放。
10.3 现场安装阶段
⑴管道安装过程中所使用的卷尺、弯尺、经纬仪等测量工具必须是在检测合格有效期内。
⑵首先成片组装,用斜垫铁进行找正,然后各片构架之间安装连接梁。
⑶用0.25Kg手锤进行垫铁检查,逐组轻击进行听音检查,并进行外观检查。