1
φ0.5mm孔加工(手动)
※加工前确认钻头从夹具夹紧处伸出长度为6~8mm ※作业时禁止戴手套,必须戴防护眼镜 ※加工前确认加工部品的编号(后挡板)1 将后挡板轴承孔安装面朝上放置在加工治具上并固定 ◇确认后挡板夹紧固定状态无偏位
2 手动下降钻床手柄确认钻头在φ3.0mm加工孔范围内 ◇电源开关控制按钮必须在中间位置
3
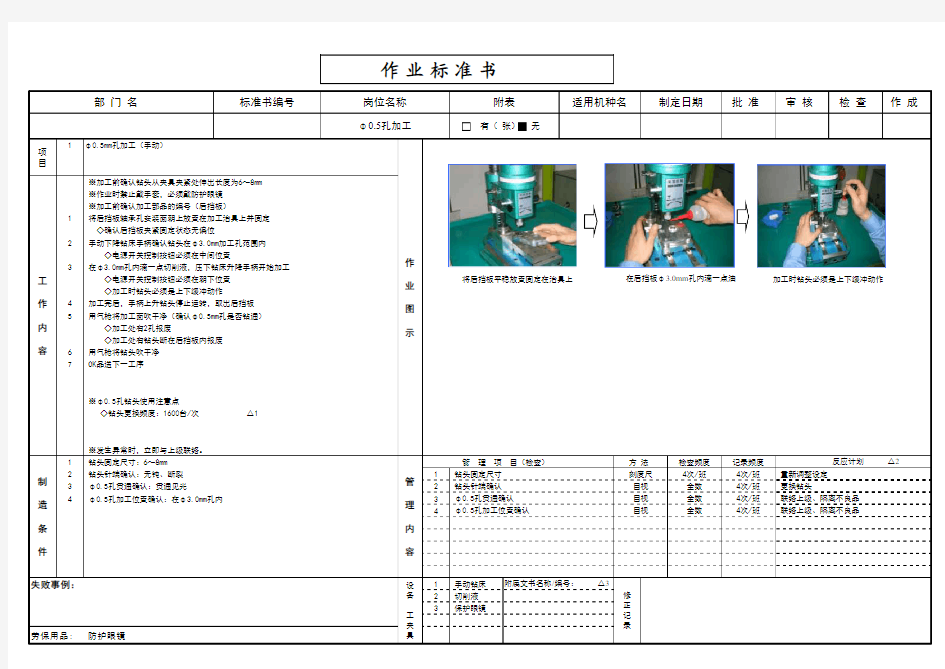
在φ3.0mm孔内滴一点切削液,压下钻床升降手柄开始加工 ◇电源开关控制按钮必须在朝下位置 ◇加工时钻头必须是上下缓冲动作4 加工完后,手柄上升钻头停止运转,取出后挡板5
用气枪将加工面吹干净(确认φ0.5mm孔是否钻通) ◇加工处有2孔报废
◇加工处有钻头断在后挡板内报废6 用气枪将钻头吹干净7
OK品送下一工序
※φ0.5孔钻头使用注意点
◇钻头更换频度:1600台/次 △1
※发生异常时,立即与上级联络。1
钻头固定尺寸:6~8mm 2 钻头针端确认:无钝、断裂13 φ0.5孔贯通确认:贯通见光
24
φ0.5孔加工位置确认:在φ3.0mm孔内
34
失败事例:
1 手动钻床
2 切削液 3
保护眼镜
劳保用品: 防护眼镜
审 核检 查作 成
φ0.5孔加工
有( 张) 无
制 造 条 件 钻头固定尺寸 φ0.5孔加工位置确认
全数目视目视修正记录
附属文书名称/编号: △3
管 理 项 目(检查)
作 业 图 示
目视
钻头针端确认 φ0.5孔贯通确认全数
管 理 内 容
设备 工夹具
记录频度检查频度方 法4次/班4次/班
4次/班全数制定日期批 准4次/班刻度尺在后挡板φ3.0mm 孔内滴一点油加工时钻头必须是上下缓冲动作
4次/班部 门 名
工 作 内 容
作 业 标 准 书
将后挡板平稳放置固定在治具上标准书编号
岗位名称
附表
适用机种名项目
重新调整设定 反应计划 △2
联络上级、隔离不良品
联络上级、隔离不良品 更换钻头