API紧密距
- 格式:pdf
- 大小:37.96 KB
- 文档页数:2
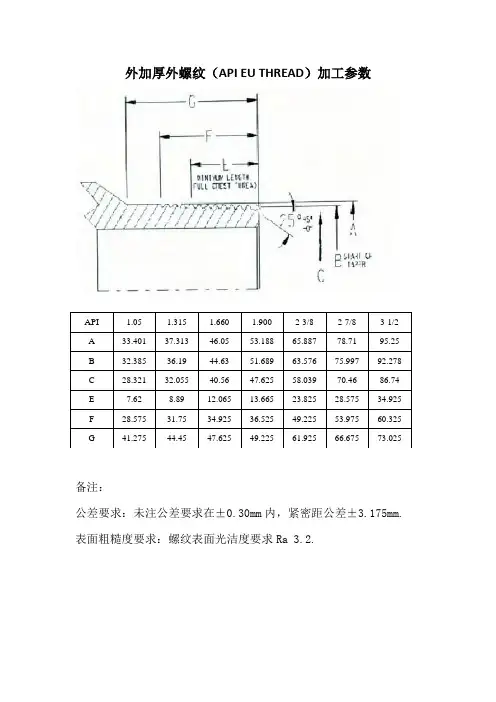
API油套管管体(外)螺纹检验规程1.0 目的本规程对API油套管管体(外)螺纹检验程序作了规定,以确保油套管管体(外)螺纹的质量。
2.0 适用范围本规程适用于API油套管(外)螺纹的检验和验收/拒收的依据3.0 检验依据3.1 API Spec 5B 套管、油管和管线管螺纹的加工、测量和检验规范3.2 API Spec 5CT套管和油管规范(第八版)4.0检验项目检验API油套管管体(外)螺纹包括以下项目:项目No.1:外观质量检验项目No.2:紧密距检验项目No.3:锥度检验项目No.4:齿高检验项目No.5:螺距检验项目No.6:螺纹总长L4检验项目No.7:全顶螺纹长度L C检验项目No.8:螺尾螺纹检验(圆螺纹除外)项目No.9:三角形标记检验(圆螺纹除外)5.0 检验量规进行API油套管管体(外)螺纹检验要求使用下列量规:1. 游标卡尺2.深度尺3.各种规格扣型的环规4.外螺纹锥度规5. 外螺纹齿高规以及齿高标准块6. 螺距规以及螺距标准块7. 螺尾规6.0 检验规则1.根据生产规格、螺纹类型准备好量规及相应的标准块和量规触头,检查量规是否在校准周期内,各种量规及相关标准块均须保证无任何氧化现象,检验过程中需轻拿轻放,避免损坏量规。
2.每班开始正式生产时,前三件产品必须对全部螺纹参数进行检验,合格后方可进入正式生产。
3.机床加工过程中,如有参数调整,须对调整后的相邻两件产品进行相应检验。
4.如任何一项检验出现不合格,必须对此件前后相邻两件进行相应检验。
如再发现不合格,须继续向前和向后进行追查,排除所有不合格的产品。
5.所有检测数据都写入到相应的检验记录中,并保存。
7.0 检验程序及验收标准7.1 外观质量检验●检验项目号:No.1●量规类别:无●公差:无●量规校验:无●检验要求:1.在完整螺纹最小长度Lc范围内,螺纹应无明显的撕裂、刀痕、磨痕、台阶或破坏螺纹连续性的任何其他缺欠。
2.通过小薄片尖刀在螺纹底面及侧面划动来检查螺纹有无台肩,如有轻微的痕迹,可以接受,但下一件必须消除掉;如有严重的台肩,则判废。
API圆螺纹套管锥度公差和中径公差的控制API圆螺纹属圆锥螺纹,其锥度和中径是两个重要的参数,二者关系为T=(D大-D小)/L 式中T——螺纹锥度,m/m;D大——螺纹大端中径,mm;D小——螺纹小端中径,mm;L——大端与小端之间的螺纹长度,mm。
螺纹锥度表示单位长度内螺纹中径的增加量。
一方面,螺纹中径直接决定螺纹锥度的大小,另一方面,当锥度确定时,它又影响螺纹中径的变化。
所以,对API圆螺纹而言,螺纹锥度公差和中径公差的选取是相互影响和相互制约的。
API标准的规定有关API 圆螺纹生产、制造和检验方法在API STD 5B标准[1]中给出。
这个标准规定,所有圆螺纹套管锥度在名义尺寸下为1/16,即0.0625m/m (0.0625英寸/英寸),在全长螺纹范围内,公差取-0.0026~+0.0052m/m,因此,API圆螺纹套管锥度实际范围为0.0599~0.0677m/m。
API圆螺纹中径名义值在基准面E1平面给出,不同规格套管中径的名义值在API STD 5B中列表给出。
API并未直接给出中径公差值,而是通过量规(环规和塞规)检验的紧密距公差间接给出,在其它参数为名义值时,紧密距公差折算的中径公差为±0.1984375mm (0.0078125英寸),故API圆螺纹中径变化为E1±0.1984375mm。
