第一章点焊方法和工艺
一、点焊方法:
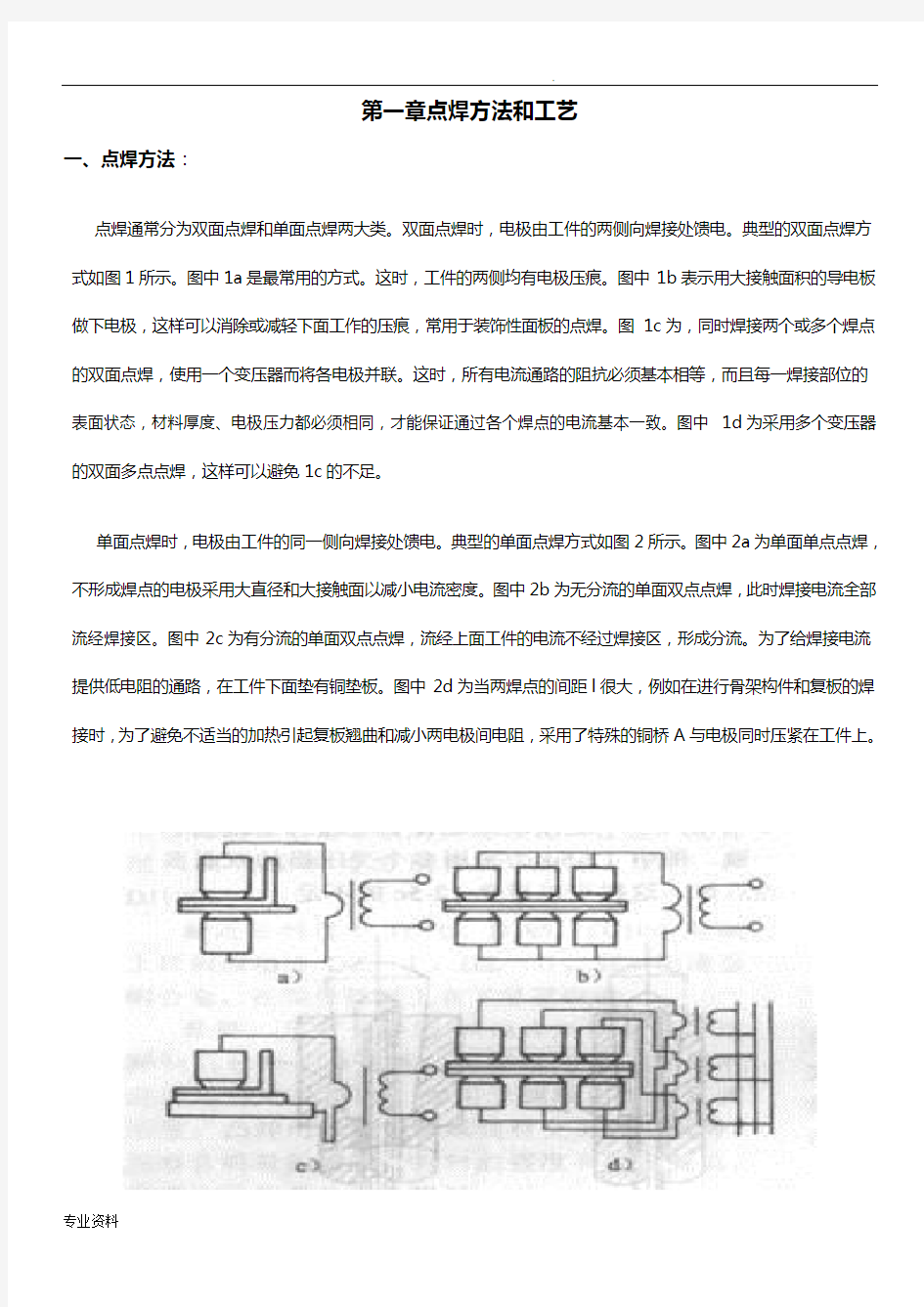
点焊通常分为双面点焊和单面点焊两大类。双面点焊时,电极由工件的两侧向焊接处馈电。典型的双面点焊方式如图1所示。图中1a是最常用的方式。这时,工件的两侧均有电极压痕。图中1b表示用大接触面积的导电板做下电极,这样可以消除或减轻下面工作的压痕,常用于装饰性面板的点焊。图1c为,同时焊接两个或多个焊点的双面点焊,使用一个变压器而将各电极并联。这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态,材料厚度、电极压力都必须相同,才能保证通过各个焊点的电流基本一致。图中1d为采用多个变压器的双面多点点焊,这样可以避免1c的不足。
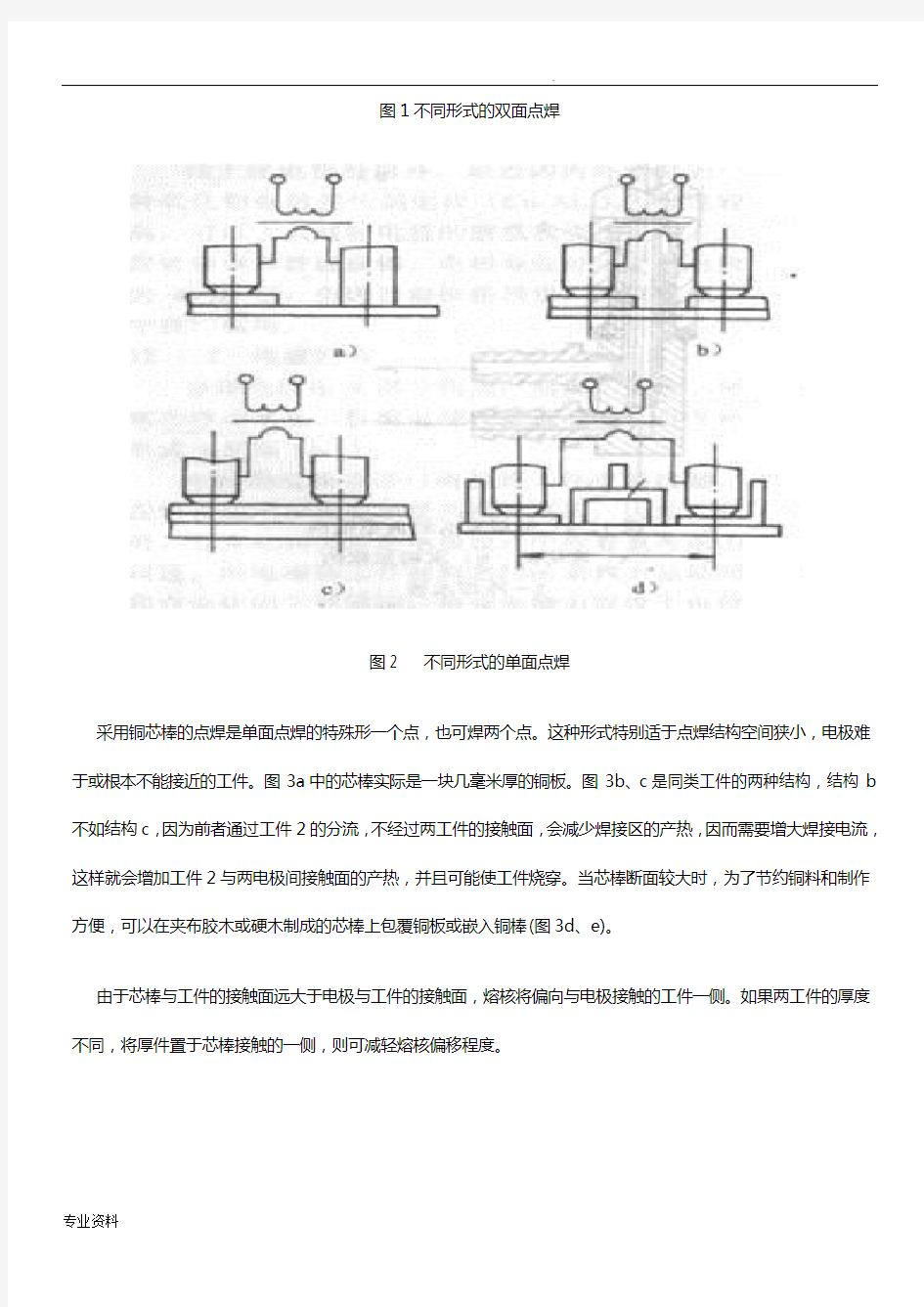
单面点焊时,电极由工件的同一侧向焊接处馈电。典型的单面点焊方式如图2所示。图中2a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。图中2b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。图中2c为有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成分流。为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。图中2d为当两焊点的间距l很大,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A与电极同时压紧在工件上。
图1不同形式的双面点焊
图2 不同形式的单面点焊
采用铜芯棒的点焊是单面点焊的特殊形一个点,也可焊两个点。这种形式特别适于点焊结构空间狭小,电极难于或根本不能接近的工件。图3a中的芯棒实际是一块几毫米厚的铜板。图3b、c是同类工件的两种结构,结构b 不如结构c,因为前者通过工件2的分流,不经过两工件的接触面,会减少焊接区的产热,因而需要增大焊接电流,这样就会增加工件2与两电极间接触面的产热,并且可能使工件烧穿。当芯棒断面较大时,为了节约铜料和制作方便,可以在夹布胶木或硬木制成的芯棒上包覆铜板或嵌入铜棒(图3d、e)。
由于芯棒与工件的接触面远大于电极与工件的接触面,熔核将偏向与电极接触的工件一侧。如果两工件的厚度不同,将厚件置于芯棒接触的一侧,则可减轻熔核偏移程度。
图3利用铜制芯棒或填料的单面点焊
1一铜制芯棒2、3一工件4一夹布胶木棒
5一铜色复板6一嵌入的铜棒7一填料
当需要在封闭容器上焊接工件,而芯棒又无法伸入容器时,可以用Zn、Pb、A1或其他较被焊金属熔点低的金属填满整个容器后进行焊接(图3f)。当容器壁厚较大时,也可以用砂子或石蜡等不导电材料作为填料。焊接应采用强条件,以免长时间加热使低熔点金属或石蜡熔化,导致电极压塌工件。
在大量生产中,单面多点点焊获得广泛应用。这时可采用由一个变压器供电,各对电极轮流压住工件的形式(图4a),也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的形式(图4b)。后一形式具有较多优点,应用也较广泛。其优点有:各变压器可以安置得离所连电极最近,因而其功率及尺寸能显著减速小;各个焊点的工艺参数可以单独调节;全部焊点可能同时焊接,生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负载平衡
二、点焊工艺参数选择
通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当
的围调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。最常用的检验试样的方法是撕开法,优质焊点的标志是:在撕开试样的一片上有圆孔,另一片上有圆凸台。厚板或淬火材料有时不能撕出圆孔和凸台,但可通过剪切的断口判断熔核的直径。必要时,还需进行低倍测量、拉抻试验和X光检验,以判定熔透率、抗剪强度和有无缩孔、裂纹等。
以试样选择工艺参数时,要充分考虑试样和工件在分流、铁磁性物质影响,以及装配间隙方面的差异,并适当加以调整。
三、不等厚度和不同材料的点焊
当进行不等厚度或不同材料点焊时,熔核将不对称于其交界面,而是向厚板或导电、导热性差的一边偏移,偏移的结果将使薄件或导电、导热性好的工件焊透率减小,焊点强度降低。熔核偏移是由两工件产热和散热条件不相同引起的。厚度不等时,厚件一边电阻大、交界面离电极远,故产热多而散热少,致使熔核偏向厚件;材料不同时,导电、导热性差的材料产热易而散热难,故熔核也偏向这种材料(见图11-8)
调整熔核偏移的原则是:增加薄板或导电、导热性好的工件的产热而减少其散热。常用的方法有:
(1)采用强条件使工件间接触电阻产热的影响增大,电极散热的影响降低。电容储能焊机采用大电流和短的通电时间就能焊接厚度比很大的工件就是明显的例证。
(2)采用不同接触表面直径的电极在薄件或导电、导热性好的工件一侧采用较小直径,以增加这一侧的电流密度、并减少电极散热的影响。
(3)采用不同的电极材料薄板或导电、导热性好的工件一侧采用导热性较差的铜合金,以减少这一侧的热损失。
(4)采用工艺垫片在薄件或导电、导热性好的工件一侧垫一块由导热性较差的金属制成的垫片(厚度为0.2-0.3mm),以减少这一侧的散热。
第二章点焊接头的设计
点焊通常采用搭接接头和折边接头(图11-9)接头可以由两个或两个以上等厚度或不等厚度的工件组成。在设计点焊结构时,必须考虑电极的可达性,即电极必须能方便地抵达工件的焊接部位。同时还应考虑诸如边距、搭接量、点距、装配间隙和焊点强度诸因素。
边距的最小值取决于被焊金属的种类,厚度和焊接条件。对于屈服强度高的金属、薄件或采用强条件时可取较小值。
搭接量是边距的两倍,推荐的最小搭接量见表11-2。
表11-2 接头的最小搭接量(mm)3
单排焊点双排焊点
最薄板件厚度
不锈钢及高温合
轻合金结构钢不锈钢及高温合金轻合金
结构钢
金
0.5 8 6 12 16 14 22
0.8 9 7 12 18 16 22
1.0 10 8 14 20 18 24
1.2 11 9 14 22 20 26
1.5 12 10 16 24 22 30
2.0 14 12 20 28 26 34
2.5 16 14 24 32 30 40
3.0 18 16 26 36 34 46
3.5 20 18 28 40 38 48
4.0 22 20 30 42 40 50
点距即相邻两点的中心距,其最小值与被焊金属的厚度、导电率,表面清洁度,以及熔核的直径有关。表11-3为推荐的最小点距。
表11-3 焊点的最小点距(mm)3
点距
最薄板件厚度
结构钢不锈钢及高温合金轻合金
0.5 10 8 15
0.8 12 10 15
1.0 12 10 15
1.2 14 12 15
1.5 14 12 20
2.0 16 14 25
2.5 18 16 25
3.0 20 18 30
3.5 22 20 35
4.0 24 22 35
规定点距最小值主要是考虑分流影响,采用强条件和大的电极压力时,点距可以适当减小。采用热膨胀监控或能够顺序改变各点电流的控制器时,以及能有效地补偿分流影响的其他装置时,点距可以不受限制。
装配间隙必须尽可能小,因为靠压力消除间隙将消耗一部分电极压力,使实际的焊接压力降低。间隙的不均匀性又将使焊接压力波动,从而引起各焊点强度的显著差异,过大的间隙还会引起严重飞溅,许用的间隙值取决于工件刚度和厚度,刚度、厚度越大,许用间隙越小,通常为0.1-2mm。
单个焊点的抗剪强度取决于两板交界上熔核的面积,为了保证接头强度,除熔核直径外,焊透率和压痕深度也应符合要求,焊透率的表达式为:η=h/δ-c×100%(参见图11-10)。两板上的焊透率只允许介于20-80%之间。镁合金的最大焊透率只允许至60%。而钛合金则允许至90%。焊接不同厚度工件时,每一工件上的最小焊透率可
为接头中薄件厚度的20%,压痕深度不应超过板件厚度的15%,如果两工件厚度比大于2:1,或在不易接近的部位施焊,以及在工件一侧使用平头电极时,压痕深度可增大到20-25%。图11-10示低倍磨片上的熔核尺寸。
