
第一次作业(部分解答):
1. 试画出下图所示切断刀的正交平面参考系的标注角度o γ、o α、r K 、r K '、s λ(要求标出假定主运动方向c v 、假定进给运动方向f v 、基面r P 和切削平面s P )
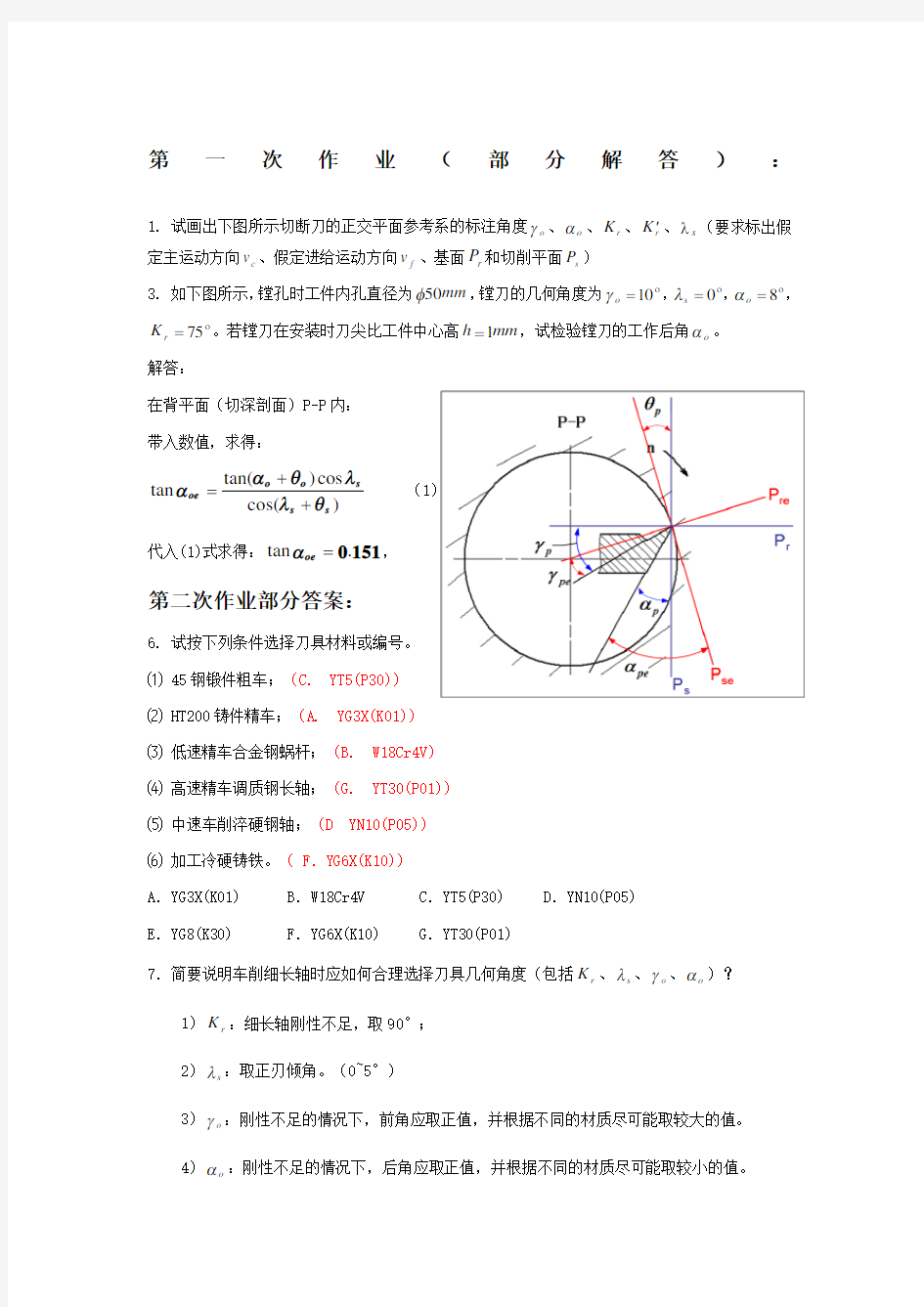
3. 如下图所示,镗孔时工件内孔直径为mm 50φ,镗刀的几何角度为ο10=o γ,ο0=s λ,
ο8=o α,ο75=r K 。若镗刀在安装时刀尖比工件中心高mm h 1=,试检验镗刀的工作后角o α。
解答:
在背平面(切深剖面)P-P 内: 带入数值,求得:
)
cos(cos )tan(tan s s s
o o oe θλλθαα++=
(1)
代入(1)式求得:1510.tan =oe α,
第二次作业部分答案:
6. 试按下列条件选择刀具材料或编号。 ⑴ 45钢锻件粗车;(C. YT5(P30)) ⑵ HT200铸件精车;(A. YG3X(K01)) ⑶ 低速精车合金钢蜗杆;(B. W18Cr4V ) ⑷ 高速精车调质钢长轴;(G. YT30(P01)) ⑸ 中速车削淬硬钢轴;(D YN10(P05)) ⑹ 加工冷硬铸铁。( F .YG6X(K10))
A .YG3X(K01)
B .W18Cr4V
C .YT5(P30)
D .YN10(P05)
E .YG8(K30)
F .YG6X(K10)
G .YT30(P01)
7.简要说明车削细长轴时应如何合理选择刀具几何角度(包括r K 、s λ、o γ、o α)?
1)r K :细长轴刚性不足,取90°; 2)s λ:取正刃倾角。(0~5°)
3)o γ:刚性不足的情况下,前角应取正值,并根据不同的材质尽可能取较大的值。 4)o α:刚性不足的情况下,后角应取正值,并根据不同的材质尽可能取较小的值。
第四次作业部分解答:
4.在三台车床上分别用两顶尖安装工件,如下图所示,各加工一批细长轴,加工后经测量发现
1号车床产品出现腰鼓形,2号车床产品出现鞍形,3号车床产品出现锥形,试分析产生上述各种形状误差的主要原因。 解答:
(a) 主要原因:工件刚性差,径向力使工件产生变形,“让刀”;误差复映。
(b )主要原因:工件回转中心(前后顶尖)与走刀方向(导轨)不平行,如:两顶尖在垂直方向不等高、机床导轨磨损等;工件刚性强,但床头、尾座刚性差;误差复映等。 (c) 主要原因:刀具的磨损;机床前后顶尖在水平方向偏移;误差复映等。
5.在车床上车削一批小轴,经测量实际尺寸大于要求的尺寸从而必须返修的小轴数占24%,小于要求的尺寸从而不能返修的小轴数占2%,若小轴的直径公差mm T 16.0=,整批工件的实际尺寸按正态分布,试确定该工序的均方差σ,并判断车刀的调整误差为多少? 解答:
已知:T=,可修复废品率=24%=,不可修复废品率=2%=
查表:
71.0=a z 05.2=b z
求出:
039.0=?
6、在自动车床加工一批小轴,从中抽检200件,若以0.01 mm 为组距将该批工件按尺寸大小分组,所测数据如下
若图纸的加工要求为φ1514
.004.0+-mm ,试求: ⑴绘制整批工件实际尺寸的分布曲线? ⑵计算合格率及废品率?
⑶计算工艺能力系数,若该工序允许废品率为3%,问工序精度能否满足? 解答:
024
.0)3)0832.15145.15(4)0832.15025.15(2)0832.15015.15((2001
222≈?-++?-+?-?=
Λσ加工要求:14.004.015+-φ, 96.14min =x , 14.15max =x
公差带中心: 05.152
14
.1596.14≈+=
T x
合格率=+==%; 废品率==% 第五次作业部分答案
3.切削加工时可以采用哪些措施减小加工表面粗糙度?