从API STD 5B的规定来看,API圆螺纹锥度和中径公差的选择并无直接关系,即锥度和中径公差的确定并未充分考虑其相关性。
这种规定产生的不良后果是:当锥度和基准面处中径合格时,在大端或小端处的中径却有可能不合格;当全长螺纹内中径均合格,锥度却可能不合格,而且这种不合格,按目前的检验方式有可能检验不出来。
锥度公差对中径公差的影响如图1所示,位于大端和小端处的中径可由下面的关系式确定。
图1中径计算示意图对于外螺纹D小=E-L1TD大=E+(L-L1)T对于内螺纹D小=E-LT D大=E式中E——螺纹基准面处的中径,mm;L1——管端至基准面长度,mm。
API螺纹的检验学习API--AMERICAN PETROLEUM INSTITUTE(美国石油协会)Cham2015-12-251.石油管简介钻杆钻具钻铤方钻杆油井管转换接头油套管石油专用管管线管2.石油管螺纹的特点:带有一定锥度的螺纹,如1:4(3寸/12寸)、1:6(2寸/12寸)、1:8(1.5寸/12寸)、1:9.6(1.25寸/12寸)、1:12(1寸/12寸)、1:16(0.75寸/12寸)。
具有上扣速度快,连接强度高,密封性能好等特点。
主要用于钻具、油套管和管线管等石油管螺纹连接。
3.石油管螺纹特性螺纹连接部位是最薄弱的环节,失效事故80%以上发生在螺纹连接处。
因此,螺纹主要应具备两个特性:结构完整生:就是螺纹啮合后应具备足够的连接强度,不致于在外力作用下使结构受到破坏。
密封完整性:就是要能够保证含有数以百计螺纹连接接头的管柱在各种不同受力状态下承受内外压差(一般为几百个大气压)的长期作用而不泄。
结构完整生和密封完整性是油井管两个极为重要的技术指标。
4. 螺纹检测的目的:就是要把存在螺纹质量问题的管子检查出来,防止不合格管出厂或下井,最大限度避免或减少油井管失效事故的发生。
生产厂要经过工序检验、巡检、入库前抽检(成品库抽检)等多道工序把关;各油田还要进行到货后商检(验收)或派人到工厂监造或在出厂前、装船(车)前检验,有的油田则委托第三方检验机构驻厂监造。
油田除螺纹参数、外观按比例抽检外,有的单位还要对螺纹接头进行静水压密封性能检验。
油井管下井前,作业员还需要对螺纹进行外观检查(有无变形、损伤、锈蚀等)。
5.石油管螺纹检测5.1 检测项目5.1. 1 螺纹外观(缺陷、缺欠)5.1. 2螺纹参数及几何尺寸(牙高、锥度、螺距、牙半角、紧密距等)5.2螺纹形式及代号钻具:数字型接头NC(NC23~NC77)正规型接头REG(2 3/8REG~8 5/8 REG)内平型接头IF(2 3/8IF~5 ½ IF)贯眼型接头FH(3 1/2FH~6 5/8FH)螺纹有左右旋之分。
4、术语、缩略语、定义、符号4.1术语和定义以下术语和定义适用于本标准。
4.1.1倒角直径旋转台肩连接接触面的外径。
4.1.2内螺纹连接内螺纹端具有内螺纹的油田管状构件的螺纹连接4.1.3内螺纹旋转台肩连接的内部螺纹4.1.4磨合确认新加工的螺纹是否配合合适的过程。
4.1.5校准体系量规校准和控制的证明文件体系4.1.6冷压加工在某一足够低的温度下螺纹表面的塑性变形,使其变形硬化。
4.1.7第一道完整螺纹距外螺纹密封端面最远,或距内螺纹密封端面最近,牙顶和牙底都完全成形的螺纹。
4.1.8全深螺纹螺纹牙底位于外螺纹的小锥上或位于内螺纹的大锥上的螺纹。
4.1.9基准平面垂直于螺纹轴线的一个假想平面,在这个平面上,测得螺纹中径C。
注释:该平面距离外螺纹装配台肩15.875mm(0.625in)4.1.10互换紧密距一个量规站,以及到高一级别的量规站之间的量规紧密距,量规站由高到低为:原始量规,地区量规,校对量规,工作量规。
