
电动机入厂检验规程 1 范围: 本规范规定了本公司电动机入厂检验项目的要求、检验方法和检验规则。本规范适用于本公司电机入厂检验。 2检验设备及工具: 500伏兆欧表、电流表、电机性能试验台(电机性能试验) 卷尺、直尺、扳手、螺丝刀、剪刀等 3 检验项目、要求及检验方法: 3.1本公司购买的电机检验合格后方可入库,必须经下列项目检验:1电机定子绕组电阻测定 2电机定子绕组对机壳的冷态绝缘电阻测定 3转向试验 4接地标志的检查 5 外观检查 6运行状态检查 3.2 要求: 3.2.1电动机绕组电阻测定:电动机定子绕组电阻,用电桥或数字欧姆表在电机引出电缆线端上测量,其阻值应符合产品参数规定。 3.2.2电动机定子绕组对机壳间的冷态绝缘电阻测定:电动机定子绕组(主、副相绕组)相互间以及对机壳间的绝缘电阻在常温冷态下用500伏兆欧表测定,其绝缘电阻应不低于50MΩ。
3.2.3转向试验:电机的旋转方向从电机是否进油看为逆时针方向旋转。 3.2.4三相电机引出电缆导电芯线线端应有相应标志U、V、W,当其引出电缆连接顺相序三相380V工频电源时,电机的旋转应方向符合要求。 3.2.5单相电机引出电缆一端不可重接单相插头相连(标志为L、N),当该插头连接单相220V工频电源插座时,电机的旋转方向应符合要求。 3.2.6接地标志检查:电机应有可靠的接地装置和接地线,电机保护接地装置设在电机接线盒内,并有保护接地图形符合〇标志。引出电缆绿黄双色接地线内端可靠的紧固在该接地装置的端子上,而引出电缆的接地线端也应有标有明显的连接接地的标志〇。敬告用户在电机使用前将其可靠的连接到接地极(体)上。 3.2.7 外观检查: 3.2.7.1电机装配应完整,并有可靠的防腐措施,无污损、碰撞、裂痕等缺陷。 3.2.7.2电机涂层应均匀,不应有刷痕、收缩、起泡、桔皮、起皱、流卦、针孔、浮色和渗色等缺陷。 3.2.7.3电机铭牌标志、安全标志牌正确可靠,符合标准规定。3.2.8 电机运行状态检查: 3.2.8.1电机铭牌标明项目齐全、正确。 3.2.8.2电机上应有安全警告标志牌。
接插件进货检验指导书范文 1、目的:建立规范的连接线检验规范,以此作为半成品、成品的检验依据。 2、适用范围本规范适用于我司的首件、制程、成品、出货检验工作。 3、定义 无 4、抽样方案 4. 1 按得润公司MIL-STD-105E 正常一次抽样计划表 致命缺陷:CRI=O,重要缺陷:MAJ=0.25,轻微缺陷:MIN=0.65 4. 2 以一个生产批次为检验批。 4. 3样品抽取方法:a、5箱以下每箱抽取; b、25 箱抽取5 箱; c、26-50 箱抽取8 箱; d、51-100箱抽取15箱。 5、检验 5.1 检验项目及方式: 5.1.1 材料确认:(必检项)目视 5.1.1 外观检验(必检项):目视、放大镜; 5.1.2规格及尺寸检验(必检项):游标卡尺、直尺;5.1.3导通测试(必检项):电脑测试仪、导通测试仪;5.1.4绝缘测试(选项:如标准有要求):绝缘电阻测试仪; 5 . 1 . 5耐压测试(选项:如标准有要求):9072、9032高压测试仪; 5 . 1 . 6接触电阻(选项:如标准有要求):微欧计; 5.1.7插拔力测试(选项:如标准有要求):拉力计;5.1.8互换性测试(必检项):目视、手感;5.1.9抗拉力测试(选项:如标准有要求):拉力计; 5 . 1 . 1 0阻燃试验(选项:如标准有要求):阻燃试验仪; 5.1.11 端子抗张强度(必检项):拉力计 5.1.12摇摆试验(选项:如标准有要求):摇摆测试仪; 5 . 1 . 1 3包装确认(必检项):目视。 5.2出货检验报告对尺寸检验记录5组,不足5组的全部记录。 5.3 半成品、成品IPQC 判为不合格的产品须经检验员确认后方可流入下一道工序。
CCC连接器检验规范 1.0目的: 使本公司生产的CCC连接器符合安规要求。 2.0适用范围: 适用于所有CCC连接器的开发设计及生产制造。 3.0规格要求: 标志和结构尺寸依工程图进行检查,标志应经久耐用,清晰可辩。 4.0测试要求: 4.1 极性检查:对于两极带接地的连接器,黄绿双色线接地触头E(中间的上方);棕色线接相触头L(右下方);蓝色线接中性触头N(左下方) 4.2 耐潮湿试验:将试样置于相对湿度为91%-95%,温度40±2℃的环境中,试验周期168H对带接地触头的连接器,对于其它情况均为48H,试验后样品不得破坏,必须能够满足4.3和4.4的测试 4.3 绝缘阻抗测试:绝缘阻抗要用DC500V的电压来测量,而测量应在电压施加后1分钟后进行其绝缘阻抗不得低于5MΩ 4.4 耐压测试:试样应能承受如下电压1分钟,不出现击穿现象;极与极之间AC2000V;极与本体之间AC4000V 4.5 插拔力测试:连接器应能容易的插入和拔出,最大拔出力50N,最小的拔出力1.5N 4.6 端子的温升试验:把连接器插入相应的插座上,载流部件通以1.25倍额定电流历时1H,试验后端子和触头的温升不可超过45K 4.7 弯曲试验:
