中国水泥工业水泥粉磨系统现状调查分析
邹伟斌
中国建材工业经济研究会水泥专业委员会(北京100024)
(连载二)
摘要:本文以水泥企业调查的实际生产设备配置及运行技术参数为依据,在水泥生产线采用不同粉磨工艺条件下,水泥粉磨系统的主、辅机设备配置及粉磨电耗水平进行了调查分析,列举了不同粉磨系统实现较低粉磨电耗的优秀案例,探讨了水泥行业高效粉磨技术的发展方向。
本文以连载方式刊发,第一部分论述了辊压机系统配置的各种分级设备技术性能特点、水泥粉磨系统低能耗优秀案例分析及辊压机应用过程中出现的问题与处理措施等。第二部分论述了CKP立磨预粉磨以及筒辊磨、立磨料床水泥终粉磨案例分析以及管磨机运行中出现的异常状况与处理措施;第三部分论述了水泥粉磨系统成品选粉机使用过程中出现的技术问题及解决办法以及其他水泥粉磨系统(辊压机预粉磨系统、辊压机半终粉磨系统;球破磨、棒磨机、破碎机、柱磨机或单传动辊压机预处理组成的粉磨系统)与案例分析;总结了水泥联合粉磨系统实现高产、低能耗的技术关键与措施。
关键词:水泥制成工艺粉磨电耗调查分析
(接上期)
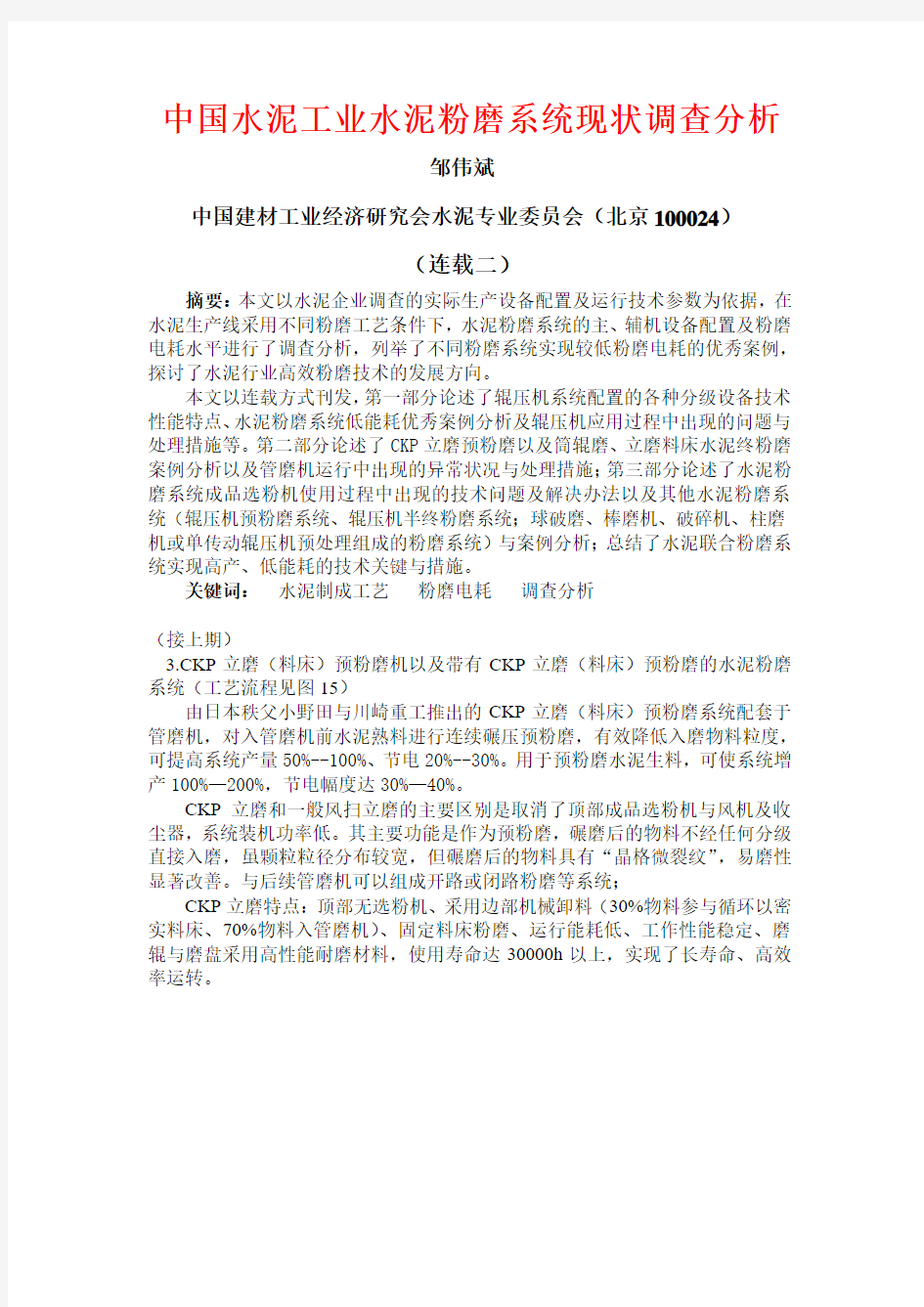
3.CKP立磨(料床)预粉磨机以及带有CKP立磨(料床)预粉磨的水泥粉磨系统(工艺流程见图15)
由日本秩父小野田与川崎重工推出的CKP立磨(料床)预粉磨系统配套于管磨机,对入管磨机前水泥熟料进行连续碾压预粉磨,有效降低入磨物料粒度,可提高系统产量50%--100%、节电20%--30%。用于预粉磨水泥生料,可使系统增产100%—200%,节电幅度达30%—40%。
CKP立磨和一般风扫立磨的主要区别是取消了顶部成品选粉机与风机及收尘器,系统装机功率低。其主要功能是作为预粉磨,碾磨后的物料不经任何分级直接入磨,虽颗粒粒径分布较宽,但碾磨后的物料具有“晶格微裂纹”,易磨性显著改善。与后续管磨机可以组成开路或闭路粉磨等系统;
CKP立磨特点:顶部无选粉机、采用边部机械卸料(30%物料参与循环以密实料床、70%物料入管磨机)、固定料床粉磨、运行能耗低、工作性能稳定、磨辊与磨盘采用高性能耐磨材料,使用寿命达30000h以上,实现了长寿命、高效率运转。
图15 用于预粉磨的CKP 立磨(左) CKP 立磨预粉磨工艺流程(右)
案例一:冀东水泥有限公司二线采用CKP240立磨(主电机功率功率2100kw )
配置在Φ4.8×7.5m 闭路水泥磨(主电机功率2500kw )前,系统产量
180t/h —200t/h 、粉磨电耗32kwh/t 左右;烟台冀东水泥公司采用CKP240立磨
+Φ4.8×9.5m 闭路管磨机(主电机功率3550kw ),生产P.O42.5R 水泥,系统产
量达208.45t/h ,粉磨电耗33.02kwh/t ;【1】
案例二:江南小野田水泥有限公司4000t/d 生产线,水泥粉磨系统采用
CKP170立磨作预粉磨(磨盘直径:1700mm 、磨辊直径1160mm 、宽度450mm 、
磨辊数量:3个、主电机功率:950kw 、处理能力180t/h );
后续管磨机:φ4.0 × 12.0 m (主电机功率2700kw );成品选粉机:0-Sepa
N —2500(主轴电机功率132kw 、处理能力450t/h 、成品产量150t/h )组成的预
粉磨闭路系统;
生产P.ΙΙ52.5级硅酸盐水泥(成品比表面积365m2/kg —370m2/kg )、台时产量
108t/h —110t/h 、系统粉磨电耗39.5kwh/t ;
经CKP 立磨处理后的入磨粒径P80平均为1.7mm 、90μm 以下微粉含量达45%
以上,CKP 投入功耗仅6.8kwh/t 左右;该粉磨系统中CKP 立磨有30%物料参与
循环以密实料床、稳定碾磨效果。【2】
案例三:秦皇岛浅野水泥有限公司4000t/d 生产线,水泥粉磨系统采用
CKP-170立磨(功率800kw )配置于Φ3.9×12m (主电机功率2400kw )闭路水
泥磨前,系统产量115t/h 。
4.HOROmill3800(筒辊磨)水泥料床终粉磨系统(工艺流程见图16)
筒辊磨1993年由法国FCB 公司研发推出的高效率料床粉磨设备,并应用于水
泥工业生产。依靠高速旋转过程中的筒与内部可加压的辊对物料实施反复碾压
(筒体转速为临界转速1.6倍左右,物料在辊柱面与筒体内环面碾压通道多次碾
压),物料啮入角在18°左右,料层厚度较薄,属于中等压力料床粉磨;与高效
选粉机组成闭路粉磨系统,适宜于水泥、矿渣微粉、生料的制备,能量利用率高,
系统粉磨电耗低;
图16 HOROmill(筒辊磨)水泥料床终粉磨系统工艺流程我国牡丹江水泥厂2002年从法国FCB公司引进一台HOROmill3800筒辊磨,2003年6月13日正式投运,与其他粉磨系统相比,节电效果非常显著。HOROmill3800筒辊磨技术参数见表2:【3】
表2 HOROmill3800筒辊磨技术参数
相同型号的HOROmill3800筒辊磨水泥终粉磨系统于2005年1月在陕西中材汉中水泥公司投运,磨机电机功率2500kw,粉磨P.O42.5级水泥(比表面积353m2/kg)产量87.9t/h、系统粉磨电耗为33.18kwh/t;【4】
5.立磨水泥料床终粉磨系统(工艺流程见图17)
1980年7月,德国非凡公司在汉诺威Teutonia水泥厂投产了世界上第一台正式用于生产水泥的立磨,型号为MPS3750C,磨盘中径Φ3750mm、磨辊直径Φ2700mm、装机功率1900KW、选粉机型号SLF6700(PZ45水泥产量78t/h),由此揭开了水泥立磨终粉磨的篇章;
辊套和衬板净磨耗:粉磨快硬PZ45水泥6.5g/t、粉磨矿渣水泥(78%矿渣)38g/t。【5】
除上述非凡公司MPS水泥立磨案例,在国、内外运行的尚有以下知名公司
的水泥立磨终粉磨系统:
图17 水泥立磨料床终粉磨系统工艺流程
5.1 LM5
6.3+3C/S水泥立磨料床终粉磨系统(见图18)
图18 莱歇水泥立磨终粉磨系统
案例一:湖北亚东水泥有限公司采用德国莱歇公司LM56.3+3C/S立磨终粉磨水泥(磨盘直径5600mm、磨机电机功率5300kw,配用LSKS 87选粉机(功率400 kw,工作转速50r/min--125r/min),生产P.O42.5水泥台时产量215t/h、粉磨电耗33kwh/t;磨制P.C32.5水泥台时产量255t/h、系统粉磨电耗30kwh/t;【6】
案例二:CEMEX公司在阿联酋Jebel Ali 5000t/d线水泥制成系统,采用德国莱歇公司的LM56.3+3C/S大型水泥立磨(配套主电机功率5700kw),粉磨纯硅酸盐水泥(成品比表面积351 m2/Kg),磨机产量210 t/h --220 t/h,系统粉磨电耗34.6kwh/t。【7】
5.2 OK33-4水泥立磨终粉磨系统(见图19)
图19 OK水泥立磨料床终粉磨系统
案例一:2006年4月云南国资水泥东骏有限公司投用 F.L.S公司制造的OK33-4立磨(选粉机ROKS40.0)、磨盘转速25r/min、磨辊数量4只(轮胎形辊,中部带有排气凹槽)、磨盘直径Φ4760mm、磨辊直径Φ1950mm、主电机YRKK800-6、功率3000KW、主减速机MAAG-WPU142、额定功率2735KW;设计生产能力:矿渣粉84t/h(比表面积>420m2/kg)、熟料粉150t/h(比表面积>330m2/kg);
实际生产运行数据如下:
磨制熟料粉台时产量150t/h--160t/h、粉磨电耗28.82kwh/t、磨耗3.02g/t;
磨制矿渣粉台时产量85t/h--95t/h、粉磨电耗49.54kwh/t、磨耗12.06g/t;
由于矿渣显微硬度高(HV450--HV700)、玻璃体含量高、磨蚀性大,磨制矿渣微粉时磨盘及磨辊的磨耗量比粉磨水泥时大;【8】
5.3TRMKS43.4立磨水泥终粉磨(见图20)
天津院研制的TRMKS43.4立磨用于水泥终粉磨,以下是国内与国外两个实际案例:
图20 TRMK水泥立磨