点焊接头受垂直面板方向的拉伸载荷时的强度,为正拉强度。由于在熔核周围两板间形成的尖角可引起应力集中,而使熔核的实际强度降低,因而点焊接头一般不这样加载。通常以正拉强度和抗剪强度之比作为判断接头延性的指标,此比值越大,则接头的延性越好。
多个焊点形成的接头强度还取决于点距和焊点分布。点距小时接头会因为分流而影响其强度,大的点距又会限制可安排的焊点数量。因此,必须兼顾点距和焊点数量,才能获得最大的接头强度,多列焊点最好交错排列而不要作矩形排列。
第三章常用金属的点焊
一、电阻焊前的工件清理
无论是点焊、缝焊或凸焊,在焊前必须进行工件表面清理,以保证接头质量稳定。
清理方法分机械清理和化学清理两种。常用的机械清理方法有喷砂、喷丸、抛光以及用纱布或钢丝刷等。
不同的金属和合金,需采用不同的清理方法。简介如下:
铝及其合金对表面清理的要求十分严格,由于铝对氧的化学亲合力极强,刚清理过的表面上会很快被氧化,形成氧化铝薄膜。因此清理后的表面在焊前允许保持的时间是严格限制的。
铝合金的氧化膜主要用以化学方法去除,在碱溶液中去油和冲洗后,将工件放进正磷酸溶液中腐蚀。为了减慢新膜的成长速度和填充新膜孔隙,在腐蚀的同时进行纯化处理。最常用的纯化剂是重铬酸钾和重铬酸纳(见表1)。纯化处理后便不会在除氧化膜的同时,造成工件表面的过分腐蚀。
腐蚀后进行冲洗,然后在硝酸溶液中进行亮化处理,以后再次进行冲洗。冲洗后在温度达75℃的干燥室中干燥,活用热空气吹干。这样清理后的工件,可以在焊前保持72h。
铝合金也可用机械方法清理。如用0-00号纱布,或用电动或风动的钢丝刷等。但为防止损伤工件表面、钢丝直径不得超过0.2mm,钢丝长度不得短于40mm,刷子压紧于工件的力不得超过15-20N,而且清理后须在不晚于2-3h进行焊接。
为了确保焊接质量的稳定性,目前国各工厂多在化学清理后,在焊前再用钢丝刷清理工件搭接的表面。
铝合金清理后必须测量放有两铝合金工件的两电极间总阻值R。方法是使用类似于点焊机的专用装置,上面的一个电极对电极夹绝缘,在电极间压紧两个试件,这样测出的R值可以最客观地反映出表面清理的质量。对于LY12、LC4、LF6铝合金R不得超过120微欧姆,刚清理后的R一般为40-50微欧,对于导电性更好的LF21、LF2铝合金以及烧结铝类的材料,R不得超过28-40微欧。
镁合金一般使用化学清理,经腐蚀后再在铬酐溶液中纯化。这样处理后会在表面形成薄而致密的氧化膜,它具有稳定的电气性能,可以保持10昼夜或更长时间,性能仍几乎不变。镁合金也可以用钢丝刷清理。
铜合金可以通过在硝酸及盐酸中处理,然后进行中和并清除焊接处残留物。
不锈钢、高温合金电阻焊时,保持工件表面的高度清洁十分重要,因为油、尘土、油漆的存在,能增加硫脆化的可能,从而使接头产生缺陷。清理方法可用激光、喷丸、钢丝刷或化学腐蚀。对于特别重要的工件,有时用电解抛光,但这种方法复杂而且生产率低。
钛合金的氧化皮,可在盐酸、硝酸及磷酸钠的混合溶液中进行深度腐蚀加以去除。也可以用钢丝刷或喷丸处理。
低碳钢和低合金钢在大气中的抗腐蚀能力较低。因之,这些金属在运输、存放和加工过程中常常用抗蚀油保护。如果涂油表面未被车间的赃物或其它不良导电材料所污染,在电极的压力下,油膜很容易被挤开,不会影响接头质量。
钢的供货状态有:热轧,不酸洗;热轧,酸洗并涂油;冷轧。未酸洗的热轧钢焊接时,必须用喷砂、喷丸,或者用化学腐蚀的方法清除氧化皮,可在硫酸及盐酸溶液中,或者在以磷酸为主但含有硫脲的溶液中进行腐蚀,后一种成份可有效地同时进行涂油和腐蚀。
有镀层的钢板,除了少数例外,一般不用特殊清理就可以进行焊接,镀铝钢板则需要用钢丝刷或化学腐蚀清理。带有磷酸盐涂层的钢板,其表面电阻会高到在地电极压力下,焊接电流无法通过的程度。只有采用较高的压力才能进行焊接。
二、镀锌钢板的点焊
镀锌钢板大致分为电镀锌钢板和热浸镀锌钢板,前者的镀层比后者薄。
点焊镀锌钢板用的电极,推荐用2类电极合金。相对点焊外观要求很高时,可以采用1类合金。推荐使用锥形电极形状,锥角120度-140度。使用焊钳时,推荐采用端面半径为25-50mm的球面电极。
为提高电极使用寿命,也可采用嵌有钨极电极头的复合电极,以2类电极合金制成的电极体,可以加强钨电极头的散热。
下表是日本焊接学会第3委员会推荐的镀锌钢板点焊的焊接条件
镀锌钢板点焊的焊接条件
镀层种类电镀锌热浸镀锌
镀层厚(um) 2-3 2-3 2-3 10-15 15-20 20-25
焊接条件级别
板厚(mm)
0.8 1.2 1.6 0.8 1.2 1.6
电极压力(KN) A 2.7 3.3 4.5 2.7 3.7 4.5
B 2.0 2.5 3.2 1.7 2.5 3.5
焊接时间(周)A 8 10 12 8 10 12
B 10 12 15 10 12 15
电流(KA)
A 10.0 11.5 14.5 10.0 12.5 15.0
B 8.5 10.5 12.0 9.9 11.0 12.0
抗剪强度(KN)A 4.6 6.7 11.5 5.0 9.0 13
B 4.4 6.5 10.5 4.8 8.7 12
三、低碳钢的点焊
低碳钢的含碳量低于0.25%。其电阻率适中,需要的焊机功率不大;塑性温度区宽,易于获得所需的塑性变形而不必使用很大的电极压力;碳与微量元素含量低,无高熔点氧化物,一般不产生淬火组织或夹杂物;结晶温度区
间窄、高温强度低、热膨胀系数小,因而开裂倾向小。这类钢具有良好的焊接性,其焊接电流、电极压力和通电时间等工艺参数具有较大的调节围。
钢具有良好的焊接性,其焊接电流、电极压力和通电时间等工艺参数具有较大的调节围。
下表为美国RWMA推荐的低碳钢点焊的焊接条件,可供参考:
低碳钢点焊的焊接条件
板厚电极
最
小
点
距
最
小
搭
接
距
最佳条件(A类)中等条件(B类)普通条件(C类)
最
大
d
最
小
D
电极
压力
焊接
时间
焊接
电流
熔核
直径
抗剪
强度
±14
%
电极
压力
焊接
时间
焊接
电流
熔核
直径
抗剪
强度
±17
%
电极
压力
焊接
时间
焊接
电流
熔核
直径
抗剪
强度
±20
%
(mm
) (mm) (mm)
(KN
)
(周)
(KA
)
(mm
)
(KN)
(KN
)
(周)
(KA
)
(mm
)
(KN
)
(KN
)
(周)
(KA
)
(mm
)
(KN)
0.4 0.5 0.6
0.8
1.0 1.2 1.6
1.8
2.0 2.3
3.
2
4.
8
4.
8
4.
8
6.
4
1
1
1
1
1
3
8
9
1
1
2
1
8
2
1
1
1
1
1
1
1
1
2
1.15
1.35
1.50
1.90
2.25
2.70
3.60
4.10
4.70
5.80
4
5
6
7
8
10
13
15
17
20
5.2
6.0
6.6
7.8
8.8
9.8
11.5
12.5
13.3
15.0
4.0
4.3
4.7
5.3
5.8
6.2
6.9
7.4
7.9
8.6
1.8
2.4
3.0
4.4
6.1
7.8
10.6
13.0
14.5
18.5
0.75
0.90
1.00
1.25
1.50
1.75
2.40
2.75
3.00
3.70
8
9
11
13
17
19
25
28
30
37
4.5
5.0
5.5
6.5
7.2
7.7
9.1
9.7
10.3
11.3
3.6
4.0
4.3
4.8
5.4
5.8
6.7
7.1
7.6
8.4
1.6
2.1
2.8
4.0
5.4
6.8
10.0
11.8
13.7
17.7
0.40
0.45
0.50
0.60
0.75
0.85
1.15
1.30
1.50
1.80
17
20
22
25
30
33
43
48
53
64
3.5
4.0
4.3
5.0
5.6
6.1
7.0
7.5
8.0
8.6
3.3
3.6
4.0
4.6
5.3
5.5
6.3
6.7
7.1
7.9
1.25
1.75
2.25
3.55
5.3
6.5
9.25
11.00
13.05
16.85
3.2 6.
4
6.
4
8.
8.
8.
9.
5 1
3
1
3
1
6
1
6
1
6
1
6
2
7
3
1
3
5
4
5
1
4
1
6
1
7
1
8
2
2
2
8.20 27 17.4 10.3 31.0 5.00 50 12.9 9.9 28.5 2.60 88 10.0 9.4 26.60