4.1.11导程平行于螺纹轴线,螺纹圈上一点到下一螺纹圈上对应点的距离,也就是一点随螺旋线绕螺纹轴线旋转一周的轴向距离。
4.1.12旋紧台肩旋转台肩螺纹连接的密封台肩。
4.1.13制造商能够操控设备加工螺纹并且遵守ISO 10424中适用的条款的公司。
4.1.14校对量规用来校对其他量规的量规。
注释:包括校对量规,地区量规,原始量规。
4.1.15配对紧密距一对塞规和环规配合的紧密距。
注释:互换紧密距是每一个量规以及高一级别的量规之间的紧密距。
4.1.16外螺纹连接外螺纹端具有外螺纹的油田管状构件的螺纹连接。
4.1.17外螺纹旋转台肩连接的外部螺纹。
4.1.18螺距顺序的螺纹轴向距离,单线螺纹的螺距等于导程。
4.1.19螺距锥体一个假想的圆锥,上面某一点的直径等于这个点的螺纹中径。
4.1.20螺纹中径跨越螺纹上某个点的直径等于其螺纹之间的距离。
4.1.21产品与ISO 10424这部分相一致的具有旋转台肩螺纹连接的钻柱构件。
API 工作量规校准按制造精度和工作性质不同,螺纹规分校对规和工作规。
工作规在现场使用,校对规必须存放在专门的计量部门恒温室里,以保证尺寸的精确性。
工作规在经过一定次数的旋合使用后,利用校对规进行校准,而校对规经过长期的旋合后,量值也发生变化,根据API Spec7 第12 章第12.10.1 条规定校对规最长不超过7 年应进行周期校准。
校准合格后才允许使用。
校对规一般用于校准新的工作规或对现场在用工作规紧密距值的磨损检查。
在极个别的情况,如对工作规检验产品的准确性有所怀疑时,也可用校对规直接检验产品,但是为了确保校对规的精度,尽量避免这样做。
1.钻具接头螺纹工作量规的紧密距校准1 .1 校准工作量规紧密距时,必须使用经API 授权认可的校准机构校准合格的校对规。
1 . 2新制的及修复后的自配紧密距极限偏差为士0.025mm传递紧密距极限偏差为士0.100mm使用中后续校准的工作规,其自配紧距极限偏差和传递紧密距极限偏差为士0.100mm。
1 . 3 工作规的自配紧密距和传递紧密距值的周期校准结果与首次校准结果比较,紧密距值磨损极限偏差为+0.013mm ~ -0.058mm.。
1 . 4 计算工作规的传递紧密距值时,应补偿校对量规自配紧密距相对于其初如紧密距的差值,因此工作规的紧密距值可按以下公式计算:S 1=S' 1- (S' —S)2=S'2式中:S i――工作塞规对校对环规的传递紧密距;S 2——工作环规对校对塞规的传递紧密距;S' 1 ――工作塞规对校对量规的实测传递紧密距;S' 2――工作环规对校对塞规的实测传递紧密距;S' ――校对环规对校对塞规的周期自配紧密距;S ――校对环规对校对塞规的初始自配紧密距;1 .5 自配紧密距校准方法将量规清洗干净,工作塞规刚性固定在钳台上,并在螺纹表面用软刷涂上一薄层软质中性润滑油。
将工作环规缓缓旋入,并正反向反复旋合几次,使油在量规表面分布均匀。
API 5B标准译文(15版1)第二部分API量规鉴定8.1 管线管、圆螺纹套管和油管、偏梯形螺纹套管8.1.1 鉴定机构所有校对塞规及其配对的环规,在使用前均应根据第7章给出的规定,由下列公认的独立机构之一进行鉴定(见注):注:鉴定费用的价目表可以向鉴定机构索取。
