基本品管統計知識(Ca/Cp/Cpk概念介紹)
Edited by Alex Chen on Aug. 11th,2002 ●統計的基本原料是?
數據
●何謂『統計』?
●何謂『有意義的情報』?
至少應包括:『集中趨勢+ 離中趨勢+ 含蓋在特定範圍內的機率』
一、什麼是平均值X?→集中趨勢
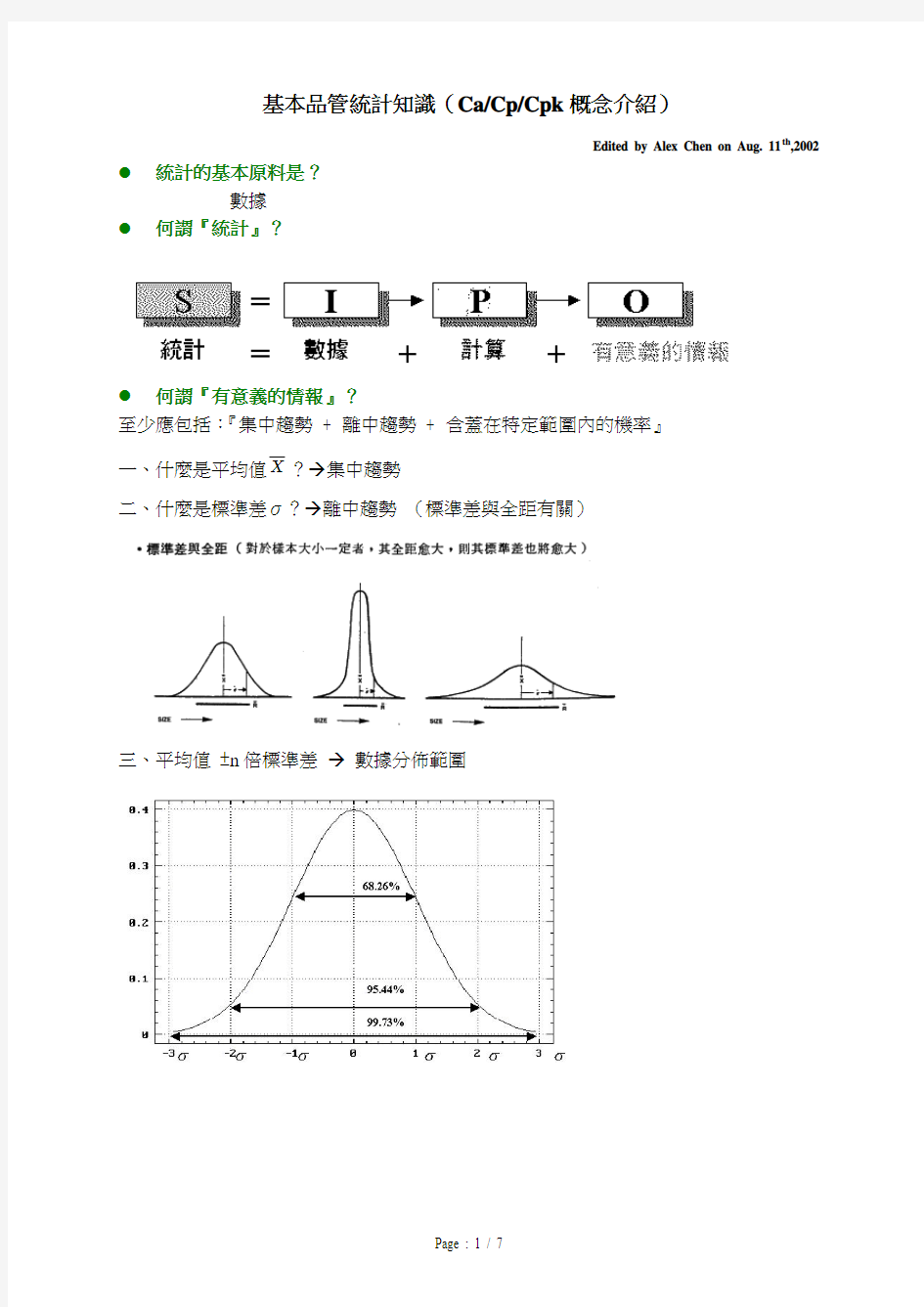
二、什麼是標準差σ?→離中趨勢(標準差與全距有關)
三、平均值±n倍標準差→數據分佈範圍
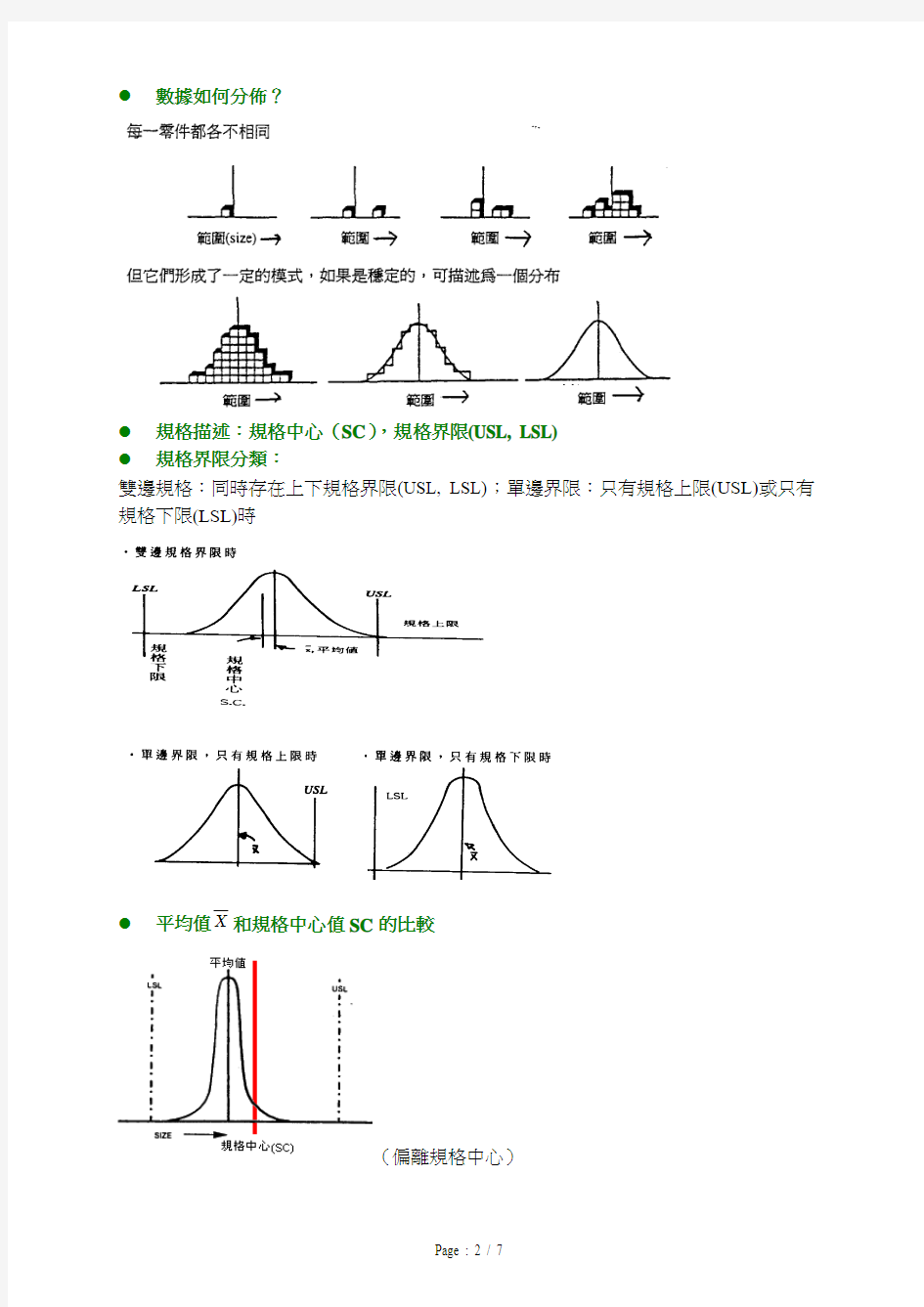
●數據如何分佈?