4.7.1 吊重:导体标称截面积大于0.75 mm2 的吊重20N;标称截面积小于0.75 mm2 的吊重10N 4.7.2 试验电流:给导线通以连接器的额定电流,导线间的电压等于额定电压,地线(如果有)不能有电流通过 4.7.3 弯曲角度:90o(铅垂线两侧各 45o )弯曲次数为2000次,速率为每分钟60次。 注:A.一次弯曲是向前或向后的一次运动;B.对于圆线,在弯曲一半后旋转 90o 在继续 4.7.4 判定:试验过程中,电流不得中断,导线不得短路;试验后不得出现损坏,软线绝缘不应有磨损的现象 4.8 滚桶试验:试样所带软线的长度应从护套的外端算起约为100mm的地方切断,试样从500mm高的地方跌落到3mm厚的钢板上,滚桶的旋转速度为5r/分,即试样每分钟跌落10次,跌落次数: 4.8.1 试样不带软线时的重量不超过200g,跌落500次 4.8.2 试样不带软线时的重量超过200g,跌落100次 4.9 耐热试验:将试样置于温度为100±2℃的加热箱1H,试样不应出现影响进一步使用的变化,密封胶不应流淌到使带电部件裸露的程度;在不影响安全的情况下,允许密封胶的轻微的位移 4.10 球压测试(仅对内架测试):将被测部件放在至少3mm的钢板上,使之与钢板直接接触,如果不可能在试样上测试时,应在至少2mm厚的材料上进行试验。用20N的力将一直径为5mm的钢球压住试样表面,试验在温度为125±2℃的环境中,1H后将钢球从试样上移开,然后将试样浸入冷水中,使之在10S内
内部连接线检验作业指导书 制订日期 2003年08月23日 修订日期 2019年3月12日 实施日期 2019年3月12日
内部连接线检验作业指导书 更改记录
内部连接线检验作业指导书 目录 项目、标题页次更改记录 (2) 目录 (3) 1.总则 (4) 1.1适用范围 (4) 1.2起草、更改、作废 (4) 1.3目的 (4) 1.4权责 (4) 1.5.定义 (4) 2. 作业内容 (5) 3.相关文件 (8) 4.相关表单 (8) 5.流程图 (9) 总页数:9页
内部连接线检验作业指导书
出师表两汉:诸葛亮
先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。 宫中府中,俱为一体;陟罚臧否,不宜异同。若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。 侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。 将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。 亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。 臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。 先帝知臣谨慎,故临崩寄臣以大事也。受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。此臣所以报先帝而忠陛下之职分也。至于斟酌损益,进尽忠言,则攸之、祎、允之任也。 愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。臣不胜受恩感激。 今当远离,临表涕零,不知所言。
接线端子检验作业指导书 1、目的 为本公司来料接线端子的检验提供指导,从而保证产品的质量。 2、范围 适用于本公司所有接线端子的进货检验。 3、抽样标准 采用GB2828抽样标准中的“正常检查一次抽样方案”进行抽检,规定检查水平为II,AQL值为2.5。 4、检测内容及方法 4.1标志 应有型号规格、电压以及相关证书等标志,并应清晰、正确。可参照样板。 4.2外观 颜色需与样板一致,色泽均匀,不应有气泡、划痕、损坏、生锈等不良现象。 4.3结构尺寸 用卡尺测量其高度、安装孔位等,结构尺寸应符合样板及安装要求,接线端子上用的螺丝必须电镀,其后能顺畅安装,不得打滑及掉螺丝现象。所有金属部件不允许有生锈氧化等不良现象。连接导线的铜柱需采用黄铜制作,可用磁铁检验,两者不相吸时则可判定为黄铜制作。 4.4接线能力检查 取一条(被检验端子规定范围内的)最小线径和一条最大线径的单芯电线分别试验,裸线8-10mm,接入端子里锁紧螺丝,用15N的力拔不出电源线,且左右或上下摆动电线5次电芯不会被端子螺丝底部螺纹切断,或拆除电线目视电线无切口状。 4.5阻燃测试(灼热丝试验) 阻燃等级为94UL-V0。固定带电部件的绝缘材料以及提供防触电保护的绝缘材料的外部件应能经受以下试验:650℃的灼热丝试验中无可见火焰、无持续或在灼热丝移去后任何火焰在30S内熄灭,燃烧物或融化物等落下不应使水平铺置在样品下200mm±5mm的绢纸着火或使松木板烧焦。每批抽检1-3Pcs。 4.6耐热测试(球压试验) 防触电用的绝缘材料外部件和固定带电部件的绝缘材料部件应有足够的耐热性。试验方法:在试验条件125℃的加热箱内进行耐热性能试验,被测试部件的表面应水平放置,用直径5mm钢球以20N压力迫被测试部件的表面,若此表面在受试时弯曲,则应在球压部位下加以支撑,1小时后将球从样品上取下,样品在冷水中浸10S使其冷却,测量压痕的直径不得超过2mm。每批抽检3-4Pcs。 4.7耐压测试 用耐压测试仪分别在任意两个不同相位的接线端子之间施加4500V、50HZ,持续3S的耐压测试,应无击穿或闪络现象。每批抽检3-5件。每批抽检3-5Pcs。 4.8爬电距离≥2.5mm,电气间隙≥1.7mm。
