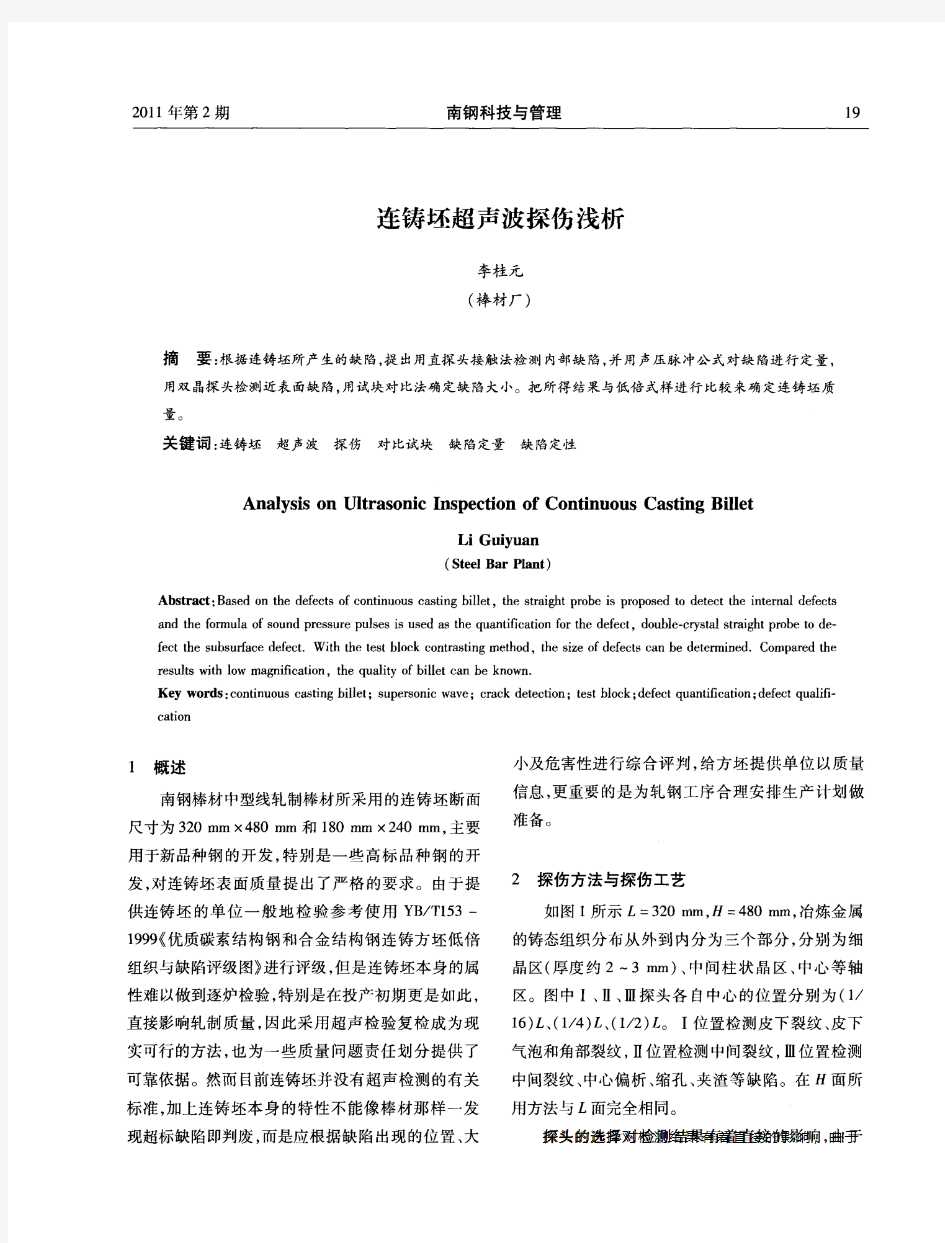
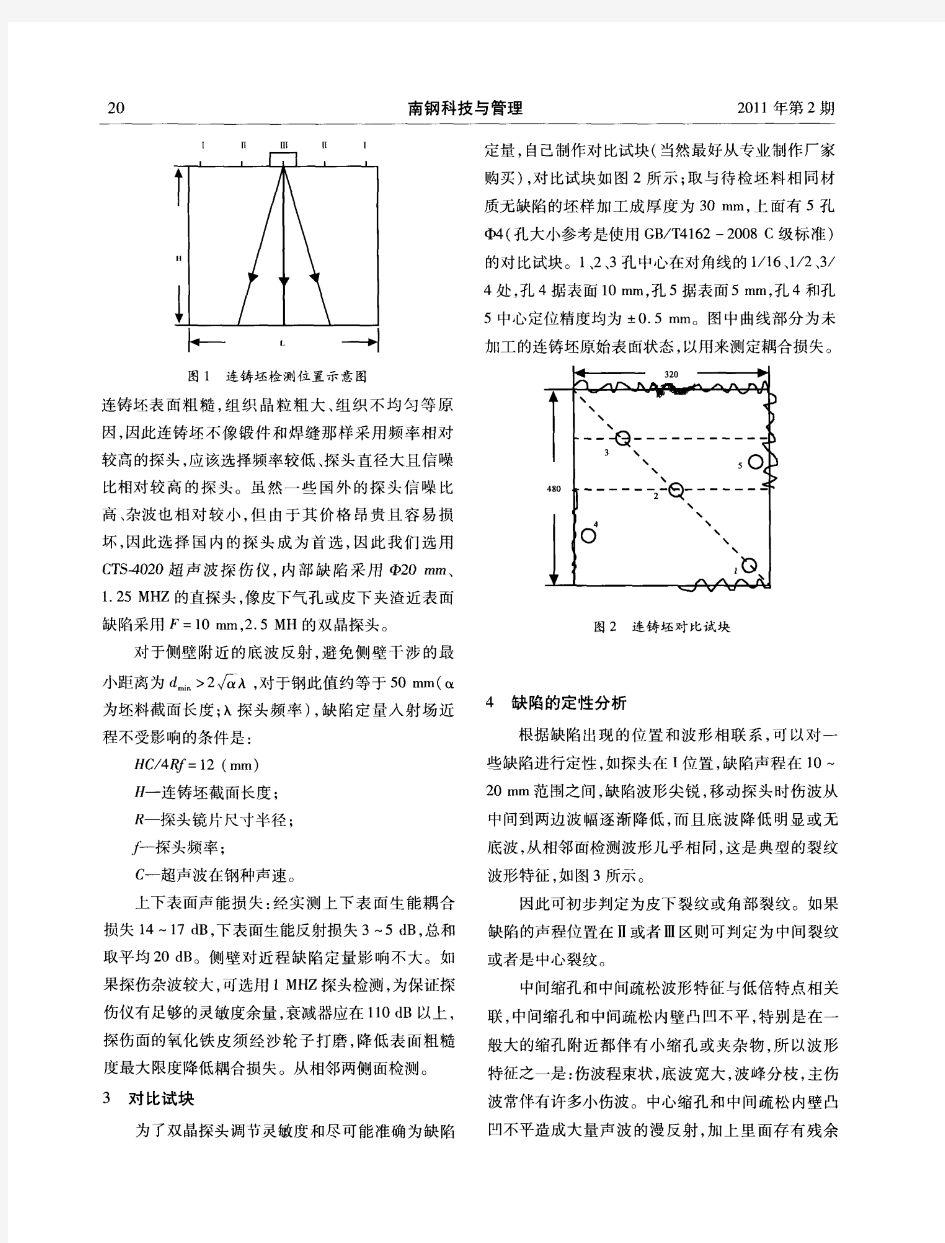
简述全自动超声波无损检测方法 摘要:全自动超声波检测技术(AUT)对于提高无损检测效率、保证无损检测质量,节约工程成本有着重要的意义,通过对AUT检测的特点,与传统检测手段进行了对比分析,阐述工程无损检测中AUT检测的通用做法。 关键词:全自动超声环焊缝检测 引言:AUT检测技术是一种新型的无损检测技术,在近几年的推广使用过程中得到了工程质检方的认可,在使用过程中各公司做法不一,本文通过多年AUT 检测工程应用经验总结归纳了AUT检测通用做法。 1、AUT检测方法适用范围 本文论述了环向焊缝全自动超声检测的要求。在AUT检测所得到结论的基础上分析评定环焊缝。根据工程临界判别法(ECA)来最终确定检测验收标准。 2 AUT检测方法步骤 2.1 外观检查 工程现场所有待检环焊缝在焊接完成后都要进行三方(监理、施工、检测)外观检查并且按照AUT检测相应标准的要求进行评定。 所有坡口应在机加工后进行焊接,并且确保焊接符合焊接工艺的要求,随后AUT全自动超声波检测应结合画参考线一起进行。 2.2 超声波检测 工程现场的所有环焊缝的全自动超声检测都要在整个焊缝圆周方向上进行,并按相应的验收标准进行评定。 3 超声波检测系统 AUT检测系统应该提供足够的检测通道的数量,保证仅扫查环焊缝一周,就可对该焊缝整个厚度上的所有区域进行全面检测。所有被选通道都应能显示一个线性A型扫查显示。检测的通道应该能按照通常如图1所示的检测区域评估被检焊缝。仪器的线性应按照相应标准来确定,每6个月测定一次。仪器的误差应该不大于实际满幅高的5%。这一条件应该适用于对数放大器及线性放大器。每一个检测的通道都应可以选择脉冲反射法或者直射法。每一个检测通道的闸门位置及两个闸门之间的最小跨度和增益都是可选择的。记录电位也是可以选择的,以显示记录的波幅和传播时间位于满幅高0~100%之间的信号。对于B扫查或者图像显示的资料记录也应该为0~100%。对于每个门都有两个可记录的输出信号。无论是模拟信号还是数字信号都包括信号的高度和渡越时间。它们都适于多通道记录仪或计算机数据采集软件的显示。 4 AUT的系统设置 4.1 AUT探头及探头灵敏度的确定 在工程现场的检测中用AUT对比试块选定该检测系统的合适当量。每个AUT 检测探头固定在扫查架相应位置上,保证中心距满足要求。分别调整扫查架上探头的位置、角度和激活晶片数,使所有探头在标准试块上的主反射体的信号都达到最大值。把所有检测探头的峰值信号都设置到仪器满屏的80%,此时显示的灵敏度数值就是该探头检测时的基准灵敏度。 4.2 闸门的设置 4.2.1 熔合区闸门的设置参照AUT对比试块上的标准反射体:闸门起点位置在坡口前大于等于3mm,闸门终点位置应大于焊缝上中心线位置1mm。闸门的起点和长度应记录在工艺文件中。
超声无损检测仪器的发展 超声检测仪器性能直接影响超声检测的可靠性,其发展与电子技术等相关学科的发展是息息相关的。计算机的介入,一方面提高了设备的抗干扰能力,另一方面利用计算机的运算功能,实现了对缺陷信号的定量、自动读数、自动识别、自动补偿和报警。20世纪80年代,新一代的超声检测仪器——数字化、智能化超声仪问世,标志着超声检测仪器进入一个新时代。 超声无损检测仪器将向数字化、智能化、图像化、小型化和多功能化发展。在第十三、十四世界无损检测会议仪器展览会、1996年中国国际质量控制技术与测试仪器展览会、1997年日本无损检测展览会等大型国际会议会展中,数字化、智能化、图像化超声仪最引人注目,显示了当今世界无损检测仪器的发展趋势。其中以德国Krauthammer公司、美国Panametrics公司、丹麦Force Institutes公司与美国PAC公司的产品最具代表性。真正的智能化超声仪应该是全面、客观地反映实际情况,而且可以运用频谱分析,自适应专家网络对数据进行分析,提高可靠性。提高超声检测中对缺陷的定位、定量和定性的可靠性也是超声检测仪器实现数字化、智能化急待解决的关键技术问题。 现代的扫查装置也在向智能化方向发展。扫查装置是自动检测系统的基础部分,检测结果准确性、可靠性都依赖于扫查装置。例如采用声藕合监视或藕合不良反馈控制方式提高探头与工件表面的耦合稳定度以及检测的可靠性。从20世纪90年代以来,出现的各种智能检测机器人,已经形成了机器人检测的新时代及工程检测机器人的系列与商业市场。例如日本东京煤气公司的蜘蛛型机器人,移动速度约60m/h ,重约140kg,采用16个超声探头可以对运行状态下的球罐上任意点坐标位置进行扫描。日本NKK公司研制的机器人借助管道内液体推力前进,可以测量输油管道腐蚀状况,其检测精度小于1mm。 丹麦Force研究所的爬壁机器人,重约10吨,采用磁吸附与预置磁条跟踪方式可检测各类大型储罐与船体的缺陷。 超声无损检测技术的发展 超声无损检测技术是国内外应用最广泛、使用频率最高且发展较快的一种无损检测技术, 体现在改进产品质量、产品设计、加工制造、成品检测以及设备服役的各个阶段和保证机器零件的可靠性和安全性上。世界各国出版的无损检测书