注:如果按最佳条件(A类)和中等条件(B类)焊接规,就必须选择气动交流点焊机,例如:P1325、P1340 等;如果按普通条件(C类),薄片可用脚踏交流点焊机,例如:P103-4、P105等,厚片要用气动交流点焊机。本表摘自美国RWMA推荐的低碳钢低点焊的条件,可供参考。
低碳钢凸焊的条件
注: 本表数据仅用于两板凸焊,厚度比最大为3:1.表中电极接触最小直径为凸点直径的两倍
低碳钢螺帽凸焊的条件
注: 凸焊螺帽时应采用较短时间,否则会使螺纹变色,精度降低.电极压力也不能过低,否则会引起凸点移位.
低碳钢线材交叉凸焊的条件
注:锻造比大时需要较大的电极压力和焊接电流,接头强度也较大,但外观较差。
四、淬火钢的点焊
由于冷却速度极快,在点焊淬火钢时必然产生硬脆的马氏体组织,在应力较大时会产生裂纹。为了消除淬火组织、改善接头性能,通常采用电极间焊后回火的双脉冲点焊方法,这种方法的第一个电流脉冲为焊接脉冲,第二个为回火处理脉冲,使用这种方法时应注意两点:
(1)两脉冲之间的间隔时间一定要保证使焊点冷却到马氏体转变点Ms温度以下;
(2)回火电流脉冲幅值要适当,以避免焊接区的金属重新超过奥氏体相变点而引起二次淬火。
淬火钢的双脉冲点焊工艺参数实例,示于下表可供参考:
25CrMnSiA、30CrMnSiA钢双脉冲点焊的焊接条件
五、镀铝钢板的点焊
镀铝钢板分为两类,第一类以耐热为主,表面镀有一层厚20-25微米的Al-Si合金(含有Si6-8.5%),可耐640度高温。第二类以耐腐蚀为主,为纯铝镀层,镀层厚为第一类的2-3倍。点焊这两类镀锌钢板时都可以获得强度良好的焊点。
由于镀层的导电、导热性好,因此需要较大的焊接电流。并应采用硬铜合金的球面电极。下表为第一类镀铝钢板点焊的焊接条件。对于第二类,由于镀层厚,应采用较大的电流和较低的电极压力。
耐热镀铝板点焊的焊接条件
六、不锈钢的点焊
不锈钢一般分为:奥氏体不锈钢、铁素体不锈钢和马氏体不锈钢三种。由于不锈钢的电阻率高、导热性差,因此与低碳钢相比,可采用较小的焊接电流和较短的焊接时间。这类材料有较高的高温强度,必须采用较高的电极压力,以防止产生缩孔、裂纹等缺陷。不锈钢的热敏感性强,通常采用较短的焊接时间、强有力的部和外部水冷却,并且要准确地控制加热时间、焊接时间及焊接电流,以防热影响区晶粒长大和出现晶间腐蚀现象。
点焊不锈钢的电极推荐用2类或3类电极合金,以满足高电极压力的需要。下表为不锈钢点焊焊接条件:
不锈钢点焊的焊接条件
七、铝合金的点焊
铝合金的应用十分广泛,分为冷作强化和热处理强化两大类。铝合金点焊的焊接性较差,尤其是热处理强化的铝合金。其原因及应采取的工艺措施如下:
(1)电导率和热导率较高必须采用较大电流和较短时间,才能做到既有足够的热量形成熔核;又能减少表面过热、避免电极粘附和电极铜离子向纯铝包复层扩散、降低接头的抗腐蚀性。
(2)塑性温度围窄、线膨胀系数大必须采用较大的电极压力,电极随动性好,才能避免熔核凝固时,因过大的容拉应力而引起的裂纹。对裂纹倾向大的铝合金,如LF6、LY12、LC4等,还必须采用加大锻压力的方法,使熔核凝固时有足够的塑性变形、减少拉应力,以避免裂纹产生。在弯电极难以承受大的定锻压力时,也可以采用在焊接脉冲之后加缓冷脉冲的方法避免裂纹。对于大厚度的铝合金可以两种方法并用。
(3)表面易生成氧化膜焊前必须严格清理,否则极易引起飞溅和熔核成形不良(撕开检查时,熔核形状不规则,凸台和孔不呈圆形),使焊点强度降低。清理不均匀则将引起焊点强度不稳定。
基于上述原因,点焊铝合金应选用具有下列特性的焊机:
1)能在短时间提供大电流;
2)电流波形最好有缓升缓降的特点;
3)能精确控制工艺参数,且不受电网电压波动影响;
4)能提供价形和马鞍形电极压力;
5)机头的惯性和摩擦力小,电极随动性好。
当前国使用的多为300-600KVA的直流脉冲、三相低频和次级整流焊机,个别的达到1000KVA,均具有上述特性。也有采用单相交流焊机的,但仅限于不重要工件。
点焊铝合金的电极应采用1类电极合金,球形端面,以利于压固熔核和散热。
由于电流密度大和氧化膜的存在,铝合金点焊时,很容易产生电极粘着。电极粘着不仅影响外观质量,还会因电流减小而降低接头强度。为此需经常修整电极。电极每修整依次后可焊工件的点数与焊接条件、被焊金属型号、清理情况、有无电流波形调制,电极材料及其冷却情况等因素有关。通常点焊纯铝为5-10点,点焊LF6,LY12时为25-30点。
防透铝LF21强度低,延性后,有较好的焊接性,不产生裂纹,通常采用固定不变电极压力。硬铝(如LY11、LY12),超硬铝(如LC4、LC5)强度高、延性差,极易产生裂纹,必须采价形曲线的压力。但对于薄件,采用大的焊接压力或具有缓冷脉冲的双脉冲加热,裂纹也不是不可避免的。
采用价形压力时,锻压力滞后于断电的时刻十分重要,通常是0-2周。锻压力加得过早(断电前),等于增大了焊接压力,将影响加热,导致焊点强度降低和波动。锻压力加得过迟,则熔核冷却结晶时已经形成裂纹,加锻压力已无济于事。有时也需要提前于断电时刻施加锻压力,这是因为电磁气阀动作延迟,或气路不畅通造成锻压力提高缓慢,不提前施加不足以防止裂纹的缘故。
在直流脉冲点焊机上焊接铝合金的焊接条件见下表:
铝合金的胶接点焊
胶接点焊与纯点焊相比具有下列优点:
1)提高了结构强度。它的静抗剪强度为点焊的2倍以上,疲劳强度为点焊的3~5倍。
2)密封性好。可以防止焊后阳极化时,酸液残留在搭接缝中引起金属腐蚀。
胶接点焊的不足之处是成本比纯点焊高,胶固化时间长,耗电量较大。
胶接点焊主要有3种方法:
1)先涂胶后点焊。
2)先点焊后灌胶。灌胶的方法是用注胶枪将胶液注射到搭接缝中去。
3)在搭接的两工件间夹一层固体胶膜,胶膜的宽度和搭接宽度相伺,在需要点焊的部位将胶膜冲一个比焊点略大的孔,然后在胶膜有孔的部位点焊。
第1种方法要求胶液活性期较长,并且对工作场地的温度、湿度和涂胶后的搁置时间有严格要求。因为当胶液粘度增加到一定程度后,会因电极压力挤不开胶液而影响焊接。先胶后焊还不宜采用电容储能焊机的电流急剧上升的硬脉冲。因为过硬的脉冲往往不能将胶液全部从接合面挤出,残留在接头中的胶液可能引起疏松、气孔、
裂纹等缺陷。电流脉冲过软也不行,这会使胶液的粘度急剧减小,引起流胶和脱胶。直流脉冲点焊机的电流波形具有缓升缓降的特点,适于胶接点焊。交流点焊时,宜采用调幅波形。
先胶后焊时,挤出的胶液会污染电极,影响操作,影响产品质量,并且焊后变形必须在胶固化前校正,给生产增加了困难。
第2种方法要求胶粘剂具有良好的流动性,以利于充满搭接缝。但流动性太好也不行,这会引起胶粘剂流失。注胶时,为了方便胶液进入焊缝,并不致流到其他表面,宜将工件倾斜15°~45°。
先焊后胶的缺点是搭接面的宽度受到限制。当宽度超过40mm时,加上点焊后搭接面不平,胶液不容易渗透到整个搭接面而形成缺胶。
先焊后胶方法简便,质量容易保证,多余的胶液也易于清除。为此,目前国多采用这种方法。胶接点焊用的胶粘剂一般都是改性环氧胶。供先焊后胶的胶粘剂有多种牌号,如425—1、425—2、TF一3、SY201等。
胶接点焊在飞机制造中已获得广泛地应用,例如国产“运七”型飞机蒙皮与桁条的连接就大量采用了这种工艺。
八、铜和铜合金的点焊
铜合金与铝合金相比,电阻率稍高而导热性稍差,所以点焊并无太大困难。厚度小于1.5mm的铜合金,尤其是低电导率的铜合金在生产中用的最广泛。纯铜电导率极高,点焊比较困难。
通常需要在电极与工件间加垫片,或使用在电极端头嵌入钨的复合电极,以减少向电极的散热。钨极直径通常为3-4mm。
焊接铜和高导电率的黄铜和青铜时,一般采用1类电极合金做电极,焊接低导电率的黄铜、青铜和铜镍合金时,采用2类电极合金。也可以用嵌入钨极的复合电极焊接铜合金。由于钨的导热性差,故可使用小得多的焊接电流,
点焊方法和工艺 一、点焊方法: 点焊通常分为双面点焊和单面点焊两大类。双面点焊时,电极由工件的两侧向焊接处馈电。典型的双面点焊方式如图11-5所示。图中a是最常用的方式,这时工件的两侧均有电极压痕。图中b表示用大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。常用于装饰性面板的点焊。图中c为同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致。图中d为采用多个变压器的双面多点点焊,这样可以避免c的不足。 单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式如图11-6所示,图中a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。图中b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。图中C有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。图中d为当两焊点的间距l很大时,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A,与电极同时压紧在工件上。