答:减小表面粗糙度值的办法有刀具几何参数,工件材料和加工因素等方面。 ①刀具方面:
a 减小主偏角,副偏角,增大刀尖圆弧半径,都可以降低残留面积高度,减小表面粗糙度值。
b 适当增大前角,可减小变形,有利于减小表面粗糙度值。
c 适当增大后角,可减少刀具与工件的摩擦和挤压,有利于减小表面粗糙度值。
d 正值的刃倾角使切屑流向工件待加工表面,可以防止切屑拉毛已加工表面。
e 车刀刃磨后,进行研磨,减小刀具的表面粗糙程度值,有利于减小表面粗糙度值。 ②工件材料:
塑性材料的塑性越大,切削变形越大,与刀具的粘接作用增加,表面粗糙度值增大。利用物理方法对材料进行退火、正火、时效、调质等办法能提高材料的力学性能,有利于减小表面粗糙度值。
③加工因素:
a 进给量影响残留面积高度,进给量减小,表面粗糙度值减小。
b 选择适当的切削速度,避开出现积屑瘤,有利于减小表面粗糙度值。
c 选用适当的乳化液,增加润滑性能,减小刀具与工件的摩擦,有利于减小表面粗糙度值。 第六次作业答案
1.图示零件,毛坯为mm 35φ棒料,批量生产时其机械加工工艺过程如下所述,试分析其工艺过程的组成。
机械加工工艺过程:①在锯床上下料;②车一端面钻中心孔;③调头,车另一端面钻中心孔;④将整批工件靠螺纹一边都车至mm 30φ;⑤调头车削整批工件的mm 18φ外圆;⑥车mm 20φ外圆;
ο2.图示为在两顶尖间加工小轴小端外圆及台肩面2的工序图,试分析台肩面2的设计基准、定位基准及测量基准。
设计基准、定为基准、测量基准均为1面,基准重合。
3.试分析说明图中各零件加工主要表面时定位基准(粗、精)应如何选择? 1)以Φ180外圆为粗基准,加工Φ60外圆及左侧两端面;
2)以Φ60外圆为精基准,加工Φ180外圆、右侧大端面以及Φ40内孔,保证大端面与内孔的垂直度要求;
3)以内孔为精基准(心轴定位),加工Φ180外圆、Φ60外圆以及齿轮轮齿。 第七次作业答案:
1. 某铸件箱体的主轴孔设计要求为φ180J6(018
.0007.0+-),在成批生产中加工顺序为:粗镗——半
精镗——精镗——浮动镗,其各工序的加工余量和相应所达到的公差等级下表所示。试查阅有关手册计算出各工序的基本尺寸和各工序尺寸及偏差,填入表内。 工序名称 工序余量
mm 工序所能达到 公差等级 工序基本尺寸
工序尺寸及
偏差 浮动镗孔 IT6 Φ180 精镗孔 IT7 Φ 半精镗孔 IT9 Φ 粗镗孔 6 IT11 Φ176 总余量
10
IT16
Φ170
2、 在成批生产的条件下,加工下图所示零件,其工艺路线如下:①粗、精刨底面;②粗、精刨顶面;③在卧式镗床上镗孔。i 粗镗、半精镗、精镗孔;ii 将工作台准确地移动mm )03.080(±后粗镗、半精镗、精镗760H φ孔。
试分析上述工艺路线有何不合理之处,并提出改进方案。 解答:不合理之处:不符合粗精分开的原则。 改进后的方案:① 粗刨底面;
② 粗刨顶面; ③ 粗镗Φ80孔; ④ 粗镗Φ60孔; ⑤ 精刨底面; ⑥ 精刨顶面;
⑦ 半精镗Φ80孔、Φ60孔; ⑧ 精镗Φ80孔、Φ60孔;
3、 如下图所示为被加工零件,要求保证尺寸6±0.1mm 。由于该尺寸不便测量,只好通过测量尺寸L 来间接保证。试求测量尺寸L 及其上、下偏差,并分析有无假废品现象存在? 解答:尺寸链如图所示。 封闭环:1.060±=L 增环:L
减环:0
05.0236-=L
01.0210-=+-=EIL ESL ESL ESL 检验中如果L 尺寸超差,可能出现假废品现象。此时应同时检验L 1 、L 2尺寸,如果有超差,则为废品。 4、 下图所示为轴套零件,在车床上已加工好外圆、内孔及各面,现许在铣床上铣出右端槽,并保证尺寸mm