第1章绪论 1.1超声检测的定义和作用 指使超声波与试件相互作用,就反射、透射和散射的波进行研究,对试件进行宏观缺陷检测、几何特性测量、组织结构和力学性能变化的检测和表征,并进而对其特定应用性进行评价的技术。 作用:质量控制、节约原材料、改进工艺、提高劳动生产率 1.2超声检测的发展简史和现状 利用声响来检测物体的好坏 利用超声波来探查水中物体1910‘ 利用超声波来对固体内部进行无损检测 1929年,前苏联Sokolov 穿透法 1940年,美国的Firestone 脉冲反射法 20世纪60年代电子技术大发展 20世纪70年代,TOFD 20世纪80年代以来,数字、自动超声、超声成像 我国始于20世纪50年代初范围 专业队伍理论及基础研究标准超声仪器 差距 1.3超声检测的基础知识 次声波、声波和超声波 声波:频率在20~20000Hz之间次声波、超声波 对钢等金属材料的检测,常用的频率为0.5~10MHz 超声波特点: 方向性好 能量高 能在界面上产生反射、折射、衍射和波型转换 穿透能力强 超声检测工作原理 主要是基于超声波在试件中的传播特性 声源产生超声波,采用一定的方式使超声波进入试件; 超声波在试件中传播并与试件材料以及其中的缺陷相互作用,使其传播方向或特征被改变; 改变后的超声波通过检测设备被接收,并可对其进行处理和分析; 根据接收的超声波的特征,评估试件本身及其内部是否存在缺陷及缺陷的特性。 超声检测工作原理 脉冲反射法: 声源产生的脉冲波进入到试件中——超声波在试件中以一定方向和速度向前传播——遇到两侧声阻抗有差异的界面时部分声波被反射——检测设备接收和显示——分析声波幅度和位置等信息,评估缺陷是否存在或存在缺陷的大小、位置等。 通常用来发现和对缺陷进行评估的基本信息为: 1、是否存在来自缺陷的超声波信号及其幅度; 2、入射声波与接收声波之间的传播时间; 3、超声波通过材料以后能量的衰减。 超声检测的分类 原理:脉冲反射、衍射时差法、穿透、共振法 显示方式:A 、超声成像(B C D P) 波型:纵波、横波、表面波、板波
毕业设计(论文) 题目超声波无损检测技术 的理论研究 系(院)物理与电子科学系 专业电子信息科学与技术 班级2006级4班 学生姓名李荣 学号2006080927 指导教师吴新华 职称讲师 二〇一〇年六月十八日
独创声明 本人郑重声明:所呈交的毕业设计(论文),是本人在指导老师的指导下,独立进行研究工作所取得的成果,成果不存在知识产权争议。尽我所知,除文中已经注明引用的内容外,本设计(论文)不含任何其他个人或集体已经发表或撰写过的作品成果。对本文的研究做出重要贡献的个人和集体均已在文中以明确方式标明。 本声明的法律后果由本人承担。 作者签名: 二〇一〇年六月一十八日 毕业设计(论文)使用授权声明 本人完全了解滨州学院关于收集、保存、使用毕业设计(论文)的规定。 本人愿意按照学校要求提交学位论文的印刷本和电子版,同意学校保存学位论文的印刷本和电子版,或采用影印、数字化或其它复制手段保存设计(论文);同意学校在不以营利为目的的前提下,建立目录检索与阅览服务系统,公布设计(论文)的部分或全部内容,允许他人依法合理使用。 (保密论文在解密后遵守此规定) 作者签名: 二〇一〇年六月一十八日
超声波无损检测技术的理论研究 摘要 本文首先针对波无损检测技术进行理论研究,简明扼要的介绍了超声波无损检测技术的研究意义和发展现状,超声波无损检测技术是当前一种较为先进的检测技术,应用领域更广,适用范围更宽。然后细致的分析了超声波无损检测技术的工作原理特性,基于超声波的优良特性,和传播机理,进行器件或工程的无损检测,并分析了超声波无损检测系统的噪声干扰来源,提出了降低噪声的方法。尝试用计算机模拟系统通过仿真软件来处理超声波无损检测过程中的庞大的数据信息。直观准确地定位缺陷的位置和类型。最后介绍了超声波在无损检测领域的两种典型应用,建筑方面,可以通过超声探头,利用声波的反射的折射来检测混凝土路基的厚度,电力系统方面,利用超声波无损检测技术确定次绝缘子的寿命定位绝缘子中缺陷的类型的具体位置,快速有效的解除安全隐患。 关键词:超声波;无损检测;计算机仿真;瓷绝缘子
无损检测超声检测公式 汇总 -CAL-FENGHAI.-(YICAI)-Company One1
超声检测公式 1.周期和频率的关系,二者互为倒数: T=1/f 2.波速、波长和频率的关系:C=f λ 或λ=f c ∶Cs ∶C R ≈∶1∶ 4.声压: P =P 1-P 0 帕斯卡(Pa )微帕斯卡(μPa )1Pa =1N/m 2 1Pa =106μP 6.声阻抗:Z =p/u =ρcu/u =ρc 单位为克/厘米2·秒(g/cm 2·s )或千克/米2·秒(kg/m 2·s ) 7.声强;I =21Zu2=Z P 22 单位; 瓦/厘米2(W/cm 2)或 焦耳/厘米2·秒(J/cm 2·s ) 8.声强级贝尔(BeL )。△=lgI 2/I 1 (BeL ) 9.声强级即分贝(dB ) △=10lgI 2/I 1 =20lgP 2/P 1 (dB ) 10.仪器示波屏上的波高与回波声压成正比:△20lgP 2/P 1=20lgH 2/H 1 (dB ) 11.声压反射率、透射率: r=Pr / P0 t =Pt / P0 ?? ?=-=+21//)1(1Z t Z r t r r =12120Z Z Z Z P P r +-= t =122 02Z Z Z P P t += Z 1—第一种介质的声阻抗; Z 2—第二种介质的声阻抗 12.声强反射率: R= 2 12 1220???? ??