组件进厂检验规程 1、目的 本规程规定对外加工组件进厂检验和验收要求; 2、范围 适用于本公司所有外加工焊接产品的进厂检验; 3、检验方法 目测 4、检验内容和方法 4.1、焊接材料: 焊接使用的焊锡丝应符合国家标准《GB/T3131-2001锡铅钎料》,采用牌号为“6337”,即含锡63%,含铅37%。(我公司采用的焊锡丝为中亚电子焊接技术有限公司生产) 4.2、焊接工艺: 4. 2.1,直插元器件的焊接: 1 焊点整齐、表面无针孔,气泡、挂锡、桥接、 虚焊、漏焊和缺件现象、不应有裂纹、油污 和杂物,焊接后残余元器件引脚高度不能高 于1mm。标准的焊点如右图所示。装元器件 要先低层后高层(如电阻、三极管等),插装 元器件应保证器件上的标识易于识别,变压器 、继电器、电感要求手工补焊。 2、电阻、二极管的水平安装和垂直安装; 水平安装:标称功率1/4W应直插到底紧贴PCB板进行焊接(A所示)。标称功率等于和大于1/2W的元器件,应至少比板面抬高6mm(B所示)。元器件体与PCB板面之间的最大距离不违背引脚伸出量和元器件安装高度的要求,并排列整齐。 垂直安装:非极性元器件安装得可从上到下识读标识,而极性元器件应按极性安装(一般正极在顶部),元器件在板面上的抬高值H 为1~2mm,器件体与板面垂直,元器件体的整个高度没有超出限定值。(注:二极管有极性,安装时请注意极性。)
3、径向元器件(晶振或侧向倒伏的电容、电感等)的水平安装:元器件应与印制板平行接触; 4、直插电阻排、电容(瓷片、独石、CBB等)应抬高2mm到3mm焊接。 5、电解电容的焊接:解电容的白边指示的是负极,焊接时请对应丝印的正负极直插到底焊接。 此白边指示的是负极 6、双列直插元器件及芯片座的焊接;芯片(芯片插座)底面须与PCB板面平贴。芯片型号 应清晰可见,不应有污损,缺口标示方向或点标示方向应与丝印方向一致。 7、连接器(插座)和接线端子的焊接:连接器(接线端子)底面须与PCB板面平贴。缺口方向对应于PCB板上丝印方向。
连接器检验 不论是高频电连接器,还是低频电连接器,绝缘电阻、介质耐压(又称抗电强度)和接触电阻都是保证电连接器能正常可靠地工作的最基本的电气参数。通常在电连接器产品技术条件的质量一致性检验A、B组常规交收检验项目中都列有明确的技术指标要求和试验方法。这三个检验项目也是用户判别电连接器质量和可靠性优劣的重要依据。但根据笔者多年来从事电连接器检验的实践发现,目前各生产厂之间以及生产厂和使用厂之间,在具体执行有关技术条件时尚存在许多不一致和差异,往往由于采用的仪器、测试工装、操作方法、样品处理和环境条件等因素不同,直接影响到检验准确和一致。我们认为,针对目前这三个常规电性能检验项目和实际操作中存在的问题进行一些专题研讨,对提高电连接器检验可靠性是十分有益的。 另外,随着电子信息技术的迅猛发展,新一代的多功能自动检测仪正在逐步替代原有的单参数测试仪。这些新型测试仪器的应用必将大大提高电性能的检测速度、效率和准确可靠性。 1 绝缘电阻检验 1.1 作用原理 绝缘电阻是指在连接器的绝缘部分施加电压,从而使绝缘部分的表面或内部产生漏电流而呈现出的电阻值。即绝缘电阻 (MΩ)= 加在绝缘体上的电压(V)/泄漏电流(μA)。通过绝缘电阻检验,
确定连接器的绝缘性能能否符合电路设计的要求,或在经受高温、潮湿等环境应力时,其绝缘电阻是否符合有关技术条件的规定。 绝缘电阻是设计高阻抗电路的限制因素。绝缘电阻低,意味着漏电流大,这将破坏电路和正常工作。如形成反馈回路,过大的漏电流所产生的热和直流电解,将使绝缘破坏或使连接器的电性能变劣。 1.2影响因素 主要受绝缘材料、温度、湿度、污损、试验电压及连续施加测试电压的持续时间等因素影响。 1.2.1绝缘材料 设计电连接器时选用何种绝缘材料非常重要,它往往影响产品的绝缘电阻能否稳定合格。如某厂原使用酚醛玻纤塑料和增强尼龙等材料制作绝缘体,这些材料内含极性基因,吸湿性大,在常温下绝缘性能可满足产品要求,而在高温潮湿下则绝缘性能不合格。后采用特种工程塑料 PES (聚苯醚砜)材料,产品经200℃、1000h和240h 潮湿试验,绝缘电阻变化较小,仍在10[sup]5[/sup] MΩ以上,无异常变化。 1.2.2温度 高温会破坏绝缘材料,引起绝缘电阻和耐压性能降低。对金属壳体,高温可使接触件失去弹性、加速氧化和发生镀层变质。如按GJB598 生产的耐环境快速分离电连接器系列 II 产品,绝缘电
电动机进厂检验规程 1 范围: 本规范规定了本公司电动机进厂进厂检验项目的要求、检验方法和检验规则。本规范适用于本公司电机进厂检验。 2 检验设备及工具: 500伏兆欧表、电流表、电机性能试验台(电机性能试验)卷尺、直尺、扳手、螺丝刀、剪刀等。 3 检验项目、要求及检验方法: 3.1 购进的电机经检验合格后方可入库,必须经下列项目检验: 1 电机定子绕组电阻测定 2 电机定子绕组对机壳的冷态绝缘电阻测定 3 转向试验 4 接地标志的检查 5 外观检查 6 运行状态检查 3.2 要求: 3.2.1 电动机绕组电阻测定:电机定子绕组电阻,用电桥或数字欧姆表在电机引出电缆线端上测量,其阻值应符合产品参数规定。 3.2.2 电动机电阻绕组对机壳间的冷态绝缘电阻测定:电机定子绕组(主、副相绕组)相互间以及对壳体间的绝缘电阻在常温冷态下用500伏兆欧表测定,其绝缘电阻应不低于50兆欧。 3.2.3 转向试验:电机应正反向均能转动灵活。