●規格描述:規格中心(SC),規格界限(USL, LSL)
●規格界限分類:
雙邊規格:同時存在上下規格界限(USL, LSL);單邊界限:只有規格上限(USL)或只有規格下限(LSL)時
●平均值X和規格中心值SC的比較
(偏離規格中心)
● 規格上下界限範圍和數據分佈的比較 數據分佈全數落在規格界限內
部份數據落在一邊或兩邊規格界限外
● 平均值 ±3倍標準差為何 ?
此為現有統計品管理論的基本依據,其信賴區間達到99.73%
● 何為製程能力(Cp) :
製程精密度,其值越高表示製程實際值間的離散程度越小,亦即表示製程穩定而變異小(離中趨勢,與σ有關)。可用於比較公差(規格上限-規格下限)與製程分佈的比值,(亦即,當公差範圍內能納入愈多的σ個數,則此製程表現愈好),其本身是一種製程固有的(已決定的)特性值,代表一種潛在的能力 其公式為:σ
6LSL
USL Cp -=
;按:6σ就是2*(3σ),亦即以3σ製程為分界點,以評估製程能力的好壞。
● 何為製程準確度(Ca)?
製程準確度,代表製程平均值偏離規格中心值之程度。若其值越小,表示製程平均值越接近規格中心值,亦即品質越接近規格要求之水準(集中趨勢,與X 有關),製程平均值愈偏離規格中心值,所造成的不良率將愈大) 其公式為:2
)
()(LSL USL SC X Ca --=
,其中2
LSL
USL SC +=
,Ca 的值將介於0 ~ 1
何為綜合製程能力指數(Cpk)?
理想的製程應同時要求較高的精密度與準確度,其計算公式有兩種: 公式一:
雙邊公差時:Cpk=Cp*(1-Ca),
其中,σ
6LSL
USL Cp -=
當Ca =0(不偏時),Cpk=Cp (有最大值)
當Ca =1(製程平均值=規格上限或規格下限時),Cpk=0(其值最小有最大值)
當Ca >1(製程平均值超出規格上限或規格下限時),Cpk 已經變得沒有意義了。
單邊公差時:由於沒有規格中心值,故Ca =N/A ,故定義Cpk=Cp
公式二:
雙邊公差時:Cpk=min(
σ3)(X USL Cpu -=
,σ3)
(LSL X Cpu -=
) 兩者取小值,
當製程平均值與規格中心完全一致時, Cpk=Cpu=Cpl =σ
6LSL
USL Cp -=
(直接將公差與6σ直接相除即可) 單邊公差時:由於沒有規格中心值,故Ca =N/A ,故定義Cpk=Cp
一個sigma(σ)所在的位置
● 3σ製程與6σ製程之比較
● 標準差的兩種估計值:
2/?d R σ
- 從管制圖分析得出的每個分組全距R 圖的平均值(R )以及管制圖表中得到的d2值(如下所示),計算其值:2/?2/?d R d R σσ
==
s σ
? - 總的標準差,可用計算機計算出來(一般在計算機上可以標為s 或是σn-1)∑=--==n
i s n X Xi s 1
2
1)(?σ
(按:以圖解法顯示一個sigma(σ)所在的位置 )
● 製程能力評估之用途?
一、提供分析資料給設計部門,使其能儘量利用目前的製程能力,以設計新產品, 二、決定一項新設備或翻修之設備是否能滿足要求,
三、利用機械之能力,安排適當工作,使其能得到最佳應用, 四、選擇適當的作業員、材料、與作業方法, 五、用作建立機器之調整界限,
六、作為接受客戶訂單時的衡量與參考。 ● 製程能力的評估時機? 初期 -- 新產品量產前
-- 重大的產品或製程變更導入前 量產階段 --重大的產品或製程變更導入前 ● 製程能力的評估的對象?
所有的管制特性(Special Characteristic ) 在管制計畫/QC 工程表中所定義者 ● QS9000中的應用的兩種方法: 製程能力指數:Cpk=min(2/?3)(d R X USL Cpu σ-=
,2/?3)
(d R LSL X Cpl σ
-=)
初期製程能力指數:Cpk=min(S X USL Cpu σ?3)(-=,S LSL X Cpl σ
?3)
(-=)
● 製程能力判定準則?
Ppk ≧1.67, Cpk ≧1.33
● 計算Cpk 或Ppk 至少需要多少的數據?
● 如何提昇製程能力?
●Cp與Ca的等級設定?
