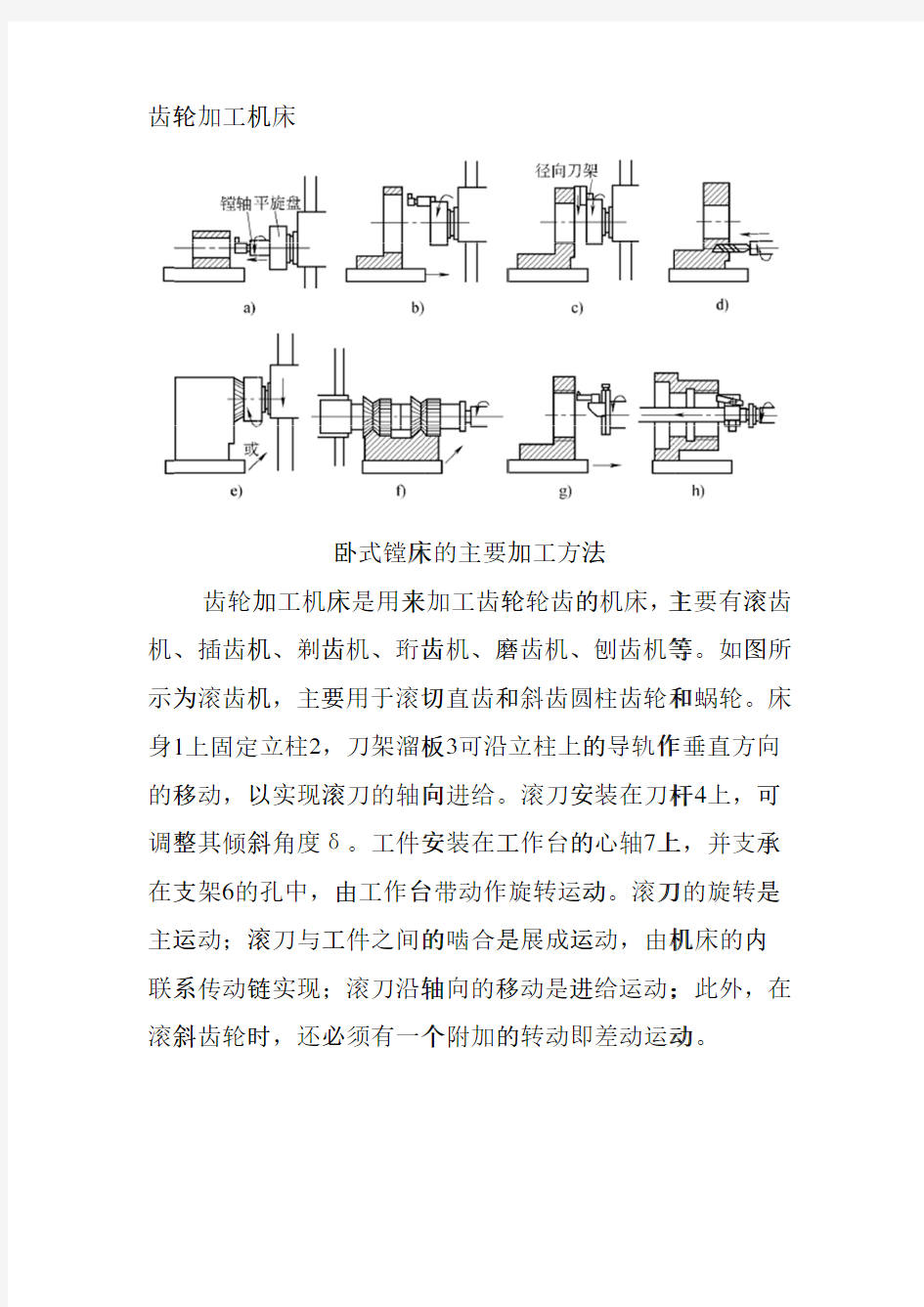
齿轮机示为
身的移
调整在支主运联系
滚斜轮加工机齿轮加、插齿机为滚齿机1上固定移动,以整其倾斜支架6的运动;滚系传动链
斜齿轮时机床
卧加工机床机、剃齿机,主要立柱2,以实现滚斜角度δ孔中,由滚刀与工链实现;
时,还必卧式镗床床是用来齿机、珩齿要用于滚切刀架溜板滚刀的轴向。工件安由工作台工件之间的滚刀沿轴
必须有一个床的主要加来加工齿轮齿机、磨切直齿和板3可沿向进给。安装在工台带动作的啮合是轴向的移
个附加的加工方法轮轮齿的磨齿机、和斜齿圆立柱上的滚刀安工作台的旋转运动是展成运移动是进
的转动即法
的机床,主刨齿机等柱齿轮和的导轨作安装在刀杆的心轴7上动。滚刀运动,由机进给运动;
差动运动主要有滚等。如图和蜗轮。作垂直方杆4上,可上,并支承刀的旋转是机床的内;此外,
动。
滚齿图所床向可承是内
在
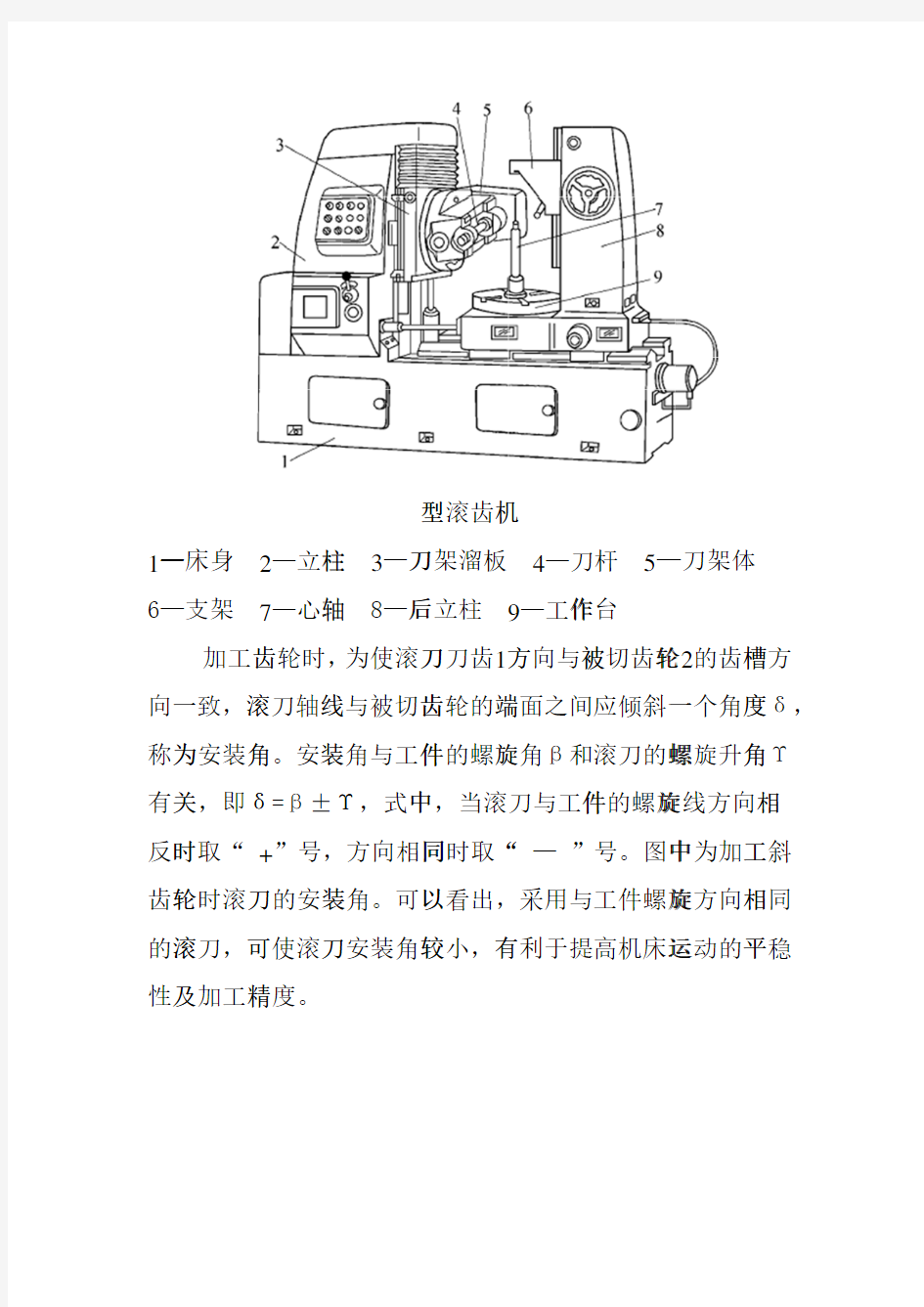
1—6—向一称为有关反时齿轮的滚性及—床身 —支架 加工齿
一致,滚为安装角关,即δ时取“ 轮时滚刀滚刀,可
及加工精2—立柱7—心轴齿轮时,滚刀轴线角。安装δ=β±Υ+”号,刀的安装可使滚刀
精度。
型柱 3—刀轴 8—后为使滚刀线与被切齿装角与工件Υ,式中方向相同装角。可以
刀安装角较型滚齿机刀架溜板后立柱 刀刀齿1方齿轮的端件的螺旋中,当滚同时取“以看出,
较小,有机
4—刀9—工作方向与被端面之间旋角β和刀与工件“ — ”采用与
有利于提杆 5—作台
被切齿轮应倾斜一滚刀的螺件的螺旋号。图中工件螺旋
高机床运
—刀架体 轮2的齿槽一个角度螺旋升角旋线方向相中为加工旋方向相
运动的平槽方度δ,角Υ 相工斜相同平稳
加
工斜齿轮轮
时滚刀刀
的安装装角
齿轮加工机床,是加工各种圆柱齿轮、锥齿轮和其他带齿零件齿部的机床。齿轮加工机床广泛应用在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中。 编辑摘要 目录[ 隐藏] 1 简介 2 发展沿革 3 各种齿轮加工机床 4 圆柱齿轮加工机床 5 锥齿轮加工机床 齿轮加工机床- 简介 是加工各种圆柱齿轮、锥齿轮和其他带齿零件齿部的机床。齿轮加工机床的品种规格繁多,有加工几毫米直径齿轮的小型机床,加工十几米直径齿轮的大型机床,还有大量生产用的高效机床和加工精密齿轮的高精度机床。