a)阿根廷,布宜诺斯艾利斯:国家工业技术研究所(Instituto National de Technologia Industrial, Buenos Aires,Republic of Argentina)b)意大利,罗马:精密电子设备军工厂(Stabilimento Militare Materiali Elettronici e di Precisione, Rome, Italy)c)中国,北京:中国计量科学研究院National Institute of Metrology, Beijing, Peoples’Republic of China) (d)美国,马里兰,盖瑟斯堡:国家标准和技术研究院(National Institute of Standards and Technology, Gaithersburg, Maryland, USA)e)英国,密得塞斯,特丁顿:国家物理实物室(National Physical Laboratory, Teddington Middlesex England)f)日本,茨木:国家计量研究实验室(National Research Laboratory of Metrology, Ibaraki, Japan)5g)澳大利亚,新南威尔士,其本得尔:国家标准实验室(限于规格不大于8?的量规)。
8(National Standards Laboratory, Chippendale, New South Wales, Australia)注:任何公认独立的国家计量实验室,若证实具有API政策和规定要求的能力,就可申请成为API量规鉴定机构。
API标准讲义1.API标准简介始建于1919年是美国国家级的商业协会也是世界范围内最早、最成功的制定标准的商会之一。
API的一项重要任务,就是负责石油天然气工业用设备的标准化工作,以确保该工业界所用设备的安全,可靠和互换性。
API是标准制订机构也出版标准,API参与ISO(是国际标准化组织)标准制订工作。
因此,很多标准规范写为APISpec7-1-2006(ISO10424-1:2004)旋转钻柱构件规范,共同属名。
如APISpec5CT-2005(ISO11960:2004)套管和油管规范,如APISpec5DP(ISO11966:2022)钻杆规范。
API在国际上享有很高的声望它所制定的标准被许多国家采用,中东、南美和亚洲许多国家的石油公司在招标采购石油机械时一般要求佩有API标志的产品才有资格参加投标。
因此,拥有API标志的石油机械设备不仅被认为是质量可靠,而且具有先进水平。
上边提到API标志,该标志经美国注册登记,未经许可任何人不得使用。
API取证是通过申请、检查、确认等程序颁发许可证书号的,检查其中包括质量管理体系。
(天合公司认证许可证号:APISpec7-10396APISpec7-0396、APISpec5CT-0655、APISpec)(ISO9001)符合条件才能授予证书允许制造厂在其产品上使用API会标标志但是会标使用上了是要符合条件的,也就是从原材料到出成品发货一系列工作必须符合规范标准要求才可以使用API会标,协会要定期对审核单位的运行情况进行复验。
2.会标的使用,API会标持证者是一个非独家拥有的,许可证号是唯一的。
标志要求是用于已取证的制造厂在由本规范覆盖的产品上使用API会标,比如APISpec7-1规范中,涵盖方钻杆旋塞阀、方钻杆(四方钻杆、六方钻杆)钻柱转换接头(接头、水龙头接头、提升短节、浮阀接头)、钻铤(无磁钻铤)、钻井钻头和取心钻头(牙轮钻头和刮刀钻头)。
