故障模式与影响分析(FMEA)
故障模式及影响分析(FMEA)是在产品设计过程中,通过对产品各组成单元潜在的各种故障模式及其对产品功能的影响进行分析,提出可以采取的预防改进措施,以提高产品的可靠性的一种设计分析方法。
通过故障模式及影响分析,可以迅速揭示比较明显的故障模式并确定单点故障,其中有些故障可以用少量的设计更改予以消除。FMEA能够帮助研究人员准确地分析产品故障对系统工作所产生的后果,并按照严酷度指标对每一潜在故障模式进行归类,从而获得制定设计、工艺改进和使用补偿措施的依据,提出改进对策。
一. FMEA的作用
1. 为确定可靠性关键件和重要件提供依据,这些产品是进行设计、工艺改进,进而提高其可靠性的主要目标,亦是详细分析、可靠性增长试验、鉴定试验、应力分析和保证安全性的主要对象;
2. 有助于设计人员考虑在薄弱环节上是否采用冗余设计、元器件优选、工艺改进、降额设计和热设计等可靠性技术措施;
3. 为改善既定的制造、装配、交付或服务过程提高依据;
4. 为确定可靠性试验和检验的程序和方法提供重要的信息;
5. 为质量检验或控制点的设置提供有益的信息;
6. 为其他相关活动提供信息。
二. FMEA的分类
FMEA可以分为设计FMEA(DFMEA)、生产工艺FMEA(PFMEA)、使用FMEA(UFMEA)等。特别地,把FMEA的每一故障模式的严酷度与故障模式的出现概率结合起来分析,称为危害分析(CA),FMEA和危害性分析(CA)一起称为故障模式影响与危害分析(FMECA)。
三. FMEA的程序和内容
故障模式及影响分析通常分为两部分,即“系统(或过程)定义”和“填写故障模式及影响分析(FMEA)表格”。前者属于FMEA的准备工作,后者是FMEA的具体内容。
1.系统(或过程)定义
完整的系统(或过程)定义是针对系统的每一项任务、每一任务阶段、各种工作方式及其功能描述,并针对每一任务阶段和工作方式、预期的任务持续时间和设备使用情况、每一产品的功能和输出,以及构成系统和部件故障条件等内容对系统和部件加以说明。完整的系统定义包括四个方面的内容:
系统的任务功能及工作方式、系统的剖面、系统的任务时间以及系统的功能方框图或可靠性方框图等。
2.故障模式与影响分析(FMEA)表格
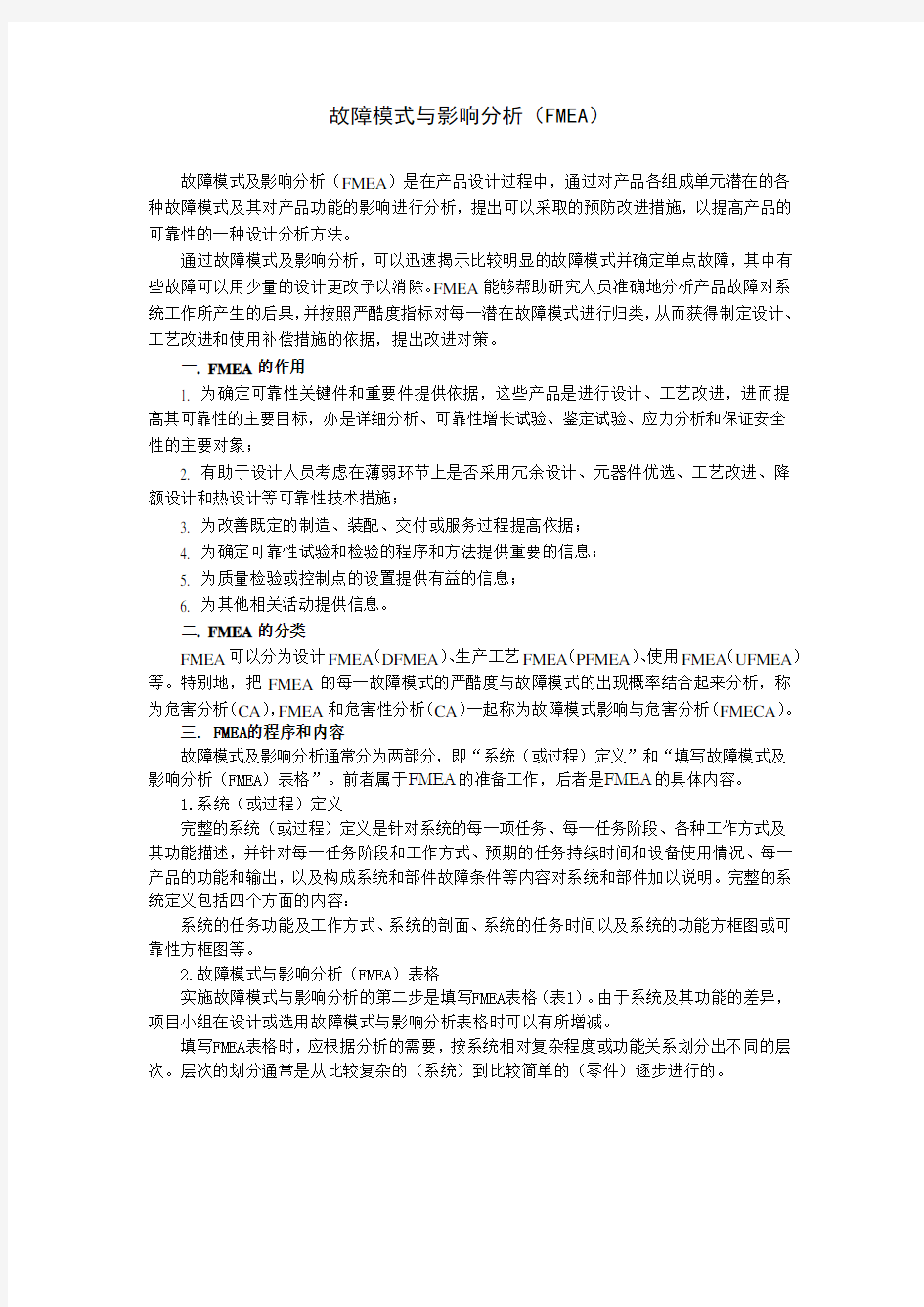
实施故障模式与影响分析的第二步是填写FMEA表格(表1)。由于系统及其功能的差异,项目小组在设计或选用故障模式与影响分析表格时可以有所增减。
填写FMEA表格时,应根据分析的需要,按系统相对复杂程度或功能关系划分出不同的层次。层次的划分通常是从比较复杂的(系统)到比较简单的(零件)逐步进行的。
表1 故障模式与影响分析表
四. 故障模式与影响分析的要点
1. 故障模式(第4栏)
一般情况下,研究人员可以借助于统计试验、预测或专家系统得到被分析系统或产品各种可能的故障模式。
(1)在进行故障模式分析时应注意以下三点:
a.确定和说明产品在所有任务阶段和所有工作模式下的全部故障模式;
b.重视备份单元的切换、故障检测和隔离环节的故障模式分析,确保备份单元的作
用不被上述转换和接口单元的故障所抵消;
c.重视分系统间和设备间各种接口(机、电、液、热等)的故障模式的确定与分析。
(2)下列方法常常被用于故障模式的鉴别:
a.对新的零部件可选用与其具有类似功能的产品作为依据,分析出可能的故障模式;
b.对已知或常用的零部件,可采取实际统计结果作为依据;
c.对复杂的零部件或由多个零件组成的产品,可将其作为系统来处理;
d.对于某些潜在的故障模式,可借助于对产品某些物理参数的测试进行推断。
2. 故障原因(第5栏)
为确定并说明与预想故障模式有关的各种原因,研究人员可以从以下几个方面着手考虑:(1)那些直接导致故障的物理或化学过程、设计或工艺缺陷、零件使用不当或其他过程;
(2)因引起品质降低而进一步发展为故障的那些物理或化学过程、设计或工艺缺陷、零件使用不当或其他过程;
(3)由于下一约定层次故障模式往往是上一约定层次的故障原因,因此要考虑相连约定层次之间的因果联系;
(4)当一个故障模式存在两个以上故障原因时,应确认和填写每一个独立的故障原因。
3. 故障影响(第7~9栏)
分析人员应将每一故障模式对局部、高一层次和最终层次的不同影响情况分别填入第7至9栏(通常用不同等级的“严酷度”来度量某一故障模式对最终层次的影响)。有关三种不同级别的故障影响的内容、特点(或用途)和常见处理办法如表2所示。
表2 三种故障影响的内容、特点及常见处理办法
4. 故障检测方法(第10栏)
故障检测方法是关系到发现故障模式、找出故障原因、提出补偿措施的重要步骤。该栏目记录操作人员用以检测故障模式发生的方法和手段,例如目视检查、机内测试设备、音响报警装置、自动传感装置等等。若没有故障检测手段,则在该栏目中填写“无”。没有故障检测手段通常隐含着某些故障现象不能被及早发现的风险,因而应该引起系统或产品设计人员的足够重视。一般情况下,应能做到每一种故障模式都是可以检测的。
5. 补偿措施(第11栏)
分析人员应指出并评价那些能够用来消除或减轻故障影响的补偿措施,包括设计上的补偿措施和系统操作或维护人员的应急补偿措施。
(1)设计上的补偿措施可以从如下四个方面着手考虑:
a.产品发生故障时,确保继续安全工作的冗余设备;
b.安全或保险装置,如监控或报警装置;
c.可替换的工作方式,如备用或辅助设备;
d.可以消除或减轻故障影响的设计或过程改进,如优选元器件、进行降额设计、实施
环境应力筛选、改善产品制造过程,等等。
(2)系统操作或维护人员的应急补偿措施可以从如下两个方面着手考虑:
a.进行接口设备分析,确保在产品发生故障时,系统操作或维护人员能够采取最恰
当的应急措施;
b.进行操作或维护人员因系统异常指示而采取不正确动作所造成的后果分析,并研
究其影响。
6. 严酷度类别(第12栏)
根据每个故障模式对系统造成的最坏的潜在影响(或后果)确定其严酷度类别。在实际应用中,严酷度类别按每个故障模式对“初始约定层次”产生的最终影响程度来划分。在填写FMEA表格时,分析人员应按照事先划分好的严酷度类别,评定每个故障模式的严酷度(如Ⅰ级、Ⅱ级、Ⅲ级、Ⅳ级分别对应灾难性故障、致命性故障、严重故障和轻度故障),并将其“类别符号”填入本栏目。
7.备注(第13栏)