案例一:武汉阳逻(娲石)水泥有限公司采用天津院研制的TRMKS43.41立磨(主电机功率3150kw、风机功率1400kw、风量410000m/h、风压8000Pa、选粉机功率250kw),设计能力:S75级矿渣微粉90t/h、比表面积≥420m2/kg;P.C32.5级水泥130t/h、成品比表面积≥350m2/kg;
生产P.C32.5级水泥产量140t/h、成品比表面积≥350m2/kg、系统粉磨电耗29kwh/t;
生产S75级矿渣微粉产量103t/h、成品比表面积>425m2/kg、系统粉磨电耗低于42kwh/t;【9】
案例二:TRMSK43.4立磨成功用于哈萨克斯坦标准水泥有限公司,粉磨比表面积463.5m2/kg矿渣微粉,产量94.3t/h、系统粉磨电耗低于38kwh/t;粉磨比表面积352.3m2/kg的OPC水泥,产量112.6t/h、系统粉磨电耗低于28kwh/t;【10】5.4华新HXLM43.4水泥立磨终粉磨
HXLM43.4立磨运行参数(主电机功率3150kw),磨机产量140t/h--160t/h (成品比表面积≥360m2/kg);生产P.O42.5级水泥,粉磨电耗35kwh/t--38kwh/t;生产P.C32.5级水泥,粉磨电耗30kwh/t--32kwh/t;
立磨磨辊、磨盘堆焊材料:高铬碳铁基硬质合金,吨水泥金属磨耗量:磨盘:5.2g/t;磨辊:2.6g/t;【11】
6.管磨机系统(双滑履中心传动管磨机见图21)
6.1关于入磨物料粒径与管磨机产量的关系
入磨物料粒径与管磨机产量的关系:管磨机内部四周空间不限,研磨体随机做功,对于粉磨片状及粉状料的效果较好,但不能形成料床,粗碎能力不足、磨细能力有余。
总的粉磨规律是:入磨物料粒径越小、细粉比例越大、管磨机产量越高、系统粉磨电耗越低。
关于磨机产量与入磨物料粒径之间的关系,可由下式表述:
x (1)Kd=(G2/G1)=(d1/d2)
式中:Kd--磨机的相对生产率或称粒径系数;
G1、G2--分别代表入磨粒径为d1、d2时的磨机产量(t/h);
X--指数,与物料特性、成品粒径、粉磨条件有关,一般X=0.15--0.35之间取值;
现以X=0.20为例,以此推出不同入磨粒径时磨机的相对生产率Kd见表3:
2.19倍,增产幅度达到219%,即实现了设计能力的翻番;以Φ4.2×13m水泥管磨机为例,以入磨物料粒径25mm计算,设计产量为90t/h;当采用预粉磨及高效分级设备将入磨物料粒径降至0.5mm时,磨机产量可达到197t/h,计算值与实际产量基本吻合。实际生产中,由于系统辊压机型号与不同分级机、成品选粉机配置、入磨物料粒径与水份、易磨性不同以及操作方式等各方面综合因素,实际产量已达到250t/h以上;【12】
图21 双滑履中心传动水泥管磨机
6.2管磨机粉磨机理:在固定工作转速下,研磨体经旋转筒体上不同工作表面的衬板提升、抛落随机做功,依靠其“集群研磨效应”粉磨物料,不能够形成料床;管磨机粉磨系统有以下技术特点:
6.2.1管磨机细磨能力有余、粗(碎)磨能力不足;磨制水泥时,对于大水份、大粒径、难磨物料、衬板打滑、研磨体串仓、隔仓板(篦板)堵塞、磨内高温、衬板及研磨体表面粘附、装载量不足等因素极其敏感;生产过程中,应对被磨物料性能进行控制,改善磨内结构及研磨体级配与通风等技术参数进行优化组合;
6.2.2筒体与衬板、研磨体重量大,主电机功率配置大,无磨前预处理措施时,粉磨效率低、系统电耗高;
6.2.3研磨体及磨内易损件等金属耐磨材料磨损量大、磨耗成本高;
6.2.4管磨机筒体工作转速恒定,磨内需要不同工作表面形状的衬板进行组合,实现“磨内磨细”;
6.2.5联合粉磨系统中料床预粉磨主机与分级设备的配置,彻底实现了良好的
“分段粉磨”功能,可充分发挥管磨机细磨能力(优化水泥颗粒分布及颗粒整形,提高水泥球形度);
6.2.6在很大程度上,磨内研磨体的级配基本决定了水泥颗粒级配;水泥球形度(颗粒形貌)与研磨体形状密切相关,全磨采用球形研磨体时,磨制的水泥颗粒球形度较高;
6.3管磨机系统的改进
6.3.1合理选择磨内各仓长比例,优化设计各仓有效长度;明确各仓粉磨功能;
6.3.1.1各仓衬板工作表面形状及参数的合理选取:由于管磨机筒体的工作转速不能轻易改变。为提高管磨机各仓的粉磨效率,就需要采取不同工作表面形状的衬板进行组合与搭配使用,管磨机常用的部分筒体衬板工作表面形状见图22:
图22 管磨机常用部分衬板工作表面形状 6.3.1.2水泥管磨机一仓需要一定的粗粉磨功能,常采用对研磨体提升能力较好的曲面阶梯衬板、沟槽阶梯衬板、大波纹衬板、波纹阶梯衬板等,阶梯衬板带球端厚度尺寸取值不能太低,以保证对研磨体的有效提升高度,传递给研磨体最大能量;当一仓有效长度较短时,研磨体平均尺寸应适当放大,以确保其对物料的粗碎能力,将粗颗粒卡在一仓处理干净,使其变成粉状,顺利通过筛分隔仓板,为下一仓研磨创造条件;而对于细磨仓而言:当研磨体使用微锻时,多采用小波纹衬板+活化环结构;当研磨体采用小钢球时,多选用分级衬板;但也可采取3—5种不同工作表面形状的衬板与活化环搭配使用;总之,无论采取何种配置,必须以达到“磨内磨细”为最终目的; 6.3.2细磨仓活化装置的合理设置:主要目的是减少“滞留带”(研磨死区)产生的的负面效应,充分激活微型研磨体能量;一般按细磨仓有效长度方向在1.25m —2.25m (五块至九块单孔小衬板)长度范围内设置一周圈或沿圆周方向错开安装;根据物料易磨性及成品细度控制指标等技术参数,活化环有效高度尺寸可取管磨机公称直径的20%--30%,高度过低则影响活化效果;细磨仓研磨死区及常用活化环形状见图23:
磨内产生的滞留带
细磨仓常用活化环形状
图23 细磨仓管磨机“滞留带”(左) 常用活化环形状(右)
6.3.3各仓研磨体形状:磨机一仓应选用机械性能优良的高硬度(HRC ≥62)合金抗磨材质钢球,保持良好的表面光洁度与较低磨耗(≤30g/t-c )及较低的破损率(<0.5%);细磨仓可以考虑采用更高硬度的轴承钢球或轴承钢锻(牌号GCr15、洛氏硬度HRC64—HRC67、冲击韧性ak >20J/cm2)作为水泥粉磨研磨体,轴承钢不但具有高硬度、高冲击韧性及优良的表面光洁度,而且对入磨物料温度及水份不敏感,能够始终保证表面光洁、不粘附,而使系统长期保持较高而稳定研磨效率;同时,磨内应保持良好的磨内通风及过料能力、降低粉磨温度;
6.3.4磨头衬板应采取防磨技术措施,以有效提高使用寿命,水泥管磨机常用磨头衬板表面形状见图24;无防磨凸楞及铸有防磨凸楞的磨头衬板见图25:
常用不同形状的磨头衬板
图24 管磨机常用磨头衬板表面形状
图25 无防磨凸楞的磨头衬板(左) 铸有防磨凸楞的磨头衬板(右)
6.3.5粉磨系统中应设置良好的除铁措施及各仓研磨体防串仓措施、隔仓板及磨尾出料篦板必须具备“防堵、防漏”功能:磨机常用隔仓板及出磨篦板形状及铸有防磨凸楞的隔仓板见图26(左、右):
图26 磨机常用隔仓板及出磨篦板形状(左)铸有防磨凸楞的隔仓板(右)
6.3.6优化设计研磨体级配,强化磨内磨细功能,使每米研磨体创造更多的成品,提高出磨水泥比表面积;
6.3.7助磨剂应用:采用分散性能优良的助磨剂,消除衬板、研磨体表面及篦板粘附、使管磨机系统长期保持稳定的粉磨效率;
6.3.8选用高硬度抗磨材质衬板及隔仓板、篦板,合理减薄衬板厚度,有效减轻磨机筒体载荷,置换为研磨体装载量,增加对物料的有效研磨能力;
6.4采用优质研磨体
磨内结构配置完成后,所选用的研磨体质量优劣,将直接影响管磨机系统粉磨效率的发挥,磨内球、锻出现破损、失圆变形、磨耗高等异常状况,将会大幅度降低研磨体对物料的研磨功能。表面光洁度优良、连续使用半年后的高碳化铬马氏体高硬度合金铸球(专利产品)见图27、磨损后的技术参数见表4:
图27 磨损半年后的高碳化铬马氏体高硬度合金铸球
金铸球、HRC>64,在连云港中联水泥公司联合粉磨系统中应用,磨耗<23.04g/t、破损率<0.18%;在沈阳山水工源水泥有限公司使用,生产水泥3087970t,消耗钢球30.5t,磨耗为9.88g/t,应用效果优良;【13】