●
●討論:有何具體措施可以儘可能提昇Cp或降低Ca?……………
第一部分品管基础知识 一、品质相关内容简介 1、基本概念 QC:(Quality Control)品质控制 QM: (Quality Manage) 品质管理 IQC: (Incoming Quality Control) 来料检验 IPQC: (In process Quality Control) 制程检验 FQC: (Final Quality Control) 最终检验 2、基本术语 2.1 品管:为达到质量要求所采取的作业技术与活动。 2.2 质量:反映实体满足用户明确或隐含之需要的特征和特性的总和。 2.2.1 实体是可单独描述和研究的事物。 实体可以是:A 活动或过程 B 产品 C 组织体系或人 D 以上各项的任意组合※说明:产品是活动或过程的结果 产品:a.可包括服务、硬件、软件或流程性材料,或其中的任何组合; b.可以是有形的(如组件或流程性材料), 也可以是无形的(如知识、概念), 或者是它们的组合; c.产品可以是预期的(如提供给客户的)或非预期的(不愿有的结果) 2.2.2 明确或隐含之需要 a.明确的需要是法律法规要求或合同中列明的条件等, 隐含的需要则是相对明确 的需要而言; b.需要包括:性能(可用性)、合用性、可靠性、可维修性、耐久性、安全性、环 保性、经济性、美观性。 性能:根据产品使用目的所提出的各项功能要求,包括正常性能、特殊性能、 效率等。 合用性:产品对具体不同的消费群之适合度。 寿命(耐久性):产品能正常使用的期限,包括使用寿命和储存寿命两种。 可靠性:产品在规定的时间内和规定条件下,完成规定功能的能力。 安全性:产品在流通和使用过程中保证安全的程度。 经济性:产品寿命周期内的总费用,包括生产成本和使用成本两方面。 环保性:产品的生产流通和使用过程中对环境所造成的危害程度。 维修性:产品故障维修之方便与可行性。 美观性:产品的外形、美学、造型、装璜、款式、色彩、包装等。
基本条分法 基本条分法是基于均质粘性土,当出现滑动时,其滑动面接近圆柱面和圆锥面的空间组合,简化为平面问题时接近圆弧面并作为实际的滑动(滑裂)面。将圆弧滑动面与坡面的交线沿组合的滑体部分,进行竖向分条,按不考虑条间力的作用效果并进行简化,将各个分条诸多力效果作用到的滑动圆弧上,以抗滑因素和滑动因素分析,用抗滑力矩比滑动力矩的极限平衡分析的方法建立整个坡体安全系数的评价方法。 基本条分法的计算过程通常是基于可能产生滑动(滑裂)圆弧面条件下,经过假定不同的滑动中心、再假定不同的滑动半径,确定对应的滑动圆弧,通过分条计算所对应的滑体安全系数,依此循环反复计算,最终求出最小的安全系数和对应的滑弧、滑动中心,作为对整个土坡的安全评价的度量。计算研究表明,坡体的安全系数所对应的滑动中心区域随土层条件和土坡条件及强度所变化。如图 9.2.1所示可见一斑。 圆弧基本条分法安全系数的定义为:Fs= 抗滑力矩/滑动力矩,即 =M R/M h
图 9.2.1不同土层的 Fs 极小值区 1 瑞典条分法 如图9.2.2所实示,瑞典条分法的安全系数Fs 的一般计算公式表达为: (cos ) sin i i i i i s i i c l W tg F W θ?θ += ∑∑ (9.2.1) 式中,Wi 为土条重力;θi 为土条底部中点与滑弧中心连线垂直夹角;抗剪强度指标c 、?值是为总应力指标,也可采用有效应力指标。工程中常用的替代重度法进行计算,即公式中分子的容重在浸润线以上部分采用天然容重,以下采用浮容重;分母中浸润线以上部分采用天然容重,以下采用饱和容重,这种方法既考虑了稳定渗流对土坡稳定性的影响,又方便了计算,其精度也能较好地满足工程需要,因此在实际工程中得到广泛应用。应该指出,容重替代法只是一个经验公式,,可参见图9.2.3所示,h 2i wi h ≠。
条形分布荷载下土中应力状计算属于平面应变问题,对路堤、堤坝以及长宽比l/b≥10的条形基础均可视作平面应变问题进行处理。 瑞典条分法基本假设: 滑面为圆弧面; 垂直条分; 所有土条的侧面上无作用力; 所有土条安全系数相同。 毕肖普条分法基本假设:(双重叠代可解) 滑弧为圆弧面;垂直条分;所有土条安全系数相同;考虑土条的侧向受力。 影响基底压力因素主要有: 荷载大小和分布基础刚度基础埋置深度土体性质 地基土中附加应力假设: 地基连续、均匀、各向同性、是完全弹性体、基底压力是柔性荷载。 应力分布: 空间问题——应力是x,y,z 三个坐标轴的函数。 平面问题——应力是x,z 两个坐标的函数。 库仑(C. A.Coulomb)1773年建立了库仑土压力理论,其基本假定为: (1)挡土墙后土体为均匀各向同性无粘性土(c=0); (2)挡土墙后产生主动或被动土压力时墙后土体形成滑动土楔,其滑裂面为通过墙踵的平面; (3)滑动土楔可视为刚体。 库仑土压力理论根据滑动土楔处于极限平衡状态时的静力平衡条件来求解主动土压力和被动土压力。 朗肯土压力理论是朗肯(W.J.M.Rankine)于1857年提出的。它假定挡土墙背垂直、光滑,其后土体表面水平并无限延伸,这时土体内的任意水平面和墙的背面均为主平面(在这两个平面上的剪应力为零),作用在该平面上的法向应力即为主应力。朗肯根据墙后主体处于极限平衡状态,应用极限平衡条件,推导出了主动土压力和被动土压力计算公式。 临塑荷载及临界荷载计算公式的适用条件 (1)计算公式适用于条形基础。这些计算公式是从平面问题的条形均布荷载情况下导得的,若将它近似地用于矩形基础,其结果是偏于安全的。 (2)计算土中由自重产生的主应力时,假定土的侧压力系数K0=1,这与土的实际情况不符,但这样可使计算公式简化。 (3)在计算临界荷载时,土中已出现塑性区,但这时仍按弹性理论计算土中应力,这在理论上是相互矛盾的,其所引起的误差随着塑性区范围的扩大而扩大。
质量基础测试题(A) 部门:工号:姓名: 一.填空题:(每空1分,共32分) 1.请写出我们品管所有运用的QC七大手法:检查表,柏拉图,直方图,散布图, 鱼骨头,分层法,控制图; 2.影响品质的五大要素人,机,物,法,环境; 3.5S指的是:整理,整顿,清洁,清扫,习惯; 4.品管人员要精通各项检验标准、各类量测仪器的使用和保养。 5.我们在描述问题的时候会用到 5W1H 方法,分析真因的时候会使用鱼骨图。 6. 目前世界各国的工程图样有两种画法:第一视角,第三视角; 7.检验记录报表应包含日期,工单号,图号,测量数据,检验数量,判定结果,不良点说明及处理结果。 8.色差仪测试时?4个字母个代表的什么?L*:?a*:?b*:?E*: 二.判断题(每小题1分,共12分) 1.脱漆掉镀的检测方法是用百格测试(√) 2.生产过程要实行自控、自检、互检(√) 2. 我们品质检验的所用的系统是ERP (√) 3.产品的质量是生产出来的,不是检验出来的。(√) 4.出现质量问题不可怕,可怕的是没有分析,没有预防和整改措施。(√) 5.品管七大手法是中国人首先提出来并运用。( X ) 6.下道工序是上道工序的“顾客”,上道工序要为下道工序服好务。(√) 7.操作者将自己加工的工件通过检测判断合格与不合格后,必须使之分别堆放。( X ) 8.钢直尺用于测量零件的长度尺寸,它的测量结果精确度准确(X ) 10.来检验两个结合面之间的间隙大小使用塞尺又称厚薄规或间隙片。(X ) 11.产品的质量是全员参与的结果,即各工作站之间互为客户(√)
12.作为合格品保具有风险评估及危机意识。(√) 三、选择题(单选或多选,每小题3分,共33分,本题必须全选对才得分) 1.使用带表卡尺的正确读数方式为(AC ) A:看表盘指示表读出毫米以下的小数B:从尺身主刻度读取整毫米数 C:总的读数为毫米整数加上毫米小数 D:只读尺身主刻度读取整毫米数 2.使用百分时表注意事项( A B C D) 3. A:测头要轻轻地接触测量物 B:使用规定的支架 C:测量面和测杆要垂直D:测量圆柱形产品时,测杆轴线与产品直径方向一致 3.一般所说的表面处理方式有(A C )。 4.A:烤漆B:镭雕C:氧化D:攻牙 4.作业中必须按照(A B C )进行操作。 A:工艺规程 B:安全规程 C:技术图纸 D:车间主管的口头要求 5.在工作中使用查检表的使用目的(A B C)。 A:用于记录B:用于调查 C:日常质量管理D:提升产能 6.以下属于加工件外观不良的有( B );属于尺寸不良的有(A D);属于功能不良的有( C E F ): A.槽宽偏小 B.表面划伤 C.折反 D.长度偏长 E. 未攻牙 F.牙拧不进 7.“”图纸标题栏中标注投影识别符号( A ) A:第一角画法B:第二角画法C:第三角画法D:俯视画法 8.质量管理的三大控制是指(A B D )。 A:进料控制B:过程控制C:仓储控制D:成品控制 9.质量管制的意义在于(A B C D )。 A、降低不良生产率,提高生产效率; B、提高产品整体质量水平 C、提升公司质量形象 D、维护公司信誉,提高市场竞争力 10.品管人员的基本职能是( B C )。 11.A:鉴别职能B:把关职能C:预防职能 D:报告职能 12.11.生产过程中质量管理的三不原则( A B C ) 13.A.不接受不合格品B。不制造不合格品 14.C。不合格品不向下工序流转 D。不制造合格品 15.运用的剖视图可分为(A B C ) A.全剖视图、 B.半剖视图 C.局部剖视图 D.俯视解剖图 四、问答题(共23分) 1.当发现其他单位及作业或存放产品对产品造成影响时,作为品保应该如何处理(8分)
基本条分法
————————————————————————————————作者: ————————————————————————————————日期: ?