在大量生产中,单面多点点焊获得广泛应用。这时可采用由一个变压器供电,各对电极轮流压住工件的型式(图11-7a,也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的型式(图11-7b.后一型式具有较多优点,应用也较广泛。其优点有:各变压器可以安置得离所联电极最近,因而。 其功率及尺寸能显著减小;各个焊点的工艺参数可以单独调节;全部焊点可以同时焊接、生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。 二、点焊工艺参数选择 通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。最常用的检验试样的方法是撕开法,优质焊点的标志是:在撕开试样的一片上有圆孔,另一片上有圆凸台。厚板或淬火材料有时不能撕出圆孔和凸台,但可通过剪切的断口判断熔核的直径。必要时,还需进行低倍测量、拉抻试验和X 光检验,以判定熔透率、抗剪强度和有无缩孔、裂纹等。 以试样选择工艺参数时,要充分考虑试样和工件在分流、铁磁性物质影响,以及装配间隙方面的差异,并适当加以调整。
常用国内外钢材牌号对照表 中国 美国 日本 德国 英国 法国 前苏联 国际标准化组织 GB AST JIS DIN 、DINEN BS 、BSEN NF 、NFEN ΓOCT ISO 630 品 名 牌号 牌号 牌号 牌号 牌号 牌号 牌号 Q195 Cr.B Cr.C SS330 SPHC SPHD S185 040 A10 S185 S185 CT1K П CTlC П CTl ПC Q215A Cr.C Cr.58 SS 330 SPHC 040 A12 CT2K П—2 CT2C П—2 CT2ПC —2 Q235A Cr.D SS400 SM400A 080A15 CT3K П—2 CT3C П—2 CT3ПC —2 E235B Q235B Cr.D SS400 SM400A S235JR S235JRGl S235JRG2 S235JR S235JRGl S235JRG2 S235JR S235JRGl S235JRG2 CT3K П—3 CT3C П—3 CT3ПC —3 E235B Q255A SS400 SM400A CT4K П—2 CT4C П—2 CT4ПC —2 普 通 碳 素 结 构 钢 Q275 SS490 CT5C П—2 CT5ПC —2 E275A
中国 美国 日本 德国 英国 法国 前苏联 国际标准化组织 GB AST JIS DIN 、DINEN BS 、BSEN NF 、NFEN ΓOCT IS0 630 品 名 牌号 牌号 牌号 牌号 牌号 牌号 牌号 08F 1008 1010 SPHD SPHE 040A10 80K П 10 1010 S10C S12C CKl0 040A12 XCl0 10 C101 15 1015 S15C S17C CKl5 Fe360B 08M15 XCl2 Fe306B 15 C15E4 20 1020 S20C S22C C22 IC22 C22 20 25 1025 S25C S28C C25 IC25 C25 25 C25E4 40 1040 S40C S43C C40 IC40 080M40 C40 40 C40E4 45 1045 S45C S48C C45 IC45 080A47 C45 45 C45E4 50 1050 S50C S53C C50 IC50 080M50 C50 50 C50E4 优 质 碳 素 结 构 钢 15Mn 1019 080A15 15r
金属材料的焊接性能 (2014.2.27) 摘要:对各种常用金属材料的焊接性能进行研究,通过参考各类焊接丛书及焊接前辈多年的经验总结,对常用金属材料的焊接工艺可行性起指导作用。 关键词:碳当量;焊接性;焊接工艺参数;焊接接头 1 前言 随着中国特种设备制造业的不断发展,我们在制造产品时所用到的金属材料种类也在不断增加,相应地所必须掌握的各种金属材料的焊接性能也在不断研究和更新中,为了实际产品制造的焊接质量,熟悉金属材料的焊接性能,以制定正确的焊接工艺参数,从而获得优良的焊接接头起到至关重要的指导作用。 2 金属材料的焊接性能 2.1 金属材料焊接性的定义及其影响因素 2.1.1 金属材料焊接性的定义 金属材料的焊接性是指金属材料在采用一定的焊接工艺包括焊接方法、焊接材料、焊接规范及焊接结构形式等条件下,获得优良焊接接头的能力。一种金属,如果能用较多普通又简便的焊接工艺获得优良的焊接接头,则认为这种金属具有良好的焊接性能金属材料焊接性一般分为工艺焊接性和使用焊接性两个方面。 工艺焊接性是指在一定焊接工艺条件下,获得优良,无缺陷焊接接头的能力。它不是金属固有的性质,而是根据某种焊接方法和所采用的具体工艺措施来进行的评定。所以金属材料的工艺焊接性与焊接过程密切相关。 使用焊接性是指焊接接头或整个结构满足产品技术条件规定的使用性能的程度。使用性能取决于焊接结构的工作条件和设计上提出的技术要求。通常包括力学性能、抗低温韧性、抗脆断性能、高温蠕变、疲劳性能、持久强度、耐蚀性能和耐磨性能等。例如我们常用的S30403,S31603不锈钢就具有优良的耐蚀性能,16MnDR,09MnNiDR低温钢也有具备良好的抗低温韧性性能。
点焊方法和工艺 点焊方法和工艺 一、点焊方法: 点焊通常分为双面点焊和单面点焊两大类。双面点焊时,电极由工件的两侧向焊接处馈电。典型的双面点焊方式如图11-5所示。图中a是最常用的方式,这时工件的两侧均有电极压痕。图中b表示用大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。常用于装饰性面板的点焊。图中c为同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致。图中d为采用多个变压器的双面多点点焊,这样可以避免c的不足。 单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式如图11-6所示,图中a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。图中b 为无分流的单面双点点焊,此时焊接电流全部流经焊接区。图中C有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。图中d为当两焊点的间距l很大时,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A,与电极同时压紧在工件上。 在大量生产中,单面多点点焊获得广泛应用。这时可采用由一个变压器供电,各对电极轮流压住工件的型式(图11-7a),也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的型式(图11-7b).后一型式具有较多优点,应用也较广泛。其优点有:各变压器可以安置得离所联电极最近,因而。 其功率及尺寸能显著减小;各个焊点的工艺参数可以单独调节;全部焊点可以同时焊接、生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。 二、点焊工艺参数选择 通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。最常用的检验试样的方法是撕开法,优质焊点的标志是:在撕开试样的一片上有圆孔,另一片上有圆凸台。厚板或淬火材料有时不能撕出圆孔和凸台,但可通过剪切的断口判断熔核的直径。必要时,还需进行低倍测量、拉抻试验和X光检验,以判定熔透率、抗剪强度和有无缩孔、裂纹等。 以试样选择工艺参数时,要充分考虑试样和工件在分流、铁磁性物质影响,以及装配间隙方面的差异,并适当加以调整。 三、不等厚度和不同材料的点焊 当进行不等厚度或不同材料点焊时,熔核将不对称于其交界面,而是向厚板或导电、导热性差的一边偏移,偏移的结果将使薄件或导电、导热性好的工件焊透率减小,焊点强度降低。熔核偏移是由两工件产热和散热条件不相同引起的。厚度不等时,厚件一边电阻大、交界面离电极远,故产热多而散热少,致使熔核偏向厚件;材料不同时,导电、导热性差的材料产热易而散热难,故熔核也偏向这种材料(见图11-8) 调整熔核偏移的原则是:增加薄板或导电、导热性好的工件的产热而减少其散热。常用的方法有: (1)采用强条件使工件间接触电阻产热的影响增大,电极散热的影响降低。电容储能焊机采用大电流和短的通电时间就能焊接厚度比很大的工件就是明显的例证。