3.2.4 三相电机引出电缆导电芯线线端应有相应标志U/V/W,当其引出电缆连接顺相序三相380V工频电源时,电机的旋转方向应符合要求。 3.2.5 单项电机引出电缆一端不可重接单项插头相连(标志位L/N),当该连接单相220V工频电源时,电机的旋转方向应符合要求。 3.2.6 接地标志检查:电机应有可靠的接地装置和接地线,电机保护接地装置设在电机接线盒内,并有保护接地图形符合标志。引出电缆黄绿双色接地线内端可靠的紧固在该接地端子上,而引出电缆的接地线端也应有标有明显的接地连接标志。敬告用户在电机使用前将其可靠的接到接地极(体)上。 3.2.7 外观检查: 3.2.7.1 电机装配应完整,并有可靠地防腐措施,无污损、碰撞、裂痕等缺陷。 3.2.7.2电机涂成应均匀,不应有刷痕、收缩、起泡、桔皮、起皱、流挂、针孔、浮色和渗色等缺陷。 3.2.7.3 电机铭牌标志、安全标志牌正确可靠,符合标准规定。 3.2.8 电机运行状态检查: 3.2.8.1 电机铭牌标明项目齐全、明确。 3.2.8.2 电机上应有安全警告标志牌。 3.2.8.3 电机上应有明显的红色旋转方向标志。标志粘贴牢固,字迹清晰不易磨灭。 3.2.8.4 电机应转动平稳、自如、无卡阻停滞等现象。
制作:审核:核准: 一、目的: 明确连接器来料品质验收标准,规范检验动作,使检验、判定标准达到一致性。 二、适用范围: 适用于我司所有的连接器来料检验。 三、检验条件:
照明条件:日光灯600~800LUX; 目光与被测物距离:30~45CM; 灯光与被测物距离:100CM以內; 检查角度:以垂直正视为准±45度; 检查员视力:双眼视力(包括戴上眼镜)以上,且视觉正常,不可有色盲,斜视、散光等; 四、参照标准: 依照MIL-STD-105EⅡ级单次正常抽样标准CR=(正常抽样Ac/Re:0/1);MA=;MI= 依照MIL-STD-105EⅡ级单次S-2 特殊抽样标准. AQL:抽样 五、检验顺序: 包装箱:包装箱应为一次性包装箱,供应商不可回收,包装箱外应标有物料品名、规格、数量、生产日期、出货检验合格章及供应商名称;包装上必须标有我司相应的物 料编号,最小包装应无破损、混料现象,在正常储藏条件(温度-5℃~35℃,相 对湿度≤75%)下一年内不能出现因包装不善而导致异常。 外观:来料本体上要求有厂商或供应商的标识,规格书须标有额定电压、电流,储存的温度,插座的型号;插座本体无损伤、表面清洁、无明显油污、污迹,成形良好、安 装后可见部分不允许有披锋、破损,允许不明显且不影响安装的披锋,来料颜色、 结构要求和样品一致,孔槽无堵塞、缺针现象,引脚不能出现变形,上锡端子无氧化。 尺寸:具体的尺寸请按我司相对应的图纸要求,实配PCB板应良好。 接触电阻(导通性):用对应的公母端子相匹配,接触电阻要求≤20mΩ;(测试时公、母端 子必须为我司合格的物料)。 额定耐压:指插座的导体与绝缘体所可承受的电压,电压要求应小于或等于标称值。 拉力:被测试线的拉力请根据我司图纸的要求测试,应符合要求。 绝缘电阻:用DC500V直流电阻仪测试应≥800MΩ 高温:高温(根据实验物料的额定温度),在烤箱内放置16h后,室温放置1小时,再测
北京中矿威通技术有限公司 原材料、外购件进货检验规程 编号WT1301-01 发布实施北京中矿威通技术有限公司发布
目录WT1301-01 共3 页第1 页 一、原材料、外购件入厂检验总规程 二、本安外壳入厂检验规程 三、PCB板入厂检验规程 四、电子元器件入厂检验规程 五、电缆的入厂检验规程 六、隔爆兼本安电源的入厂检验规程 资料来源编制 校对 自拟 标准化 提出部门质检部审定 标记处数更改文件号签字日期批准文号批准
原材料、外购件入厂检验总规程 WT1301-02 共 3 页第1 页 1 目的 对进货检验过程实施控制,确保采购产品的质量符合规定的要求。 2 适用范围 本规程适用于本公司采购的进货检验。 3 职责 供应部负责进货产品的送检工作。 仓库负责进货产品进行登记入库。 研发部负责提供进货产品的检验和试验依据 质控部检验员负责进货产品检验,并对质量问题进行反馈。 供应部根据各部门反应的信息对供应商进行考评。 4 工作内容 外购件的分类 外购件主要是:电路板、电子元器件、外壳、电缆等。 进货检验判定 进货检验判定依据:外购件进货检验规程、产品图纸、技术等。 批次允收准则:进料检验必须以“0”缺陷为允收准则。 检验工作程序 供方供货——〉采购员(仓库)报检——〉检验员对待检物料进行抽样检验并填写检验结果——〉交质量负责人判定是否合格并批准同意入库。 供方首次供货: 供方必须将样件、自检报告单、合格证、生产许可证、营业执照和注册证书复印件等交由供应部门,质检部依据图纸等技术要求制定检验项目,交检验员进行检验,检验人员填写检验单。质检部已制定有检验项目的,检验员可直接按原检验项目检验。 样件检验完毕后,检验单交由供应部门,以据此做出鉴定报告,交由技术部、质检部作出结论。如供方连续三次供货均合格,经企业有关部门评审合格后,供应部门通知供方并列入《合格供货方名录》,根据供方情况制定供货份额。 资料来源编制 自拟 校对标准化 提出部 门 质检部审定 标记处 数 更改文件 号 签字日期 批准文 号 批准