[1] 齿轮加工机床广泛应用在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中。 加工各种圆柱齿轮、锥齿轮和其他带齿零件齿部的机床。齿轮加工机床的品种规格繁多,有加工几毫米直径齿轮的小型机床,加工十几米直径齿轮的大型机床,还有大量生产用的高效机床和加工精密齿轮的高精度机床。在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中广泛应用齿轮加工机床。齿轮加工机床主要分为圆柱齿轮加工机床和锥齿轮加工机床两大类。 齿轮加工机床- 发展沿革 古代的齿轮是用手工修锉成形的。1540年,意大利的J.托里亚诺在制造钟表时制成一台使用旋转锉刀的切齿装置。1783年,法国的S.勒内制成使用铣刀的齿轮加工机床,并有切削齿条和内齿轮的附件。1820年前后,英国的J.怀特制造出第一台既能加工圆柱齿轮又能加工圆锥齿轮的机床。具有这一性能的机床到19世纪后半叶又有发展。1835年,英国的J.B.惠特沃思获得蜗轮滚齿机的专利。1858年,C.席勒取得圆柱齿轮滚齿机的专利。以后迭经改进,至1897年德国的H.普福特制成带差动机构的滚齿机,才圆满解决了加工斜齿轮的问题。在制成齿轮形插齿刀后,美国的E.R.费洛斯于1897年制成了插齿机。 20世纪初,由于汽车工业的需要,各种磨齿机相继问世。1930年左右在美国制成剃齿机,1956年制成珩齿机。60年代以后,现代技术在一些先进的圆柱齿轮加工机床上获得应用:在大型机床上采用数字显示指示移动量和切齿深度;在滚齿机、插齿机和磨齿机上采用电子伺服系统和数字控制系统代替机械传动链和交换齿轮;用设有故障诊断功能的可编程序控制器控制工作循环和变换切削参数;发展了数字控制非圆齿轮插齿机和适应控制滚齿机;在滚齿机上用电子传感器检测传动链运动误差,并自动反馈补偿误差等。 1884年,美国的H.比尔格拉姆发明了采用单刨刀按展成法加工的直齿锥齿轮刨齿机。1900年,美国的O.J.比尔设计了双刀盘铣削直齿锥齿轮的机床。由于汽车工业的需要,1905年在美国制造出带有两把刨刀的直齿锥齿轮刨齿机,又于1913年制成弧齿锥齿轮铣齿机。1923年,出现了准渐开线齿锥齿轮铣齿机。30年代研制成能把直齿锥齿轮一次拉削成形的拉齿机,主要用于汽车差动齿轮的制造。40年代,为适应航空工业的需要,发展了弧齿锥齿轮磨齿机。1944年,在瑞士厄利康公司制成延长外摆线齿锥齿轮铣齿机。从50年代起,又发展了用双刀体组合式端面铣刀盘加工延长外摆线齿锥齿轮的铣齿机、剃齿机等。 齿轮加工机床- 各种齿轮加工机床