常用金属材料密度表
材料名称密度(克/厘米3) 灰口铸铁6.6~7.4 白口铸铁7.4~7.7 可锻铸铁7.2~7.4 铸钢7.8 工业纯铁7.87 普通碳素钢7.85 优质碳素钢7.85 碳素工具钢7.85 易切钢7.85 锰钢7.81 15CrA铬钢7.74 20Cr、30Cr、40Cr铬钢7.82 38CrA铬钢7.8 铬钒、铬镍、铬镍钼、铬锰、硅、铬锰硅镍、硅锰、硅铬钢7.85 铬镍钨钢7.8 铬钼铝钢7.65 含钨9高速工具钢8.3 含钨18高速工具钢8.7 高强度合金钢7.82 轴承钢7.81 不锈钢 0Cr13、1Cr13、2Cr13、3Cr13、4Cr13、 Cr17Ni2、Cr18、9Cr18、Cr25、Cr28 7.75 0Cr18Ni9、1Cr18Ni9、Cr18Ni9Ti、2Cr18Ni9 Cr14、Cr17 7.7 4-0.3、4-4-4锡青铜8.9 1Cr18Ni11Si4A1Ti 7.52 7铝青铜7.8 19-2铝青铜 9-4、10-3-1.5铝青铜7.5 9-4、10-3-1.5铝青铜7.5 10-4-4铝青铜7.46 铍青铜8.3 3-1硅青铜8.47 1-3硅青铜8.6 1铍青铜8.8 0.5镉青铜8.9 0.5铬青铜8.9 1.5锰青铜8.8 5锰青铜8.6 白铜B5、B19、B30、BMn40-1.5 8.9 BMn3-12 8.4 BZN15-20 8.6 BA16-1.5 8.7 BA113-3 8.5 纯铝2.7 防锈铝LF2、LF43 2.68 LF3 2.67 LF5、LF10、LF11 2.65
LF6 2.64 LF21 2.73 硬铝LY1、LY2、LY4、LY6 2.76 LY3 2.73 LY7、LY8、LY10、LY11、LY14 2.8 LY9、LY12 2.78 LY16、LY17 2.84 锻铝LD2、LD30 2.7 LD4 2.7 灰铸铁 HT100~HT350 6.6--7.4 白口铸铁 S15、P08、J13等 7.4--7.7 可锻铸铁 KT30-6~KT270-2 7.2--7.4 铸钢 ZG45、ZG35CrMnSi等 7.8 工业纯铁 DT1--DT6 7.87 普通碳素钢 Q195、Q215、Q235、Q255、Q275 7.85 优质碳素钢 05F、08F、15F 10、15、20、25、30、35、40、45、50 7.85 碳素工具钢 T7、T8、T9、T10、T12、T13、T7A、T8A、T9A、T10A、 T11A、T12A、T13A、T8MnA 7.85 易切钢 Y12、Y30 7.85 弹簧钢丝Ⅰ、Ⅱ、Ⅱa、Ⅲ 7.85 低碳优质钢丝 Zd、Zg 7.85 锰钢 20Mn、60Mn、65Mn 7.81 铬钢 15CrA 20Cr、30Cr、40Cr 38CrA 7.74 7.82 7.80 铬钒钢 50CrVA 7.85 铬镍钢 12CrNi3A、20CrNi3A 37CrNi3A 7.85 铬镍钼钢 40CrNiMoA 7.85 铬镍钨钢 18Cr2Ni4WA 7.8 铬钼铝钢 38CrMoA1A 7.65 铬锰硅钢 30CrMnSiA 7.85 铬锰硅镍钢 30CrMnSiNi2A 7.85 硅锰钢 60Si2nMnA 7.85 硅铬钢 70Si2CrA 7.85 高强度合金钢 GC-4、GC11 7.82 高速工具钢 W9Cr4V W18Cr4V 8.3 8.7 轴承钢 GCr15 7.81 不锈钢 0Cr13、1Cr13、2Cr13、3Cr13、4Cr13 Cr14、Cr17 Cr17Ni2、Cr18、9Cr18、Cr25、Cr28 0Cr18Ni9、1Cr18Ni9 1Cr18Ni9Ti、2Cr18Ni9 Cr18Ni11Nb 1Cr23Ni18、Cr17Ni3Mo2Ti 1Cr18Ni11Si4A1Ti 2Cr13Ni4Mn9 3Cr13Ni7Si2 7.7 7.75 7.85 7.85
焊线机调机过程 一.首先要了解所更换的材料是否要更换压板。更换时要注意:一定要让压爪与加热板相平或略低于加热板为 最佳,然后再把固定螺丝拧紧。 两条脚支架压板 319压板(可做289. 609) 压板分为三条脚支架压板 519压板 全彩支架压板 二.调整轨道高度。在WH MENU/Setup Lead Frame/Device Height中 02 支架为 2200左右 支架高度分为 03/04 支架为 3600左右 09 支架为 4000左右 注意:这里调的是支架的高度,是粗调。 微调要在WH MENU/ Device Dependent Offset/ Adjust/Track中调节,使压板压在支架碗杯底部为最佳,如图示1所示阴影部分(调轨道时,也会随之跟着变动)。 三.调步进. 在WH MENU/Fine Adjust/Adjust indexer offset中 出现提示框,↑↓控制压板关闭/打开,←→控制支架左右移动。调节至压板间隙要和碗杯间隙对齐为最佳。 注明:调∮8产品时,把Leadframe中5334改为3040,隔点焊就可以了 四.编辑程序。首先在Teach Program下编程,为了能更好的使机器的速度达到最大,所以,一般的情况 下,我们是找的第四颗,而不是第六颗。 输入参考点数为2,先把DIE0①对着第四颗LEAD的一个边缘处,再把DIE0②对着第一颗的LEAD相应边缘处,再接着把 蓝白光芯片,对着正电极(一般为圆PAD处正中心) DIE1① 正常芯片对着PAD的正中心 蓝白光芯片,对着负电极(一般为方PAD处正中心) DIE1② 正常芯片对着芯片边缘,也可以对着芯片正中心 但是DIE1,DIE2 两点不能重复,(老的339机台可以) 以上为参考点做完了,下一步为做参考点的PR 了。 0 lead PR pattern 先做LEAD PR ①②相同 1Adjust image 2 Search pattern 3Template 4 把十字线放到此处来调节1,3,4做PR 4change grade c 5change lens 6 auto setting enable 蓝白光芯片DIE1①可以做正极,DIE1②点可以做负极,也可以做整个DIE1 正常芯片 DIE1①可以做PAD正中心, DIE1②点可以做PAD的边缘部分, PR做完成有时会提示写几条线,是对于DIE来说的,蓝白光系列为两条线(双电极芯片),正常芯片为一条线(EAGLE 60V可以不用输入几条线) 接着,要把
点焊培训资料 1.1点焊 利用电流通过圆柱形电极和搭接的两焊件产生电阻热,将焊件加热并局部熔化,形成一个熔核(其周围为塑性状态),然后在压力作用下熔核结晶,形成一个焊点。 1.2气动式交流点焊机 电极的运动和对焊件的加压,均由气路系统来实现,采用交流电,实现点焊功能的机械设备。 2设备结构 主要由机身、焊接变压器、压力传动装置、气路、水路系统、上下电极以及脚踏开关等部分组成。 2.1机身 机身用箱体式结构,全部结构件均由钢板折弯成型后焊接而成。该结构体积小、重量轻,能承受较大的冲击力,上悬臂安装加压传动装置及上电极部分,下悬臂安装有下电极部分,机身内部装有焊接变压器、进出水管、机身上面装有电磁气阀及气动三大件,机身下部的底脚上设有四个地脚安装孔,正常焊接时,必须装上4只 M10以上的地螺栓紧固后,方可使用。 2.2焊接变压器 焊接变压器为单相壳式结构,变压器的次级线圈由单只内置冷却铜水管的铸铜绕组组成,通过软铜带与上电极相联接,紫铜板与下电极相联接,焊接 1