本栏目主要记录对其它栏目的注释和说明,如对改进的建议、异常状态的说明、冗余设备的故障影响、单点故障模式,等等。
失效模式与后果分析(新版FMEA) ●课程特色 用客户的产品为案例,学员以小组的方式,学习界限图、接触矩阵图、P图、DRBFM为DFMEA奠定基础;学习过程流程图、特性矩阵图、过程变差识别和过程参数控制,为PFMEA奠定基础;掌握新版FMEA 的更新内容和要求;帮助学员学会真正将FMEA作为工程师必需掌握的设计工具。 ●课程目标 n 掌握新版FMEA(第四版)的更新的内容和要求 n 理解失效模式和后果分析(FMEA)概念、信息流、步骤和方法; n 通过界限图,正确界定FMEA的范围; n 应用接触矩阵图,分析零件与零件之间在物体、能量、信息、物质形态方面的交互作用; n 建立P图,分析产品的错误状态,揭露导致产品不可靠的原因; n 通过过程流程图,建立产品特性和过程参数的对应关系; n 具备运用FMEA、过程控制计划等工具,提高产品和过程的可靠性; n 理解FMEA与其他任务和工具之间的关系。 n 掌握FMEA和其它文件之间的相互关联 ●课程大纲 课程名称:失效模式与后果分析(新版FMEA) 开课地点:广州市黄埔区黄埔东路2926号万好万家A座302室 培训对象:质保部经理,设计工程师、制造工程师和其他直接负责过程标准化和改进的人员,那些直接负责引进新产品或新制造过程的人员。 培训目标: n 掌握新版FMEA(第四版)的更新的内容和要求 n 理解失效模式和后果分析(FMEA)概念、信息流、步骤和方法; n 通过界限图,正确界定FMEA的范围;
n 应用接触矩阵图,分析零件与零件之间在物体、能量、信息、物质形态方面的交互作用; n 建立P图,分析产品的错误状态,揭露导致产品不可靠的原因; n 通过过程流程图,建立产品特性和过程参数的对应关系; n 具备运用FMEA、过程控制计划等工具,提高产品和过程的可靠性; n 理解FMEA与其他任务和工具之间的关系。 n 掌握FMEA和其它文件之间的相互关联 课程内容简介:三天课程结合美国奥曼克丰富的实际案例,系统地讲解新版FMEA(第四版)的内容、要求、信息流、实施步骤和方法;包括DFMEA, DVP&R, 应用界限图、接触矩阵图、P图、设计矩阵表、DRBFM(基于失效模式的设计评估)、过程流程图、PFMEA、控制计划等工具,帮助学员了解通过实施FMEA 的过程,掌握产品特性内部、产品特性与过程特性、DFMEA和PFMEA、DFMEA与DVP&R、流程图和PFMEA、PFMEA和控制计划以及系统、子系统、部件、零件之间的相互关联,解决产品设计和过程设计可能出现的问题,在产品实现过程的前期确保失效模式得到考虑并实现失效的控制和预防。 课程详细内容: n 新版FMEA 概述 l FMEA的定义、范围和好处 l FMEA的种类: 系统FMEA, 设计FMEA, 设计FMEA l 原因和效果基本关系 l FMEA的模式和产品实现流程 l FMEA开发过程中的关联 l FMEA开发组织和小组作用 l 高层管理在FMEA过程的作用(新版)
目录 一、前言 (01) 二、设计FMEA (02) 1.先期规划 (03) 2.设计FMEA展开 (07) 3.后续追踪与应用 (14) 附录A:设计FMEA方块图范例 (16) 附录B:设计FMEA范例 (17) 附录C:设计FMEA表格 (18) 案例分析 (19)
一、前言 失效模式、效应与关键性分析(Failure Mode,Effects and Criticality Analysis,FMECA)是一种系统化之工程设计辅助工具,主要系利用表格方式协助工程师进行工程分析,使其在工程设计时早期发现潜在缺陷及其影响程度,及早谋求解决之道,以避免失效之发生或降低其发生时产生之影响。FMECA之前身为FMEA(Failure Mode and Effects Analysis),系由美国格鲁曼(Grumman)飞机公司在1950年首先提出,应用于飞机主操纵系统的失效分析,在1957年波音(Boeing)与马丁(Martin Marietta)公司在其工程手册中正式列出FMEA之程序,60年代初期,美国航空太空总署(NASA)将FMEA成功地应用于航天计画,同时美国军方也开始应用FMEA技术,并于1974年出版军用标准FMECA程序MIL-STD-1629,于1980年由国际电工技术委员会(International Electrothnical Commission,IEC)所出版之国际IEC 812即为参考MIL-STD-1629A加以部份修改成之FMEA程序。除此之外,ISO 9000及欧市产品CE标志之需求,也将FMEA视为重要的设计管制与安全分析方法。 在70年代,美国汽车工业受到国际间强大的竞争压力,不得不努力导入国防与太空工业之可靠度工程技术,以提高产品品质与可靠度,FMEA手册,此时发展之分析方法与美军标准渐渐有所区别,最主要的差异在引进半定量之评点方式评估失效模式之关键性,后来更将此分析法推广应用于制程之潜在失效模式分析,从此针对分析对象之不同,将FMEA分成”设计FMEA”与制程FMEA”,并开始要求零件供货商分析其零件之设计与制程。在各个汽车厂都要求其零件供货商按照其规定之表格与程序进行FMEA的情况下,由于各公司的规定不同,造成零件供货商按照其规定之表格与程序进行FMEA的情况下,由于各公司的规定不同,造成件供货商额外的负担,为改善此一现象,福特(Ford)、克莱斯勒(Chrysler)、与通用汽车(General Motor)等三家公司在美国品管学会(ASQC)与汽车工业行动组(AIAG)的赞助下,整合各汽车公司之规定与表格,在1993年完成『潜在失效模式与效应分析(FMEA)参考手册』,确立了FMEA在汽车工业的必要性,并统一其分析程序与表格,此参考手册在1995年完成修定二版,并成为SAE正式技术文件SAEJ-1739。 目前FMEA已经广泛应用在航空、航天、电子、机械、电力、造船和交通运输等工业,根据对美国国防部所属的112个单位进行的调查显示,有87个单位认为FMEA是一种有效的可靠度分析技术,值得推广。 FMEA做为设计工具以及在决策过程中的有效性决定于设计初期对于问题的信息是否有效地传达沟通,或许FMEA给人最大的批评在于其对设计之改进效益有限,其最主要原因为执行的时机不对,以及单独作业,在设计过程中没有适当的输入FMEA信息,掌握时机或许是执行FMEA是否有效的最重要因素。FMEA的目的为确认在系统设计中的所有失效模式,其第一要务为及早确认系统设计中所有的致命性(Catastrophic)与关键性(Critical)失效发生的可能性,以便尽早开始进行系统高层次之FMEA,当获得更多数据后,再扩展分析到低层次硬品。 本教材乃针对设计FMEA相关技术做一探究。 将FMEA技术应用于制造/组装程序之分析称为”制程FMEA”,亦即在设计制造程序时,