水泥管磨机常用微型磨球、磨锻见图28:
图28 水泥管磨机常用的微型磨球、磨锻
高硬度(HRC64--67)、高冲击韧性(ak>15j/cm2)、表面光洁度优良的轴承钢球(左)、轴承钢锻(右)见图29:
图29 表面光洁度优良的轴承钢球(左)轴承钢锻(右)
6.5管磨机操作管理技巧
6.5.1跟踪监测入磨物料易磨性、综合水分、入磨熟料温度应<100℃
6.5.2根据入磨物料粒径及易磨性等因素,合理分配磨机各仓有效长度,优化设计各仓研磨体级配;并根据累计产量,定期补充研磨体;
6.5.3定期监测衬板磨损状况:当一仓阶梯衬板带球端有效尺寸磨损减薄1/3以后,带球能力明显削弱,筒体通过衬板赋予研磨体冲击、研磨能量大幅度降低,应及时更换,始终保持对研磨体良好的提升状态;细磨仓衬板工作表面形状磨损变为平衬板,摩擦系数明显下降,研磨体切向滑动加剧,粉磨效率显著降低;6.5.4助磨剂应用:始终保持磨内各仓研磨体及衬板工作表面良好的光洁度与粉磨做功能力;
6.5.5跟踪检查隔仓板、出磨篦板篦缝是否有堵塞、始终保持过料与通风顺畅;
6.5.6定期检查筛分隔仓板内筛板完好情况;保持磨内良好的通风状况,降低磨内温度,出磨水泥温度一般应≤105--115℃为宜;
6.5.7必须重视入磨物料及系统循环中的除铁;尤其需要重视磨尾回转筛的排渣作用(结合气箱除铁、除渣装置),尤其是闭路粉磨系统,破损的、漏出的研磨体以及铁屑、铁渣参与系统物料循环回到一仓,严重影响一仓粉磨功能,必须予以去除;可有效提高粉磨效率及出磨水泥比表面积;
6.5.8国外研磨体单仓磨耗先进指标已达到≤10g/t-c水平,国内联合(半终)粉磨系统一般均在<30g/t-c、甚至<25g/t-c,破损率<0.5%;
6.5.9管磨机系统运行过程中“合理用风五原则”:“磨头不冒灰--保持负压、入口不溢料--料流畅通、磨机不饱磨--磨音正常、磨尾不跑粗--比表提高、温度不上升--通风顺畅”;
6.5.10开路磨系统磨内净空风速可控制0.8m/s--1.2m/s,闭路磨内风速在0.5m/s--1.0m/s为宜(不排除特殊情况须增大风量),既可及时排出水份、降低磨内温度,又能有效控制物料流速,提高水泥的磨细效果。【14】
6.6管磨机常见的异常磨况及解决措施
6.6.1入磨物料水份大导致的隔仓板(左)及出磨篦板篦缝堵塞(右),(见图30):
图30 入磨物料水份大导致堵塞的隔仓板(左)及出磨篦板(右)
解决措施:优先选择使用“防堵型隔仓板”及“防堵型出磨篦板”、始终保持磨内良好的通风与过料能力;使管磨机子系统获得较高而长期稳定的粉磨效率;6.6.2隔仓板出料端为盲板,集中在中心卸料与通风,料与风分不开,导致中心圆板处风速过高,被磨物料受风速影响往磨尾方向拉,不能均匀的从隔仓板出口开始研磨,经多次实际测量:使用这种结构形式的隔仓板,后仓所损失的有效研磨长度一般在0.8m—1.5m甚至更多,导致生产过程中水泥细度不稳定、波动大;隔仓板出口为盲板的结构见图31:
图31 隔仓板出口为盲板的结构
解决措施:将其出口盲板结构改为全篦板通孔结构,使物料在圆截面上均匀卸出,中心圆板部位与隔仓板截面均能通风,有效降低中心圆板处风速,缩小中部、边部风速差值,彻底实现均匀通风与过料,充分利用研磨空间;
6.6.3隔仓板材质硬度低产生塑性流变而堵塞的篦缝(见图32):
图32 隔仓板材质硬度低产生塑性流变堵塞篦缝解决措施:选择应用高硬度(HRC>55或HRC>58)抗磨材料、有效抵抗隔仓板的变形能力、消除篦缝延展因素;优化篦缝形状设计,采用高硬度耐磨钢板等离子切割,篦缝为曲线型的隔仓板;
6.6.4研磨体堵塞隔仓板篦缝(见图33):
图33 研磨体堵塞的隔仓板同心圆状(左)与放射状(右)篦缝解决措施:合理设计篦缝形状并优化选择,采用“防堵型隔仓板”,长期保持稳定的通风及过料能力;
6.6.5入磨物料水份大、粉磨温度高导致粗磨仓与细磨仓衬板工作表面粘附(细磨仓由于使用规格较小的研磨体,磨细的物料更易结团,加之该仓研磨体集群与衬板之间摩擦发热、温度升高,导致衬板工作表面粘附的几率最高;)见图34:
图34 物料水份大、粉磨温度高导致的衬板工作表面粘附解决措施:合理提高磨尾用风量、降低磨内温度及物料水份;同时采用分散能力良好的优质助磨剂消除衬板工作表面粘附,始终保持衬板工作表面光洁、稳定较高粉磨效率;
6.6.6细磨仓研磨体表面粘附(由于水份及温度或研磨体硬度低等原因,该仓所
用微球或微锻出现表面粘附的机率最高,研磨体的磨细能力被缓冲、削弱,严重降低粉磨效率(左);由于入磨熟料温度高、混合材水份较大以及石灰石掺量较多时,混合材中使用较多铝硅酸盐含量较高的材料{如煅烧煤矸石(其中会有半生不熟,未烧透的)、烧页岩、天然火山灰等}以及石灰渣、石煤渣等。在没有使用助磨剂的情况下,同样会引起磨机一仓钢球及衬板表面粘附(右),降低一仓粗磨能力,都必须引起足够的重视。见图35):
图35 细磨仓研磨体表面粘附(左)粗磨仓研磨体粘附(右)
解决措施:合理提高磨尾用风量、降低磨内粉磨温度及水份;采用分散性能优良的助磨剂、有效消除研磨体表面粘附、保持良好的表面光洁度,使研磨体对被磨物料始终保持较高而稳定的粗磨与细磨能力;可使用表面光洁度优良的轴承钢材质钢球与微锻,对于被磨物料水份及温度不敏感,防粘效果更好,使粉磨系统长期保持高效率运行;
6.6.7研磨体破损(见图36):
图36 破损的研磨体
解决措施:倒磨彻底清理,按照等量补充相同规格研磨体;
6.6.8变形的研磨体(见图37):
图37 变形的研磨体
解决措施:倒磨全面清理、去除变形研磨体、等量补入相同规格研磨体;
6.6.9磨内研磨体串仓及杂物(见图38):
图38 串仓的球、锻研磨体及杂物
解决措施:检查隔仓板是否有破损或内筛板磨损泄漏;及时倒磨清理、球锻分离、重新级配;
6.6.10细磨仓磨掉的活化环及新安装的活化环(见图39):
图39 细磨仓磨掉的活化环(左)、新安装的活化环(右)解决措施:重新安装新的活化环(活化环高度符合设计要求)、恢复对微型研磨体的活化能力,有效减少研磨体“滞留带”,使管磨机始终保持较高的粉磨效率;
6.6.11磨损严重的衬板(见图40):
图40 磨损严重的衬板
解决措施:及时更换衬板、恢复对研磨体的良好提升、摩擦以及对被磨物料的冲击、破碎能力,使系统始终保持较高而稳定的粉磨效率;
6.6.12重视一仓阶梯衬板防磨设计、有效延长衬板使用寿命(见图41):
图41防磨曲面阶梯衬板(左)防磨曲面阶梯衬板在磨机一仓安装应用(右)
未配置磨前预处理的普通开路磨或带有选粉机的一级闭路磨系统,由于入磨物料粒径较大,需要在管磨机一仓完成对被磨物料的冲击破碎,平均球径取值较大,即“大球砸硬料”;裸露衬板工作表面所受到的冲击功大、导致衬板的磨损值大、使用寿命相对较短。一仓衬板磨损机制主要是以磨料磨损形式为主衬板工作表面受到钢球冲击和切向滑动加剧疲劳磨损而造成剥落、撕裂或形成犁沟(环形沟槽),并出现不规则凿削坑,衬板表面积越大,所受冲击功越强,越易加剧冲蚀磨损;然而,没有设置磨前预处理的水泥普通粉磨流程,磨机一仓球径与冶金行业磨矿机相比要小些,衬板磨损存在小能量多冲击的磨料磨损机制。联合粉磨工艺系统物料经磨前挤压预粉磨分级,辊压机与分级设备部分或全部承担了后续管磨机一仓的功能,入磨物料粒径小,磨机一仓与之对应的研磨体规格也小,一仓粉磨功能由粗破碎转变为以粗研磨为主,但同时也要求衬板对钢球提升抛落能力不能降低。虽然预粉磨、半终粉磨、联合粉磨工艺系统由于入磨物料粒径缩小,彻底改变了普通粉磨流程中管磨机一仓依靠大直径磨球冲击破碎物料这一不合理状况,但一仓仍然需要承担一定量的粗磨任务,即“卡住头仓”粗颗粒,为下一个粉磨仓顺利研磨创造条件。鉴于磨前预处理与分级,入磨粒径明显缩小以及物料的微观“裂纹效应”、显著改善粉磨特性等因素,研磨体平均尺寸减小,相应的冲击能量降低,管磨机各仓衬板及磨内其他部位抗磨件及研磨体的磨损值都低于普通粉磨流程,使用寿命得以有效延长,可以优先选择应用高硬度(HRC≥58--62)合金耐磨衬板材料,使磨机长期保持较高而稳定的粉磨效率及较低的系统电耗。但是,在系统工艺条件不变的前提下,由于磨机一仓阶梯衬板带球端有效厚度磨损较大,对研磨体的有效提升、抛落能力减弱,或者使用了其他小规格磨机阶梯衬板后阶差厚度减小,研磨体做功能力变差,导致系统产量降低、粉磨电耗增加。管磨机一仓粗磨能力决定了系统产量,而细磨仓的研磨能力决定了出磨细度;当一仓有效长度较短时,应根据入磨物料易磨性,适当提高研磨体平均直径,以加大一仓研磨体冲击、破碎能量;无论采用哪种粉磨工艺,都应定期检查一仓阶梯衬板带球端有效厚度,以保证提升能力、充分赋予研磨体粉磨能量;阶梯衬板带球端有效厚度尺寸磨损(减薄)对粉磨效率的影响因素,应引起粉磨工艺技术人员的足够重视。