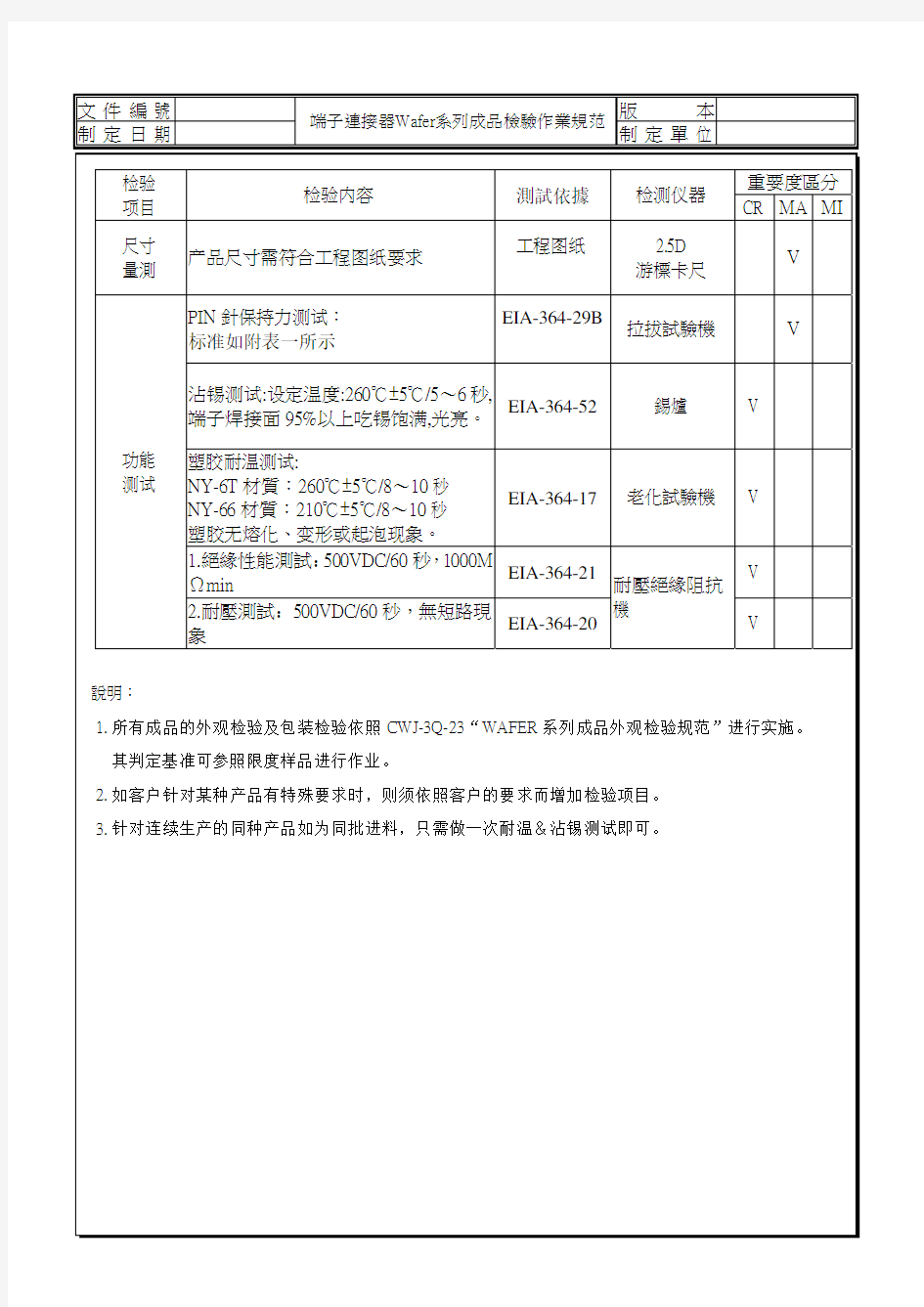
【技术&知识】连接器规范和测试要求 文:Knight Chen / CACT 工程部 连接器依照其产品功能和使用环境,将规范要求分为四大部分。 1. 电气规范要求 2. 机械规范要求 3. 环境规范要求 4. 环保要求 一、电气规范要求 电气特性是连接器实现连接功能的主要特性。确定连接器的电气特性,以保证连接器满足连接功连接器的电气特性有: 1. 接触阻抗(Contact Resistance) 目的:維持連接器在使用期限內的接觸阻抗,以減少信號和能量在傳輸過程中的損失或衰減。 測試方法:EIA-364-23 (EIA-364-06) or MIL-STD-1344A,。
测试要点:a. 测试电流/电压100mA@20mV,被测试连接器(连接系统)无负载。 b. 测试电流为低电流是为了避免接触阻抗受到端子(导体)热电效应影响。 c. 测试电压为低电压是为了避免端子(导体)之间接触界面绝缘薄膜被击穿和熔化。 规范要求:一般要求50m?(initial);100m?(final,即在寿命测试或环境测试後)。 定义接触阻抗此参数是为了减少信号和能量在传输过程中的损失或衰减,电流就像水流一样。阻小,能量的损失和衰减就越少。 就连接器的接触处而言,影响其阻抗大小的因素有正向力(对於弹性接触结构而言),接触环境端子(导体)的表面粗糙度,表面处理方式(如电镀的金属特性和致密性),端子与端子(或其他导的结合方式(是焊接or铆合or弹性接触等)。 从电学理论角度来说,接触阻抗为C点绿色圈接触处的阻抗;在客人使用角度来说,连接器提供到B点的导通(连接),所以客人要的阻抗应包含从A点到B点的所有导体本身的阻抗和接触处的阻(包括焊接、铆合等接触方式)如图一示。 (图一) 2. 耐電壓(Withstanding Voltage) 目的:确认两导体(或两回路)之间的绝缘介质(包含气体)及其间距是否适合和足够,以确保
文件编号:KF-ZD1307022 接线端子测试作业指导书 版本:A 共4页 编制: 审核: 批准: 日期: 测试作业指导书
可靠性测试6温升温升w 45K。 温升用电阻法测量,先在室温下测量接线端子冷态电阻R1,再将接 线端子接到额定电源电压、额定频率,输出额定输岀电流,然后将 电源电压提高10%,稳定运行,待温升稳定(一般不小于4小时) 后,快速切断接线端子输入电源,测量其热态电阻R2 (要求该值 读数为目视发现电阻值尾数逐步递减的初始值)。计算公式: △ T (K)= (R2 - R1)(+ T1)/ R1 - (T2 - T1) T2试验结束时的环境温度「C)T1试验前环境温度(C)R1试 验前冷态电阻(Q) R2热态电阻(Q) 变频电源 检测仪 —A 7机械强度 螺钉直径力矩 螺钉每次应完全拧岀和拧入,拧紧(用表1力矩)和拧松五 次其间,不应岀现损坏;产品必须有足够的机械强度,应能经受 得住安装和使用中所施加的应力。抽试的样品从离水平 钢板平面50cm高度跌落50次,不应有影响继续使用的损坏。 推拉力计—B ? m ? m ? m 8湿热试验绝缘电阻和电气强度应符合要求。放置在43 C ,93%RH环境中24h,然后立即测量绝缘电阻和电 气强度。 恒温箱—B 9盐雾试验表面应无生锈的痕迹。中性盐雾(NSS pH值?条件下放置72h—B 10耐热应无损坏,标志仍应清晰可认。在温度为100C环境中放置1h,恒温箱—B 11接头容量应无异常发热或变形,且动作特性符合图纸要求。 1、将端子用导线短接,给接头通以(额定电流)的负载通电 运行2h试验后, 2、接线端子的电流负载能力要大于在最恶劣的条件下工作时 通过接线端子的电流值。 直流电源—A 12耐老化材料不应有裂纹和变松。 产品的连接器件及单独的衬垫等在老化箱内应承受加速老化试 验,箱内温度为 70 C±2 C,加热时间橡胶件为240h,热塑材料为168h 后,从箱内取出在室温下4h后观察。 恒温箱—A 备注:带★的为日常进货检验,以上所有项目为型式试验,型式试验抽样方案: (3, 0, 1)。 标记处数更已内容签字日期编制/日期审核/日期批准/日期蓝色部分为更改内容朱海宝2013/07/2 5
A版 適用範圍: 连接器成品檢驗 日期: 2012-9-21. 核准: 審核: 編寫: 余龙