+-==Z Z Z Z r I I r 声强透射率:T ()2122 14Z Z Z Z += T+R=1 t -r =1 13.声压往复透射率;T 往= 2 122 1)(4Z Z Z Z + 14.纵波斜入射: 1sin L L c α=1sin L L c α'=1n si S S c '=2sin L L c β=2sin S S c β CL1、CS1—第一介质中的纵波、横波波速; C L2、C S2—第二介质中的纵波、横波波速;αL 、α′L —纵波入射角、反射角; βL 、βS —纵波、横波折射角;α′S —横波反射角。 15.纵波入射时:第一临界角α: βL =90°时αⅠ=arcsin 21 L L c c 第二临界角α:βS =90°时αⅡ=arcsin 21S L c c 16.有机玻璃横波探头αL =°~°, 有机玻璃表面波探头αL ≥° 水钢界面 横波 αL =°~° 17.横波入射:第三临界角:当α′L=90°时αⅢ=arcsin 11 L S c c =°当αS ≥°时,钢中横波全反射。 有机玻璃横波入射角αS (等于横波探头的折射角βS )=35°~55°,即K=tg βS=~时,检测灵敏度最高。 18.衰减系数的计算 1. α=(Bn-Bm-20lg n/m)/2x(m-n) α—衰减系数,dB/m (单程); )(m n B B -—两次底波分贝值之差,dB ;δ为反射损失,每次反射损失约为(~1)dB ; X 为薄板的厚度 T :工件检测厚度,mm ;N :单直探头近场区长度,mm ;m 、n —底波反射次数
超声波无损检测概述
J I A N G S U U N I V E R S I T Y 超声波无损检测概述
2.2 国内研究情况 20 世纪50 年代,我国开始从国外引进模拟超声检测设备并应用于工业生产中。上世纪80 年代初,我国研制生产的超声波探伤设备在测量精度、放大器线性、动态范围等主要技术指标方面已有很大程度的提高[3]。80 年代末期,随大规模集成电路的发展,我国开始了数字化超声检测装置的研制。近年来,我国的数字化超声检测装置发展迅速,已有多家专业从事超声检测仪器研究、生产的机构和企业(如中科院武汉物理研究所、汕头超声研究所、南通精密仪器有限公司、鞍山美斯检测技术有限公司等)[1]。目前,国内的超声超声检测装置正在向数字化、智能化的方向发展并且取得了一定的成绩。另外,国内许多领域(如航空航天、石油化工、核电站、铁道部等)的大型企业通过引进国外先进的成套设备和检测技术(如相控阵超声检测设备与技术和TOFD 检测设备与技术),既完善了国内的超声检测设备,又促进了超声无损检测技术的发展[5]。 2.3 超声波无损检测技术发展趋势 超声检测技术的应用依赖于具体检测工件的检测工艺和方法,同时,超声检测还存在检测的可靠性,缺陷的定量、定性、定位以及缺陷检出概率、漏检率、检测结果重复率等问题,这些对超声检测仪器的研制提出了更高要求。 为克服传统接触式超声检测的不足,人们开始探索非接触式超声检测技术,提出了激光超声、电磁超声、空气耦合超声等。为提高检测效率,发展了相控阵超声检测。随着机械扫描超声成像技术的成熟,超声成像检测也得到飞速发展。目前,超声检测仪器已明显向检测自动化、超声信号处理数字化、诊断智能化、多种成像技术的方向发展[5-7]。 3.超声波检测的基本原理 3.1超声波无损检测基本介绍 超声检测(UT)是超声波在均匀连续弹性介质中传播时,将产生极少能量损失;但当材料中存在着晶界、缺陷等不连续阻隔时,将产生反射、折射、散射、绕射和衰减等现象,从而损失比较多的能量,使我们由接收换能器上接收的超声波信号的声时、振幅、波形或频率发生了相应的变化,测定这些变化就
超声波检测 华北科技学院机电工程学院 摘要:超声无损检测是在现代工业生产中应用的非常广泛的一种无损检测 方法,它对于提高产品的质量和可靠性有着重要的意义。尽管随着电子技 术的发展,国内出现了一些数字化的超声检测仪器,但其数据处理及扩展 能力有限,缺乏足够的灵活性。而虚拟仪器是近年来刚刚发展起来的一种 新的仪器构成方式,它是一种、通讯技术和测量技术相结合的产物,具有 很大的灵活性和扩展性,具有旺盛的生命力。 关键词:无损检测;超声波探伤;计算机技术;通讯技术 Abstract:As a kind of NDT(Non-Destructive Testing),UT (Ultrasonic Testing) is widely used in modern industry, which plays a very important role in improving the quality and the reliability of product. Although along with technical development in electronics, some digital UT instruments have been developed at home, its expand- ability and the ability of processing data limited. VI (Virtual Instru- ment) is a new Instrument structure developed recent years and is an outcome which combines the computer technique, the communication technique together with the measure technique, which has huge expandability, flexibility and the prosperous vitality. Keywords:NDT(Non-Destructive Testing) UT (Ultrasonic Testing) computer technique communication technique