基本条分法 基本条分法是基于均质粘性土,当出现滑动时,其滑动面接近圆柱面和圆锥面的空间组合,简化为平面问题时接近圆弧面并作为实际的滑动(滑裂)面。将圆弧滑动面与坡面的交线沿组合的滑体部分,进行竖向分条,按不考虑条间力的作用效果并进行简化,将各个分条诸多力效果作用到的滑动圆弧上,以抗滑因素和滑动因素分析,用抗滑力矩比滑动力矩的极限平衡分析的方法建立整个坡体安全系数的评价方法。 基本条分法的计算过程通常是基于可能产生滑动(滑裂)圆弧面条件下,经过假定不同的滑动中心、再假定不同的滑动半径,确定对应的滑动圆弧,通过分条计算所对应的滑体安全系数,依此循环反复计算,最终求出最小的安全系数和对应的滑弧、滑动中心,作为对整个土坡的安全评价的度量。计算研究表明,坡体的安全系数所对应的滑动中心区域随土层条件和土坡条件及强度所变化。如图 9.2.1所示可见一斑。 圆弧基本条分法安全系数的定义为:Fs=抗滑力矩/滑动力矩,即=M R/Mh
O 1 O 2 F smin An A 土层2 土层1 B 图 9.2.1不同土层的 Fs 极小值区 1 瑞典条分法 如图9.2.2所实示,瑞典条分法的安全系数Fs 的一般计算公式表达为: (cos ) sin i i i i i s i i c l W tg F W θ?θ += ∑∑ (9.2.1) 式中,Wi 为土条重力;θi 为土条底部中点与滑弧中心连线垂直夹角;抗剪强度指标c 、?值是为总应力指标,也可采用有效应力指标。工程中常用的替代重度法进行计算,即公式中分子的容重在浸润线以上部分采用天然容重,以下采用浮容重;分母中浸润线以上部分采用天然容重,以下采用饱和容重,这种方法既考虑了稳定渗流对土坡稳定性的影响,又方便了计算,其精度也能较好地满足工程需要,因此在实际工程中得到广泛应用。应该指出,容重替代法只是一个经验公式,,可参见图9.2.3所示,h 2i wi h ≠。
土钉墙支护计算计算书 品茗软件大厦工程;属于结构;地上0层;地下0层;建筑高度:0m;标准层层高:0m ;总建筑面积:0平方米;总工期:0天;施工单位:某某施工单位。 本工程由某某房开公司投资建设,某某设计院设计,某某勘察单位地质勘察,某某监理公司监理,某某施工单位组织施工;由章某某担任项目经理,李某某担任技术负责人。 本计算书参照《建筑基坑支护技术规程》 JGJ120-99 中国建筑工业出版社出版《建筑施工计算手册》江正荣编著中国建筑工业出版社、《实用土木工程手册》第三版杨文渊编著人民教同出版社、《地基与基础》第三版中国建筑工业出版社、《土力学》等相关文献进行编制。 土钉墙需要计算其土钉的抗拉承载力和土钉墙的整体稳定性。 一、参数信息: 1、基本参数: 侧壁安全级别:二级 基坑开挖深度h(m):8.000; 土钉墙计算宽度b'(m):13.00; 土体的滑动摩擦系数按照tanφ计算,φ为坡角水平面所在土层内的内摩擦角; 条分块数:20; 考虑地下水位影响; 基坑外侧水位到坑顶的距离(m):5.000; 基坑内侧水位到坑顶的距离(m):8.000; 2、荷载参数: 序号类型面荷载q(kPa) 基坑边线距离b 0(m) 宽度b 1 (m) 1 满布 10.00 -- --3、地质勘探数据如下::
序号土名称土厚度坑壁土的重度γ 坑壁土的内摩擦角φ 内聚力C 极限 摩擦阻力饱和重度 (m) (kN/m3) (°) (kPa) (kPa) (kN/m3) 1 填土 8.00 18.00 30.00 15.00 112.00 20.00 4、土钉墙布置数据: 放坡参数: 序号放坡高度(m) 放坡宽度(m) 平台宽度(m) 1 8.00 3.80 7.00 土钉数据: 序号孔径(mm) 长度(m) 入射角(度) 竖向间距(m) 水平间距(m) 1 100.00 5.00 20.00 2.00 1.50 2 100.00 5.00 20.00 1.50 1.50 3 100.00 5.00 20.00 1.50 1.50 4 100.00 5.00 20.00 2.00 1.50 二、土钉(含锚杆)抗拉承载力的计算: 单根土钉受拉承载力计算,根据《建筑基坑支护技术规程》JGJ 120-99, R=1.25γ 0T jk 1、其中土钉受拉承载力标准值T jk 按以下公式计算: T jk =ζe ajk s xj s zj /cosα j 其中ζ--荷载折减系数 e ajk --土钉的水平荷载 s xj 、s zj --土钉之间的水平与垂直距离 α j --土钉与水平面的夹角ζ按下式计算: ζ=tan[(β-φ k )/2](1/(tan((β+φ k )/2))-1/tanβ)/tan2(45°-φ/2)
品管基础知识 本章宗旨﹕ 通过对品管基础知识的培训﹐来增强我们的员工的品质意识。他包括从原料和零件投入到最终成品出库日整个过程,可有 效的对生产物料进行控制,使其符合品质标准,而不致于物料的 品质问题影响生产;对生产过程检验进行控制,确保产品的生产 过程中处于稳定的受控状态;对成品检验进行控制,以确保入仓 及送给客户前的产品质量达到规定要求。
一、什么是品质 反映实体满足明确或隐含需要的特效与特性的总和。 二、检验 1、就是对产品或服务的一种或多种特性进行测量、检查、试验、度量、并将这些 特性与规定的要求进行比较﹐经确定其符合性的活动; 2、检验的步骤﹐明确品质要求测试、比较、判定、处理; 3、检验工作的职能 A、保证的职能﹕通过对原材料、半成品、成品的检验、鉴別、分选、剔除不合格 品﹐決定该产品是否接受。 B、预防的职能﹕通过检验及早发现品质问题并找出原因﹐及时加以排除﹐预 防或减少不合格品。 C、报告的职能﹕检验中搜集数据进行分析和评价﹐并向有关职能部门报告﹐为改 进设计﹐提升品质﹐加強管理提供资讯和依据。
三、质量改进的基本概念 1、质量改进和质量保证 质量活动的两类﹕ A、一是通过质量控制﹐保证已经达到的质量水平﹐有为保持; B、另一类将质量提高到一个新的水平﹐这个实现提高的过程有为改进。 2、偶发性故障和经常性故障﹕ A、偶发性故障﹕也称急性质故障﹐指由系統性因素造成的质量突然恶化﹐须採取 应急措施﹐偶发性故障对质量的影响很大。这种发现故障和排除故障的过程就是质量控制﹐就是质量保持的活动; B、经常性故障﹕又叫慢性质故障﹐特点是原因不明﹐影响不易发觉﹐长久会影 响企业素质和经济效誉。