齿轮加工机床与齿轮加工 图 7-1 成形法加工齿轮 a) 盘状模数铣刀 b) 指状模数铣刀 图 7-2 渐开线形状与基圆关系 齿轮的切削加工,按形成齿形的原理可分为两大类:成形法和展成法。 用成形法加工齿轮时,刀具的齿形与被加工齿轮的齿槽形状相同。其中最常用的是用盘状模数铣刀和指状模数铣刀在铣床上借助
分度装置铣齿轮,如图7-1所示,母线(渐开线)用成形法形成,不需成形运动,导线用相切法形成,需要两个成形运动。 齿轮的齿廓形状决定于基圆的大小(与齿轮的齿数有关),如图7-2所示。由于同一模数的铣刀是按被加工工件齿数范围分号的(表7-1),每一号铣刀的齿形是按该号中最少齿数的齿轮齿形确定的,因此,用这把铣刀铣削同号中其他齿数的齿轮时齿形有误差。用成形法铣齿轮所需运动简单,不需专门的机床,但要用分度头分度,生产效率低。这种方法一般用于单件小批量生产低精度的齿轮。 用展成法加工齿轮时,齿轮表面的渐开线用展成法形成,展成法具有较高的生产效率和加工精度。齿轮加工机床绝大多数采用展成法。 圆柱齿轮的加工方法主要有:滚齿、插齿等。锥齿轮的加工方法主要有:刨齿、铣齿等。精加工齿轮齿面的方法有:磨齿、剃齿、珩齿、研齿等。 表 7-1 模数铣刀加工齿数范围
一、插齿原理和插齿刀 1. 插齿原理及运动分析 插齿机用来加工内、外啮合的圆柱齿轮,尤其适合于加工内齿轮和多联齿轮,这是滚齿机无法加工的。装上附件,插齿机还能加工齿条,但插齿机不能加工蜗轮。 ( 1 )插齿原理及所需的运动 如图 3-7 所示,插齿机加工原理为模拟一对圆柱齿轮的啮合过程,其中一个是工件,另一个是齿轮形刀具——插齿刀,它与被加工齿轮的模数和压力角相同。直齿插齿刀的切削刃在插齿刀前端面上的投影是渐开线,当插齿刀沿其轴线方向往复运动时,切削刃的轨迹象一个直齿圆柱齿轮的齿面,这个假想的齿轮称为“产形”齿轮。插齿机是按展成法加工圆柱齿轮的。 用插齿刀插削直齿圆柱齿轮的运动分析见图 3-7 。
齿轮加工机床 科技名词定义 中文名称: 齿轮加工机床 英文名称: gear cutting machine 定义: 用齿轮加工工具加工齿轮齿面或齿条齿面的机床。 应用学科: (一级学科);切削加工工艺与设备(二级学科);金属切削机床-各种金属切削机床(三级学科) 以上内容由审定公布 百科名片 齿轮加工机床 齿轮加工机床是加工各种圆柱齿轮、锥齿轮和其他带齿零件齿部的机床。齿轮加工机床的品种规格繁多,有加工几毫米直径齿轮的小型机床,加工十几米直径齿轮的大型机床,还有大量生产用的高效机床和加工精密齿轮的高精度机床。齿轮加工机床广泛应用在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中。目录