无损检测 超声波试题 (UT 二级 ) 一、是非题 1.1受迫振动的频率等于策动力的频率。√ 1.2波只能在弹性介质中产生和传播。×(应该是机械波) 1.3由于机械波是由机械振动产生的,所以波动频率等于振动频率。√ 1.4由于机械波是由机械振动产生的,所以波长等于振幅。× 1.5传声介质的弹性模量越大,密度越小,声速就越高。√ 1.6材料组织不均匀会影响声速,所以对铸铁材料超声波探伤和测厚必须注意这一问题。√ 1.7一般固体介质中的声速随温度升高而增大。× 1.8 由端角反射率试验结果推断,使用K≥ l.5的探头探测单面焊焊缝根部未焊透缺陷,灵敏度较低,可能造成漏检。√ 1.9超声波扩散衰减的大小与介质无关。√ 1.10超声波的频率越高,传播速度越快。× 1.11介质能传播横波和表面波的必要条件是介质具有切变弹性模量。√ 1.12频率相同的纵波,在水中的波长大于在钢中的波长。× 1.13既然水波能在水面传播,那么超声表面波也能沿液体表面传播。× 1.14因为超声波是由机械振动产生的,所以超声波在介质中的传播速度即为质点的振动速度。× 1.15如材质相同,细钢棒 (直径 <λ=与钢锻件中的声速相同。×( C细钢棒=( E/ρ) ?) 1.16在同种固体材料中,纵、横渡声速之比为常数。√ 1.17水的温度升高时,超声波在水中的传播速度亦随着增加。× 1.18几乎所有的液体(水除外),其声速都随温度的升高而减小。√ 1.19波的叠加原理说明,几列波在同一介质中传播并相遇时,都可以合成一个波继续传播。×1.20介质中形成驻波时,相邻两波节或波腹之间的距离是一个波长。×(应是λ/4;相邻两节点或波腹 间的距离为λ/2) 1.21具有一定能量的声束,在铝中要比在钢中传播的更远。√ 1.22 材料中应力会影响超声波传播速度,在拉应力时声速减小,在压应力时声速增大,根据这一特性, 可用超声波测量材料的内应力。√ 1.23材料的声阻抗越大,超声波传播时衰减越大。×(成反比) 1.24平面波垂直入射到界面上,入射声压等于透射声压和反射声压之和。× 1.25平面波垂直入射到界面上,入射能量等于透射能量与反射能量之和。√ 1.26超声波的扩散衰减与波型,声程和传声介质、晶粒度有关。× 1.27对同一材料而言,横波的衰减系数比纵波大得多。√ 1.28界面上入射声束的折射角等于反射角。× 1.29当声束以一定角度入射到不同介质的界面上,会发生波形转换。√ 1.30在同一固体材料中,传播纵、横波时声阻抗不一样。√( Z=ρ· C) 1.31声阻抗是衡量介质声学特性的重要参数,温度变化对材料的声阻抗无任何影响。× 1.32超声波垂直入射到平界面时,声强反射率与声强透射率之和等于1。√ 1.33超声波垂直入射到异质界面时,界面一侧的总声压等于另一侧的总声压。√ 1.34超声波垂直入射到 Z2>Zl 的界面时,声压透过率大于1,说明界面有增强声压的作用。× 1.35超声波垂直入射到异质界时,声压往复透射率与声强透射率在数值上相等。√ 1.36超声波垂直入射时,界面两侧介质声阻抗差愈小,声压往复透射率愈低。× 1.37当钢中的气隙(如裂纹)厚度一定时,超声波频率增加,反射波高也随着增加。√(声压反射率 也随频率增加而增加) 1.38超声波倾斜入射到异质界面时,同种波型的反射角等于折射角。× 1.39超声波倾斜入射到异质界面时,同种波型的折射角总大于入射角。
《 无损探伤标准 一、通用基础 1、GB 5616-1985 常规无损探伤应用导则 2、GB/T 9445-1999 无损检测人员技术资格鉴定通则 3、GB/T 14693-1993 焊缝无损检测符号 4、GB 16357-1996 工业X射线探伤放射卫生防护标准 5、JB 4730-1994压力容器无损检测 6、DL/T675-1999 电力工业无损检测人员资格考核规则 二、# 三、射线检测 1、GB 3323-1987 钢熔化焊对接接头射线照相和质量分级 2、GB 5097-1985 黑光源的间接评定方法 3、GB 5677-1985 铸钢件射线照相及底片等级分类方法 4、GB/T 11346-1989 铝合金铸件X射线照相检验针孔(图形)分级 5、GB/T 11851-1996压水堆燃料棒焊缝X射线照相检验方法 6、GB/T 12469-1990 焊接质量保证钢熔化焊接头的要求和缺陷分类 7、GB/T 无损检测术语射线检测 — 8、GB/T 12605-1990 钢管环缝熔化焊对接接头射线透照工艺和质量分级 9、GB/T 16544-1996 球形储罐γ射线全景曝光照相方法 10、GB/T 16673-1996 无损检测用黑光源(UV-A)辐射的测量 11、JB/T 7902-2000 线型象质计 12、JB/T 7903-1995工业射线照相底片观片灯 13、JB/T 泵产品零件无损检测泵受压铸钢件射线检测方法及底片的等级分类 14、JB/T 9215-1999 控制射线照相图像质量的方法 15、JB/T 9217-1999射线照相探伤方法 " 16、DL/T 541-1994 钢熔化焊角焊缝射线照相方法和质量分级 17、DL/T 821-2002 钢制承压管道对接焊接接头射线检验技术规程 18、TB/T6440-92 阀门受压铸钢件射线照相检验