006.05-L
L 0
L 1 L 2
及mm 2.026±,求试切调刀时的度量尺寸H 、A 及其上下偏差。 解答:
尺寸链1如下图所示, 封闭环:2.026±
依据尺寸链公式可求出:1
.005.06++=A
尺寸链2如右图所示 封闭环:0
06.05-
依据尺寸链公式可求出:02
.006.025--=H
5.下图所示为箱体零件(图中只标注了有关尺寸),试分析计算:
⑴ 若孔1O 、2O 分别都以M 面为基准镗孔时,试标注两镗孔工序的工序尺寸;
⑵ 检验孔距时,因mm )08.080(±不便于测量,故选测量尺寸1A ,试求工序尺寸1A 及其上下偏差;
⑶ 若实测尺寸1A 超差了,能否直接判断该零件为废品? 解答:
(1)以M 为基准镗孔,工序尺寸L 1、L 2如右图所示,尺寸链如右中图所示。 封闭环:08.0800±=L 反计算求L 1、L 2
取:1.01=TL 06.02=TL L 1为协调环,03.0502±=L 求出:05.01301±=L (2)尺寸链如右下图所示。
封闭环:08.0800±=A 增环:0175
.003220+==A A
求出:045
.008.0140+-=A 第八次作业答案:
⒈ 如图所示为被加工零件(仅注有关尺寸),其工艺过程如下∶
A
H
L 0
L 2
L 1
A 2
A 3
A 0
A 1
工序1∶铣上下两端面至尺寸A 125010018
=++.. mm; 工序2∶钻孔d ,铣沉孔D 至深A2;
工序3∶磨顶面至零件尺寸要求;(25005001
--..,100024
+.)
试确定工序尺寸A2及磨削余量Z 。 解答:
计算A 2,提取右图尺寸链。
其中:封闭环
24
00010.+=A
增环:A 2,01
0050325..--=A
减环:
180100125..++=A
根据极值法公式,求出:35
0230210..++=A
计算Z ,提取右图尺寸链。
其中:封闭环
24
00010.+=A
增环:
350230210..++=A , 减环:Z
根据极值法公式,求出:23
01100..++=Z , Z min=
2.下图(a )所示为轴套零件简图(图中只标注了有关的轴向尺寸),按工厂资料,其工艺过程的部分工序如图(b )所示:工序Ⅴ,精车小端外圆、端面及台肩;工序Ⅵ,钻孔;工序Ⅶ,热处理;工序Ⅷ,磨孔及底面;工序Ⅸ,磨小端外圆及肩面。试求工序尺寸A 、B 及其偏差。 解答:分析工艺过程,
尺寸30550..±=A 及3
00
023.+=B 分别为某尺寸链
封闭环。加工过程如右图所示,提取尺寸链(1) 尺寸链(1)中:3
00023.+=B 为封闭环。
增环:1
00226.+=C ,1
00
326.+=C
减环:B
根据极值法公式,求得:01029.-=B
提取尺寸链(2),其中: 封闭环:30550..±=A 增环:10251..±=C ,1
00326.+=C ,A
减环:01029.-=B
根据极值法公式,
求得:
02033..-=A
3.某零件的加工路线如图所示:工序Ⅰ,粗车小端外圆、轴肩及端面;工序Ⅱ,车大端外圆及端面;工序Ⅲ,精车小端外圆、轴肩及端面。
试校核工序Ⅲ精车小端外圆端面的余量是否合适?若余量不够应如何改进?最小余量须≥0。 解答:提取尺寸链(1)
5Z 为封闭环。
提取尺寸链(2),4Z
104.min -=Z 改进:
将尺寸 0500
5
05352.
.--?