潜在失效模式及后果分析 FMEA
一基本概念 1. 可靠性工程学中应用最多的方法 潜在失效模式及后果分析FMEA 威布尔概率纸 故障树分析法FTA
失 效 Failure —— 一个产品/过程/系统不能正常 工作需要修理或调换也称故障失效模式 Failure Mode —— 失效的表现形式 失效后果Failure Effect —— 失效给顾客带来的影响 失效强调的是产品本身的功能状态 事故强调的是造成损害的后果 失效并不都引起事故顾 客 Customer —— 不仅仅是“最终使用者”还可 以是后续或下一工序的使用者 2. 术语
二为什么要FMEA? 1预测可以预先发现或评估产品/过程中潜在的失效及影响2持续改进不但改进并积累经验并将其文件化程序化 3防错避免同类错误的发生 4客户要求部分客户要求供应商有FMEA并不断更新 5审核要求为通过QS9000,VDA 6.1等标准必须有FMEA ?首先集中有限的资源于高风险项降低开发成本 ?提高产品功能保证和可靠性 ?缩短开发周期 ?改善内部信息交流 ?将责任和风险管理联系起来
三定义 FMEA —— Potential Failure Mode and Effects Analysis 潜在失效模式及后果分析 是一种系统化的可靠性定性分析方法 通过对系统各组成部分进行事前分析发现评价产品/过程中 潜在的失效模式查明其对系统的影响程度以便采取措施进行 预防的分析方法 后经发展对可能造成特别严重后果的失效模式进行单独分析 称危害度分析CA:Criticality Analysis合称FMECA 目前被普遍简称为FMEA 常被读作[feime]或各字母单独发音为F,M,E,A
~目錄~ 第一篇FMEA概述 FMEA概述.....................................................................2-3 潛在失效模式與效應分析之順序 (4) 第二篇設計FMEA 何謂設計FMEA (5) 設計FMEA適用時機 (5) 設計FMEA的效益 (6) 團隊工作 (6) 設計FMEA流程圖 (7) 一個設計FMEA的形成~表單填寫指導1~22項........................8-18 設計FMEA範例 (19) 第三篇制程FMEA 何謂制程FMEA (20) 制程FMEA適用時機 (21) 制程FMEA的效益 (21) 團隊工作 (21) FMEA與品質規劃之相關性 (22) 制程FMEA流程圖 (23) 一個制程FMEA的形成~表單填寫指導1~22項.....................24-32 制程FMEA範例 (33) 附錄………………………………………………………………34-40 術 語 (41)
FMEA概述: Potential Failure Mode and Effects Analysis,簡稱FMEA,是對特定的設計或制程究竟應該做些什麼事來確保顧客滿意這一過程的補充,是一項系統化的活動,其主要目的在於: 1.對產品及其制程中的潛在失效與影響效應建立認知并且予以評價。 2.確定系列措施以消除或降低失效發生的機會(或然率)。 3.建立活動過程的文件與紀錄。 ◎根據車輛召回的研究顯示,FMEA的全面實施可以防止很多事件的發生,因此,想要識別并最大程度地減少潛在的隱患,FMEA是一項非常重要的應用技術 。 ◎FMEA成功的關鍵在於〝事件發生前〞采取措施的時間性,在事前花點時間做好FMEA分析,能夠很容易地以低成本來更改產品或制程,從而將後期更改的風險降至最低。 ◎FMEA的範圍與關注焦點: 1.新設計、新技術,或新制程時: 著眼於全部的新設計、新技術,或新制程。 2.現有的設計或制程的變更時(假設已有FMEA): 集中於設計或制程的變更和變更可能產生的交互影響,以及現場的歷史情況。 3.將現有的設計或制程使用於新的環境、場所或用途時(假設已有FMEA): 著眼於新的環境、場所或用途對既有設計或制程的影響。 ◎FMEA編制的責任可能指定為某一主辦工程師,但是輸入應是小組活動的輸出。小組由知識與經驗丰富的人員組成(例如:設計、檢驗、實驗、制造、裝配、服務、品質及可靠度等)。
FMEA(失效模式与影响分析) Failure Mode and Effects Analysis潜在失效模式与后果分析在设计和制造产品时,通常有三道控制缺陷的防线:避免或消除故障起因、预先确定或检测故障、减少故障的影响和后果。FMEA正是帮助我们从第一道防线就将缺陷消灭在摇篮之中的有效工具。 FMEA是一种可靠性设计的重要方法。它实际上是FMA(故障模式分析)和FEA(故障影响分析)的组合。它对各种可能的风险进行评价、分析,以便在现有技术的基础上消除这些风险或将这些风险减小到可接受的水平。及时性是成功实施FMEA的最重要因素之一,它是一个“事前的行为”,而不是“事后的行为”。为达到最佳效益,FMEA必须在故障模式被纳入产品之前进行。 FMEA实际是一组系列化的活动,其过程包括:找出产品/过程中潜在的故障模式;根据相应的评价体系对找出的潜在故障模式进行风险量化评估;列出故障起因/机理,寻找预防或改进措施。 由于产品故障可能与设计、制造过程、使用、承包商/供应商以及服务有关,因此FMEA又细分为设计FMEA、过程FMEA、使用FMEA和服务FMEA四类。其中设计FMEA和过程FMEA 最为常用。 设计FMEA(也记为d-FMEA)应在一个设计概念形成之时或之前开始,并且在产品开发各阶段中,当设计有变化或得到其他信息时及时不断地修改,并在图样加工完成之前结束。其评价与分析的对象是最终的产品以及每个与之相关的系统、子系统和零部件。需要注意的是,d-FMEA在体现设计意图的同时还应保证制造或装配能够实现设计意图。