3.3.1超声波检测 本项目采用金属超声波探伤仪对焊缝进行超声波无损探伤,依据《钢结构工程施工质量验收规范》(GB50205-2001)进行抽样。依据《钢焊缝手工超声波探伤方法和探伤结果分级》(GB11345-89)焊缝质量进行评定。根据设计要求,焊缝内部缺陷采用超声波探伤。 一级、二级焊缝的质量等级及缺陷分级应符合下表规定。检查数量:全数检查。检验方法:检查超声波或射线探伤记录。 表1 一级、二级焊缝的质量等级及缺陷分级表 焊缝质量等级一级二级 内部缺陷超声波 检测 评定等级ⅡⅢ 检验等级B级B级 检测比例100% 20% 3.3.1.1 缺陷的定量评定方法 平板对接焊缝检测采用标准GB/T11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》中的“当量法”评定其大小,即将所发现的缺陷与对比试块中一定的规则形状的人工反射在同样的探测条件下比较:如果两者的埋藏深度相同,而所发现的缺陷发射波高与人工反射波高又相同,则该人工反射体的反射尺寸即称为所发现的缺陷的当量尺寸。当量法在使用时需要有若干笨重的对比试块,很不方便。为了克服这一点,逐渐发展了用曲线DAC图,如图1所示。 图1 距离波幅曲线(DAC)曲线图 GB/T11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》中的相关规定如下(参见表2、3)。 (1)最大反射波幅位于II区的缺陷,根据缺陷指示长度,按表1的规定予以评级。 (2)最大反射波幅不超过评定线的缺陷,均评为I级。 (3)最大反射波幅超过评定线的缺陷,检验者判定为裂纹等危害性缺陷时,无论其波幅和尺
寸为何,均评定为IV。 (4)反射波幅位于I区的非裂纹缺陷,均评为级I级。 (5)反射波幅位于III区的缺陷,无论其指示长度为何,均评定为IV级。 表2 距离波幅曲线的灵敏度 表3 缺陷等级分类 对于母材壁厚不小于4mm,球径不小于20mm,管径不小于60mm焊接空心球及球管焊接接头;母材壁厚不小于3.5mm,管径不小于48mm螺栓球节点杆件与锥头或封板焊接接头;支管管径不小于89mm、壁厚不小于6mm、局部二面角不小于30°,支管壁厚外径比在13%以下的圆管相贯节点碳素结构钢和低合金高强度结构钢焊接接头的超声波探伤及质量分级,基本规定:最大反射波幅在DAC曲线Ⅱ区的缺陷,其指示长度小于10mm时,按5mm计。在测定范围内,相邻两个缺陷间距小于8mm时,两个缺陷指示长度之和作为单个缺陷的指示长度;间距大于8mm时,分别计算。 缺陷分类及质量等级;超声波探伤结果的缺陷探伤结果的缺陷按Ⅰ-Ⅳ四个级别评定,除
无损检测实验报告 一、实验目的 1.通过实验了解六种无损检测(超声检测、射线检测、涡流检测、磁粉检测、 渗透检测、声发射检测)的基本原理。 2.掌握六种无损检测的方法,仪器及其功能和使用方法。 3.了解六种无损检测的使用范围,使用规范和注意事项。 二、实验原理 (一)超声检测(UT) 1. 基本原理 超声波与被检工件相互作用,根据超声波的反射、透射和散射的行为,对被检工件经行缺陷测量和力学性能变化进行检测和表征,进而进行安全评价的一种无损检测技术。 金属中有气孔、裂纹、分层等缺陷(缺陷中有气体)或夹杂,超声波传播到金属与缺陷的界面处时,就会全部或部分反射。超声波探伤仪的种类繁多,但在实际的探伤过程,脉冲反射式超声波探伤仪应用的最为广泛。一般在均匀的材料中,缺陷的存在将造成材料的不连续,这种不连续往往又造成声阻抗的不一致,由反射定理我们知道,超声波在两种不同声阻抗的介质的交界面上将会发生反射,反射回来的能量的大小与交界面两边介质声阻抗的差异和交界面的取向、大小有关。脉冲反射式超声波探伤仪就是根据这个原理设计的。目前便携式的脉冲反射式超声波探伤仪大部分是A 扫描方式的,所谓A 扫描显示方式即显示器的横坐标是超声波在被检测材料中的传播时间或者传播距离,纵坐标是超声波反射波的幅值。譬如,在一个钢工件中存在一个缺陷,由于这个缺陷的存在,造成了缺陷和钢材料之间形成了一个不同介质之间的交界面,交界面之间的声阻抗不同,当发射的超声波遇到这个界面之后,就会发生反射,反射回来的能量又被探头接受到,在显示屏幕中横坐标的一定的位置就会显示出来一个反射波的波形,横坐标的这个位置就是缺陷在被检测材料中的深度。这个反射波的高度和形状因不同的缺陷而不同,反映了缺陷的性质。 2. 仪器结构 a)仪器主要组成 探头、压电片和耦合剂。 其中,探头分为直探头、斜探头。压电片受到电信号激励便可产生振动发射超声波,当超声波作用在压电片上时,晶片受迫振动引起的形变可转换成相应的电信号,从而接受超声波。耦合剂是为了使超声波更有效的传入工件,在探头与工件表面之间施加的一层透生介质为耦合剂,作用在于排除探头与工件之间的空气。 b)主要旋钮 F1-F6 菜单键,不同状态下有不同功能。 0ABC\4MNO 调节键,调节参数值的大小。 设置及检测键。 快捷键。dB 增益,2GHI 闸门,范围,移位。 电源键。 射线的种类很多,其中易于穿透物质的有X射线、丫射线、中子射线三种。这三 种射线都被用于无损检测,其中X射线和丫射线广泛用于锅炉压力容器焊缝和其他工业