4.图(a )所示为某零件简图,其部分工序如图(b c )、(d )所示。试校核工序图上所标注的工序尺寸及偏差是否正确?如不正确应如何改正? 解答:
如右图所示,4
00110.+=A ,0
10210.-=A ,0
30340.-=A
分析工艺过程, 尺寸4
00
110.+=A 及0
30340.-=A 分别为某尺寸链封闭环。分析加工过程,提取尺寸链(1) 尺寸链(1)中:
封闭环:0
3030340.-==A A
增环:0
1031340..-=A ,0
102210.-=A 减环:02021410..-=A
按照尺寸链要求,21223130A A A A -+=, 但是:4101034040..-+≠ 需修改公称尺寸,将41021.=A 改为31021.=A 3030.=TA Θ
,按照反计算,取:10212231.===TA TA TA
取21A 为协调环,按照入体原则,取:0
102210.-=A ,0
1031340..-=A
由尺寸链公式,求出:
1
0021310..+=A
分析加工过程,提取尺寸链(2) 尺寸链(2)中:
Z 4
3
Z 2
Z 1
Z 5
05
052.-03
022.-01
0520..-02050.-01
020.-(1)
封闭环:4
00
10110.+==A A
增环:0
1031340..-=A ,0
102210.-=A 减环:
10021310..+=A ,0
303330.-=A
显然,33A 尺寸不合理,现以33A 为协调环,按尺寸链公式求出: 第九次作业答案
1.应用夹紧力的确定原则,分析下图所示夹紧方案,指出不妥之处并加以改正。 2.根据六点定位原理,分析下图所示各定位方案中各定位元件所消除的自由度。
解答:
(a )双顶尖部分定位,消除5个自由度,即:X 、Y 、Z 、Y )、Z )
(b )部分定位,消除5个自由度,即:X 、Y 、Z 、Y )、Z )
(c )部分定位,消除4个自由度,即:Y 、Z 、Y )、Z )
(d )长销小平面组合,部分定位,消除5个自由度,即:X 、Y 、Z 、Y )、Z )
(e )完全定位,消除6个自由度,即:X 、Y 、Z 、X )
、Y )、Z ) (f )部分定位,消除5个自由度,即:X 、Y 、Z 、X )
、Y )
3.根据六点定位原理,分析下图所示各定位方案中各定位元件所消除的自由度。如果属于过定位或欠定位,请指出可能出现什么不良后果,并提出改进方案。
解答:
(a )Y )、Z )
两个自由度过定位,改进:(1)改为双顶尖定位,或(2)三爪卡盘夹持部分缩短。
(b )短圆销大平面限制X 、Y 、Z 、X )
、Y ) 5个自由度,V 型块限制Z 、Z )两
个自由度过定位,但弹性支撑的
V 型块,释放了Z 方向自由度。所以,属完全定
位。
(c )部分定位,消除5个自由度。
4.如下图所示,工件以A 、B 面定位加工孔710H φ,试计算尺寸mm )1.012(±和mm )1.030(±的定位误差。
解答:
对于尺寸mm )1.030(±: 对于尺寸mm )1.012(±:
5.一批工件如下图所示,以圆孔mm H )(.021
00
720+φ用芯轴mm g )(..007
00200620--φ定位,在立式
铣床上用顶尖顶住芯轴铣槽。其中外圆mm h )(.0
0160640-φ、720H φ内孔及两端面均已加工合格,外圆对内孔的径向跳动在mm 02.0之内。要保证铣槽的主要技术要求为:
⑴槽宽b 为)(.0
0430912-h ; ⑵槽距端面尺寸为)(.0
2101220-h ; ⑶槽底位置尺寸为)(..016011834-h ;
⑷槽两侧对外圆轴线的对称度公差为mm 1.0。 试分析其定位误差对保证各项技术要求的影响。
解答:
(1) 槽宽b :由刀具决定槽宽的尺寸精度,定位误差对此项精度没有影响。 (2) 槽距端面尺寸:基准重合。0=?D
(3) 槽底位置尺寸:
16
03
1
035001602
1
0200130021021...)...(?<=?+++=
?+?=?B Y D
(4) 槽两侧对外圆轴线的对称度公差:103
1
01002021...?<=?=
?D 第十次作业答案
1、有一批工件,如下图(a )所示。采用钻模夹具钻削工件上mm 5φ(O 1)
和mm 8φ(O 2)两孔,除保证图纸要求外,还要求保证两孔连心线通过mm
600
1.0-φ的轴线,其对称度公差为mm 08.0。现采用图(b )、(c )、(d )所示三种定位方案,若定位误差不得大于工序公差的1/2。试问这三种定位方案是否都可行?(ο90=α) 解答:
(b )图:对于O 2孔,25021
12102104521022
22...sin .sin
?<≈+=+
=
?ο
Td Td D α
对于O 1孔,1021
02102104521022
21...sin .sin
?<≈-=-
=
?οTd Td D α
(c )图:对于O 2孔,25021021021045
21022
22...sin .sin
?<≈-=-
=
?οTd Td D α
对于O 1孔,1021121021045
21022
21...sin .sin
?>≈+=+
=
?οTd Td D α
(d )图: 0502
1
0221..===?=?Td D D
通过中心的偏移量:08021
0710452102
2..sin .sin
?>≈==?ο
αTd D 综上:只有b 方案可行。
2.如下图所示,在工件上铣一键槽,其要求见图示,试计算各方案在尺寸
mm 450 2.0-及槽宽对称度方面的定位误差,并分析哪种定位方案正确?