一仓所用曲面阶梯衬板,带球端厚度磨损较大时,该衬板仅可起到对磨机筒体的保护作用,而对钢球的提升、抛落能力大大削弱;非带球端尺寸一般不影响研磨体的提升能力,磨机运转过程中,与带球端之间高差易形成粉磨“死角”受到庇护,故衬板非带球端磨损值均不大。一般来讲,当阶梯衬板带球端厚度磨损
至其设计厚度的1/3--1/2时,衬板仅能用于保护筒体,对研磨体提升能力显著降低,造成该仓做功效率明显变差,最终则导致整台磨机粉磨效率显著下降、粉磨电耗上升。联合粉磨工艺系统管磨机各仓衬板选择使用高性价比的高硬度(HRC ≥58-62)抗磨材料,是抵抗低应力划伤式磨料磨损的最有效的技术途径。高硬度衬板与高硬度研磨体配副使用,可使研磨体及衬板保持良好的表面光洁度,获得优良的双重抗磨效果。同时,在一仓选用具有防磨功能的曲面阶梯衬板(见图41左),在相同抗磨材质的前提下,防磨阶梯衬板使用寿命比未采取防磨设计的曲面阶梯衬板至少要延长1—2年(7000h—14000h),磨损成本大幅度降低的同时,可使系统能够长期保持较高而稳定的粉磨效率。
案例一:HL水泥公司Ф4.0×13m普通双仓一级闭路管磨机(磨机主电机功率应配置2800kw,实际配置2500kw、研磨体装载量为180t、主减速器JS130C、速比i=44.588、筒体工作转速16.6r/min、一仓有效长度4.5m、仓长比例36.44%;二仓有效长度7.85m、仓长比例63.56%),配用O-SePa N-2000高效选粉机(最大处理能力360t/h、水泥成品产量120t/h、主轴电机功率110kw)。一仓采用曲面阶梯衬板,采用Ф90mm-Ф60mm钢球四级级配,平均球径78.85mm;二仓使用锥面分级衬板,采用Ф60mm-Ф25mm球五级级配,平均球径29.71mm;中间安装双层隔仓板(同心圆状篦缝宽度8mm)、出磨同心圆状篦板缝宽度10mm;原装机时一仓阶梯衬板带球端厚度为120mm,生产P.042.5级水泥(成品比表面积370m2/kg)台时产量达86t/h,当衬板带球端厚度磨损至85mm时(磨损值35mm,减薄比例29.17%、磨损尺寸接近有效厚度的1/3),磨机台时产量降至75t/h,降幅12.79%;粉磨电耗由38kwh/t上升至41.2kwh/t,电耗增幅8.42%。
案例二:YZ水泥公司采用HFCG120-50辊压机(物料通过量120-170t/h、电机功率250kw×2)+SF550/110打散分级机(处理能力≥150t/h、打散电机功率45kw、分级电机功率30kw)+Φ3.2×13m三仓开路高细管磨机(主电机功率1600kw、边缘传动、主减速机JDX1000、速比i=6.3、筒体工作转速18.1r/min、研磨体设计装载量125t、一仓用钢球、二仓与三仓用钢锻)组成的单闭路联合粉磨工艺系统。磨机第一仓使用耐磨合金钢材质的曲面阶梯衬板,带球端(大头)厚度原始尺寸为110mm,磨机连续运行三年后(共计生产P.O42.5级、P.C32.5级水泥156万吨),经进磨测量:一仓阶梯衬板带球端厚度剩余值仅为45
mm--50mm,磨损值达到60mm-65mm,导致衬板带球、抛落冲击高度降低,最外层钢球与衬板之间切向滑动严重,一仓粗粉磨能力变差,在设备工艺状况、入磨物料粒度(R80um筛余40%--50%)与水泥细度控制指标不变(P.C32.5级水泥R80um 筛余≤2.5%)的前提下,磨机台时产量由76t/h降至65t/h,降幅14.47%。后经全部拆除更换新衬板恢复带球高度,磨机产量又提升到76t/h--78t/h左右。由此可见,阶梯衬板带球端尺寸对一仓粉磨效率的影响非常显著,该技术参数在生产过程中绝对不可忽视。
(未完待续)
参考文献
1.张秀全、高祥光、卜江江,《CKP立磨+球磨水泥联合粉磨系统提产降耗的实践》,《新世纪水泥导报》2014年04期
2.南京.江南小野田,《CKP预粉磨系统应用实绩》,2010年12月
3. 邹伟斌,《水泥粉磨系统优化分析与探讨》连载,《四川水泥》,2011年04—05
期
4. 陈建军,《筒辊磨系统与球磨机+辊压机联合粉磨系统生产效果对比分析》,《新世纪水泥导报》2014年01期
5.胡宏泰、朱祖培、陆纯煊,《水泥的制造和应用》,山东科学技术出版社1994.3第一版
6. 郑志雄,湖北亚东水泥有限公司介绍,第二届中国水泥工业中控操作论坛考察交流资料,2012年5月11日
7. 邹伟斌,《水泥粉磨系统优化分析与探讨》连载,《四川水泥》,2011年04—05期
8. 李建光,《OK33-4水泥立磨的操作与维护》,《首届中国水泥工业中控操作论坛论文集》,2009年5月四川成都
9. 王鲁岩等,《TRMKS43.4立磨分别粉磨矿渣和水泥的经验》,《中国水泥》2013年08期
10. 刘子河等,《TRMSK43.4立磨成功应用于哈萨克斯坦标准水泥有限公司》,《中国水泥》2013年12期
11. 高士荣,《立磨在水泥终粉磨中的磨损和处理》,《四川水泥》2011年04
期
12.邹伟斌,《水泥粉磨工艺发展趋势及改造要点》,《四川水泥》2008年02期
13. 邹捷,邹伟斌《水泥工业生产中耐磨材料选择、应用与防磨》,《四川水泥》2013年08期
14. 邹伟斌,《水泥联合粉磨系统故障原因与解决措施》,《新世纪水泥导报》2012年03期
WindowsXP终极优化设置(精心整理篇) 声明:以下资料均是从互联网上搜集整理而来,在进行优化设置前,一定要事先做好备份!!! ◆一、系统优化设置 ◆1、系统常规优化 1)关闭系统属性中的特效,这可是简单有效的提速良方。点击开始→控制面板→系统→高级→性能→设置→在视觉效果中,设置为调整为最佳性能→确定即可。 2)“我的电脑”-“属性”-“高级”-“错误报告”-选择“禁用错误汇报”。 3)再点“启动和故障恢复”-“设置”,将“将事件写入系统日志”、“发送管理警报”、“自动重新启动”这三项的勾去掉。再将下面的“写入调试信息”设置为“无”。 4)“我的电脑”-“属性”-“高级”-“性能”-“设置”-“高级”,将虚拟内存值设为物理内存的2.5倍,将初始大小和最大值值设为一样(比如你的内存是256M,你可以设置为640M),并将虚拟内存设置在系统盘外(注意:当移动好后要将原来的文件删除)。 5)将“我的文档”文件夹转到其他分区:右击“我的文档”-“属性“-“移动”,设置 到系统盘以外的分区即可。 6)将IE临时文件夹转到其他分区:打开IE浏览器,选择“工具“-“internet选项”-“常规”-“设置”-“移动文件夹”,设置设置到系统盘以外的分区即可。 ◆2、加速XP的开、关机 1)首先,打开“系统属性”点“高级”选项卡,在“启动和故障恢复”区里打开“设置”,去掉“系统启动”区里的两个√,如果是多系统的用户保留“显示操作系统列表的时间”的√。再点“编辑”确定启动项的附加属性为/fastdetect而不要改为/nodetect,先不要加/noguiboot属性,因为后面还要用到guiboot。 2)接下来这一步很关键,在“系统属性”里打开“硬件”选项卡,打开“设备管理器”,展开“IDE ATA/ATAPI控制器”,双击打开“次要IDE通道”属性,点“高级设置”选 项卡,把设备1和2的传送模式改为“DMA(若可用)”,设备类型如果可以选择“无”就选为“无”,点确定完成设置。同样的方法设置“主要IDE通道”。