品质常识 一、品质术语 1.品质:就是产品质量,亦即产品符合标准的程度并且满足客户需求的各种要素属性的总和。 2.品质保证:通过采取事先措施,把不良现象消灭在萌芽状态,从而保证所生产的产品符合要求的 过程; 3.质量:产品,体系或过程的一组固有特性满足顾客和其他相闫方要求的能力; 4.过程:使用资源,将输入转化为输出的活动系统; 5.产品:使用资源,将输入转化为输出的活动系统的结果(硬件/软件/服务/流程性材料); 6.标准:指的是品质规范,技术指标,限度要求等有关产品外观,功能,结构方面的特性和接收准 则; 7.签板:指的是对样板进行签名确认; 8.限度样板:表示的特性状态为最低的接收控制限度,低于此板时拒收; 9.标准样板:表示的特性为最佳的值; 10.合格:满足要求; 11.不合格:未满足要求; 12.缺陷:未满足预期或规定用途有关的要求; 13.预防措施:为消除潜在不合格或其他潜在不期望情况的原因所采取的措施。 14.纠正措施:为消除已发现的不合格或其他不期望情况的原因所采取的措施。 15.纠正:为消除已发现的不合格所采取的措施; 16.偏离许可:产品实现前,在限定的产品数量或期限内,对特定用途允许其偏离原规定要求的授权; 17.让步:对使用或放行不符合规定要求的产品的授权; 18.放行:进入过程下一个阶段的授权; 19.返修:为使不合格产品满足预期使用对其所采取的措施; 20.返工:为使用不合格产品符合要求对其所采取的措施;
21.降级:为使不合格产品符合不同于原有的要求而对其等级的改变; 22.报废:避免不合格产品原有的预期使用而对其采取的措施; 23.本体不良:是材料本身发生的不良; 24.作业不良:是材料在制造过程发生的不良; 25.客户:被服务的对象,一般分为外部客户和内部客户; 26.认证:由可以充分信任的第三方证实某一经鉴定的产品或服务符合特定标准或规范性文件的活动。 二、英文缩写 1.QC:Quality control(品质管理); 2.QS:Quality system(品质系统); 3.IQC:Incoming quality control(进料检验) 4.IPQC:In process quality control(制程检验) 5.OQC:Outgo quality control(出货检验) 6.QA:Quality assurance(质量保证) 7.QE:Quality engineer(品质工程师) 8.SOP:Standard Operating Procedure(作业指导书) 9.SIP: Standard inspection Procedure(检验规范) 10.BOM: Bill of material(物料清单) 11.ISO:Intemational organization for standardization(国际标准化组织) 12.AQL:Acceptable quality level(允收品质水准) 13.CAR:Corrective action requirment(纠正措施要求) 14.CR:致命缺陷、MAJ严重缺陷、MIN轻微缺陷、AC允收、RE拒收 三、基本知识 1.检验七要素:(1)目标、(2)抽样、(3)比较、(4)判定、(5)结果、(6)处理、(7) 记录。
品管现场基本知识 第一章原料检查及取样的步骤 一、进厂原料检查步骤 1、查看原料的外观、色泽、形状等; 2、查看有无昆虫、昆虫幼虫及其他可能侵入原料的杂物; 3、查有无肥料、鼠类或鸟粪、死鼠、猫及其他动物尸体及粪便(血粉尤其注意); 4、查有无结块,是否发热或部分发热、温度异常; 5、确定是否有任何不正常气味出现,如腐朽动物、化学品、酸败味、发酵、烧焦、化肥、油品、烟味等异味; 6、确定是否有霉菌丝、霉粒、霉块等霉变现象; 7、测定各种常规指标 8、根据需要测定其他指标。 二、原料检查项目: 1、外观检查 (1)气味:是否新鲜、正常,是否有霉味、酸味、臭味等异味? (2)色泽:是否正常、有无烧焦现象? (3)形状:是否正常、是否结块、粒度粗细是否符合要求(皮、壳、绒等)?(4)其它:发热、发酵、吸潮、陈旧、有无污染与虫害? 2、检测指标
(1)原粮类(玉米、小麦…): 水分、杂质、霉变粒、容重、脂肪酸; (2)原粮副产品(面粉、次粉、麸皮、小麦胚、玉米混合粉…): 水分、粗蛋白、粗灰分、粗纤维、粗脂肪; (3)植物蛋白原料 A.饼粕(豆粕、花生粕、棉粕、菜粕…): 常规检测:水分、粗蛋白、粗灰分、粗纤维; 卫生指标:豆粕-脲酶活性、花生粕-黄曲霉毒素B1、棉粕-游离棉酚、菜粕-异硫氰酸酯()+恶唑烷硫 酮() B.其他副产品(蛋白粉、、胚芽粕…): 常规检测:水分、粗蛋白、粗灰分、粗纤维、粗脂肪; 掺假鉴别:三聚氰胺、蛋白精; 卫生指标:霉菌毒素; (4)动物蛋白原料(鱼粉、肉骨粉、羽毛粉…): 常规检测:水分、粗蛋白、粗灰分、粗纤维、粗脂肪; 掺假鉴别:三聚氰胺、蛋白精; 卫生指标:铬、铅、细菌总数; 新鲜度:挥发性盐基氮; (5)油脂(豆油、玉米油、鸭油、猪油…): 植物油(豆油):水分、碘价、酸价、皂化率、不溶物、240
品质管理基础知识 一>名词解释 1)品质:一项产品或一项服务的特征和特性的总和,必须满足顾客需求和法律、法规的 相关要求。 2)计量型:以测量的方式得出来的数值,称为计量型.如:长度,重量等. 3)计数型:以点数的方工得出来的数值,称为计数型.如:个数,点数等. 4)批量:检验批中所包含的单位个数. 5)样本:从批量中抽取一个或一个以上的产品组成的单位个数,用“n”表示. 6)批:在相同条件下,具有相同来源的同一规格的产品,用“N”表示. 7)随机抽样:在概率相等的条件下进行抽样. 8)基准:为计算或参考为目的,假设一实体上的点、线、平面等是精确的,并将其作为 检验的依据。 9)公差:某一特定尺寸可变移的总量,即上下限(最大值和最小值)之间的差数总和。 10)变差:过程的单个输出之间不可避免的差别。变差的原因可分为二类——普通原因和特殊原因。 11)统计控制:描述一个过程的状态,这个过程中所有特殊原因的变差都已排除,并且仅存在普通原因。即观察到的变差可归咎于恒定系统的偶然原因;在控 制图上表现为不存在超出控制限的点或在控制限范围内不存在非随机性的图 形。 12)稳定性:不存在变差的特殊原因,处于统计控制的状态。 13)过程能力:一个稳定过程的固有变差的总范围。对于计量型数据,常用Cpk或Ppk值来估算;对于计数型数据,常用不合格的平均比率p来表示。 10)致命缺点:对产品的使用者及携带者的生命或安全造成危害的缺点.用CRI表示. 11)严重缺点:影响产品的功能,使用目的无法达成的缺点.用MAJ表示. 12)轻缺点:不影响产品的功能,但表面有轻微瑕疵的缺点.用MIN表示. 二>英译汉 QC:品质管理IQC:进料检验IPQC:制程检验FQC:成品检验