变压器采用调节可控硅导通角来调节焊接变压器的初级电压,从而达到调节次级电压的目的,同时改变了焊接电流,适应不同的焊接规范,次级电压的调节范围,按焊接规范要求可连续可调。 2.3压力传动装置 压力传动装置主要由活塞、气缸、支承座与滑块下端与上电极部分相联,活塞杆与上电极连为一体,当活塞杆上下移动时,使上电极在支承座导轨内上下移动。气缸供气采用电磁气阀控制,推出或推进气缸右侧的行程插销,可调节二档上电极的工作行程。而三气室工作头则可在0~100mm行程范围内无级可调。 2.4气路系统 点焊机电极的运动和对焊件的加压,均由气路系统来实现,气路系统由带有气压表的减压阀和电磁阀等组成。从而达到控制上电极上下运动,电极压力的大小根据工件厚度和相应工艺规范确定。 2.5上下电极部分 电极部分由电极压块、电极座、端头、电极杆及电极头组成,电极压块内部通有冷却水,它的后端分别由软铜带和导电排与焊接变压器次级线圈相连接。电极杆紧固在电极臂与端头之间,凸焊机还带有上、下电极平台。与工件直接接触的上下电极头材料采用铬锆铜。 2.6冷却系统 点焊机在工作过程中会产生大量热量,需要循环水进行充分冷却,否则将严重影响焊接质量。 2
第一章点焊方法和工艺 一、点焊方法: 点焊通常分为双面点焊和单面点焊两大类。双面点焊时,电极由工件的两侧向焊接处馈电。典型的双面点焊方式如图1所示。图中1a是最常用的方式。这时,工件的两侧均有电极压痕。图中1b表示用大接触面积的导电板做下电极,这样可以消除或减轻下面工作的压痕,常用于装饰性面板的点焊。图1c为,同时焊接两个或多个焊点的双面点焊,使用一个变压器而将各电极并联。这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态,材料厚度、电极压力都必须相同,才能保证通过各个焊点的电流基本一致。图中1d为采用多个变压器的双面多点点焊,这样可以避免1c的不足。 单面点焊时,电极由工件的同一侧向焊接处馈电。典型的单面点焊方式如图2所示。图中2a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。图中2b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。图中2c 为有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成分流。为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。图中2d为当两焊点的间距l很大,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A与电极同时压紧在工件上。 图1不同形式的双面点焊
图2 不同形式的单面点焊 采用铜芯棒的点焊是单面点焊的特殊形一个点,也可焊两个点。这种形式特别适于点焊结构空间狭小,电极难于或根本不能接近的工件。图3a中的芯棒实际是一块几毫米厚的铜板。图3b、c是同类工件的两种结构,结构b不如结构c,因为前者通过工件2的分流,不经过两工件的接触面,会减少焊接区的产热,因而需要增大焊接电流,这样就会增加工件2与两电极间接触面的产热,并且可能使工件烧穿。当芯棒断面较大时,为了节约铜料和制作方便,可以在夹布胶木或硬木制成的芯棒上包覆铜板或嵌入铜棒(图3d、e)。 由于芯棒与工件的接触面远大于电极与工件的接触面,熔核将偏向与电极接触的工件一侧。如果两工件的厚度不同,将厚件置于芯棒接触的一侧,则可减轻熔核偏移程度。
国内外金属材料牌号对照表 国内外常用灰铸铁牌号对照 序号国别铸 1 中国— HT350 HT300 HT250 HT200 HT150 HT100 2 日本— FC350 FC300 FC250 FC200 FC150 FC100 3 美国 NO.60 NO.50 NO.45 NO.35 NO.30 NO.20 — 4 前苏联CЧ40 CЧ3 5 CЧ30 CЧ25 CЧ20 CЧ15 CЧ10 5 德国 GG40 GG35 GG30 GG25 GG20 GG15 — 6 意大利— G35 G30 G25 G20 G15 G10 7 法国 FGL400 FGL350 FGL300 FGL250 FGL200 FGL150 — 8 英国— 350 300 250 200 150 100 9 波兰 Z140 Z135 Z130 Z125 Z120 Z115 — 10 印度 FG400 FG350 FG300 FG260 FG200 FG150 — 11 罗马尼亚 FC400 FC350 FC300 FC250 FC200 FC150 — 12 西班牙— FG35 FG30 FG25 FG20 FG15 — 13 比利时 FGG40 FGG35 FGG30 FGG25 FGG20 FGG15 FGG10 14 澳大利亚 T400 T350 T300 T260 T220 T150 — 15 瑞典 O140 O135 O130 O125 O120 O115 O110 16 匈牙利 OV40 OV35 OV30 OV25 OV20 OV15 — 17 保加利亚— Vch35 Vch30 Vch25 Vch20 Vch15 — 国际标准18 — 350 300 250 200 150 100 (ISO) 泛美标准19 FG400 FG350 FG300 FG250 FG200 FG150 FG100 (COPANT) 20 中国台湾—— FC300 FC250 FC200 FC150 FC100 21 荷兰— GG35 GG30 GG25 GG20 GG15 — 22 卢森堡 FGG40 FGG35 FGG30 FGG25 FGG20 FGG15 — 23 奥地利— GG35 GG30 GG25 GG20 GG15 — 国内外常用球墨铸铁牌号对照
点焊机原理 焊件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法称为电阻焊。电阻焊具有生产效率高、低成本、节省材料、易于自动化等特点,因此广泛应用于航空、航天、能源、电子、汽车、轻工等各工业部门,是重要的焊接工艺之一。 一、焊接热的产出及影响因素 点焊时产生的热量由下式决定:Q=IIRt(J)————(1) 式中:Q——产生的热量(J)、I——焊接电流(A)、R——电极间电阻(欧姆)、t——焊接时间(s) 1.电阻R及影响R的因素 电极间电阻包括工件本身电阻Rw,两工件间接触电阻Rc,电极与工件间接触电阻Rew.即R=2Rw+Rc+2Rew——(2)如图. 当工件和电极一定时,工件的电阻取决与它的电阻率.因此,电阻率是被焊材料的重要性能.电阻率高的金属其导电性差(如不锈钢)电阻率低的金属其导电性好(如铝合金)。因此,点焊不锈钢时产热易而散热难,点焊铝合金时产热难而散热易.点焊时,前者可用较小电流(几千安培),而后者就必须用很大电流(几万安培)。电阻率不仅取决与金属种类,还与金属的热处理状态、加工方式及温度有关。 接触电阻存在的时间是短暂,一般存在于焊接初期,由两方面原因形成: 1)工件和电极表面有高电阻系数的氧化物或脏物质层,会使电流遭到较大阻碍。过厚的氧化物和脏物质层甚至会使电流不能导通。 2)在表面十分洁净的条件下,由于表面的微观不平度,使工件只能在粗糙表面的局部形成接触点。在接触点处形成电流线的收拢。由于电流通路的缩小而增加了接触处的电阻。 电极与工件间的电阻Rew与Rc和Rw相比,由于铜合金的电阻率和硬度一般比工件低,因此很小,对熔核形成的影响更小,我们较少考虑它的影响。