中国食品企业产品研究与开发的现状 食品工业是国民经济的重要组成部分,发展食品工业是人民生活水平提高的需要。随着生产力水平的提高和人民收入的增加,人们不再满足于维持生存所需的初级食品,过去人们只要求吃得饱而现在要求吃得好,要求通过工业加工提供品质优良、卫生安全、营养合理、方便实惠的食品,以满足不同年龄、不同职业、不同劳动强度、不同健康状况人的需要,这是人类进步的主要标志。随着科学进步和食品工业的发展,一个要求食品“返本求真”的热潮正在形成。 中国食品工业是国民经济的重要产业之一。在中国改革开放的历史进程中,中国食品工业获得了有目共睹的光辉业绩。2002年中国食品工业突破1万亿元的总产值,占国民经济总值的10%左右,连续8年位居工业部门之首。2000年比上年增长10.1%,2001年增长12.7%,2002年为16.6%,2003年年增长率达到17%,中国食品工业进入高速成长期。2003年从产品来看,同比增长名列前五位的是:液体乳,增长63.27%;乳制品,增长30.87%;发酵酒精,增长26.08%;机制糖,增长25.81%;鲜冻畜禽肉,增长23.48%;在农副食品加工业、食品制造业、饮料制造业、烟草加工等食品工业的四大行业中,农副食品加工和食品制造业发展态势最好。 我国食品添加剂工业近年来有了一定的发展,全国食品添加剂产值约300亿元,约占世界食品添加剂销售额200亿美元的15%,而且保持了多年连续增长的好势头,某些产品已在国外有一定的影响。近年来,国际上一些跨国公司看好中国的添加剂市场,纷纷进入中国,独资建立食品添加剂厂,或寻找国内基础较好的企业合资控股生产食品添加剂。因此,今后我国食品添加剂的生产竞争将更加激烈。 我国饮料生产2003年总产量为2374.4万吨,其中碳酸饮料666万吨,果汁及果汁饮料310.8万吨,瓶(罐)装饮用水955.9万吨。总产值813.9亿元,销售收入774.4亿元,利税总额103.6亿元,利润总额64.3亿元。我国饮料生产总产量20世纪80年代平均年增长率接近30%,10年增长了10倍,90年代则在22%以上。从我国饮料工业发展的历程来看,这种增长率的变化是合理的。可以说,我国饮料工业的总产量在20多年来一直保持了快速的增长,近年的增长略有放慢,但仍然处于高速发展期。2003年我国经济受到了非典侵袭的影响,即使在这种不利因素的严重干扰下,我国饮料工业仍然保持了快速健康的发展。这充分反映了我国饮
中国食品工业发展的三大趋势时间:2010-09-06 17:31:52 文章来源:中华机械网中国食品工业是我国国民经济的重要支柱产业。据专家预测,全国食品工业到2015年总产值将达10万亿元以上,位居各行业之首,成为真正的天字第一号国民经济的支柱产业。然而,食品工业如何进一步加快发展、如何挖掘具有较快发展潜力的市场,是当前面临的重要问题。 最近,胡锦涛总书记在“两院”院士大会上强调指出:“实现农产品优质化、营养化、功能化。”为中国食品工业发展指明了方向。随着中国经济的增长、国民收入的增加和消费观念、健康观念的变化,食品更多地在风味化、时尚化的基础上,迈向优质化、营养化、功能化,低糖、低盐、低脂、低热量、高纤维是一个发展趋势,功能食品、功能饮料层出不穷,并逐渐走上国民一日三餐的餐桌。大众食品功能化,功能食品产业化正在成为中国食品工业发展的趋势。遵照胡锦涛总书记的指示,我国食品工业要坚定不移地走“优质化、营养化、功能化”的道路,才能又好又快地持续健康发展。 实现食品优质化切实保障食品安全 ? 食品优质化,就是要求食品企业要生产品质优良的安全食品。食品安全是指食品无毒无害,符合应当有的营养要求,对人体不造成任何急性、亚急性或者慢性危害。也就是说,食品安全不只包括卫生安全,还应包括营养安全,要符合应当有的营养要求。 ? 当前,我国食品安全形势总体是好的,绝大部分质量稳定,产品合格率一
年比一年高。但是应该承认存在的问题还很多,有些问题还比较严重。我们必须清醒地认识到,我国食品安全面临的形势依然严峻,主要表现在:①重大食品安全事件时有发生;②食源性疾病和群体食物中毒事件发生较多;③食品质量不合格、不达标问题比较突出,食品安全隐患仍大量存在;④食品、保健食品虚假广告误导消费者的现象比较普遍;⑤环境污染造成的食品安全问题不容忽视。今年7月1日,《小康》杂志总第107期刊发的《中国人安全感大调查》一文指出,社会治安、食品安全、交通安全、职业安全、医疗安全、婚姻安全等11项安全问题中,食品安全以高达72%的比例成为我国消费者的最大关注点。民以食为天,食以安为先。近年来,食品安全问题频发,这不仅让老百姓吃起东西来小心翼翼,而且也成了我国政府的一块心病。对此,我们必须高度重视。上述食品安全问题的存在,主要有以下原因:一是我国食品工业产业化、规模化程度不高,小作坊、摊贩较多,90%以上是中小企业,增加了监管难度。二是食品行业自律约束机制不健全,部分企业守法诚信意识不强,质量安全措施不落实。三是食品安全标准体系、监测检测评估预警体系建设等工作处于起步阶段,许多中小企业生产经营活动的技术支撑不足,政府相关部门的执法监管能力较弱。四是食品安全监管仍存在薄弱环节,部门协调合作难度大,监管边界不够清晰,基层监管力量不足,一些地方监管责任落实不到位,打击非法生产经营行为措施不得力。对此,我们要对症下药,切实解决食品安全问题。 ? 值得欣慰的是,我国在实现食品优质化,切实保障食品安全方面,各级政府、有关部门和社会各界做了大量工作,取得了明显的成绩。这主要表现在政府
按照传统,Linux不同的发行版本和不同的内核对各项参数及设置均做了改动,从而使得系统能够获得更好的性能。下边将分四部分介绍在Red Hat Enterprise Linux AS和SUSE LINUX Enterprise Server系统下,如何用以下几种技巧进行性能的优化: 1、Disabling daemons (关闭daemons) 2、Shutting down the GUI (关闭GUI) 3、C hanging kernel parameters (改变内核参数) 4、Kernel parameters (内核参数) 5、Tuning the processor subsystem(处理器子系统调优) 6、Tuning the memory subsystem (内存子系统调优) 7、Tuning the file system(文件系统子系统调优) 8、Tuning the network subsystem(网络子系统调优) 1 关闭daemons 有些运行在服务器中的daemons (后台服务),并不是完全必要的。关闭这些daemons可释放更多的内存、减少启动时间并减少C PU处理的进程数。减少daemons数量的同时也增强了服务器的安全性。缺省情况下,多数服务器都可以安全地停掉几个daemons。 Table 10-1列出了Red Hat Enterprise Linux AS下的可调整进程. Table 10-2列出了SUSE LINUX Enterprise Server下的可调整进程
注意:关闭xfs daemon将导致不能启动X,因此只有在不需要启动GUI图形的时候才可以关闭xfs daemon。使用startx 命令前,开启xfs daemon,恢复正常启动X。 可以根据需要停止某个进程,如要停止sendmail 进程,输入如下命令: Red Hat: /sbin/service sendmail stop SUSE LINUX: /etc/init.d/sendmail stop 也可以配置在下次启动的时候不自动启动某个进程,还是send mail: Red Hat: /sbin/chkconfig sendmail off SUSE LINUX: /sbin/chkconfig -s sendmail off 除此之外,LINUX还提供了图形方式下的进程管理功能。对于Red Hat,启动GUI,使用如下命令:/usr/bin/redhat-config-serv ices 或者鼠标点击M ain M enu -> System Settings -> Serv er Settings -> Serv ices.