因此,虽然d-FMEA不是靠过程控制来克服设计中的缺陷,但其可以考虑制造/装配过程中技术的/客观的限制,从而为过程控制提供了良好的基础。 进行d-FMEA有助于: ·设计要求与设计方案的相互权衡; ·制造与装配要求的最初设计; ·提高在设计/开发过程中考虑潜在故障模式及其对系统和产品影响的可能性; ·为制定全面、有效的设计试验计划和开发项目提供更多的信息; ·建立一套改进设计和开发试验的优先控制系统; ·为将来分析研究现场情况、评价设计的更改以及开发更先进的设计提供参考。 过程FMEA(也记为p-FMEA)应在生产工装准备之前、在过程可行性分析阶段或之前开始,而且要考虑从单个零件到总成的所有制造过程。其评价与分析的对象是所有新的部件/过程、更改过的部件/过程及应用或环境有变化的原有部件/过程。需要注意的是,虽然p-FMEA 不是靠改变产品设计来克服过程缺陷,但它要考虑与计划的装配过程有关的产品设计特性参数,以便最大限度地保证产品满足用户的要求和期望。 p-FMEA一般包括下述内容: ·确定与产品相关的过程潜在故障模式; ·评价故障对用户的潜在影响; ·确定潜在制造或装配过程的故障起因,确定减少故障发生或找出故障条件的过程控制变量;
1.目 的: 1.1對產品設計及其制程中的潛在失效影響效應建立認知并予以評價。 1.2確認系列措施及消除或降低失效發生的機會。 1.3建立產品設計及其制程的文件記錄。 2.范 圍﹕ 2.1DFMEA :所有新產品在開發初期﹐收到客戶設計資料后,并進行可行性評估與規划之前均適用。 2.2 PFMEA ﹕ 2.2.1在APQP 的制程設計與開發驗証階段實施。 2.2.2對新制程或將修訂的制程實施。 3.權 責﹕ 3.1制訂﹕DFMEA 由開發部主要跨功能小組訂定﹔PFMEA 由生產部主要跨功能小組訂定。 3.2審查﹕由各主要跨功能小組組長審查并督導落實執行。 3.3核准﹕管理代表核准。 4.定 義﹕ 4.1失效模式﹕指產品或過程可能不能滿足設計意圖或過程要求的方式或方法。 5.作業內容﹕按設計或制程FMEA 表格執行,以下簡介FMEA 表的制作﹕ 5.1 FMEA 表編號﹕編號原則如右圖 5.2項目﹕填入要分析之產品型別。 部門﹕填入要分析之工序。 5.3制定部門﹕填入主導FMEA 單位別。 5.4編制人﹕填入主導完成FMEA 工程師的名字。 5.5次系統 / 機種﹕填入客戶產品名稱。 5.6生效日期﹕填入FMEA 最新發布日期。 5.7 FMEA 日期( 原 始 )﹕填入最初FMEA 制定日期。 5.8核心小組﹕填入跨功能小組所有成員姓名。 5.9功能 / 作業要求或目的﹕盡可能簡潔地填入被分析部位(制程)的功能或作業要求,如果項目包 含一個以上有不同功能或(制程)作業要求時﹐則列出所有項目。 5.10潛在失效模式﹕ D(P) 03 04 25 01 流 水 號 日 月 年 設 計 ( 制程 )
FMECA (Failure) 故障模式影响和严重性分析。 一个系统可靠性的质量分析方法,它包括从失效模型中的研究调查,这可存在于系统中的任何项目。 1.FMECA概述 随看工业的发展和科技的进步,我们所研制的系统的复杂程度不断提高,设备成本也急剧增加,因此,进行试验的费用也大大提高。此外,为了满足市场的需求,在不断提高系统工作性能、简化操作过程、减少维护费用的同时,产品开发者还必须为降低研制及生产成本、缩短研制周期付出努力。因此,研制人员通常在进行试验前,对所设计的产品进行故障预想,并希望通过类似方法发现设计中存在的设计缺陷或薄弱环节,并进行修改。 早期的事故或故障预想虽然可能发现设计中的一些问题,但由于缺乏固定的程序和系统化的方法,预想结果具有很大的不确定性,因而其效果也不能令人满意。在这种情况下;人们通过总结工程实践经验,逐渐形成了现在的“故障模式、影响及危害性分析”的系统化的故障分析方法。 故障模式、影响及危害性分析(FMECA)是对产品各组成单元(元器件、组件、分系统、系统)潜在的各种故障模式、故 障原因及其对产品功能的影响和影响的致命程度进行分析,并把每个潜在的故障模式按其严酷度予以分类,从中发现系统设计的薄弱环节和关键部件,并采取相应的预防改进措施,以提高产品可靠性。FMECA 一般分两部完成:第一,识别故障模式和它们的影响——故障模式及影响分析(FMEA); 第二,根据故障模式的严酷度和发生概率,对故障模式分级——危害性分析(CA)。 通过FMECA可以在试验前对设计方案进行较为全面、系统的检查;及时采取改进措施。与通过“试验—修改—再试验”的手段检验和完善系统设计相对照,特别是对于那些组成部分多、技术先进、结构复杂、成本高的新研制系统,有效的FMECA工作可以起到降
FMEA-失效模式和影响分析 前言 蓝草咨询的目标:为用户提升工作业绩优异而努力,为用户明天事业腾飞以蓄能!蓝草咨询的老师:都有多年实战经验,拒绝传统的说教,以案例分析,讲故事为核心,化繁为简,互动体验场景,把学员当成真诚的朋友! 蓝草咨询的课程:以满足初级、中级、中高级的学员的个性化培训为出发点,通过学习达成不仅当前岗位知识与技能,同时为晋升岗位所需知识与技能做准备。课程设计不仅注意突出落地性、实战性、技能型,而且特别关注新技术、新渠道、新知识、创新型在实践中运用。 蓝草咨询的愿景:卓越的培训是获得知识的绝佳路径,同时是学员快乐的旅程,为快乐而培训为培训更快乐!目前开班的城市:北京、上海、深圳、苏州、香格里拉、荔波,行万里路,破万卷书! 蓝草咨询的增值服务:可以提供开具培训费的增值税专用发票。让用户合理利用国家鼓励培训各种优惠的政策。报名学习蓝草咨询的培训等学员可以申请免费成为“蓝草club”会员,会员可以免费参加(某些活动只收取成本费用)蓝草club定期不定期举办活动,如联谊会、读书会、品鉴会等。报名学习蓝草咨询培训的学员可以自愿参加蓝草企业“蓝草朋友圈”,分享来自全国各地、多行业多领域的多方面资源,感受朋友们的成功快乐。培训成绩合格的学员获颁培训结业证书,某些课程可以获得国内知名大学颁发的证书和国际培训证书(学员仅仅承担成本费用)。成为“蓝草club”会员的学员,报名参加另外蓝草举办的培训课程的,可以享受该培训课程多种优惠。 课程介绍 《FMEA-失效模式及后果分析》课程,FMEA作为IATF16949体系中的五大工具之一,本课