基本品管統計知識(Ca/Cp/Cpk概念介紹) Edited by Alex Chen on Aug. 11th,2002 ●統計的基本原料是? 數據 ●何謂『統計』? ●何謂『有意義的情報』? 至少應包括:『集中趨勢+ 離中趨勢+ 含蓋在特定範圍內的機率』 一、什麼是平均值X?→集中趨勢 二、什麼是標準差σ?→離中趨勢(標準差與全距有關) 三、平均值±n倍標準差→數據分佈範圍
●數據如何分佈? ●規格描述:規格中心(SC),規格界限(USL, LSL) ●規格界限分類: 雙邊規格:同時存在上下規格界限(USL, LSL);單邊界限:只有規格上限(USL)或只有規格下限(LSL)時 ●平均值X和規格中心值SC的比較 (偏離規格中心)
● 規格上下界限範圍和數據分佈的比較 數據分佈全數落在規格界限內 部份數據落在一邊或兩邊規格界限外 ● 平均值 ±3倍標準差為何 ? 此為現有統計品管理論的基本依據,其信賴區間達到99.73% ● 何為製程能力(Cp) : 製程精密度,其值越高表示製程實際值間的離散程度越小,亦即表示製程穩定而變異小(離中趨勢,與σ有關)。可用於比較公差(規格上限-規格下限)與製程分佈的比值,(亦即,當公差範圍內能納入愈多的σ個數,則此製程表現愈好),其本身是一種製程固有的(已決定的)特性值,代表一種潛在的能力 其公式為:σ 6LSL USL Cp -= ;按:6σ就是2*(3σ),亦即以3σ製程為分界點,以評估製程能力的好壞。 ● 何為製程準確度(Ca)? 製程準確度,代表製程平均值偏離規格中心值之程度。若其值越小,表示製程平均值越接近規格中心值,亦即品質越接近規格要求之水準(集中趨勢,與X 有關),製程平均值愈偏離規格中心值,所造成的不良率將愈大) 其公式為:2 ) ()(LSL USL SC X Ca --= ,其中2 LSL USL SC += ,Ca 的值將介於0 ~ 1
一、边坡稳定性计算方法 在边坡稳定计算方法中,通常采用整体的极限平衡方法来进行分析。根据边坡不同破裂面形状而有不同的分析模式。边坡失稳的破裂面形状按土质和成因不同而不同,粗粒土或砂性土的破裂面多呈直线形;细粒土或粘性土的破裂面多为圆弧形;滑坡的滑动面为不规则的折线或圆弧状。这里将主要介绍边坡稳定性分析的基本原理以及在某些边界条件下边坡稳定的计算理论和方法。 (一)直线破裂面法 化计算这类边坡稳定性分析采用直线破裂面法。能形成直线破裂面的土类包括:均质砂 性土坡;透水的砂、砾、碎石土;主要由内摩擦角控制强度的填土。 图 9 - 1 为一砂性边坡示意图,坡高 H ,坡角β,土的容重为γ,抗剪 度指标为c、φ。如果倾角α的平面AC面为土坡破坏时的滑动面,则可分析该滑 动体的稳定性。 沿边坡长度方向截取一个单位长度作为平面问题分析。 图9-1 砂性边坡受力示意图已知滑体ABC重 W,滑面的倾角为α,显然,滑面 AC上由滑体的重量W= γ(ΔABC)产生的下滑力T和由土的抗剪强度产生的抗滑力Tˊ分别为: T=W · sina 和 则此时边坡的稳定程度或安全系数可用抗滑力与下滑力来表示,即 为了保证土坡的稳定性,安全系数F s 值一般不小于 1.25 ,特殊情况下可允许减小到 1.15 。对于C=0 的砂性土坡或是指边坡,其安全系 数表达式则变为 从上式可以看出,当α =β时,F s 值最小,说明边坡表面一层土最容易滑动,这时
当 F s =1时,β=φ,表明边坡处于极限平衡状态。此时β角称为休止角,也称安息角。 此外,山区顺层滑坡或坡积层沿着基岩面滑动现象一般也属于平面滑动类型。这类滑坡滑动面的深度与长度之比往往很小。当深长比小于 0.1时,可以把它当作一个无限边坡进行分析。 图 9-2表示一无限边坡示意图,滑动面位置在坡面下H深度处。取一单位长度的滑动土条进 行分析,作用在滑动面上的剪应力为,在极限平衡状态时,破坏面上的剪应 力等于土的抗剪强度,即 得 式中N s =c/ γ H 称为稳定系数。通过稳定因数可以确定α和φ关系。当c=0 时,即无 粘性土。α =φ,与前述分析相同。 二圆弧条法 根据大量的观测表明,粘性土自然山坡、人工填筑或开挖的边坡在破坏时,破裂面的形状多呈近似的圆弧状。粘性土的抗剪强度包括摩擦强度和粘聚强度两个组成部分。由于粘聚力的存在,粘性土边坡不会像无粘性土坡一样沿坡面表面滑动。根据土体极限平衡理论,可以导出均质粘这坡的滑动面为对数螺线曲面,形状近似于圆柱面。因此,在工程设计中常假定滑动面为圆弧面。建立在这一假定上稳定分析方法称为圆弧滑动法和圆弧条分法。 1. 圆弧滑动法 1915 年瑞典彼得森(K.E.Petterson )用圆弧滑动法分析边坡的稳定性,以后该法在各国得到广泛应用,称为瑞典圆弧法。 图9 -3 表示一均质的粘性土坡。AC 为可能的滑动面,O为圆心,R 为半径。 假定边坡破坏时,滑体ABC在自重W 作用下,沿AC绕O 点整体转动。滑动面AC 上的力系有:促使边坡滑动的滑动力矩M s =W · d ;抵抗边坡滑动的抗滑力矩,它应该 包括由粘聚力产生的抗滑力矩M r =c ·AC · R ,此外还应有由摩擦力所产生的抗滑力矩, 这里假定φ=0 。边坡沿AC的安全系数F s 用作用在AC面上的抗滑力矩和下滑力 矩之比表示,因此有 这就是整体圆弧滑动计算边坡稳定的公式,它只适用于φ=0 的情况。 图9-3 边坡整体滑动 2. 瑞典条分法
圆弧滑动简单条分法中土条宽度对基坑稳定计算影响的研究 [摘要] 分析土条宽度对圆弧滑动简单条分法基坑稳定计算的影响,并提出计算中值得注意的几个问题。 [关键词] 圆弧滑动简单条分法土条宽度基坑稳定 在中华人民共和国行业标准《建筑基坑支护技术规程》(JGJ120-99)中对基坑支护的定义为“为保证地下结构施工及基坑周边环境的安全,对基坑侧壁及周边环境采用的支挡、加固与保护措施。”显然,基坑支护是建筑行业常见的结构体系,在设计中需要满足稳定和变形的要求。在现有规范和研究中,基坑稳定计算多采用圆弧滑动简单条分法进行[1][2]。而在计算中土条宽度的选取对计算结果有较大的影响,因此分析圆弧滑动简单条分法中土条宽度的影响可为促进基坑稳定计算提供理论基础。 1 .基于圆弧滑动简单条分法的基坑稳定计算 基坑稳定计算采用圆弧滑动简单条分法如图1所示,其中h0为支护的嵌固深度。在进行稳定计算时,首先将滑动体视为若干土条组合成,每个土条的宽度为bi,一般情况下认为每个土条宽度相等,根据假设的滑动面可以确定滑动的圆心和半径,从而得到每个土条在滑动面上的中心点的切线与水平线的夹角θi,根据规范,将与土条宽度无关系的系数视为常数,基坑稳定计算的公式为: (1) 其中A、Bi、C与土条宽度无关,q0表示地面超载,wi表示第i个土条的重量。而基坑稳定的条件就是公式大于0,即固定力矩大于滑动力矩。(见图1) 2. 土条宽度的影响 显然,对于公式(1)采用不同的bi相同情况下可能有不一样的结果。令 另外,以bi/2为土条宽度,在相同情况下,计算基坑稳定性为: 其中α、β分别为原来土条一分为二后两个新土条在滑动面上的中心点的切线与水平线的夹角与原来土条θi的角度差。 由此可得到 显然M-N一般不等于0,而且由于sin和cos函数的特点,该公式正负也不存在必定规律,所以土条宽度与基坑稳定计算无单调联系,即随着土条宽度减少或增大所得到的计算结果中基坑的稳定程度不一定持续增加或降低。