优化方案范文6篇 优化方案范文6篇 优化方案篇1 1.引言 随着现在社会经济的不断发展,证券市场已经是我国市场经济体系的重要组成部分。对于我国证券市场目前所处的阶段,证券市场面临着新的机遇和挑战。证券行业特点是对于信息技术的高度依赖,因此,作为证券市场支撑的证券行业信息系统也面临着更高的要求,才能更好地支撑目前证券市场的发展。 2.证券公司现行信息系统运营维护现状与问题分析 2.1 运营工作量大 由于我国证券行业交易量大,行业相应的运行系统每日的运行工作量较大,而证券行业特点是对于信息技木高度依赖,过大的工作量一旦导致信息系统出现故障中断,影响交易的正常进行,带来的损失和影响是难以承受的。 从信息系统的角度来看,分散式多交易节点系统的日常维护工作,工作量要比单节点的集中交易系统的运营维护压力增加几倍。同时从信息学的角度来看,当数量呈现倍数上升时,其故障点以及发生故障的可能也随之上升,降低大事故的好处将会带来小事故数量的增加。 2.2 运营准确度要求高
现代交易系统的一大要求是故障容忍度较低区别于我国曾经使用过的书面交易系统,电子化交易本身就对管理运营维护进度要求较高。由于证券行业的交易性质影响,每日承担着以数字为主同时数额较大的成交量,对于信息系统运营准确度要求自然较高。同时,我国证券相应监管层对于证券交易事故零容忍的监管要求,对于我国证券行业的信息系统运营准确度要求更是提升到了一个十分严苛的程度。 2.3 在创新压力下系统更新要求严苛 中国的证券资本市场于90年代才开始创始和发展,整体上仍未成熟,从本质上还是处于向国外学习先进资本市场经验的阶段,近年来进行的几次业务创新也是以国外发展为主要参考。然而,由于整体资本市场差距较大,国内不断高涨的资本市场投资热情又促使国内证券市场不断引入新的业务品种和交易规则,整体不断更新的数据众多。而我国的证券市场发展市场较短,在短时间内,我国证券市场的业务创新频率较高。根据20xx年的统计,我国的证券系统在业务创新要求下,相关的业务系统变更数量多达近百次,基本上每周都需要有较大的系统变更。 2.4 系统的整体运营维护工作促使管理难度增大 由于我国目前证券市场业务丰富,每个业务都由相应的系统相掌控,因此整个证券行业信息系统需要运营管理的系统相当复杂,主要包括QFII系统,集中交易、融资融券、CIF、CRM、网上交易、资管系统、新意系统、三方存管系统、IB系统等。在此基础上,分布式交易节点以及沪深多个交易
中国造纸业市场调研报告 示范文本 After completing the work or task, record the overall process and results, including the overall situation, progress and achievements, and summarize the existing problems and future corresponding strategies. 某某管理中心 XX年XX月
中国造纸业市场调研报告示范文本使用指引:此报告资料应用在完成工作或任务后,对整体过程以及结果进行记录,内容包含整体情况,进度和所取得的的成果,并总结存在的问题,未来的对应策略与解决方案。,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 改革开放以来,中国造纸行业有了突飞猛进的发展, 尤其是近几年,造纸行业生产能力逐年提高,保持着快速 的增长态势。未来几年,我国造纸行业发展前景如何?国 外企业的纷纷涌入,如何应对更为严峻的市场竞争? 年我国造纸及纸制品行业实现工业总产值3144亿元, 较XX年有了大幅度的提高,增幅达到24.77%,其中造纸行 业的工业总产值比XX年增长了23.22%.工业总产值快速增 长的同时,行业利润总额也大幅度增长,XX年我国造纸及 纸制品行业共实现利润141亿元,同比增长20.42%.数据 表明,XX年我国的造纸行业发展势头强劲,行业发展前景 良好。 本次调查结果显示,有将近80%的人对行业发展前景
持乐观态度,认为未来三年我国的造纸行业将会快速发展或平稳发展。 在各种纸品行业中,胶版纸和铜版纸的发展前景最被人们看好,有一半以上的人认为胶版纸和铜版纸的发展前景是最好的。 此外,新闻纸和包装用纸行业也是被认为最有发展前景的行业,分别有28.7%和11.6%的受访者认为新闻纸和包装用纸是最具发展前景的纸品行业。 年我国加入世界贸易组织,这既给我国造纸企业带来了进入国际市场的良好机会,同时也面临着国外企业进入中国市场的严峻挑战。 入世以后,我国的关税税率逐年下调,许多国外大型造纸企业瞄准了中国的巨大市场,参与到了国内市场的竞争。我国造纸企业和国外造纸企业的竞争主要体现在两个方面:
2016中国食品行业发展现状及趋势分析 一、现状:增速正在放缓 中国的食品在过去的24年,一直是以比较高的速度在增长。2014年达到万亿。但是2015年,只有万亿,增速放缓。食品工业增加值占到工业增加值的。折算成GDP,大概一半,食品占GDP的6%。目前,国内食品饮料自主品牌国际影响力不断增加,且大都以酒类和罐头食品为主。同时,质量保障不断强化,食品安全水平稳步提高。 而在国际食品工业发展方面,他指出有如下几个特点:常规食品稳定,健康食品发展快;创新推动发展,龙头企业成为行业支撑。国内最大的问题就是创新不足,企业在研发的投入不够。同时,可以看到以后的发展方向,一定是规模、集中度增加,规模增大,企业数量减少,这是一个趋势。此外,中国市场要走向世界,这也是一个趋势。 二、需求:消费者、社会经济两驾马车 (一)首先是消费者需求: 1、消费者对食品安全高度关注,对食品加工的要求更加严格。 2、营养缺乏与营养过程并存,健康食品成为最佳选择。 3.生活方式以及节奏的改变,驱动食品产品向方便化转型。比如日本的速冻食品消费和GDP相关联,方便食品或者速冻食品会提高。 4.收入增长和生活水平提高,追求美食和享受饮食文化成为趋势。 (二)其次是社会经济需求 1、国民收入水平持续升高,食品仍将保持较快增速。 2、居民收入与消费同步增长,食品消费结构发生变化。 三、机遇与挑战:企业需要正视 (一)食品饮料行业面临的机遇: 1、一带一路助推食品制造全球化。 2、信息技术推动产业形态和组织形式转变。 3、大数据有助于掌握食品需求动态。 4、大数据帮助及时准确掌握食品产业发展与食品安全动态。 5、物联网技术使得食品产业链全过程透明,保障食品安全。 6、基因测序大众化让精准营养食品成为可能。 7、老龄化推动保健食品、特殊膳食快速发展。据说到2025年,老年人会突破3个亿。 8、厨房革命加剧,推动方便食品快速发展。 (二)食品饮料企业面临的挑战: 1、资源不足,食品原料供应国际依存度越来越高。以牛奶为例,没有这么多的奶源来供应这么多的人口,这就是一个客观情况。 2、环保的要求越来越高,压力越来越大。很多的“三废”排放企业以前客观考虑不够,现在、以后会更加注重。食品安全很大的一块是环境污染给带来的压力:水质污染、土壤污染、空气污染等。 3、国家战略的需求与挑战。 4、食品安全要求不断提升。 5、劳动力结构性矛盾凸显,人口红利正在丧失。当然现在很多的企业都在往机械化、智能化方向发展,这应该是大家看得比较清楚的。 四、趋势:营养健康成消费者首选 (一)食品工业需求很大,预计还会有比较高的速度增长。同时食品安全应该是成为基本保障。
发电厂汽轮机系统优化 策略研究 集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-
发电厂汽轮机系统优化策略研究【摘要】近几十年来,我国的电力事业随着我国科学技术的发展而不断前进。其中汽轮机组作为一种重要的发电设备,不断向着大容量、高参数方向发展,这种发展趋势给汽轮机组带来了尽量高的热效率。在本文中,作者通过工程实例详细分析了当前我国发电厂汽轮机系统存在的一些问题,并提出了对应的优化措施。 【关键词】汽轮机;发电厂;系统优化;策略 1.前言 汽轮机是一种用于电力发电的重要电力设备,汽轮机系统的热效率直接影响着发电厂的发电效率。随着我国科学技术以及电力事业的不断发展,汽轮机也在向着大容量、高参数方向迈步。但是,随着汽轮机组设备的不断复杂化,在发电过程中需要控制的因素不断变多,传统的纯液压调节系统己经很难满足汽轮机组设备的要求[1]。为了使汽轮机获得更高的热效率,我们有必要对发电厂的汽轮机系统进行优化,以达到电厂大容量机组的高效运行和节能降耗的目的。 2.工程概况
地处我国某地的发电厂,规划项目容量为亚临界机组4×300MW,其中汽 轮机设备来自于上海汽轮机厂,是由其引进西屋技术生产所生产的。这 种汽轮机有300MW的额定功率,最大连续出力值为310.05MW,主汽轮机 和再热蒸汽的额定温度均为537℃,规划汽轮机的给水温度为270.8℃,主汽阀前主汽额定压力为16.67×106Pa。汽轮机有90.4%的总内效率, 其中高压缸效率为86.7%,中压缸效率为91%,低压缸效率为92%,汽轮 机保证热耗值为8375kJ/(kWh);规划厂用电率为6%;规划发电标准煤耗和供电标准煤耗分别为320.4g/(kWh)和345.4g/(kWh)。其中的给水泵汽轮机也是由上海汽轮机厂生产的,该给水泵汽轮机的规划功率为 2.985MW,最大功率为6.1MW。 3.影响汽轮机经济性的因素 对汽轮机经济性有影响的因素比较多,比如汽轮机的供电煤耗等。以亚 临界300MW汽轮机供电煤耗为例,当设计汽轮机供电煤耗320.4g/(kW·h)计算出其对供电煤耗的影响结果如下表。 表1各个影响因素对供电煤耗的影响值 影响因素变化值影响值
专业实习报告 名称:造纸、印刷行业投资价值分析姓名:颜呈海 学号:070801133 年级专业:08财管1班 2011年12月31日
一、造纸、印刷行业投资价值分析 (一)历史状况 造纸及纸制品页在我国的发展有着悠久的历史,目前我国存在造纸的技术路线分为两种,主流为现代造纸工艺,为造纸工业所运用,传统手工造纸技术作为我国的历史文化遗产在少数民族中仍有保存。 现代造纸工艺区别于传统造纸工艺为大规模机械作业,其产品又称为机制纸。较手工造纸相比,工序简化,产品产量很高。中国机制纸起步较晚。1884年由华商开办的中国第一家机制纸厂——商会机器造纸局建成投产,标志着中国 但 加拿大等95%以上都采用木浆造纸,而国内的造纸企业则大都以麦草和废纸为主要原料,木浆造纸尚处于发展阶段。 2010年,造纸及纸制品制造业资产规模继续扩大;累计产品销售收入同比增幅明显高于上年同期;企业单位数目也有所增加。2010年1~11月,我国造纸及纸制品业累计实现产品销售收入9166.67亿元,同比增长30.27%,增速比上年同期上升了23.35个百分点。11月末,我国造纸及纸制品业资产总计为9155.75亿元,同比增长18.15%,增速比上年同期上升了8.52个百分点;企业数为10261个,比上年同期增加了331个;从业人员年均人数为148.75万人,