程主要从使用的角度,阐述了FMEA所有的条文及应用步骤,以及在实际使用中(包含DFMEA 和PFMEA)需要特别注意的事项,旨在帮助汽车厂及其零组件供应商的工程人员真正掌握该工具的使用,有助于产品在研发阶段预防产品质量风险,从而减少量产中的质量问题。 课程对象:产品研发工程师、项目管理经理、DQE、PQE、SQE、审核员、销售人员、采购工程师、机器设备的维护人员,管理人员等 课程目标 让学员了解最近版本的FMEA工具的关注点 熟悉FMEA的制作步骤 熟悉FMEA文件制作要领 让学员了解FMEA中的文件注意事项 通过学员的小组实际练习和对结果点评 课程内容 第一章如何做好一份实用的FMEA报告 1、90%的人员在做FMEA的时候觉得非常难做 2、80%的企业,做出来的FMEA基本没有人看,没有人用 3、问题出在哪 与学员互动,调节学员的学习兴趣 第二章 FMEA策略,策划和执行 1、FMEA的策略、策划和执行的概述 1)FMEA的策略、策划和执行的概述条文说明 2、FMEA基本框架和基本方法 1)FMEA的基本框架 2)FMEA的基本方法
FMEA失效模式及影响分析及其应用 课程背景: 在企业管理、客户服务、产品开发过程中,是“亡羊补牢”,等出现问题再想办法补救呢,还是“防患于未然”,先预测风险并实施控制的方法呢?答案是显而易见的。 有人会说,不出问题,我怎么知道存在什么问题呢?也有人说,我也想“先知先觉”,但我又不能未卜先知,我怎么知道产品投放市场后回出现什么问题呢? ·风险到底是什么,我们该如何来防范它?? ·客户投诉的问题五花八门,理不出头绪,我该怎么进行分析呢?? ·有没有一种系统的工具可以帮助我们对可能出现的问题予以关注呢? ·老是出现类似的问题为什么一直得不到有效的解决?…… 如果您也也有类似的困惑,并且您还没有找到好的方法来解决这些问题,敬请关注《FMEA(失效模式及影响分析)及其应用》 本课程将详细讲解FMEA(Failure Mode and Effect Analysis)失效模式和影响分析这一系统化的预见失效、避免失效的重复出现、降低风险的方法,这一方法最先运用于阿波罗登月计划中,现在被广泛运用于汽车工业中。这一结构化的方法通过对失效(缺陷)的严重性、发生频率和检出性的评分,对风险进行优先排序,并在此基础上对高风险进行控制。是一种有效的预警和降低风险的分析工具。 本课程中您还将现场对照您身边发生的实例,进行FMEA的练习,让您在现实生活中可以学以致用! 同时,本课程还将同你分享企业实施中指南、经验和成功案例,使您在您的企业中推广时事半功倍!培训目标: ·帮助理解失效模式及后果分析在生产过程和质量体系中的应用 ·确定针对不同产品特性而使用FMEA的适用的标准 ·帮助企业建立有效的、及时的和充分的FMEA控制体系 课程大纲: 新版FMEA 概述 ·FMEA的定义、范围和好处 ·FMEA的种类: 系统FMEA, 设计FMEA, 设计FMEA ·原因和效果基本关系 ·FMEA的模式和产品实现流程 ·FMEA开发过程中的关联 ·FMEA开发组织和小组作用 ·高层管理在FMEA过程的作用(新版) 设计FMEA ·DFMEA的基本模式 ·DFMEA的信息流 ·DFMEA的目的 ·前期策划:客户和产品要求的确定 ·产品功能表 ·分析途径 设计FMEA (续) ·界限图(Boundary Diagram) ·接触矩阵图 (Interface Matrix) ·白噪声图(参数图) (P-Diagram) ·DFMEA内部的动态链接(新版) ·DFMEA输入和输出 ·设计矩阵 ·开发DFMEA: 功能、失效模式、后果分析、潜在原因、因果分析工具、设计控制、SOD评分(新版) ·多方位的风险分析(新版强调)
故障模式与影响分析(FMEA) 故障模式及影响分析(FMEA)是在产品设计过程中,通过对产品各组成单元潜在的各种故障模式及其对产品功能的影响进行分析,提出可以采取的预防改进措施,以提高产品的可靠性的一种设计分析方法。 通过故障模式及影响分析,可以迅速揭示比较明显的故障模式并确定单点故障,其中有些故障可以用少量的设计更改予以消除。FMEA能够帮助研究人员准确地分析产品故障对系统工作所产生的后果,并按照严酷度指标对每一潜在故障模式进行归类,从而获得制定设计、工艺改进和使用补偿措施的依据,提出改进对策。 一. FMEA的作用 1. 为确定可靠性关键件和重要件提供依据,这些产品是进行设计、工艺改进,进而提高其可靠性的主要目标,亦是详细分析、可靠性增长试验、鉴定试验、应力分析和保证安全性的主要对象; 2. 有助于设计人员考虑在薄弱环节上是否采用冗余设计、元器件优选、工艺改进、降额设计和热设计等可靠性技术措施; 3. 为改善既定的制造、装配、交付或服务过程提高依据; 4. 为确定可靠性试验和检验的程序和方法提供重要的信息; 5. 为质量检验或控制点的设置提供有益的信息; 6. 为其他相关活动提供信息。 二. FMEA的分类 FMEA可以分为设计FMEA(DFMEA)、生产工艺FMEA(PFMEA)、使用FMEA(UFMEA)等。特别地,把FMEA的每一故障模式的严酷度与故障模式的出现概率结合起来分析,称为危害分析(CA),FMEA和危害性分析(CA)一起称为故障模式影响与危害分析(FMECA)。 三. FMEA的程序和内容 故障模式及影响分析通常分为两部分,即“系统(或过程)定义”和“填写故障模式及影响分析(FMEA)表格”。前者属于FMEA的准备工作,后者是FMEA的具体内容。 1.系统(或过程)定义 完整的系统(或过程)定义是针对系统的每一项任务、每一任务阶段、各种工作方式及其功能描述,并针对每一任务阶段和工作方式、预期的任务持续时间和设备使用情况、每一产品的功能和输出,以及构成系统和部件故障条件等内容对系统和部件加以说明。完整的系统定义包括四个方面的内容: 系统的任务功能及工作方式、系统的剖面、系统的任务时间以及系统的功能方框图或可靠性方框图等。 2.故障模式与影响分析(FMEA)表格 实施故障模式与影响分析的第二步是填写FMEA表格(表1)。由于系统及其功能的差异,项目小组在设计或选用故障模式与影响分析表格时可以有所增减。 填写FMEA表格时,应根据分析的需要,按系统相对复杂程度或功能关系划分出不同的层次。层次的划分通常是从比较复杂的(系统)到比较简单的(零件)逐步进行的。