品管的基本知识 一、质控制的意义:1、降低企业质量成本;2、提高产品的竞争力; 质量是公司的生命“质量第一,用户第一”是公司生存的基本条件与保证,没有质量数量再多也没用,有质量才有数量、有有质量才会有效益。 二、什么叫做质量: 质量就是符合使用者之要求/标准(产品的好坏、交期准不准时、服务好不好、作业有没有标准动作、做事有没有依规定等等) 三、品管的分类 QC的含义: QUALITY CONTROL质量控制QUALITY CHECK(质量检查) IQC的含义:IN COME QUALITY CONTROL 进料检验(查) IPQC的含义:IN PROCESS QUALITY CONTYROL 制程巡检 FQC的含义:FIAL QUALITY CONTYROL 制程终检 OQC的含义:OUT QUALITY CONTROL 成品检验 QA的含义:QUALITY AUDIT 质量保证(审查) 四、检验的种类类别及方式 1、进料检验 2、制程检验 3、最终检验(出货检验) 方式: 1、免检 2、抽样检验 3、全数检验 (正常检验放宽检验加严检验)依公司产品性质规定 五、AQL抽样标准及缺陷分类 MAJOR(主要缺陷/严重缺陷)MINOR(次要缺陷/轻微缺陷)CRI(致命缺陷) Accptance number合格判定数/简称AC Rejection number不合格判定数/简称Re 六、品管七大手法及作用 柏拉图:主要用于确定改良的目标,帮助我们找主要矛盾。 特性要因图(鱼骨图):用于查找影响质量的各种原因。 层别法:将收集到的质量数据按不同的质量问题分类,便于分析查找原因。 查核表:将一段时间内的质量情况用表格纪录下来,便于分析控制。 直方图:用于观察质量的分布情况和异常状况。 管制图:控制质量在一个范围之内,保持相当稳定的状态(也就是动态平衡) 散布图:标识影响质量的各个因素之间的关系。 七、品管八大原则 1、以顾客为关注焦点 2、领导作用 3、全员参与 4、过程方法 5、管理的系统方法 6、持续改进 7、基于事实决策方法 8、与供方互利的关系
承载能力极限状态 1)根据JTJ250-98《港口工程地基规范》的5.3.2规定,土坡和地基的稳定性验算,其危险滑弧应满足以下承载能力极限状态设计表达式: /Sd Rk R M M γ≤ 式中:Sd M 、Rk M ——分别为作用于危险滑弧面上滑动力矩的设计值和抗滑力矩的标准值; R γ为抗力分项系数。 2)采用简单条分法验算边坡和地基稳定,其抗滑力矩标准值和滑动力矩设计值按下式计算: ()cos tan ()sin Rk ki i ki i ki i ki Sd s ki i ki i M R C L q b W M R q b W α?γα??=+ +?? ??=+?? ∑∑∑ 式中:R ——滑弧半径(m ); s γ——综合分项系数,取1.0; ki W ——永久作用为第i 土条的重力标准值(KN/m ),取均值,零压线以 下用浮重度计算; ki q ——第i 土条顶面作用的可变作用的标准值(kPa ); i b ——第 i 土条宽度(m ); i α——第i 土条滑弧中点切线与水平线的夹角(°); ki ?、ki C ——分别为第i 土条滑动面上的内摩擦角(°)和粘聚力(kPa ) 标准值,取均值; i L ——第 i 土条对应弧长(m )。 3)地基稳定性计算步骤 (1) 确定可能的滑弧圆心范围。通过边坡的中点作垂直线和法线,以坡面中点为圆心,分别以1/4坡长和5/4坡长为半径画同心圆,最危险滑弧圆心即在该4条线所包含的范围内。
(2) 作滑动滑弧。选定某些滑动圆心,作圆与软弱层相切,则与防波堤及土层相交的圆弧即为滑弧。 (3) 进行条分。对滑弧内的土层等进行条分,选择土条的宽度,并且对土条进行编号。 (4) 计算各个土条的自重力。利用公式ki i i i W h b γ=计算各个土条的自重力。 (5) 计算滑弧中点切线与水平线的夹角。作滑弧的中点切线,读出它与水平线之间的夹角,注意滑弧滑动的方向,确定夹角的正负。 (6) 确定土条内滑弧的内摩擦角与粘聚力。对于不同的土层,内摩擦角与粘聚力取均值。 (7) 计算危险弧面上的滑动力矩与抗滑力矩。利用公式计算抗滑力 矩 和 滑 动 力 矩。 抗滑力矩为 ( )c o R k k i i k i i k i i k i M R C L q b W α???= ++ ?? ∑ ∑;而滑动力矩为()sin Sd s ki i ki i M R q b W γα??=+??∑。 确定是否满足要求。利用承载能力极限状态设计表达式/Sd Rk R M M γ≤判断是否满足稳定性的要求。
第一章基础知识 一.工具的正确使用 1.游标卡尺(数字显示、表盘显示、刻线显示) A.使用范围及规格: 不同规格的卡尺,具有不同的量程范围,常用的量程范围为0~150mm、0~200mm、0~500mm、 0~600mm等,我们根据工件的大小,选择相应的卡尺。 卡尺用于测量长度(宽度、高度)、深度、台阶、内径、外径等。 B.精确度: a.数字显示游标卡尺精确度一般为0.01mm,简称为C(丝、条、道…),本公司统一为丝。 1mm=100丝=1000μ b.表盘显示游标卡尺精确度一般为0.02mm。 c.刻线尺因读数困难,现已很少使用,一般精确度为0.01或0.02。 C.使用方法: a.取出卡尺,明确精确度,查看是否在有效期限内,是否有合格标签,上述项目明确后, 方可使用。 b.用外量爪测量长度(宽、高)或圆柱外径,用内量爪测量圆孔内径,槽的宽度,用深度尺测 量槽、盲孔深度,用阶梯尺测量阶梯、台阶尺寸。 c.测量时用用软布、软纸轻轻擦去测量面污物,并归零,用手推、拉动游标尺,滑动轻 快,无阻滞感,无误时方可使用。 d.用上述方法测量,一般测量3次,取平均值。 D.读数方法: 数字显示的卡尺直接读取数据,表盘显示为主尺值加表盘数据,每小格表示0.02。 E.注意事项: a.使用前检查准用证(标签),使用有效期。 b.调零,是否在零位,测量面清洁,光滑无异物、锈蚀。 c.滑道顺畅,无异物。 d.使用后清洁、润滑、防锈(加油),归位保管。 e.不可用于其它用途(如画圆等)。 f.卡尺与包装盒一一对应,携带过程中必须放在盒内,避免摔伤、碰伤。 2.千分尺(数字显示、刻线显示) A.规格及使用范围: 外径千分尺:0~25、25~50、50~75、75~100、100~125、125~150、150~175、175~