同比增长5.99%。 2010年,全行业人均产品销售收入、人均资产总额、单位产品销售收入和单位资产总额都比上年同期有所增加。2010年11月末,我国造纸及纸制品业人均产品销售收入为61.62万元/人,比上年同期增加了11.14万元/人;人均资产总额为61.55万元 /人,比上年同期增加了6.21万元/人;单位产品销售收入为8933.51万元/单位,比上年同期增加了1764.75万元/单位:单位资产总额为8922.86万元/单位,比上年同期增加了1063.77万元/单位。 (二)发展前景 虽 机械制造、出版印刷、化工、热电、交通运输、环保、电子及通讯设备制造业等。而其行业产品既有高端科技产品及奢侈品,也有生活必需品,设计范围很广,因此造纸行业的发展具有较高的联动性,市场容量大,是拉动相关产业发展的重要力量,并作为轻工业的重要组成部分被纳入《十大行业调整振兴规划》中。 1.2.5节能减排角度 我国是一个少林国家,人家森林资源只有世界平均水平的四分之一。目前,造纸行业是对木材资源消耗最大的产业,而且我国走啊追行业对水资源的消耗也较高,以我国目前的技术水平,每生产一吨纸,平均耗水量高达100吨,是世
2016中国食品产业发展趋势报告 随着中国经济步入新常态,中国经济增长从高速转为中高速,从规模速度型粗放增长转向质量效率型集约增长,从要素投资驱动转向创新驱动。随之而来,中国食品产业也呈现出相应的变化与趋势。 中国经济增速虽然放缓,但是并不意味着经济收缩,其GDP总量和增长速度仍然高于世界绝大多数国家。 从整个食品行业来看,未来一段时间,随着经济下行压力,食品行业发展增速和盈利水平将出现回落。以中国A股市场食品饮料行业73家上市公司为例,分析三年多来食品企业经营数据的变化,发现食品行业的营业收入和净利润同比增长都呈现出回落态势。 随着国内冷链市场的进一步发展,食品企业将加大中央厨房的投入,为餐饮行业生产定制产品。食品企业面对众多餐饮客户,因而拥有规模效应,成本低于餐馆自己的中央厨房。 在动物蛋白行业方面,特别是乳业、肉业领域,国内食品龙头企业纷纷加快走出去步伐。近两年,由于牛肉结构性的供给短缺,中国企业积极进行海外投资以供应国内市场以及全球市场。2015年9月,上海梅林计划通过现金增资方式,认购新西兰的第二大农产品出口商——银蕨牧场牛肉有限公司,实现控制国外优质牛羊肉上游资源的战略布局。2015年10月,山东得利斯成功签订了澳洲第七大牛肉加工商的部分股权收购协议,实现从猪肉加工市场到牛肉市场的业务拓展。 在逐步摆脱“不够吃”的大问题后,如何破解“不敢吃”的局面成为中国食品行业发展的当务之急。 就政府监管层面来看,近年来,中国政府不断提升食品安全管理的工作力度。2015年10月1日起,中国正式实施史上最严《食品安全法》,对食品安全管理提出更高的要求,国家明确提出要建立食品安全全程追溯制度。预计,2015年以后至2020年左右,将是我国肉菜类食品溯源建设的加速推广期。 相对于传统零售渠道,中国电子商务市场的交易额正逐年快速增长。而中国食品电子商务正逐渐发展成为整个电商行业的重要组成部分。根据Euro Monitor的数据分析,中国消费者消费习惯由线下到线上的转移使得2014年线上食品与饮料的销售额增至667亿元,同比增长49%。 在中国,线上平台已成为发展速度最快的分销渠道。近年来,类似中粮我买网等大量垂直型食品电商在迅速崛起,为消费者在平台型电商之外,提供了更多的选择。这一发展趋势也对物流、仓储、存货管理等供应链的各个环节,都提出了新的要求。 电商平台销售的食品中,进口食品和生鲜食品,增长潜力尤其巨大。目前,生鲜食品只占线上平台总销售量约1%。但是在过去的三年,生鲜食品已成为很多线上零售商的主要业务,销售量也随之飞速增长。在我买网、1号店和美味77这类主要销售食品的线上零售商中,
系统性能优化方案 (第一章) 系统在用户使用一段时间后(1年以上),均存在系统性能(操作、查询、分析)逐渐下降趋势,有些用户的系统性能下降的速度非常快。同时随着目前我们对数据库分库技术的不断探讨,在实际用户的生产环境,现有系统在性能上的不断下降已经非常严重的影响了实际的用户使用,对我公司在行业用户内也带来了不利的影响。 通过对现有系统的跟踪分析与调整,我们对现有系统的性能主要总结了以下几个瓶颈: 1、数据库连接方式问题 古典C/S连接方式对数据库连接资源的争夺对DBServer带来了极大的压力。现代B/S连接方式虽然不同程度上缓解了连接资源的压力,但是由于没有进行数据库连接池的管理,在某种程度上,随着应用服务器的不断扩大和用户数量增加,连接的数量也会不断上升而无截止。 此问题在所有系统中存在。 2、系统应用方式(架构)问题(应用程序设计的优化) 在业务系统中,随着业务流程的不断增加,业务控制不断深入,分析统计、决策支持的需求不断提高,我们现有的业务流程处理没有针对现有的应用特点进行合理的应用结构设计,例如在‘订单、提油单’、‘单据、日报、帐务的处理’关系上,单纯的数据关系已经难以承载多元的业务应用需求。 3、数据库设计问题(指定类型SQL语句的优化)
目前在系统开发过程中,数据库设计由开发人员承担,由于缺乏专业的数据库设计角色、单个功能在整个系统中的定位模糊等原因,未对系统的数据库进行整体的分析与性能设计,仅仅实现了简单的数据存储与展示,随着用户数据量的不断增加,系统性能逐渐下降。 4、数据库管理与研究问题(数据存储、物理存储和逻辑存储的优化) 随着系统的不断增大,数据库管理员(DBA)的角色未建立,整个系统的数据库开发存在非常大的随意性,而且在数据库自身技术的研究、硬件配置的研究等方面未开展,导致系统硬件、系统软件两方面在数据库管理维护、研究上无充分认可、成熟的技术支持。 5、网络通信因素的问题 随着VPN应用技术的不断推广,在远程数据库应用技术上,我们在实际设计、开发上未充分的考虑网络因素,在数据传输量上的不断加大,传统的开发技术和设计方法已经无法承载新的业务应用需求。 针对以上问题,我们进行了以下几个方面的尝试: 1、修改应用技术模式 2、建立历史数据库 3、利用数据库索引技术 4、利用数据库分区技术 通过尝试效果明显,仅供参考!
Windows XP系统服务优化最佳方案 Alerter 微软: 通知选取的使用者及计算机系统管理警示。如果停止这个服务,使用系统管理警示的程序将不会收到通知。如果禁用这个服务,所有依存于它的服务将无法启动。 补充: 一般家用计算机根本不需要传送或接收计算机系统管理来的警示(Administrative Alerts),除非你的计算机用在局域网络上 建议: 禁用 Application Layer Gateway Service 微软: 提供因特网联机共享和因特网联机防火墙的第三方通讯协议插件的支持 补充: 如果你不使用因特网联机共享(ICS) 提供多台计算机的因特网存取和因特网联机防火墙(ICF) 软件你可以关掉 建议: 禁用 Application Management (应用程序管理) 微软: 提供指派、发行、以及移除的软件安装服务。 补充: 如上说的软件安装变更的服务 建议: 手动 Automatic Updates 微软: 启用重要Windows 更新的下载及安装。如果禁用此服务,可以手动的从Windows Update 网站上更新操作系统。 补充: 允许Windows 于背景自动联机之下,到Microsoft Servers 自动检查和下载更新修补程序 建议: 禁用 Background Intelligent Transfer Service 微软: 使用闲置的网络频宽来传输数据。
补充: 经由Via HTTP1.1 在背景传输资料的,例如Windows Update 就是以此为工作之一 建议: 禁用 ClipBook (剪贴簿) 微软: 启用剪贴簿检视器以储存信息并与远程计算机共享。如果这个服务被停止,剪贴簿检视器将无法与远程计算机共享信息。如果这个服务被禁用,任何明确依存于它的服务将无法启动。 补充: 把剪贴簿内的信息和其它台计算机分享,一般家用计算机根本用不到 建议: 禁用 COM+ Event System (COM+ 事件系统) 微软: 支持「系统事件通知服务(SENS)」,它可让事件自动分散到订阅的COM 组件。如果服务被停止,SENS 会关闭,并无法提供登入及注销通知。如果此服务被禁用,任何明显依存它的服务都无法启动。 补充: 有些程序可能用到COM+ 组件,像BootVis 的optimize system 应用,如事件检视器内显示的DCOM 没有启用 依存: Remote Procedure Call (RPC) 和System Event Notification 建议: 手动 COM+ System Application 微软: 管理COM+ 组件的设定及追踪。如果停止此服务,大部分的COM+ 组件将无法适当?#092;作。如果此服务被禁用,任何明确依存它的服务将无法启动。 补充: 如果COM+ Event System 是一台车,那么COM+ System Application 就是司机,如事件检视器内显示的DCOM 没有启用 依存: Remote Procedure Call (RPC) 建议: 手动 Computer Browser (计算机浏览器) 微软: 维护网络上更新的计算机清单,并将这个清单提供给做为浏览器的计算机。如果停止这个服务,这个清单将不会被更新或维护。如果禁用这个服务,所有依存于它的服务将无法启动。
For the things that have been done in a certain period, the general inspection of the system is also a specific general analysis to find out the shortcomings and deficiencies 中国造纸业市场调研报告 正式版
中国造纸业市场调研报告正式版 下载提示:此报告资料适用于某一时期已经做过的事情,进行一次全面系统的总检查、总评价,同时 也是一次具体的总分析、总研究,找出成绩、缺点和不足,并找出可提升点和教训记录成文,为以后遇到同类事项提供借鉴的经验。文档可以直接使用,也可根据实际需要修订后使用。 改革开放以来,中国造纸行业有了突飞猛进的发展,尤其是近几年,造纸行业生产能力逐年提高,保持着快速的增长态势。未来几年,我国造纸行业发展前景如何?国外企业的纷纷涌入,如何应对更为严峻的市场竞争? 年我国造纸及纸制品行业实现工业总产值3144亿元,较XX年有了大幅度的提高,增幅达到24.77%,其中造纸行业的工业总产值比XX年增长了23.22%.工业总产值快速增长的同时,行业利润总额也大幅度增长,XX年我国造纸及纸制品行业共实现