工作螺纹量规紧密距计算公式和具体尺寸一.接箍紧密距值计算:1. 对于8牙的圆螺纹:A+(S1-S)±1P (P = 3.175 )2. 对于10牙的圆螺纹:A+(S1-S)±11/2P (P = 2.54 )3. 对于5牙的偏梯形螺纹:A+(S1-S)+0 (P = 5.08 )-1/2P4. A值可以看API 5B的表(6)、(7)、(9)、(12)、(13).具体尺寸如下:短圆套管螺纹A值: 4 1/2〞~7〞 A = 9.5257 5/8〞~13 3/8〞 A = 11.119 5/8〞~13 3/8〞(P110)A = 12.7长圆套管螺纹A值: 4 1/2〞~7〞 A = 9.5257 5/8〞~13 3/8〞 A = 11.119 5/8〞(P110) A = 12.7偏梯形螺纹A值: 4 1/2〞 A = 2.545〞~13 3/8〞 A = 5.08不加厚油管螺纹A值: 2 3/8〞~ 3 1/2〞 A = 5.084〞~4 1/2〞 A = 6.35加厚油管螺纹A值: 2 3/8〞~ 4 1/2〞 A = 6.35 5. S值是合格的校对塞规和合格的校对环规的旋合紧密距值.S1值是合格的校对环规和工作塞规的旋合紧密距值.工作螺纹量规紧密距计算公式和具体尺寸二.接箍紧密距值计算:对于8牙的圆螺纹:A+(S1-S )±1P( P = 3.175 ) 对于10牙的圆螺纹:A+(S1-S )±11/2P( P = 2.54 ) 对于5牙的偏梯形螺纹: - A+(S1-S )+0-1/2P ( P = 5.08 )A 值可以看API 5B 的表(6)、(7)、(9)、(12)、(13)具体尺寸如下:.4 1/2〞 ~ 7〞 A = 9.5257 5/8〞 ~ 13 3/8〞A = 11.11短圆套管螺纹A 值:9 5/8〞 ~ 13 3/8〞(P110)A = 12.74 1/2〞 ~ 7〞A = 9.5257 5/8〞 ~ 13 3/8〞A = 11.11长圆套管螺纹A 值: 9 5/8〞 (P110)A = 12.74 1/2〞A = 2.54偏梯形螺纹A 值:5〞 ~ 13 3/8〞A = 5.082 3/8〞 ~ 3 1/2〞A = 5.08不加厚油管螺纹A 值:4〞 ~ 4 1/2〞A = 6.35加厚油管螺纹A 值: 2 3/8〞 ~ 4 1/2〞A = 6.35S 值是合格的校对塞规和合格的校对环规的旋合紧密距值.S1值是合格的校对环规和工作塞规的旋合紧密距值.工作螺纹量规紧密距计算公式和具体尺寸二.管子紧密距值计算:1. 公式:P1+公差或P1+(L1规-L1管)+公差当环规检验长圆螺纹套管时,管子端面伸出环规的小断,其值为:(L长-L短)-P1,因为是伸出环规的小端,因此其值前面要加一个负号量,则:–〔(L长-L短)-P1〕+ 公差(但有少数例外)。
API 钻杆接头螺纹检验1、总则本文适用于API Sspec7-2、API Spec 5DP 标准,并依据本厂制定的内控标准,或以订货合同规定的标准与技术条件协议作为生产的钻杆接头螺纹的检验,包括螺纹尺寸要求及质量要求。
2、工作程序检验人员应严格按照图纸规定检验产品。
3、检验项目外观检查、锥度、螺距、齿高、紧密距、内外螺纹长度、台肩面倒角直径、螺纹轴线与台肩面垂直度、台肩面平整度、内螺纹镗孔直径、大钳吊卡长度、外径、内径。
4、检验前的准备 4.1 量具准备检验前根据所检产品规格,准备相应的量具、量规和单向仪,并对量具和单向仪进行有效性的检查及校对。
4.2 待检产品准备检查前螺纹表面的乳液、铁屑等异物用压缩空气吹干净,螺纹起始端的翻边必须去除。
5、检验频度与质量要求 5.1 外观检验 5.1.1 采用视觉、手感等方法进行检验5.1.2 检验频度:每件5.1.3质量要求从管端起,螺纹应无明显的撕裂、刀伤、划痕、铁屑镏、台肩、波纹或破坏螺纹连续性的任何缺欠,外螺纹起始点应位于管端倒角面大于1mm,螺纹加工应具有一定的牙形和尺寸精度及粗糙度,同时台肩面不允许存在肉眼可见的任何缺欠。