超声波检测行业标准表 无损检测资源网整理
GB 3947-83 声学名词术语 GB/T1786-1990 锻制园并的超声波探伤方法 GB/T 2108-1980 薄钢板兰姆波探伤方法 GB/T2970-2004 厚钢板超声波检验方法 GB/T3310-1999 铜合金棒材超声波探伤方法 GB/T3389.2-1999 压电陶瓷材料性能测试方法纵向压电应变常数d33的静态测试 GB/T4162-1991 锻轧钢棒超声波检验方法 GB/T 4163-1984 不锈钢管超声波探伤方法(NDT,86-10) GB/T5193-1985 钛及钛合金加工产品(横截面厚度≥13mm)超声波探伤方法(NDT,89-11)(eqv AMS2631) GB/T5777-1996 无缝钢管超声波探伤检验方法(eqv ISO9303:1989) GB/T6402-1991 钢锻件超声波检验方法 GB/T6427-1999 压电陶瓷振子频率温度稳定性的测试方法 GB/T6519-2000 变形铝合金产品超声波检验方法 GB/T7233-1987 铸钢件超声探伤及质量评级方法(NDT,89-9) GB/T7734-2004 复合钢板超声波检验方法 GB/T7736-2001 钢的低倍组织及缺陷超声波检验法(取代YB898-77) GB/T8361-2001 冷拉园钢表面超声波探伤方法(NDT,91-1) GB/T8651-2002 金属板材超声板波探伤方法 GB/T8652-1988 变形高强度钢超声波检验方法(NDT,90-2) GB/T11259-1999 超声波检验用钢制对比试块的制作与校验方法(eqv ASTME428-92) GB/T11343-1989 接触式超声斜射探伤方法(WSTS,91-4) GB/T11344-1989 接触式超声波脉冲回波法测厚 GB/T11345-1989 钢焊缝手工超声波探伤方法和探伤结果的分级(WSTS,91-2~3) GB/T 12604.1-2005 无损检测术语超声检测代替JB3111-82 GB/T12604.1-1990 GB/T 12604.4-2005 无损检测术语声发射检测代替JB3111-82 GB/T12604.4-1990 GB/T12969.1-1991 钛及钛合金管材超声波检验方法 GB/T13315-1991 锻钢冷轧工作辊超声波探伤方法 GB/T13316-1991 铸钢轧辊超声波探伤方法 GB/T15830-1995 钢制管道对接环焊缝超声波探伤方法和检验结果分级 GB/T18182-2000 金属压力容器声发射检测及结果评价方法 GB/T18256-2000 焊接钢管(埋弧焊除外)—用于确认水压密实性的超声波检测方法(eqv ISO 10332:1994) GB/T18329.1-2001 滑动轴承多层金属滑动轴承结合强度的超声波无损检验 GB/T18604-2001 用气体超声流量计测量天然气流量 GB/T18694-2002 无损检测超声检验探头及其声场的表征(eqv ISO10375:1997) GB/T 18696.1-2004 声学阻抗管中吸声系数和声阻抗的测量第1部分:驻波比法 GB/T18852-2002 无损检测超声检验测量接触探头声束特性的参考试块和方法(ISO12715:1999,IDT) GB/T 19799.1-2005 无损检测超声检测1号校准试块 GB/T 19799.2-2005 无损检测超声检测2号校准试块 GB/T 19800-2005 无损检测声发射检测换能器的一级校准 GB/T 19801-2005 无损检测声发射检测声发射传感器的二级校准 GJB593.1-1988 无损检测质量控制规范超声纵波和横波检验 GJB1038.1-1990 纤维增强塑料无损检验方法--超声波检验 GJB1076-1991 穿甲弹用钨基高密度合金棒超声波探伤方法 GJB1580-1993 变形金属超声波检验方法 GJB2044-1994 钛合金压力容器声发射检测方法 GJB1538-1992 飞机结构件用TC4 钛合金棒材规范 GJB3384-1998 金属薄板兰姆波检验方法
无损检测报告 项目名称: xxxx有限公司 xxxx项目 产品(设备)编号CFJG 委托单位: xxxx有限公司 检测单位:xxxxx公司质量管理部 操作人:级别: 报告人:级别: II 审核人:级别: II (公章) 年月日