潜在失效模式与效应分析 (P FMEA) (QMS-3-0 62) 编写:___________ 日期___________ 审核:___________ 日期___________ 批准:___________ 日期___________
修订记录 序号修订时间修订页 码 修订内容修订前 版/页次 修订后 版/页次 修订者 1 2014/2/28 全文新增第1.0版第1.0版朱冠
一.目的: 利用可靠性分析技术对产品.制程.设备进行分析,以求在设计阶段早期发现问题,及早谋求解决措施。 二.适用范围: (1)产品开发及改善。 (2)制程开发及改善。 (3)设备开发及改善。 三.定义: (1) PFMEA : (Potential Failure Mode & Effect Analysis) 潜在失效模式与效应分析。 (2)严重度(Severity) :恒量失效的影响程度。 (3)发生率(Occurrence) :失效发生的几率。 (4)难检度(Detection) :在现行的控制措施下,侦测失效发生的能力。 (5)风险优先数(RPN)= 严重度(S) *发生率(O) *难检度(D)。 四 . PFMEA分析流程: 四 . PFMEA分析流程(接上表): 序号作业流程权责作业内容参考文件相关表 单 序号作业流程权责作业内容参考文件相关表单 1 客户 总经理室 工程部 品管部 1-1.由客户/工程部/总经理室 相关部门人员审查方案可 靠性; 1-2.工程部经理或以上人员核 准; 1-3.品管部分别与工程部.生 产部组成PFMEA团队。 《品质手册》 《管理责任控制程 序》 《合约控制程序》 《文件控制程序》 《可靠度工程评 估报告》 2 工程部 生产部 2-1. 工程部.生产部执行人分别 填写开发段.改善段PFMEA 2-2 对产品.制程.设备 可能出现的失效逐条列出 《文件控制程序》 《预防措施控制程 序》 《工程变更控制程 序》 《潜在失效模式 与效应分析》可靠 性评估 潜在失效模 式 OK
1. 评价在制造过程中潜在的失效模式,分析其后果,评估其风险,从而预先采取措施,消除 或减少失效发生的机会,有效地提高产品质量和可靠性,达到顾客扌两丿意。 2. 适用范围: 适用于新的或更改后的产品/过程的策划阶段,对产品的零部件及各个过程的潜在失效模式及后果进行分析的活动。 3. 定义: 3.1 FMEA:过程潜在失效模式和后果分析,主要是由负责制造的工程师/多方论 证小组采用的一种分析技术,用来保证在可能的范围内已充分地考虑到并指明潜在失效模 式及其相关的起因或机理。 4. 职责 4.1开发部职责: 4.1.1由负责过程设计、制造、装配、售后服务、质量等方面的专家成立多方论证小组,负责 计算风险顺序数RPN 4.1.2多方论证小组职责: 4.121负责收集与FMEAS关数据资料。 4.1.2.2负责进行FMEA分析、评审、效果跟踪和确认。 4.1.3开发部负责对FMEA勺输出整理归档。 5. 作业流程 5.1开展FMEA勺时机FMEA旨在及早识别出潜在的失效,因此FMEA应在以下情况下开 展: 5.1.1在产品、过程设计概念形成,设计方案初步确定时开始FMEA 5.1.2在产品、过程设计的各个重要阶段,对FMEAJ行评审、修改; 5.1.3在如产品、过程设计文件完成之后完成FMEAC作; 5.1.4在进行产品、过程设计修改时对FMEAS行重新评审和修改。 5.2 FMEA活动的实施 5.2.2多方论证小组根据过程流程图、特殊特性清单、产品技术要求、过程特性参数、制造和 装配的要求等和现有的FMEA&料对过程潜在失效模式及后果进行分析。 5.3按下列要求填写FMEA表格:
故障模式影响分析-FMEA 教程 北京运通恒达科技有限公司二○○三年六月
第1 章故障模式影响及危害性分析原理 (5) 1.1 概述 (5) 1.2 FMEA 的方法类别 (5) 1.3 FMEA 的分析步骤 (6) 1.4 FMEA 过程详解 (7) 1.4.1 故障模式分析 (7) 1.4.2 故障原因分析 (8) 1.4.3 故障影响分析 (9) 1.4.4 风险分析 (10) 1.4.5 故障检测方法分析 (10) 1.4.6 补偿措施分析 (11) 1.4.7 FMEA的实施 (11) 1.4.8 FMEA 的注意事项 (11) 第2 章典型FMEA分析方法介绍 (12) 2.1 典型的FMEA 分析方法 (12) 2.2 GJB 1391-92 FMEA (12) 2.2.1 FMEA 定义 (12) 2.2.2 FMEA工作表描述 (14) 2.2.3 CA工作表及填写方法 (17) 2.2.4 FMEA 的结果 (19) 2.2.5 FMEA 分析举例 (19) 2.3 QS9000 FMEA (20) 2.3.1 FMEA 的评价准则 (20) 2.3.2 FMEA 工作表及填写方法 (24) 2.3.3 跟踪行动 (27) 2.3.4 FMEA 分析举例 (27)
表1-1 产品寿命周期各阶段的FMEA方法5 表1-2 典型故障模式9 表2-1 典型的FMEA 方法标准、手册和规范12 表2-2 严酷度定义13 表2-3 故障模式概率等级定义13 表2-4 故障影响概率定义13 表2-5 故障模式及影响分析表16 表2-6 危害性分析表18 表2-7分压器的FMEA工作表20 表2-8 DFMEA严重度评价准则21 表2-9 PFMEA严重度评价准则21 表2-10 DFMEA发生度评价准则22 表2-11 PFMEA发生度评价准则22 表2-12 DFMEA探测度评价准则23 表2-13 PFMEA探测度评价准则23 表2-15 潜在失效模式及后果分析工作表26 表2-16 QS9000 FMEA 范例28