中华人民共和国航空工业部部标准 HB/Z 77-84 铝合金电阻点焊和缝焊工艺 1 总则 1.1 本标准适用于LF2、LF3、LF6、LF21、LY12、LY16、LC4、LC9变形铝合金电阻点焊及LF2、LF3、LF6、LF21变形铝合金电阻缝焊工艺。 1.2 焊工应有焊接航空产品的焊接操作证书。 2 设备 2.1 焊机:点焊机、缝焊机。 2.1.1 焊接铝合金一般选用直流脉冲式、电容储能式、次级整流式等类型的焊机,缝焊机建议选用步进式的。 2.1.2 焊机最好具有三种加压方式:不变的压力、附加锻压力、附加予压和锻压力。 2.1.3 焊机电极臂应有足够的刚性,当施加最大额定压力时,臂长不大于500㎜,弹性挠 度应不超过1.5㎜,臂长不大于1200㎜,挠度应不超过2㎜。 2.1.4 焊机在规定气压范围和额定焊接速度下工作时,电极压力的波动应不超过+8%。上电极下降时应平稳无冲击现象。 2.1.5 焊机工作时,电源电压应在额定值的+5%范围内。管道压缩空气压力应不低于 5kg/cm2,室温应不低于15℃。 2.1.6 焊机的次级回路电阻,直流脉冲焊机应不大于60μΩ,交流焊机应不大于100μΩ,单个活动连结处电阻不大于20μΩ,单个固定结合处电阻不大于2μΩ。焊机的次级回路电阻至少三个月测量一次,并记入设备档案中。 2.1.7 焊机应定期检修,活动导电部分应定期更换石墨润滑剂。 2.1.8 焊机应配备必要的专用工具。 2.1.9 焊机在安装、改装、大修或改变动力线路之后,由工厂主管部门组织进行鉴定,鉴定合格后才允许投入生产使用。 焊机鉴定内容如下: a.按附录A《焊机鉴定表》规定内容测量焊机的参数。 b.选用生产中常用的一种材料,取最薄和最厚的两种相同厚度的组合进行工艺稳定性试 验,试验内容列于表1,试验结果应符合表1及HB5276--84《铝合金电阻点焊和缝焊质量检验》的规定。在全部试验项目中有一项不合格,则应调整焊机重新试验,直到全部试验项目合格为止。鉴定试验结果应记入焊机鉴定表中(附录A)。 c.焊机鉴定试验应按生产需要在该焊机上焊接的最高等级接头的要求进行。 2.2 电极和滚盘 2.2.1 电极和滚盘可以采用镉青铜或其它铜合金,其导电率应不低于80%IACS(国际标准退火铜)。布氏硬度不小于110kgf/mm2。当电极压力不大于600kgf时,可选用布氏硬度不小于80 kgf/mm2的冷拉钢。 2.2.2 电极和滚盘应按不同材料分别打上印记,并不在损伤其工作面的条件下存放。 航空工业部1983-05-30发布1984-07-01实施
点焊工艺基础知识 版本:A/0 1主题内容与适用范围 2焊点的形成及对其质量的一般要求 焊接是两种或两种以上同种或异种材料通过分子或原子间的结合和扩散而连成一体的工艺加工过程。 焊接包括:熔化焊、压焊、钎焊。 压焊包括:电阻焊、锻焊、摩擦焊、高频焊、超声波焊等等。 电阻焊包括:点焊、凸焊、对焊、缝焊。 电阻焊就是将工件置于两个电极之间加压,通以电流,利用工件的电阻产生热量并形成局部熔化,或达到塑性状态.断电后,压力继续作用,形成牢固接头。 2。1焊点的形成 点焊过程可分为彼此相联的三个阶段:预加压力、通电加热和锻压。
2。1。1预加压力 预加电极压力是为了使焊件在焊接处紧密接触。若压力不足,则接触电阻过大,导致焊件烧穿或将电极工作面烧损.因此,通电前电极力应达到预定值,以保证电极与焊件、焊件与焊件之间的接触电阻保持稳定。 2.1.2通电加热 通电加热是为了供焊件之间形成所需的熔化核心。在预加电极压力下通电,则在两电极接触表面之间的金属圆柱体内有最大的电流密度,靠焊件之间的接触电阻和焊件自身的电阻,产生相当大的热量,温度也很高.尤其是在焊件之间的接触面处,首先熔化,形成熔化核心。电极与焊件之间的接触电阻也产生热量,但大部分被水冷的铜合金电极带走,于是电极与焊件之间接触处的温度远比焊件之间接触处为低。正常情况下是达不到熔化温度.在圆柱体周围的金属因电流密度小,温度不高,其中靠近熔化核心的金属温度较高,达到塑性状态,在压力作用下发生焊接,形成一个塑性金属环,紧密地包围着熔化核心,不使熔化金属向外溢出. 在通电加热过程中有两种情况可能引起飞溅:一种是开始时电极预压力过小,熔化核心周围未形成塑性金属环而向外飞溅;另一种是加热结束时,因加热进间过长,熔化核心过大,电极压力下,塑性金属环发生崩溃,熔化金属从焊件之间或焊件表面溢出。 2。1.3锻压 锻压是在切断焊接电流后,电极继续对焊点挤压的过程,对焊点起着压实作用。断
武汉兴园金属有限责任公司 点焊工艺基础知识 版本:A/0 1 主题内容与适用范围 2 焊点的形成及对其质量的一般要求 焊接是两种或两种以上同种或异种材料通过分子或原子间的结合和扩散而连成一体的工艺加工过程。 焊接包括:熔化焊、压焊、钎焊。 压焊包括:电阻焊、锻焊、摩擦焊、高频焊、超声波焊等等。 电阻焊包括:点焊、凸焊、对焊、缝焊。 电阻焊就是将工件置于两个电极之间加压,通以电流,利用工件的电阻产生热量并形成局部熔化,或达到塑性状态。断电后,压力继续作用,形成牢固接头。 2.1焊点的形成 点焊过程可分为彼此相联的三个阶段:预加压力、通电加热和锻压。 2.1.1预加压力 预加电极压力是为了使焊件在焊接处紧密接触。若压力不足,则接触电阻过大,导致焊件烧穿或将电极工作面烧损。因此,通电前电极力应达到预定值,以保证电极与焊件、焊件与焊件之间的接触电阻保持稳定。 2.1.2通电加热 通电加热是为了供焊件之间形成所需的熔化核心。在预加电极压力下通电,则在两电极接触表面之间的金属圆柱体内有最大的电流密度,靠焊件之间的接触电阻和焊件自身的电阻,产生相当大的热量,温度也很高。尤其是在焊件之间的接触面处,首先熔化,形成熔化核心。电极与焊件之间的接触电阻也产生热量,但大部分被水冷的铜合金电极带走,于是电极与焊件之间接触处的温度远比焊件之
间接触处为低。正常情况下是达不到熔化温度。在圆柱体周围的金属因电流密度小,温度不高,其中靠近熔化核心的金属温度较高,达到塑性状态,在压力作用下发生焊接,形成一个塑性金属环,紧密地包围着熔化核心,不使熔化金属向外溢出。 在通电加热过程中有两种情况可能引起飞溅:一种是开始时电极预压力过小,熔化核心周围未形成塑性金属环而向外飞溅;另一种是加热结束时,因加热进间过长,熔化核心过大,电极压力下,塑性金属环发生崩溃,熔化金属从焊件之间或焊件表面溢出。 2.1.3锻压 锻压是在切断焊接电流后,电极继续对焊点挤压的过程,对焊点起着压实作用。断电后,熔化核心是在封闭的金属“壳”内开始冷却结晶的,收缩不自由。如果此时没有压力作用,焊点易出现缩孔和裂纹,影响焊点强度。如果有电极挤压,产生的挤压变形使熔核收缩自由并变得密实。因此,电极压力必须在断电后继续维持到熔核金属全部凝固之后才能解除。锻压持续时间视焊件厚度而定。对于厚度1-8mm的钢板一般为0.1-2.5秒。 当焊件厚度较大,(铝合金为1.6-2mm,钢板为5-6mm)时,因熔核周围金属壳较厚,常需增加锻压力。加大压力的时间须控制好。过早,会把熔化金属挤出来变成飞溅,过晚,熔化金属已凝固而失去作用。一般断电后在0-0.2秒内加大锻压力。 以上是焊点形成的一般过程。在实际生产中,往往根据不同材料、结构以及对焊接质量的要求,采用一些特殊的工艺措施。例如:对热裂纹倾向较大的材料,可采用附加缓冷脉冲的点焊工艺,以降低熔核的凝固速度;对调质材料的焊接,可在两电极之间作焊后热处理,以改善因快速加热、冷却而产生的脆性淬火组织;在加压方面,可以采用马鞍形、阶梯形或多次阶梯形等电极压力循环。以满足不同质量要求的零件焊接。 2.2对焊点质量的一般要求 点焊接头的强度决定于焊点的几何尺寸及其内外质量。焊点的几何尺寸如图1所示,一般要求熔核直径随板厚增加而增大。 通常用下式表示: δ d 5 = n
常用金属材料的焊接(不锈钢) 24 试述耐候钢及耐海水腐蚀用钢的焊接工艺。 铜、磷能显著地降低钢的腐蚀速度,这是耐候钢及耐海水腐蚀用钢的主要合金元素,常用耐候钢及耐海水腐蚀用钢有:16CuCr、12MnCuCr、15MnCuCr、09Mn2Cu、16MnCu、09MnCuPTi、08MnPRE、10MnPNbRE钢等。 铜、磷耐蚀钢对焊接热循环不敏感,焊接热影响区的最高硬度不超过350HV。虽然钢中含有Cu、P等元素,但其含量均不高,通常铜的质量分数控制在0.2%~0.4%,不会促使产生热裂纹。含磷钢中碳、磷的质量分数都在0.25%以下,因而钢的冷脆倾向也不大,所以焊接性良好,焊接工艺与强度级别较低(σs为343~392MPa)的普通热轧钢相同。 焊接耐候及耐海水腐蚀用钢的焊条,见表17。埋弧焊时,采用H08MnA、H10Mn2焊丝配合HJ431焊剂。 表17 焊接耐候及耐海水腐蚀用钢的焊条 牌号型号主要用途 J422CrCu E4303 焊接12CrMoCu J502CuP 焊接10MnPNbRE、08MnP、09MnCuPTi J502NiCu E5003-G 焊接耐候铁道车辆09MnCuPTi J502WCr J502CrNiCu E5003-G 焊接耐候近海工程结构 J506WCu E5016-G 焊接耐候用钢09MnCuPTi J506NiCu E5016-G 焊接耐候用钢 J507NiCu E5015-G 焊接耐候用钢 J507CrNi E5015-G 焊接耐海水腐蚀用钢的海洋重要结构 25 什么是不锈钢的晶闸腐蚀? 不锈钢在腐蚀介质作用下,在晶粒之间产生的一种腐蚀现象称为晶闸腐蚀。产生晶闸腐蚀的不锈钢,当受到应力作用时,即会沿晶界断裂、强度几乎完全消失,这是不锈钢的一种最危险的破坏形式。晶闸腐蚀可以分别产生在焊接接头的热影响区、焊缝或熔合线上,在熔合线上产生的晶间腐蚀又称刀状腐蚀,见图2。