利润141亿元,同比增长20.42%.数据表明,XX年我国的造纸行业发展势头强劲,行业发展前景良好。 本次调查结果显示,有将近80%的人对行业发展前景持乐观态度,认为未来三年我国的造纸行业将会快速发展或平稳发展。 在各种纸品行业中,胶版纸和铜版纸的发展前景最被人们看好,有一半以上的人认为胶版纸和铜版纸的发展前景是最好的。 此外,新闻纸和包装用纸行业也是被认为最有发展前景的行业,分别有28.7%和11.6%的受访者认为新闻纸和包装用纸是最具发展前景的纸品行业。
(一)国内食品工业发展现状 改革开放20多年来,我国国民经济得到全面发展,人民生活水平普遍提高。我国食品工业在中央及各级政府的高度重视下,在市场需求的快速增长和科技进步的有力推动下,已发展成为门类比较齐全,既能满足国内市场需求,又具有一定出口竞争能力的产业,并实现了持续、快速、健康发展的良好态势。食品工业总产值年均递增10%以上,产品销售收入快速增长,经济效益大幅度提高,继续保持位列国民经济各产业部门前列的地位,为国民经济建设发挥着支柱产业的重要作用。 1、全国规模以上食品企业产值总量持续快速增长 2000—2005年,每年完成总产值分别为:8368.87亿元、9318.09亿元、10759.30亿元、16163.86亿元、20000亿元,5年增长约140%。 2、市场需求快速增长,食品工业主要产品产量大幅提高 2000—2005年食品工业产品产量普遍增长,其中增幅较大的主要产品有小麦粉、液体奶、食用油、乳及乳制品、罐头、水产加工品、方便主副食品、礼品食品等。有的产品产量已居世界前列,如食用植物油、味精、柠檬酸、制盐、啤酒、食糖等。 3、全国食品工业经济效益增幅较大 2000年完成利税总额1129.79亿元,其中利润229.49亿元,2001年完成利税总额1673.62亿元,其中利润444.83亿元,2002年完成利税总额1925.90亿元,其中利润524.85亿元,至2004年完成利税
总额2757.42亿元,其中利润915.90亿元,2005年预计完成利税总额3200亿元,其中利润1140亿元。5年利税总额增长180%,其中利润增长4.1倍。 4、全国食品工业出口创汇平稳发展,出口额逐年增加 全国食品工业出口贸易额2000年为107.50亿美元,2002年为155.12亿美元,2003年为187.59亿美元,2004年为203.26亿美元,2000年至2004年出口贸易额4年内平均年增长率为17.26%,共增长了89%。 5、食品工业结构调整进一步优化 首先是产品结构得到进一步调整,更符合市场的需求,其中与人民群众一日三餐密切相关的小康型膳食结构的新产品增幅在20%以上,绿色食品、有机食品将成为食品消费的主旋律;其次是企业的装备结构得到了前所未有的提升和优化,使食品产品在“质”中有了新的突破,满足了市场向科技含量高的优质产品高度集中的需求;再次是企业的组织结构得到调整,近年来食品企业规模不断扩大,总体平均水平增长一倍。 6、高新技术得到较好应用,技术装备有了较大提高。 食品工业高新技术得到较好的应用,大中型企业技术装备水平有了较大的提高。如生物工程技术、超高温杀菌、冷冻速冻、超临界萃取、膜分离、分子蒸馏等一大批高新技术在食品行业得到了推广应用,有力地促进了食品工业生产技术水平的提高和产品的更新换代。啤
第一章中国食品行业发展现状分析 第一节中国食品行业发展概述 一、食品行业定义与分类 食品行业是对农、林、牧、副、渔等部门生产的产品进行加工制造以取得食品的生产部门,与人们生活密切相关。 它包括门类非常广泛,通常大致分为十类,即制糖工业、发酵工业、粮油加工、罐头食品加工、烟草工业、饮料工业、调味品工业、屠宰加工、食品冷藏工业及食品加工废料 利用工业。 而根据第三次工业普查的分类方法,食品行业包括采盐业、食品加工业、食品制造业、饮料制造业、烟草加工业五个部分。 表1-1我国食品行业分类 来源:中国食品工业年鉴1997 北京:中国轻工业出版社 该报告所研究范围侧重于食品加工及制造业,即我们通常意义上说的食品行业,饮料制造业、烟草加工业和采盐业将不进行重点论述。 二、中国食品行业发展概述
食品工业在世界经济中一直占着举足轻重的地位,在法国,食品工业的总产值超过了汽车工业,居国民经济之首。我国食品工业自改革开放以来,历经坎坷,在激烈的市场竞争中求生存,并且有了很大的发展。据统计,目前全国已拥有初具规模的食品企业18811家,2001年完成产品销售收入约9000亿元,同比增长13%左右,2001年食品工业生产和销售持续以11%—13%的增长速度高位运行,2002年中国食品行业继续保持增长势头,突破10000万亿元的产值大关。 从1980年到2000年,全国食品工业年均增长速度达13.1%。2001年完成工业总产值9260多亿元,比上年增长12.12%,连续八年在国民经济中居于首位。食品工业不仅与人民生活质量、健康水平密切相关,而且是消费品工业中为国家提供积累最多、吸纳城乡劳动就业人员最多、与农业依存度最大、与其他行业关联度最强的一个工业门类。 中国食品工业是市场化程度较高的竞争性行业,这决定了中国食品工业产业结构的深刻调整,产生并快速发展了如方便食品、冷冻食品等新生的“朝阳产业”;加速了产业市场化、国际化的进程。到1997年,食品工业中非国有经济产值所占的比重平均为62.87%,而且近二三年,尤其是中国加入WTO前后,其进程仍在加速。这一变化,适应了食品工业的发展规律,使中国食品工业在过去20年中,年平均增速始终高于全国工业的年均增加值。 食品工业在连续十余年保持上扬势头的同时,在今后5~10年内仍将持续发展。这是因为: 1、世界食品工业以约27000亿美元的营业额居世界工业之前列,中国仅占其不到5%的份额,潜力巨大。 2、到“十五”末期,城镇将进入富裕生活的初等水平,恩格尔系数虽下降,但绝对值上升。 在今后相当长的时间内,食品消费与需求将完成由追求数量向追求质量、营养、安全、多样和方便型的转化。中国的加工食品占食品消费总量的比重,2000年为37.88%,而发达国家为80%,差距即发展空间。 改革开放20多年来,我国食品工业总产值以年均递增10%以上的速度持续快速发展。目前已发展成为门类比较齐全,既能基本满足国内市场需求,又具有一定出口竞争能力的产业。
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 水泥粉磨系统安全操作规程(标 准版) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
水泥粉磨系统安全操作规程(标准版) 一、开车顺序 1、确定水泥品种和物料配比及质量控制指标 2、确定水泥进入库号,启动水泥输送系统及收尘设备 3、启动系统通风与收尘设备 4、启动选粉机润滑系统及选粉机 5、启动磨机、减速机及电机润滑系统 6、启动磨机主电机和喂料系统 7、磨机正常运行后自动停止轴承润滑站的高压油泵 二、停车顺序 1、关停喂料秤,10min后停主电机。在磨机停车前,轴承润滑站高压油泵将自动开机运行 2、关停选粉机
3、关停磨内部通风设备及收尘设备 4、关停水泥输送与收尘设备 5、在磨机轴承、主减速机、主电机及选粉机轴承温度降到正常温度后,才可关停稀油站 6、在水泥磨主电机停车后,应不定时启动辅传,转动磨机,直至磨体完全冷却至常温,在此期间,应不关停通风设备 三、正常生产操作 1、密切监视磨机进出风口压差,磨机电机电流的变化,提升机电流和物料的稳定供给,防止喂料不足或过多,而造成“空磨”或“饱磨” 2、加强磨机润滑站的巡查,对正常运行中可能出现的油量油压不足、油温过高、各部位轴承温度超限及减速机、选粉机及排风机振动过大等故障,都必须停磨 3、加强气箱脉冲袋收尘器的巡检,防止出现经常性的滤袋破损、脉冲阀失灵等故障,确保磨内通风顺畅 4、水泥磨主电机第二次启动距上一次停车时间不得少于20min,
中国保健食品的历史、现状和发展前景 中国国际食品工业联合会副会长 张志祥 中国保健协会保健食品委员会会长 目前,国际、国内对保健食品的概念尚无统一的定论。我国的定义是:保健食品是指具有特定保健功能的食品,包括以补充维生素、矿物质为目的的营养补充剂,并且对人体不产生急性、亚急性或者慢性危害的食品。即适宜于特定人群食用,具调节机体功能,不以治疗疾病为目的。尽管世界各国的保健食品概念和范围各不相同,但基本都包含以下条件:①心须是无毒无害的食品,符合应有的营养卫生安全要求。②具有特定的保健功能,而且明确具体经科学验证的特定功能,不能取代人体正常膳食摄入和对各种必须营养素的需要。③针对需要调整某方面机体功能的特定人群而研制的。④不以治疗为目的,不能取代药物对疾病的治疗作用。 一、我国保健食品的发展历史 综观我国保健食品的发展历史,先后经过了缓慢起步到迅速崛起,再到蓬勃发展、无序膨胀,最后国家进行标准规范管理的过程。①缓慢起步阶段(1949——1979)。少数补药、营养补剂成为主流。据考证,我国的保健食品源自中华民族的传统医药及食疗养生学说,至今已有5000多年的历史。历代药食同源、食疗养生理论及实践,为我国保健食品的研究开发和应用打下了良好的基础。1949——1979年期间,在我国还没有保健食品这个名称,这个时期的保健食品统称补
药或营养补剂,绝大多数属于传统的中药补品,如用人参、鹿茸、阿胶、灵芝等制成的丸、散、膏、丹、茶及传统药酒约百余种。少数新开发的营养补剂如氨基酸类、麦乳精等,其中蜂乳、蜂王浆是20世纪60年代上市的,国内外都比较畅销,剂型也比较新颖,有蜂乳胶囊、蜂王浆口服液。②迅速崛起阶段(1980——1985)。在1980——1985年期间,随着我国经济的增长,人们健康观念的增强,保健食品的品种增多,产量逐渐上升,具有代表性的产品是各种口服液、维生素及蜂王浆,形成三足鼎立的格局。东北的人参王浆、北京蜂王精、杭州的双宝素名声大噪,维生素本来是老产品,此刻却焕发青春,有口嚼片、冲剂等剂型,其中“果味维生素C”,1980年上市后一鸣惊人,年销售量达到一亿多片;中药补品有龟苓膏、灵芝浸膏、田七片、至宝三鞭酒、北茋精口服液、人参蛤蚧精口服液、参桂鹿茸口服液等。这一时期食品强化剂也逐渐增多。到1984年上市保健食品约有1000种左右,生产企业800多家,年销售额约为20亿元,已初具规模。全国性行业组织“中国保健食品协会”、“中国保健科技学会”也于1984年相继挂牌成立。在此期间,保健食品迅速崛起,主要是滋补品和营养强化食品,品种还是比较单一,但剂型发展较快。主要剂型有口服液、胶囊、冲剂、片剂、膏剂、散剂、糖浆等,以及传统的中药剂型,其中口服液是由中药复方提取的口服溶液,能体现原药材各种成分的综合功效。由于中药成分复杂,绝大多数产品没有进行实验验证,仅根据产品的某些成分推测其功能,属于原始的第一代保健食品。③蓬勃发展阶段(1986——1990)。强劲的市场需求推出诸多新