新版DFMEA-设计失效模式与影响分析实战运用 ●课程背景 德国汽车工业协会(VDA QMC)在德国柏林召开股东会议,并正式宣布新版AIAG-VDA FMEA标准发布!这是一个历史性时刻,历经了长时间汽车行业专家的反复研讨和修订,第一版的AIAG-VDA标准终于正式发布!本次培训将根据最新发布的AIAG-VDA FMEA要求,系统地讲解新版FMEA的背景,重要变化点以及企业如何应对等,并对新的AIAG-VDA FMEA七步法进行详细讲解,帮助企业迅速掌握新版FMEA 的使用。 FMEA是1960年代美国太空计划所发展出来的一套手法,为了预先发现产品或流程的任何潜在可能缺点,并依照其影响效应,进行评估与针对某些高风险系数之项目,预先采取相关的预防措施避免可能产生的损失与影响。近年来广为企业界做为内部预防改善与外部对供货商要求的工具,是从事产品设计及流(制)程规划相关人员不得不熟悉的一套运用工具。FMEA是系统化的工程设计辅助工具,主要利用表格方式协助进行工程分析,使其在工程设计时早期发现潜在缺陷及其影响程度,及早谋求解决之道,避免失效之发生或降低影响,提高系统之可靠度。因此尽早了解与推动失效分析技术,是业界进军国际市场必备的条件之一! ●培训对象 研发总监、经理、工程师;质量总监、质量经理、质量主管、质量工程师、质量技术员;技术总监、经理、工程师、技术员;产吕流程总监、经理、工程师、技术员;生产经理、生产主管以及所有工程师(PE,ME,QA,SQE等)。 ●培训时间 1天 ●课程收获 1.了解最新版FMEA的背景及主要变化点 2.理解和掌握新版FMEA的七步法 3.预先考虑正常的用户使用和制造过程中会出现的失效 4.有助于降低成本提升效益,预防不良品的发生
设计潜在失效模式及后果分析 (DFMEA) .(6–QA–80) 汽车起动型铅酸蓄电池 广州市大圣汽车有限公司 2004年10月14日
设计潜在失效模式及后果分析 系统:(DFMEA) 零部件:.设计责任部门:技术部编制:九魔王编号:DF-A1-0101 电池型号:. 关键日期:2004-05-28 编制日期:2004-05-28 修订日期:2004-10-14 主要参加成员:FMEA小组(必须写出名单)页码:第1 页共1页
设计潜在失效模式及后果分析 系统:(DFMEA) 零部件:左右极柱设计责任部门:技术部编制:九魔王编号:DF-A1-0102 电池型号:. 关键日期:2004-05-28 编制日期:2004-05-28 修订日期:2004-10-14 主要参加成员:FMEA小组(必须写出名单)页码:第1 页共1页
设计潜在失效模式及后果分析 系统:(DFMEA) 零部件:极柱设计责任部门:技术部编制:九魔王编号:DF-A1-0103 电池型号:. 关键日期:2004-05-28 编制日期:2004-05-28 修订日期:2004-10-14 主要参加成员:FMEA小组(必须写出名单)页码:第1 页共1页
设计潜在失效模式及后果分析 系统:(DFMEA) 零部件:隔板设计责任部门:技术部编制:九魔王编号:DF-A1-0104 电池型号:. 关键日期:2004-05-28 编制日期:2004-05-28 修订日期:2004-10-14 主要参加成员:FMEA小组(必须写出名单)页码:第1 页共1页
设计潜在失效模式及后果分析 系统:(DFMEA) 零部件:电池槽设计责任部门:技术部编制:九魔王编号:DF-A1-0105 电池型号:. 关键日期:2004-05-28 编制日期:2004-05-28 修订日期:2004-10-14 主要参加成员:FMEA小组(必须写出名单)页码:第1 页共1页
失效模式及后果分析 Failure Mode & Effects Analysis 1.引言 一、定义 1、潜在失效模式及后果分析(FMEA) FMEA是一组为达到下列目的而进行的系统化活动: 1)发现并识别产品/过程的失效模式及其可能影响 2)识别能够消除或减少失效模式发生可能性的措施 3)将上述两个过程形成书面文件 2、设计潜在失效模式及后果分析(DFMEA) DFMEA是“设计主管工程师/小组”用来保证在最大限度内已充分认识和指明了各种潜在失效模式及相关起因/机理的一种主要技术手段。 3、过程潜在失效模式及后果分析(PFMEA) PFMEA是“设计主管工程师/小组”用来保证在最大限度内已充分认识和指明了各种潜在失效模式及相关起因/机理的一种主要技术手段。 4、顾客 顾客不仅指最终用户,还包括与系统、子系统或相关零件的所有人员,如生产、装配和售后服务人员及车型设计或部件设计工程师或工程师小组。 二、FMEA的价值 事先花时间认真实施全面的FMEA工作,能够方便地对产品或过程进行修改,从而减小风险,FMEA能够减少或消除因事后更改而带来更大损失的可能性。FMEA
是一个永无止境的交互过程。 三、FMEA成功要素 事前行为 集体协作 动态行为 管理者支持 2、设计潜在失效模式及后果分析 (Potential Failure Mode and Effects Analysis in Design)一、D FMEA的价值 DFMEA的价值体现在如下方面,并且正是由于这些方面的原因减少了设计过程中设计失效的风险。 有助于设计要求和设计方案的客观评价 有助于制造和装配要求的初始设计 提高了设计开发过程中考虑潜在失效模式及其对系统和车辆运行影响的概率 对制定全面、有效的设计实验计划和开发程序提供了更多信息 根据对顾客的影响编制失效模式风险顺序表,据此建立设计改进和开发试验的优先控制系统 为确定和跟踪降低风险措施提供了一个开放的讨论形式 为未来分析相关问题、评价设计更改和提高设计水平提供参考 二、群策群力 DFMEA是集体努力的结果,是集体智慧的结晶。在进行DFMEA的最初阶段,负责设计的工程师就应直接主动地和所有相关部门联系,与这些部门的代表组成工作小组,通过集体的努力共同完成DFMEA。这是正确实施DFMEA的组织要求。 三、D FMEA的工作目标 完整地体现设计意图,发现功能失效的所有潜在模式及其影响,找出导致失效的原因/机理,提出建议措施并根据顾客的影响排列风险顺序。 四、DFMEA的工作范围 DFMEA仅考虑如何在设计过程避免失效模式的发生而不考虑制造和装配过程中可能出现的失效模式。但是,DFMEA必须考虑通过制造和装配实现设计意图的问题,即必须考虑制造和装配过程的技术限制。不要指望通过制造和装配来消除设计缺陷。 五、DFMEA的时效