品管基础知识 1.品质管理中的三色管理指什么? 三色管理是指: 红色-----------代表不合格,拒收 兰色-----------代表合格,允收 黄色-----------代表特验或特采 2.何谓7S?它的作用是什么? 整理、整顿、清洁、素养、节约、安全因为它的第一个字母为S,故称为7S. 它的作用有: (1)提高企业形象 (2)提高员工归宿感 (3)减少浪费 ★整理: 不再使用的----------清理掉 不常使用的-----------贮存.备用 经常用到的----------保留于现场养 每天用到的----------随手中取处 ★整顿: 场地进行规划; 物品摆放整齐; 容易混淆、容易遗忘的物品进行标识; 清扫现场场地(地面、墙板、天花板等上的物品) 彻底清理、润滑机器工具; 节能防污、(水、气、油、噪音等); 修理破损物品; ★清洁: 养成坚持习惯,并执行监督检查措施。 分责任区、分责任人 定期或不定期检查 ★素养:讲文明礼貌、积极敬业、遵纪守规等! ★节约:可以回收的,可以利用的,分类定期进行处理 ★安全:生产中机器使的安全,生产过程的安全。 3.影响品质的因素: 机器、材料、方法、作业员、环境因素、管理因素 机器: 切割机器刀具锋利度 冲压机冲程可能的变动 电镀处理液的变动 空压机气压的品质
材料: 供应商更换 材料(部件)替换 材料机械性质或化学性质的变动 材料尺寸变动 方法: 流程的变更 作业方法的变更 工具、夹具不当 操作员: 操作员熟练度 操作员习惯性 操作员有没有依照操作标准作业 操作员的体力与情绪 操作员的工作场所及使用工具 环境因素: 电源稳定度 水质稳定度 温度、湿度 空气粉尘 照明度 地板及工作场所清洁 工作场所物品的摆放 管理因素: 紧急订单比例多 机种更换频繁 人员流动频繁 设计不妥当 4.朱兰三步曲: 1)质量计划为建立有能力满足质量标准化的工作程序,质量计划是必要的。 2)质量控制为了掌握何时采取必要措施纠正质量问题就必须实施质量控制。 3)质量改进质量改进有助于发现更好的管理工作方式
品管基本知識 一.常用英文縮寫 Q C:Q u a l i t y C o n t r o l品質管控 Q A:Q u a l i t y A s s u r a n c e品質保證 I Q C:I n c o m i n g Q u a l i t y C o n t r o l進料品質管制 I P Q C:I n-P r o c e s s Q u a l i t y C o n t r o l制程品質管制 F Q C:F i n a l Q u a l i t y C o n t r o l最終品質管制 O Q C:O u t g o i n g Q u a l i t y C o n t r o l出貨品質管制 Q C C:Q u a l i t y C o n t r o l C i r c l e品管圈 Q E:Q u a l i t y E n g i n e e r i n g品質工程 P D C A管理循環(P l a n-D o-C h e c k-A c t i o n) S P C:S t a t i s t i c P r o c e s s C o n t r o l統計制程管制 T Q M:T o t a l Q u a l i t y m a n a g e m e n t全面品質管制 W I P:W o r k I n P r o c e s s在制品 M O:M a n u f a c t u r e O r d e r制令 J I T:J u s t I n T i m e即時管理 I S O:I n t e r n a t i o n a l O r g a n i z a t i o n F o r S t a n d a r d i z a t i o n國際標準化組織 B O M:B i l l O f M a t e r i a l物料清單 5S:整理,整頓,清掃,清潔,素養 F I F O:F I R S T I N F I R S T O U T先進先出管理 二.Q C七大手法 層別法 查檢表 柏拉圖(A B C圖.重點分析圖.排列圖) 特性要因圖(魚骨圖.石川圖.因果圖) 散佈圖 直方圖 管制圖 三.Q C新七大手法 關連圖法 K J法(親和圖法) 系統圖法 矩陣圖法 矩陣數據解析法(主成份分析法) 過程決定計劃圖法(P D P C法) 箭線圖法
基本品管统计知识(Ca/Cp/Cpk概念介绍) Edited by Alex Chen on Aug. 11th,2002统计的基本原料是 数据 何谓『统计』 何谓『有意义的情报』 至少应包括:『集中趋势 + 离中趋势 + 含盖在特定范围内的机率』 一、什么是平均值Xà集中趋势 二、什么是标准差σà离中趋势(标准差与全距有关) 三、平均值±n倍标准差à 数据分布范围
数据如何分布 规格描述:规格中心(SC),规格界限(USL, LSL) 规格界限分类: 双边规格:同时存在上下规格界限(USL, LSL);单边界限:只有规格上限(USL)或只有规格下限(LSL)时 平均值X和规格中心值SC的比较 (偏离规格中心)
规格上下界限范围和数据分布的比较 数据分布全数落在规格界限内 部份数据落在一边或两边规格界限外 平均值 ±3倍标准差为何 此为现有统计品管理论的基本依据,其信赖区间达到% 何为制程能力(Cp) : 制程精密度,其值越高表示制程实际值间的离散程度越小,亦即表示制程稳定而变异小(离中趋势,与σ有关)。可用于比较公差(规格上限-规格下限)与制程分布的比值,(亦即,当公差范围内能纳入愈多的σ个数,则此制程表现愈好),其本身是一种制程固有的(已决定的)特性值,代表一种潜在的能力 其公式为:σ 6LSL USL Cp -= ;按:6σ就是2*(3σ),亦即以3σ制程为分界点,以评估制 程能力的好坏。 何为制程准确度(Ca) 制程准确度,代表制程平均值偏离规格中心值之程度。若其值越小,表示制程平均值越接近规格中心值,亦即质量越接近规格要求之水平(集中趋势,与X 有关),制程平均值愈偏离规格中心值,所造成的不良率将愈大) 其公式为:2 ) ()(LSL USL SC X Ca --= ,其中2 LSL USL SC += ,Ca 的值将介于0 ~ 1