1.目的为确保本公司所有连接器产品质量皆符合客户及相关要求. 2.适用范围适用于本公司所有连接器产品. 3.权责品保单位负责产品检验及质量纪录之填写. 4.内容 4.1外观: 检验站别: 首件检验、制程检验、入库检验. 检验方法: 肉眼检查外观或10倍放大镜下检查外观 抽样标准: 首件检验:100%全检;制程检验:依《QC工程图》检验; 入库检验: MIL-STD-105E 表,按二级标准II正常抽样标准. 允收水平: CRI:AC=0 MAJ:AQL 0.40 MIN:AQL 1.0. 缺点类别: CRI: a 塑胶破裂、断角、断柱子; b 端子缺Pin、断Pin、电镀错误(如:镀镍、镀锡); c 漏装料件(如:铁壳、端子等)、料件装错、方向装反、混料. MAJ: a 塑胶压伤 参考外观限度样品 、端子压伤 参考外观限度样品 、DATECODE 错误; b 端子氧化或电镀不良 影响焊锡; c 本体多胶,影响焊锡或组装. MIN: a 塑胶不饱模、塑料毛边及毛边过大(SPEC≦0.05mm); b 端子外观发白、氧化,但不影响焊锡; c 端子Pin脚不良,如: 歪Pin、下板过紧; d 塑胶、端子轻微压伤、刮伤、压痕等. 4.2功能检测: 允收标准: AC=0. a 电测: 检验站别: 首件检验、制程检验、入库检验. 检验方法: 电气(导通&短路)测试机测试. 抽样标准: 首件检验:全模穴/批(如无法追溯全模穴则8pcs/批);制程检验:8pcs/4小时; 入库检验: ANSI/ASQ Z1.4-2008表, 按Level-II正常抽样标准. 验收标准: 确保测试机良好状态下,产品电气OK. b 接触阻抗测试: 检验站别: 首件检验、 检验方法: 以接触阻抗测试机测试 抽样标准: 首件检验:全模穴/批(如无法追溯全模穴则8pcs/批); 入库检验:全模穴/批(如无法追溯全模穴则8pcs/批); 验收标准: Plug to Contacts plug與端子 50mΩmax; Contact to Shunt 端子與端子 30mΩmax. 4.3 插拔力检测 允收标准: AC=0. 检验站别: 首件检验、制程检验; 检验方法: 以插拔力测试机、半自动插拔力机、推拉力计测试. 抽样标准: 首件检验:全模穴/批(如无法追溯全模穴则8pcs/批); 入库检验:全模穴/批(如无法追溯全模穴则8pcs/批). 验收标准: 插入力 0.4~3.0Kgf 拔出力 0.4~3.0Kgf.
■变更内容 : Contents of document change:
1.目的 为本公司外购的FC型、SC型和ST-PC型适配器提供检验依据。 2.范围 适用于FC型、SC型和ST-PC型适配器整套的入库或出厂前的检验。 3.引用文件 3.1 《计数抽样检验程序-第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》GB/T2828.1—2003 3.2《光纤活动连接器FC型第4部分》 YD/T1272.4-2007 3.3《光纤活动连接器SC型第3部分》 YD/T1272.3-2005 3.4《光纤活动连接器LC型第1部分》 YD/T1272.1-2003 4.使用设备 4.1 插损回损测试仪:用于光学性能的测试。 4.2 电子数显卡尺:尺寸的测量。 4.3 M8×0.75-6g的螺纹环规(通/止),M9×0.75的螺纹环规(通/止):检测螺纹。 5.正文 5.1抽样方案 按《计数抽样检验程序-第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》 GB/T2828.1—2003中“一般检验水平Ⅱ”抽取样本,AQL=0.65。 5.2光学性能(使用1550 nm波长进行测试) A.合格标示及出厂检测报告齐全(报告中必须包含陶瓷套筒检测报告); B.表面平滑、洁净,无油污及毛边,无伤痕和裂纹,颜色鲜明、一致性好; C.陶瓷套筒不得有碎裂;(Ac/Re=0/1) D.连接器插头与适配器的插入和拔出须平顺、轻松,不得有明显的紧涩感或窜动感; E.包装盒简洁,使用吸塑盒进行保护包装; F.每个适配器均用保护帽盖好; G.每小盒必须有合格标示。 5.4尺寸要求 5.4.1 FC型适配器 A.2E=7.4 0-0.20;
电子连接器的测试标准 电子连接器测试标准 编写:巴才安一.连接器的实验项目: 插拔力、夹持力、蒸汽老化、盐水喷雾、热风回流程(IR)、振动测试、高温老化、恒温恒湿、冷热冲击、快速插拔测试、接触阻抗、绝缘阻抗、耐压测试、硬度测试、喷漆厚度测试、电镀膜厚测试、表面粗糙度测试、吃锡性/耐焊性实验。 二.各项实验之条件及实验目的: 1.插拔力---测试公母对插之插入及拔出所需力量。(自动插拔测试机)参数:插入行 程及速度、测试单程或去回程、插拔次数。 检验:检验产品在公母对插时的力量是否太紧太松,当影响对插力理的尺寸不良需做此项实验确认。 2.夹持力---测试端子植入塑料所需拔出之力量。(自动插拔测试机)参数:同上 检验:当端子卡钩尺寸或塑料卡槽尺寸不良时,需做此项实验来确认自动插拔测试机如下:
3.蒸汽老化---检验五金件电镀后的保质期。(镀全金/半金锡/全锡端子)试验条件为
温度98 士2C ,时间8H (蒸汽老化试验机) 参数:温度及时间可以调整。另可检验NY6T塑料的吸湿性 检验:当五金件表面刮伤、镀层太低或电镀表面不良时需做此项实验确认质量。 4.盐水喷雾---检验五金件电镀后的保质期。(铁壳/叉片/铆钉类)试验条件 为试验槽温度35C ,时间4H,盐水比例5:95。(盐水喷雾试验机)参数:试验时间可调整。 检验:当五金件表面刮伤、镀层太低或电镀表面不良时需做此项实验确认质量。盐水喷雾试验机如下:
5.热风回流焊(IR)---仿真产品在客户处过SMT 使用状况。现厂内主要检验塑料起泡状况及少 量产品SMT式验,实验条件为温度235士5C ,最 高温度时间为3~5S (热风回流焊试验机)参数:实验温度/时间可以依需求调整。 检验:当塑料存放时间过长(NY6T 3个月)、镀锡铁壳或沾锡膏实验需通过此实验确认塑料是否会起泡、铁壳是否会流锡或吃锡状况。 热风回流焊试验机如下: 6.振动测试---检验产品公母对插后的瞬间导通性,实验时将 产品全部串联接到信号测试机上测试。另也可以仿真产品 在运输途中的状况。实验条件为频率10HZ-55HZ-10HZ分钟 一个循环,振幅 1.52mm,时间为X、Y、Z 各214 参数:频率、振幅及时间均 可依需求做调整。 检验:当产品对插口尺寸不良、产品包装不良或盖子与本体搭配不良需做此实验确认。此实验项目重点是检验产品公母接触的瞬间接触状况。 振动试验机如下: [曲動試軽枇人| I \ ibrjEhfl Ttsitf I
电视机整机检验作业指导书(doc 9页)
合格的,若在样本中的不合格品数大于或等于不合格判定数Re,则判定该批是不合格的。只要严重缺陷或轻微缺陷中任一类不 合格品数大于或等于相对应的不合格判定数Re,则判定该批 不合格。 5.2.5抽样检验结论及处理意见的形成过程 检验员根据抽检结果,合格则在标识卡上盖“合格”印章,不合格则在包装箱的标识卡上盖“不合格”印章。并填写《— ———抽样检验报告》交品管部经理审核并注明处理意见。如 果产品不合格,一般情况作返工处理,如遇严重的批量性技术 问题则工程部须对问题进行分析,出具改善措施让车间返工处 理,对严重的批量性质量问题,QA应向车间出具《矫正预防 措施单》以防止再发生类似质量问题。特殊情况下可以由本部 门或车间提出评审申请,相关部门进行评审,评审意见不一致 时,则由总经理裁决。具体参见《不合格品控制程序》。 5.3检验方法 用主观评价法及直观法进行目视检验,但对外观检验时保持 在0.5米的视线内来判定。 6.支持性文件 GB2828.1—2003抽样标准 7.质量记录 7.1《——抽样检验报告》YH-QR-76 A/0 7.2客户要求的其它记录 整机检验内容及不合格判据(总检一) 序号不合格内容不合格判定
1 外观/结构Z A B A 1.1 检查前、后A V,后盖PVC贴纸时,不可有漏贴、贴错与字错等不 良现象。 1.2 检查后盖螺钉时,不可有漏打、打断等不良现象。 A 1.3 检查A V座颜色是否与PVC标识字一致。 A –––––––A V座孔不好插,有点小。 B 1.4 检查后盖与前框是否打到位,不可有打裂等不良现象。 A 2 电气性能 2.1 插电源线时,电源线不可有用错、划伤等不良现象。 A –––––––不可有露铜等不良现象。Z A 2.2 检查视频动画时,不可有抖动、卷边、彩色拖尾、彩色不良等不良 现象。 2.3 插音频端子时注意检查左右声道是否与A V座一致。 A –––––––不可有声道反、杂音、左右声道不一致等现象。 A 2.4 视频转换不可有图跳、字符跳、兰屏不满、有回扫线等不良现象。 A –––––––转换不可有响声、杂音、延迟等不良现象。 B 2.5 检查敲变时,整机内不可有零件在跳等不良现象。Z –––––––不可有图像与声音不良等现象 A 2.6 A V1与A V2图像、声音不可有相串等不良现象。 A 整机检验内容及不合格判据(总检二) 序号不合格内容不合格判定 1 外观/结构Z A B 1.1 检查显像管时,面框与管不可有大于5MM的间隙。 A –––––––显像管不可有划伤、烧伤、黑点等不良现象。 A 1.2 检查面框不可有变形、色差、刮伤、掉漆、丝印不良等不良 A 现象。 1.3 铭牌不能松动 B
接线端子入厂检验规程 1 主题内容与适用范围 接线端子入厂检验规程(以下简称检验规程)规定了本公司使用此类零、部件的技术要求及检验方法。本检验规程适用于电压等级1140V以下的公司生产的新、老防爆电器产品使用的接线端子的入厂检验。 2依据的标准:除本规程外,还应符合各自产品的企业标准、产品图样、工艺文件等相关标准的技术要求。 3检验项目: a、外观; b、隔爆参数; c、外形尺寸; d、介电强度。 4检验手段:目测和实际测量 5检验用量具:游标卡尺、外径千分尺、粗糙度样块、工频耐压仪。 6技术要求: a、整体外观完整、无破损、无缺件;绝缘件外观表面应光滑,不得有气泡, 无裂纹、无开裂及麻点;隔爆面外观无磕碰及划伤;金属零件不应有锈蚀现象; b、用于主电路中的接线端子,其螺纹规格为M10及以下的导电杆采用H62或 HPb59-1黄铜棒材;螺纹规格M12及以上的导电杆采用T4Y或T2Y的纯铜棒材; 接线端子用于控制电路,其导电杆采用H62、HPb59-1黄铜棒材或Q235园钢; c、绝缘件应采用相比漏电起痕指数为a级,耐弧性达180S的材料制成; d、黄铜、纯铜导电零件须经酸洗或电镀处理;黑色金属零件作电镀处理;
e、接线端子隔爆零部件的隔爆面的表面粗糙度Ra的上限值为6.3μm; f、接线端子隔爆结合面为园筒结构,其隔爆结合面长度L和隔爆结合面配合 间隙W应符合表1的规定: 表1 g、接线端子的介电性能应符合表2的规定: 表2 7检验方法: a、本规程第6款的a、 b、d项采用目测方式检验; b、本规程第6款的c项由供方的型式试验报告和出厂检验报告验证; c、本规程第6款的e项采用粗糙度标准样块实际比较测量; d、本规程第6款的f项,其隔爆面长度采用游标卡尺测量,精度至0.1mm; 园筒隔爆面的外径采用外径千分尺测量,精度至0.001mm; e、本规程第6款的g项采用工频耐压仪试验。 8接线端子的入厂检验采用逐件检验,检验记录按入厂批次分类填写检验报告。9对于检验中发现的不合格品彩退回供方调换处理