5.2锥度检验锥度是单位长度内螺纹节圆直径的变化量。
5.2.1质量要求锥度偏差及范围见下表:5.2.2测量频度每班首检二件外,检验频度不得低于10%,当设备发生故障重新加工时,应按首件进行检验,当抽检中发现锥度不合格,必须往前逐根检验,直至合格。
5.3螺距检验螺距是螺纹上某一点到下一螺纹对应点之间平行于螺纹轴线的距离。
5.3.1质量要求螺距偏差与范围见下表:532测量频度每班首检二件外,检验频度不得低于10%,当设备发生故障重新加工时,应按首件进行检验,当抽检中发现锥度不合格,必须往前逐根检验,直至合格。
5.4齿咼检验齿高是螺纹顶部与螺纹根部之间垂直于螺纹轴线的距离。
5.4.1质量要求齿咼偏差与范围见下表:5.4.2测量频度每班首检二件外,检验频度不得低于10%,当设备发生故障重新加工时,应按首件进行检验,当抽检中发现锥度不合格,必须往前逐根检验,直至合格。
API 小常识一、API背景介绍API是美国石油学会(American Petroleum Institute)的英文缩写。
API建于1919年,是美国第一家国家级的商业协会,也是全世界范围内最早、最成功的制定标准的商会之一。
API的一项重要任务,就是负责石油和天然气工业用设备的标准化工作,以确保该工业界所用设备的安全、可靠和互换性。
制定协调标准是API最早和最成功的项目之一,自1924年发布第1个标准开始,API现在已发布了500个标准。
API在美国国内以及在世界其他国家都享有很高的声望,他是美国商业部和美国贸易委员会承认的石油机械认证机构。
只有通过API认证的企业才能在产品上标注API会标。
天津钢管集团有限公司于1994年通过了美国石油学会的API认证。
获得了API 会标的使用权。
二、API Spec5CT标准所涉及管子的螺纹范围有哪些?——短圆螺纹套管(STC)——不加厚油管(NU)——长圆螺纹套管(LC)——整体连接油管(I J)——偏梯螺纹套管(BC)——外加厚油管(EU)——直连型套管(XC)三、API Spec5CT标准所涉及的产品分为几组?每组各包含哪些钢级?共分四组,每组套管和油管的钢级见下表四、油管和套管在油井中的作用是什么,其中套管按作用的不同又可分为哪几种?在油田钻井和生产操作中,“套管”是指用作钻孔衬里的管子,它的作用是防止井壁流动或塌陷。
它是井下的永久件,套管的底部用水泥固定。
水泥有时会反到底表面上。
大部分套管外径为114.3mm或更大规格。
井内最里面的管子称为油管。
井下流体通过油管送到表面,油管可通过一个生产分隔器与套管隔开,油管经常被从井中抽出,有时还需要更换。
大多数油管外径为114.3mm或更小规格。
套管按作用不同分为:导管、结构管、表层套管、中间套管、衬管、生产套管、回接套管。
五、什么是油管和套管的使用性能,包括哪些内容?能够反映油管和套管在井场操作和井下承载能力性能的指标称为油管和套管的使用性能,其包括:丝扣的抗黏结性能、密封性能、抗挤毁性能和结构完整性。
工作螺纹量规紧密距计算公式和具体尺寸
一. 接箍紧密距值计算:
对于8牙的圆螺纹: A+(S1-S)±1P ( P = 3.175 )对于10牙的圆螺纹: A+(S1-S)±11/2P ( P = 2.54 )
对于5牙的偏梯形螺纹: A+(S1-S)+0 -1/2P ( P = 5.08 )
A值可以看API 5B的表(6)、(7)、(9)、(12)、(13)具体尺寸如下:.