材料名称密度(克/厘米3) 灰口铸铁 ~ 白口铸铁 ~ 可锻铸铁 ~ 铸钢 工业纯铁 普通碳素钢 优质碳素钢 碳素工具钢 易切钢 锰钢 15CrA铬钢 20Cr、30Cr、40Cr铬钢 38CrA铬钢 铬钒、铬镍、铬镍钼、铬锰、硅、铬锰硅镍、硅锰、硅铬钢铬镍钨钢 铬钼铝钢 含钨9高速工具钢
含钨18高速工具钢 高强度合金钢 轴承钢 不锈钢 0Cr13、1Cr13、2Cr13、3Cr13、4Cr13、 Cr17Ni2、Cr18、9Cr18、Cr25、Cr28 0Cr18Ni9、1Cr18Ni9、Cr18Ni9Ti、2Cr18Ni9 Cr14、Cr17 、4-4-4锡青铜 1Cr18Ni11Si4A1Ti 7铝青铜 19-2铝青铜 9-4、铝青铜 9-4、铝青铜 10-4-4铝青铜 铍青铜 3-1硅青铜 1-3硅青铜
1铍青铜 镉青铜 铬青铜 锰青铜 5锰青铜 白铜 B5、B19、B30、 BMn3-12 BZN15-20 BA113-3 纯铝 防锈铝 LF2、LF43 LF3 LF5、LF10、LF11 LF6 LF21 硬铝 LY1、LY2、LY4、LY6 LY3
LY7、LY8、LY10、LY11、LY14 LY9、LY12 LY16、LY17 锻铝 LD2、LD30 LD4 灰铸铁 HT100~HT350 白口铸铁 S15、P08、J13等 可锻铸铁 KT30-6~KT270-2 铸钢 ZG45、ZG35CrMnSi等 工业纯铁 DT1--DT6 普通碳素钢 Q195、Q215、Q235、Q255、Q275 优质碳素钢 05F、08F、15F 10、15、20、25、30、35、40、45、50 碳素工具钢 T7、T8、T9、T10、T12、T13、T7A、T8A、T9A、T10A、 T11A、T12A、T13A、T8MnA 易切钢 Y12、Y30 弹簧钢丝Ⅰ、Ⅱ、Ⅱa、Ⅲ 低碳优质钢丝 Zd、Zg 锰钢 20Mn、60Mn、65Mn 铬钢 15CrA 20Cr、30Cr、40Cr 38CrA 铬钒钢 50CrVA 铬镍钢 12CrNi3A、20CrNi3A 37CrNi3A 铬镍钼钢 40CrNiMoA 铬镍钨钢 18Cr2Ni4WA 铬钼铝钢 38CrMoA1A 铬锰硅钢 30CrMnSiA 铬锰硅镍钢 30CrMnSiNi2A 硅锰钢 60Si2nMnA 硅铬钢 70Si2CrA 高强度合金钢 GC-4、GC11 高速工具钢 W9Cr4V W18Cr4V 轴承钢 GCr15 不锈钢 0Cr13、1Cr13、2Cr13、3Cr13、4Cr13 Cr14、Cr17 Cr17Ni2、Cr18、9Cr18、Cr25、Cr28 0Cr18Ni9、1Cr18Ni9 1Cr18Ni9Ti、2Cr18Ni9 Cr18Ni11Nb
常用金属材料 一﹑黑色金属类 1﹑冷轧板分类﹕一般用(SPCC) 冲压用(SPCD) 加工状态D麻面轧辊经磨床加工后喷丸处理 B光亮表面轧辊经磨床精加工 常用﹕SPCC-SD SPCD-SD SPCE-SD SPCC-SB (金光板﹐表面光亮无针孔状﹐成型后可直接电镀) 2﹑热浸镀锌板又名亚板(SGCC,SGCD,SGCE) 基体为铁板﹐浸入熔融的锌液中镀锌而成)
二﹑有色金属类 1﹑铝 变形铝及变形铝合金的分类(按主要合金元素分类) 退火状态 O状态 H12 1/4硬﹐完全退火后冷加工硬化﹐变形量为18% H14 1/2硬﹐完全退火后冷变形约为35% H16 3/4硬﹐完全退火后冷变形约为55% H18 硬性﹐完全退火后冷变形约为75% H19 超硬性 常用“O”--------------拉伸用 “H14”-------------一般用 2﹑铜 铜合金按其化学成分可分为黄铜﹐青铜﹐白铜三大类
3﹑电解镀锌板又名电解板(SECC﹑SECD﹑SECE)基体为铁板﹐表面经电解镀锌而成 镀层厚度为1um﹐相应镀层重量为7.1g/m2。 4﹑镀铝铁板 基体为铁板﹐浸入熔融的铝液中镀铝而成﹐呈灰色﹐手感好﹐具有良好的耐热性﹐耐腐性﹐热反射性。 目前亚洲地区仅日本﹐韩国有生产此钢种。 表面处理状态﹕O涂油 C 铬酸盐 X 不处理 镀层重量常用﹕40~~150g/m2﹐TKC常用80~120g/m2(双面) 5﹑镀铝锌铁板 基体为铁板﹐表面以经热镀铝﹑锌而成﹐外观呈亮色小块状花纹﹐有更佳可观性。以55%铝﹐43.5%锌及1.5%硅组成(重量比)(容积比80%铝﹐19%锌﹐1%硅) 6﹑不锈钢(SUS) 铬可防止钢表面产生锈皮﹐一般所称的不锈钢是指含铬量在12%以上但低于30%。
电焊点焊要怎么点? 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 点焊通常分为双面点焊和单面点焊两大类。双面点焊时,电极由工件的两侧向焊接处馈电。典型的双面点焊方式是最常用的方式,这时工件的两侧均有电极压痕。大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。常用于装饰性面板的点焊。同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致采用多个变压器的双面多点点焊,这样可以避免c的不足。 是焊件在接头处接触面的个别点上被焊接起来。点焊要求金属要有较好的塑性。为最简单的应用点焊的例子。焊接时,先把焊件表面清理干净,再把被焊的板料搭接装配好,压在两柱状铜电极之间,施加P 力压紧,如图2所示。当通过足够大的电流时,在板的接触处产生大量的电阻热,将中心最热区域的金属很快加热至高塑性或熔化状态,形成一个透镜形的液态熔池。继续保持压力P,断开电流,金属冷却后,形成了一个焊点。如图3所示,是一台点焊机的示意图。点焊由于焊点间有一定的间距,所以只用于没有密封性要求的薄板搭接结构和金属网、交叉钢筋结构件等的焊接。如果把柱状电极换成圆盘状电极,电极紧压焊件并转动,焊件在圆盘状电极只间连续送进,再配合脉冲式通电。就能形成一个连续并重叠的焊点,形成焊缝,这就是缝焊。它主要用于有密封要求或接头强度要求较高的薄板搭接结构件的焊接,如油箱、水箱等。 电阻焊前的工件清理 无论是点焊、缝焊或凸焊,在焊前必须进行工件表面清理,以保证接头质量稳定。 清理方法分机械清理和化学清理两种。常用的机械清理方法有喷砂、喷丸、抛光以及用纱布或钢丝刷等。 不同的金属和合金,需采用不同的清理方法。简介如下:
1、碳素结构钢 中国现行标准牌号中国旧标准牌号日本旧标准牌号日本现行标准牌号GB700-2006 GB/T700-88 JIS G3101(1987) JIS G3101-2004 等级等级 Q195 Q195 - Q215-A Q215-A SS330 Q215-B Q215-B SS330 Q235-A Q235-A SS400 Q235-B Q235-B SS400 Q235-C Q235-C SS400 Q235-D Q235-D SS400 Q255-A SM400A ( JISG3106-2004 ) Q255-B SM400B ( JISG3106-2004) Q275 SS490 Q275-A - Q275-B - Q275-C SS540 Q275-D SS540 发至:电梯设计部、电梯技术部、扶梯技术部和亚洲研究开发中心各科室标记处数 2、结构钢 中国现行标准牌号中国旧标准牌号日本旧标准牌号日本现行标准牌号GB712-2000 GB712-88 一般强度钢等级一般强度钢等级
A A B B C C D D E E 高强度钢等级高强度钢等级 A32 AH32 A36 AH36 A46 D32 DH32 D36 DH36 D40 E32 EH32 E36 EH36 E40 F32 F36 F40 发至:电梯设计部、电梯技术部、扶梯技术部和亚洲研究开发中心各科室标记处数 3、弹簧钢 日本旧标准牌号 中国现行标准牌号中国旧标准牌号日本现行标准牌号GB1222-84 GB/T1222-75 JISG3506-1956 JISG4801-1984 JISG3506-2004 JISG4801-2005 65 65 -SUP2 SWRH67A -SWRH67B 70 70 SWRH72A ---SWRH72B SWRS72B(JISG3502-2004)