精品文档 前 言 本标准代替Q/AUX J09.02.014—2009《接插件检验标准》,与旧版标准对比,本标准主要做了 以下修改: ——增加250旗插管距离宽尺寸; ——更改了6.3*0.8插片公差及插拔力中型号更改。 本标准由宁波奥克斯空调有限公司提出。 本标准由宁波奥克斯空调有限公司控制器研究所归口和起草。 本标准修订人:王杰洋。 本标准2010年6月第一次修订。 密级:NB 宁波奥克斯空调有限公司企业标准 Q/AUX J09.02.014—2010 代替Q/AUX J09.02.014—2009 接插件检验标准 2010-07-01发布 2010-07-10 宁波奥克斯空调有限公司 发布 Q/AUX
接插件检验标准 1 范围 本标准规定了接插件的技术要求、试验方法及检验规则。 本标准适用于本公司生产的房间空气调节器所采用的接插件的检验。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 2423.17 电工电子产品基本环境试验规程试验Ka:盐雾试验方法 GB/T 5095 电子设备用机电元件基本试验规程及测量方法 GB/T 5169.11 电工电子产品着火危险试验方法成品的灼热丝试验和导则 Q/AUX J02.02.002-2005 产品中限制使用有害物质标准 3 要求 3.1 端子品牌 本公司空调目前所采用的端子规定为韩国KET系列、日本JST、JAM系列和美国AMP系列。国产端子须经我公司确认后方可使用。 3.2常用连接器 常用连接器见表1。 表1 型号PH EH XH HH KH2 KH3 KH4 VH YL SM EL TJC2A TJC3 中心距mm 2.0 2.5 2.5 2.5 3.5 3.96 7.5-5 3.96 4.5 2.5 4.5 7.5-5 2.5 系列线数2-16 2-15 2-16 2-15 2-20 2-20 2-6 2-10 1-21 2-12 2-15 2-6 2-16 额定电流A 2 3 3 3 6 6 6 7 7-5 3 10-6 4A 3A 额定电压V 100 250 250 250 250 250 300 250 300 250 300 250 250 绝缘电阻≥MΩ1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 耐压V.Ac/min 800 1000 1000 1000 1500 1500 2000 1500 1500 1000 1500 1500 1000 适用导线(AWG) 22-18 22-18 22-18 22-18 26-16 28-22 24-16 26-20 28-22 各连接器的外形参照相关接插线的图纸。扁形快速连接器的插片和插套尺寸见附录A。 3.3 常用热缩管 LSR-1 105℃ LSR热缩管具有良好的柔软性、高度阻燃性和低温收缩特性。 注:L—低温收缩S—热收缩型R—辐射交链1型—90℃收缩 4 技术要求 4.1 外观 4.1.1 塑料件表面应无明显的疤痕、凹陷、开裂及影响使用的变形。 4.1.2 金属件表面无锈蚀、氧化、无明显的机械损伤。
连接器生产操作工艺及检验规范 (一)造型操作要求 1.型砂选用:外模采用有机酯硬化水玻璃砂做面砂,有机酯硬化水玻璃旧砂做背砂,中间填一些废砂,铸字用铬铁矿砂。 连接器1号砂芯采用CO2硬化碱性酚醛树脂新砂,连接器2号砂芯采用水玻璃有机酯新砂,CO2硬化的白砂与树脂的配比为100%新砂+3.0~3.2%树脂。 2.连接器外冷铁尺寸、形状见工艺图,造型准备班找废料割制。 3.铸型和砂芯表面刷上海涂料。其方法:先用手把涂料膏涂刷在R角或粗糙毛面上,点火干燥,打磨,再刷一遍稀涂料,打磨,最后刷一遍浓一些的涂料,再打磨光滑。铸型表面附一层1~2mm厚的涂料层,铸字处放铬铁矿砂的位置可不必上涂料,若附有涂料,须用铁钉去除。 4.每个铸型用喷灯吹2~3分钟即可,合箱后用热风机每箱吹 0.5小时。 5.上下箱用铁制定位销定位,确保尺寸精度。 6.铸造炉号按SGS日月年排列。如某规格当天生产3件,在生产日期后分别铸上-1,-2,-3,以便每个连接器都有一个独立编号。
具体为“SGS日月年-生产序号” 例如:2011年10月15日制造的第3件,其炉号为“SGS151011-3”。 7.工作场地:造型车间安排在小跨20吨砂机场地。 8.砂芯通气管要求采用塑料软管。 9.铸型保温20-22H开箱。 10.铸型合箱外浇口尽量安排在一条直线上。 (二)冶炼操作要求 1.采用6T中频炉冶炼,按要求的化学成分炼好钢水。2.出钢温度1605~1615℃,浇注温度第一箱控制在1550~1555℃,最后一箱控制在1535~1540℃,保证铸字清晰,铸件表面无皱褶。 3.采用8T漏底包浇注。 4.浇注速度每箱20~30秒,每箱浇注时间尽量控制在25秒以内。 5. 化学成分及机械性能要求 1)化学成分 表1SCSiMn1H化学成分