焊缝超声波检测报告首页 委托单位:xxxx钢结构有限公司报告编号:CFJG 共9页第 1 页 产品和检测器 材产品(设备)名称厂房钢结构产品(设备)编号CFJG 材料牌号Q345B 坡口形式V 接头形式对接焊接方法手工焊 仪器型号CTS-2020 探头型号 2.5G10×10K2 试块型号 CSK-ⅠA, CSK-Ⅲ A 表面处理打磨 耦合剂工业糨糊委托人陈德方 技术要求检测标准JB/T4730.3-2005 检测方法横波 检测比例100 % 表面补偿 6 dB 检测面单面双侧检测灵敏度Φ1×6-9dB 合格级别Ⅲ 焊缝(管线)编号板材 厚度 mm 焊缝 长度 mm 检测情况一次返修二次返修三次返修 评 定 级 别检测 长度 mm 检 测 比 例 % 扩探 长度 mm 部位 长 度 m m 部位 长 度 m m 部位 长 度 m m GJ-1 E1 14 300 300 100 ⅢE214 300 300 100 ⅢE314 300 300 100 ⅢE414 300 300 100 ⅢE514 300 300 100 ⅢE614 300 300 100 ⅡE710 200 200 100 ⅢE810 200 200 100 ⅢE910 200 200 100 ⅢE1010 200 200 100 ⅡF1 8 500 500 100 ⅡF2 8 500 500 100 Ⅱ 检测说明与结 果1、本产品按JB/T4730.3-2005 标准进行检测与评定,焊缝质量符合Ⅲ级要求。 2. CFJG表示框架总编号,GJ表示每榀框架的编号,例如:GJ-1表示第一榀的编号。每榀框架翼缘板焊缝的表示方法用字母“E”表示,从右至左依次为E1、E2 (10) 每榀框架腹板焊缝的表示方法用字母“F”表示,从右至左依次为F1、F2 (6) 3. 检测位置见附页示意图。
空气耦合式超声波无损检测技术的发展及展望 罗元国 王保良 黄志尧 李海青 (浙江大学控制科学与工程学系工业控制技术国家重点实验室 杭州 310027) 摘要 分析了空气耦合式超声波无损检测技术存在的主要困难,介绍了该技术的主要研究进展,并对其发展趋势进行了简要的分析。 关键词 空气耦合 超声波 无损检测 Progress and Prospect of Air-coupled Ultrasonic Non-destructive Evaluation Luo Yuanguo Wang Baoliang Huang Zhiyao Li Haiqing (N ational L abor atory of I ndustrial Contr ol T echnology,D ep artment of Contr ol Science&Engineer ing,Zhej iang University,H angz hou310027,China) Abstract T he recent progress of air-coupled ultrasonic non-dest ructive evaluat ion is review ed.Some points of view about t he prospect of air-coupled ultrasonic non-dest ructive evaluat ion are present ed. Key words Air-coupled U lt rasonic Non-destruct ive evaluat ion 1 引 言 超声波在无损检测领域有着广泛的应用,但传统的检测方法需要使用专门耦合剂或用水浸法来减少超声波在空气中传播的损失,限制了它的适用范围。空气耦合式超声无损检测技术较好地弥补了这方面的不足,其非接触、非侵入、完全无损的特点,特别是能够实现快速在线扫查,有着很好的应用前景,但传统的压电陶瓷的换能器无法作为空气耦合换能器,因此,研制以空气为耦合层的超声波换能器是该技术的研究重点。随着显微机械加工技术的发展以及高分子材料技术的进步,高效率、高灵敏度的空气耦合式超声波换能器的制作取得了较大的突破,加上低噪声,高增益的放大器的研制及计算机信号处理技术的发展,使空气耦合式超声波无损检测技术有了长足的进步,并在一些领域获得了较好的应用成果。文中对国际上在空气耦合超声波无损检测技术上的研究进展进行了介绍,并对其发展趋势进行了简单的分析。2 空气耦合式超声波检测技术的主要困难 空气同检测对象之间巨大的特性声阻抗差以及空气对高频声波较大的吸收率,使普通压电陶瓷的换能器无法实现非接触检测。表1给出了超声波在几种常见介质中传输的特性声阻抗(Z)和传输系数(T),其中,特性声阻抗定义为Z=Q V,其单位为:kg/m2s,用Ray1表示。传输系数T表明了超声波从一种介质进入另一种介质中时能量损失的情况,是Z的函数:T= 4Z1Z2/(Z1+Z2)2,无量纲。 表1 常见介质的特性声阻抗和传输系数[1] 介质I (Ray1) 介质II (Ray1) T 衰减dB (20logT) Z W:1.5M Z A1:17M0.3010 Z A:420Z A1:17M0.000180 Z W:1.5M Z S:45M0.1318 Z A:420Z S:45M0.00003788 注:表中下标W为水,A为空气,Al为铝,S为钢 从表1中可以看出,超声波在从空气入射到被测试块,要损失大约80dB,当其再出射到空气中还要发生同样的衰减,大约要损失150dB以上。因此,巨大的特性阻抗差是空气耦合超声检测技术一个主要困难。 第26卷第8期增刊 仪 器 仪 表 学 报 2005年8月