4 1/2〞~ 7〞 A = 9.52
5 短圆套管螺纹A值:
7 5/8〞~ 13 3/8〞 A = 11.11
9 5/8〞~ 13 3/8〞(P110) A = 12.7
4 1/2〞~ 7〞 A = 9.52
5 长圆套管螺纹A值:
7 5/8〞~ 13 3/8〞 A = 11.11
9 5/8〞(P110) A = 12.7
4 1/2〞 A = 2.54
偏梯形螺纹A值:
5〞~ 13 3/8〞 A = 5.08
2 3/8〞~
3 1/2〞 A = 5.08
不加厚油管螺纹A值:
4〞~ 4 1/2〞 A = 6.35
加厚油管螺纹A值: 2 3/8〞~ 4 1/2〞 A = 6.35
S值是合格的校对塞规和合格的校对环规的旋合紧密距值.
S1值是合格的校对环规和工作塞规的旋合紧密距值.
工作螺纹量规紧密距计算公式和具体尺寸
二.管子紧密距值计算:
1. 公式: P1+公差或 P1+(L1规-L1管)+公差
当环规检验长圆螺纹套管时,管子端面伸出环规的小断,其值为:(L长-L 短)-P1,因为是伸出环规的小端,因此其值前面要加一个负号量,则:–〔(L 长-L短)-P1〕+ 公差(但有少数例外)。
2. 油管螺纹紧密距值:
2 3/8〞~
3 1/2〞(10牙) P1±1 1/2P P1±3.81
不加厚油管:
4〞~ 4 1/2〞(8牙)P1±1 P P1±3.175
加厚油管: 2 3/8〞~ 4 1/2〞(8牙)P1±1 P P1±3.175
偏梯形螺纹套管的紧密距值:
P1 + 1/2P P1+2.54
-0 +0
3. 圆螺纹套管的紧密距值:(L长-L短)
(1). 短圆螺纹套管的紧密距值:一般P值都是为0,
其中:
4 1/2〞P值为-9.525,除壁厚为5.21的,P值是0;
5〞×5.59 P值为+3.175,其余为0;
7〞×5.87 P值为+19.05,其余为0;
8 5/8〞×6.71 P值为+9.525,其余为0;
10 3/4〞×7.09 P值为+19.05,其余为0;
(2). 长圆螺纹套管的紧密距值:一般P值都是负值,
其中:
4 1/2〞长圆螺纹的紧密距值是:-25.4;
5〞长圆螺纹的紧密距值是:-15.875;
5 1/2〞长圆螺纹的紧密距值是:-15.875;
6 5/8〞长圆螺纹的紧密距值是:-19.05;
7〞长圆螺纹的紧密距值是:-22.225;
7 5/8〞长圆螺纹的紧密距值是:-22.225;
8 5/8〞长圆螺纹的紧密距值是:-22.225;
9 5/8〞长圆螺纹的紧密距值是:-34.925;
其计算方法为:上述值+P1值+公差,即为测量管子的值。
例如: 5 1/2〞长圆螺纹套管值是-15.875,P1=-0.2,公差为±3.175。
则:-15.875+(-0.2)+公差
= -16.075+±3.175
= -12.5 ~ -19.25
注:1. 以上计算的公差均为API的标准公差。
2. 我公司的内控标准要比API的标准严格,请按工艺要求的内控标准计算测量范围。