展开 发展沿革 古代的齿轮是用手工修锉成形的。1540年,意大利的托里亚诺在制造钟表时,制成一台使用旋转锉刀的切齿装置;1783年,法国的勒内制成了使用铣刀的齿轮加工机床,并有切削齿条和内齿轮的附件;1820年前后,英国的怀特制造出第一饶芗庸ぴ仓萋钟帜芗庸ぴ沧冻萋值幕病>哂姓庖恍阅艿幕驳?9世纪后半叶又有发展。 齿轮加工机床 1835年,英国的惠特沃思获得蜗轮的专利;1858年,席勒取得圆柱齿轮滚齿机的专利;以后经多次改进,至1897年德国的普福特制成带差动机构的滚齿机,才圆满解决了加工斜齿轮的问题。在制成齿轮形插齿刀后,美国的费洛斯于1897年制成了。 二十世纪初,由于汽车工业的需要,各种磨齿机相继问世。1930年左右在美国制成剃齿机;1956年制成。60年代以后,现代技术在一些先进的圆柱齿轮加工机床上获得应用,比如在大型机床上采用数字显示指示移动量和切齿深度;在滚齿机、插齿机和磨齿机上采用电子伺服系统和数控系统代替机械传动链和交换齿轮;用设有故障诊断功能的可编程序控制器,控制工作循环和变换切削参数;发展了数字控制非圆齿轮插齿机和适应控制滚齿机;在滚齿机上用电子传感器检测传动链运动误差,并自动反馈补偿误差等。 1884年,美国的比尔格拉姆发明了采用单刨刀按展成法加工的直齿锥齿轮刨齿机;1900年,美国的比尔设计了双刀盘铣削直齿锥齿轮的机床。 由于汽车工业的需要,1905年在美国制造出带有两把刨刀的直齿锥齿轮刨齿机,又于1913年制成弧齿锥齿轮铣齿机;1923年,出现了准渐开线齿锥齿轮铣齿机;30年代研制成能把直齿锥齿轮一次拉削成形的拉齿机,主要用于汽车差动齿轮的制造。 40年代,为适应航空工业的需要,发展了弧齿锥齿轮磨齿机。1944年,瑞士厄利康公司制成延长外摆线齿锥齿轮铣齿机;从50年代起,又发展了用双刀体组合式端面铣刀盘,加工延长外摆线齿锥齿轮的铣齿机。 齿轮加工机床主要分为圆柱齿轮加工机床和锥齿轮加工机床两大类。圆柱齿轮加工机床主要用于加工各种圆柱齿轮、齿条、蜗轮。常用的有滚齿机,插齿机、铣齿机、剃齿机等。