无损检测 超声波试题(UT) 一、是非题 受迫振动的频率等于策动力的频率。√ 波只能在弹性介质中产生和传播。×(应该是机械波) 由于机械波是由机械振动产生的,所以波动频率等于振动频率。√ 由于机械波是由机械振动产生的,所以波长等于振幅。× 传声介质的弹性模量越大,密度越小,声速就越高。√ 材料组织不均匀会影响声速,所以对铸铁材料超声波探伤和测厚必须注意这一问题。√ 一般固体介质中的声速随温度升高而增大。× 由端角反射率试验结果推断,使用K≥的探头探测单面焊焊缝根部未焊透缺陷,灵敏度较低,可能造成漏检。√ 超声波扩散衰减的大小与介质无关。√ 超声波的频率越高,传播速度越快。× 介质能传播横波和表面波的必要条件是介质具有切变弹性模量。√ 频率相同的纵波,在水中的波长大于在钢中的波长。× 既然水波能在水面传播,那么超声表面波也能沿液体表面传播。× 因为超声波是由机械振动产生的,所以超声波在介质中的传播速度即为质点的振动速度。× 如材质相同,细钢棒(直径<λ=与钢锻件中的声速相同。×(C细钢棒=(E/ρ)?) 在同种固体材料中,纵、横渡声速之比为常数。√ 水的温度升高时,超声波在水中的传播速度亦随着增加。× 几乎所有的液体(水除外),其声速都随温度的升高而减小。√ 波的叠加原理说明,几列波在同一介质中传播并相遇时,都可以合成一个波继续传播。× 介质中形成驻波时,相邻两波节或波腹之间的距离是一个波长。×(应是λ/4;相邻两节点或波腹间 的距离为λ/2) 具有一定能量的声束,在铝中要比在钢中传播的更远。√ 材料中应力会影响超声波传播速度,在拉应力时声速减小,在压应力时声速增大,根据这一特性,可用超声波测量材料的应力。√ 材料的声阻抗越大,超声波传播时衰减越大。×(成反比)
超声波相控阵技术在无损检测中的应用 早在1959 年,Tom Brown和Hughes在Kelvin注册了一项超声波环形动态聚焦探头的专利技术,后来这项技术称为相控阵。 在上世纪60年代,关于超声波相控阵的研究主要局限于实验室;60年代末70年代初期,医学研究者已将相控阵技术成功运用到人体超声成像方面。然而超声相控阵技术在工业方面的应用发展缓慢,主要是因为相控阵系统复杂而当时的计算机能力弱,缺乏对多晶片探头进行快速激发以及无法对扫查产生的大量数据文件进行处理的能力;另一个原因就是仪器费用高昂,很少有公司愿意在这方面花费巨额费用。 随着计算机技术的快速发展,相控阵系统的复杂性和费用都大为降低。且相控阵技术相对于普通超声波检测有着明显的优势,令相控阵超声检测技术在工业领域逐渐兴起。已在多种材料的检测上进行了应用并取得了较满意的检测结果。 1 原理简介 相控阵超声波检测技术基于惠更斯原理,所用探头由多个晶片组成,应用时按照一定的规则和时序对探头中的一组或者全部晶片进行激活(晶片的激活数量取决于相控阵仪器控制能力和检测需要),每个激活晶片发出的超声波为次波,次波相互干涉,形成所需的新的波阵面传播开去成为超声波束对工件进行检测。 对于相控阵检测仪器而言,基本上由两部分组成,一部分是普通的超声波检测部分,一部分是相控阵部分,其中普通的超声部分负
责发出压电脉冲信号,并对相控阵返回的信号进行显示处理;相控阵部分将压电脉冲信号根据预置规则进行不同的延时施加到要被激活的晶片上,从而产生出不同的波束,见图1。 对晶片进行激活时所遵循的规则(即进行何种方式的延时的触发)称之为聚焦法则(focal law),不同的延时能发射出不同的超声波束,使超声波束具有相应的波形。并且聚焦在不同的深度(根据干涉原理仅能在近场区范围内聚焦),线性扫查无需聚焦。在一次扫查过程中,可以设置多组聚焦法则,也就是说可以设置多组波束进行扫查,提高扫查效率和保证扫查部位。这也是相控阵的一个显著优点。 比较明显的优势是检测数据完整,可通过对原生数据进行成像来分析工件内部缺陷,定位定量准确,定性方面降低了对人员经验的依赖性,降低了人为因素的误差。另一方面相控阵利用时分复用技术
超声波无损检测主要是基于超声波在试件中的传播特性。声源产生超声波,采用一定的方式使超声波进入试件后;超声波在试件中传播并与试件材料以及其中的缺陷相互作用,使其传播方向或特征被改变;改变后的超声波通过检测设备被接收,并可对其进行处理和分析;根据接收的超声波的特征,评估试件本身及其内部是否存在缺陷及缺陷的特性。超声波无损检测的原理图如下: 在日常的检测工作中,有一些工件由于表面粗糙、形状特殊等原因,不能用常见的直接接触法来进行超声波检测。对于这类的工件,不妨尝试使用液浸法超声波探伤。液浸探伤相对于直接接触法而言,有如下优势:
1. 当改变被检工件的尺寸或者形状时,不需要特殊的探头或楔块来匹配工件; 2. 可以较简单地连续调整声束入射角,这对形状复杂的结构件的异形表面或新的检测工艺的研究而言都是必须的; 3. 耦合液体可以连续使用; 4. 由于不需要紧密的接触,因此检测速度能够非常快; 5. 直接接触法探伤会因工件的表面形状、表面状况或尺寸的变化而产生比较大的耦合损失,液浸法则不会; 6. 水槽中整个浸没有助于排除表面波,因表面波不规则地增加来自外表面的较小不连续性信号; 7. 水槽提供延迟块以允许非常强的界面信号在弱信号返回到仪器之前就通过放大器。这一点当检测小尺寸管子和薄板时特别能显示出优越性。 主要缺点:主要缺点 ①要由有经验的人员谨慎操作,依赖于探伤人员的经验和分析判断,准确性差;②对粗糙、形状不规则、小、薄或非均质材料难以检查;③对所发现缺陷作十分准确的定性、定量表征仍有困难。
在液浸探伤法中,水作为一种易获取的耦合剂得到了很好的应用。因此,水浸探伤法是液浸探伤中最常用的一种检测方法。 下面通过一个铝压缩机旋转轮水浸探伤实例说明不同缺陷的水浸探伤波形显示: A、伪缺陷显示 水浸探伤中,始脉冲(由换能器激发)显示在最左边,接着是工件前表面的反射显示,当换能器沿轴方向移动时,折射声速恰好穿过U形槽的角并且产生伪缺陷波显示。 B、裂纹显示 将换能器沿轴向方向向右移动,在遇到裂纹时产生反射,此时屏幕显示波形如下图;