解答:
(b )图,对尺寸45:
203
1
0795002502110013002102145...)...(?>=?+++=
?+?=?B Y D 对称度:0=?对称D
(c )图,对尺寸45:203
1
01250025021045...?<=?+=?+?=?B Y D
对称度:对称对称T D 3
1
05010>=?=?..21,050.=对称T
(d )图,对尺寸45:203
1
045.?<=?D
对称度:对称对称T D 3
1
0625010025021>=?+?=?..21.,050.=对称T
(e )图,对尺寸45:203
1
045.?<=?D
对称度:对称对称T D 3
1
05010>=?=?..21,050.=对称T
(f )图,对尺寸45:203
1
01250025021045...?<=?+=?+?=?B Y D
对称度:对称对称T D 3
1
05010>=?=?..21,050.=对称T
各定位方案均不能满足要求。
3.在轴上铣一平面,工件定位方案如下图所示,试求尺寸A 的定位误差。
解答:
4.下图所示为某铣键槽工序的加工要求:键宽1.00 8+mm 、键槽深度尺寸0
1.076-mm 及键槽对φ80轴线对称度为0.2mm 。已知轴径尺寸0 1.080-φmm ,试分别计算如图b 、
图c 所示两种定位方案的定位误差,并判断哪个方案更好。 解:①对于方案b :
定位误差:由于定位基准重合,故0=?Db mm 对称误差:0502
1
02..===?D b T 对称 mm ②对于方案c : 定位误差:021012
901
2
1
012
12
.)(.)(=-=
-=
?οSin
Sin
T D
Dc α
mm 对称误差:0=?c 对称 mm ③方案b 中,
2502
0050...==
?对称
对称T b ,方案c 中,21.01.0021
.0==
?T Dc 比较方案b 及方案c 中定位误差及对称误差的比值,方案c 更好。
第十一次作业答案
1.图所示为CA6140车床主轴法兰盘装配图,根据技术要求,主轴前端法兰盘与床头箱端面间保持间隙在mm ~95.038.0范围内,试查明影响装配精度的有关零件上的尺寸,并求出有关尺寸的上下偏差。 解答: 极值法求解:
等公差法:110TA TA TA 521.=== 取A 2为协调环 经验法:取
080TA 090TA 160TA 521.,.,.===
取A 2为协调环
08
0050120401203016014A 41A 25A 94A ....,
,,+---====
2.图所示为齿轮箱部件,根据使用要求,齿轮轴肩与轴承端面间的轴向间隙应在mm ~75.11之间范围内。若已知各零件的基本尺寸为mm A 1011=、mm A 502=、mm A A 543==、
mm A 1404=。试确定这些尺寸的公差及偏差。(采用等公差法)
24 4
解答: 极值法:1505
75
0TA i
..==
取:
015
040
15
0315
00
215001140
A 5
A 50A 101A ....,,--++====
取A 5为协调环 求出:0
15055A .-= 概率法: 取:
034
040
34
0334
00
234001140
A 5
A 50A 101A ....,,--++====
取A 5为协调环:
5
5