故障模式影响和危害性分析(FMECA) 1、定义:故障模式影响分析(Failure Mode and Effects Analysis,简记为FMEA )是一种系统化的故障预想技术,它是运用归纳的方法系统地分析产品设计可能存在的每一种故障模式及其产生的后果和危害的程度。通过全面分析找出设计薄弱环节,实施重点改进和控制。实践表明,对系统功能可靠性要求的制定及可靠性分配相对结果是可靠性分配与指标调整的基础。 故障模式影响及危害性分析(Failure Mode,Effects and Criticality Analysis,简记为FMECA )是故障模式影响分析(FMEA)和危害性分析(Criticality Analysis-CA)的组合分析方法。故障模式影响分析(FMEA)包括故障模式分析、故障原因分析和故障影响分析。FMEA的实施一般通过填写FMEA表格进行。 故障模式影响分析包括故障模式分析、故障原因分析、故障影响分析。为了划分不同故障模式产生的最终影响的严重程度,在进行故障影响分析之前,一般对最终越南故乡的后果等级进行预定义,最终影响的严重程度等级又成为严酷度(指故障模式所产生火锅的严重程度)类别。 危害性分析(CA)的目的是按每一故障模式的严重程度及该故障模式发生的概率所发生的综合影响对系统中的产品划等分类,以便全面评价系统中各种可能出现的产品故障的影响。CA是FMEA的补充或扩展,只有在进行FMEA的基础上才能进行CA。CA常用的方法有两种,即风险优先数(Risk Priority Number,PRN)法和危害矩阵法,前者主要用于汽车等民用工业领域,后者主要用于航空、航天等军用领域[4]。 3.5 故障树分析(FTA) 故障树分析法由美国贝尔电话研究所的沃森(Watson)和默恩斯(Mearns)于1961年首次提出并应用于分析民兵式导弹发射控制系统的。其后,波音公司的哈
潜在失效模式及后果分析程序 (总13页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除
潜在失效模式及后果分析流程图
2. 适用范围
适用于新的或更改后的产品/过程的策划设计阶段,对构成产品的各子系统、零部件,对构成过程和服务的各个过程的潜在失效模式及后果进行分析的活动。 3. 术语和定义 3.1 DFMEA:设计潜在失效模式和后果分析,是指产品设计人员采用的一门分析技术,在最大范围内保证充分地考虑失效模式及其相关的后果起因/机理,DFMEA以最严密的形式总结了工程技术人员进行产品设计时的指导思想。 3.2 PFMEA:过程潜在失效模式和后果分析,主要是由负责制造的工程师/多方论证小组采用的一种分析技术,用来保证在可能的范围内已充分地考虑到并指明潜在失效模式及其相关的起因或机理。 4. 职责 4.1技术部职责 4.1.1 组织由负责过程设计、制造、装配、售后服务、质量及可靠性等方面的专家成立多方论证小组。 4.1.2负责计算风险顺序数RPN,并编制《风险顺序数序列表》。 4.1.3负责对FMEA的输出整理归档。 4.2 多方论证小组职责 4.2.1负责收集与PFMEA相关数据资料。 4.2.2负责进行PFMEA分析、评审、效果跟踪和确认。 5. 工作程序 5.1 DFMEA 5.1.1 由技术部组织设计人员、工艺人员、销售部、质量部、采购部相关人员成立多方论证小组,报管理者代表批准。 5.1.2多方论证小组根据设计任务书的设计要求和预期的工艺流程,对设计方案进行分析评审,分析产品在设计结构中的每一个关键部位、结构的风险,并确定需执行DFMEA的高风险的零部件/子系统/系统。 5.1.3 多方论证小组对确定为高风险的部位、结构进行DFMEA,并记录于表格《潜在的失效模式及后果分析(DFMEA)》,当顾客或公司要求对中等风险的部位、结构进行DFMEA时,按确定的步骤实施。 5.2 按下列要求填写DFMEA表格: 5.2.1 FMEA 编号:按过程号编号。 5.2.2项目名称:填入所分析项目的名称。如零件/部件/子系统/系统; 5.2.3设计责任部门:填入产品设计部门和/或小组名称 5.2.4 编制者:填入负责编制的人员姓名、电话及所在部门名称。
一介绍 医疗失效模式及效应分析(Healthcare Failure Mode and Effect Analysis- HFMEA)是由VA National Center for Patient Safety专门为医疗保健机构研发的前瞻性危机分析系统,它通过系统性、前瞻性地检查某个流程可能发生故障的途径,重新设计该流程,以消除故障发生的可能性,使故障的不良结果降到最小。HFMEA简化了传统FMEA的可侦测性和关键性步骤,引进决策树方法,用危害矩阵代替RPN,使之更加合理地应用于医疗机构的前瞻性风险分析。 二定义 医疗失效模式及效应分析(HFMEA) : 1 一种前瞻性评估,通过识别和改善流程的步骤,确保安全和理想的临床结果。 2 一种识别和防止过程问题发生的系统方法。 危害分析(Hazard Analysis):收集和评估选定流程的危险信息的过程。危害分析的目的是建立重要的危险清单,如果这些危险得不到有效控制将会导致伤害或得病。 失效模式(Failure Mode):导致一个流程或子流程不能提供预期结果的异常方式。 有效的控制措施:消除或大大减少危险事件发生可能性的屏障。 三适用范围 医疗风险前瞻性分析领域 四HFMEA 步骤 步骤1 定义HFMEA主题 明确定义要研究的流程。 步骤2 建立团队 该团队是多学科的,包括主题专家和顾问。 步骤3 画出流程图 A 画出并验证流程图(这是一个过程与时间顺序图); B 用连续编号定义流程图的每个步骤; C 如果流程是复杂的,明确流程的焦点步骤(采取重点关注); D 明确每个流程下的子流程,用连续字母标识1a,1b,3e,3f等; E 创建一个有子流程组成的流程图。 (注: 在分析前确定所有流程和子流程非常重要。) 步骤4 进行危害分析 A 在步骤3中确定的子流程下列出所有可能/潜在的失效模式,并连续编号, 记入失效模式工作表。 (注: 这个步骤需要专业知识和经验,运用NCPS分发/触发问题法、头脑 风暴、因果图等多种方法确定失效模式。) B 确定潜在的失效模式的严重性和可能性(见失效模式严重度评估表和失效模 式可能性评估表),记入失效模式工作表。在危害得分矩阵中查找危险分数, 记录在HFMEA工作表。 C 使用决策树(见HFMEA决策树图),以确定失效模式是否值得进一步行 动。将行动“继续”或“停止”记录在HFMEA工作表,如果行动为“停止” 继续步骤4B确定下一个子流程,如果得分是8或更高,记录任何“停止” 决定的理由。 D 列出所有需要继续行动的失效模式的潜在原因,分析并记录在HFMEA工作 表。