https://www.doczj.com/doc/5716658401.html,/netclass/netclass6_1.asp 第四节齿轮加工机床 一.齿轮加工机床工作原理 齿轮加工机床是用来加工齿轮轮齿表面的机床。齿轮作为最常用的传动件,广泛应用于各种机械及仪表中,随着现代工业的发展对齿轮制造质量要求越来越高,使齿轮加工设备向高精度、高效率和高自动化的方向发展。 齿轮加工机床的种类很多,构造及加工方法也各不相同。但按齿形形成的原理分类,切削齿轮的方法可分为成形法和展成法两类。 (一)成形法 a) b) 图6-26 成形法加工齿轮 成形法加工齿轮是使用切削刃形状与被切齿轮的齿槽形状完全相符的成形刀具切出齿轮的方法。即由刀具的切削刃形成渐开线母线,再加上一个沿齿坯齿向的直线运动形成所加工齿面。这种方法一般在铣床上用盘铣刀或指形齿轮铣刀铣削齿轮,见图6-26。此外,也可以在刨床或插床上用成形刀具刨、插削齿轮。 成形法加工齿轮是采用单齿廓成形分齿法,即加工完一个齿,退回,工件分度,再加工下一个齿。因此生产率较低而且对于同一模数的齿轮,只要齿数不同,齿廓形状就不同,需采用不同的成形刀具。在实际生产中为了减少成形刀具的数量,每一种模数通常只配有八把刀,各自适应一定的齿数范围,因此加工出的齿形是近似的,加工精度较低。但是这种方法,机床简单,不需要专用设备,适用于单件小批生产及加工精度不高的修理行业。 (二)展成法 展成法加工齿轮是利用齿轮啮合的原理进行的,其切齿过程模拟齿轮副(齿轮一齿条、齿轮—齿轮)的啮合过程。把其中的一个转化为刀具,另一个转化为工件,并强制刀具和工件作严格的啮合运动,被加工工件的齿形表面是在刀具和工件包络过程中由刀具切削刃的位置连续变化而形成的。在展成法加工齿轮中用同一把刀具可以加工相同模数而任意齿数的齿轮。其加工精度和生产率都比较高,在齿轮加工中应用最为广泛。 二. 齿轮加工机床的类型 按照被加工齿轮种类不同,齿轮加工机床可分为圆柱齿轮和锥齿轮加工机床两大类。圆柱齿轮加工机床主要有滚齿机、插齿机等,锥齿轮加工机床有加工直齿锥齿轮的刨齿机、铣齿机、拉齿机和加工弧齿锥齿轮的铣齿机。用来精加工齿轮齿面的机床有珩齿机、剃齿机和磨齿机等。 三.齿轮刀具 (一)齿轮刀具的种类 齿轮刀具是用于加工各种齿轮齿形的刀具。由于齿轮的种类很多,相应地齿轮刀具种类也极其繁多。一般按照齿轮的齿形可分为加工渐开线齿轮刀具和非渐开线齿轮刀具。按照其加工工艺方法则分为成形法和展成法加工用齿轮刀具两大类。 1 .成形法齿轮刀具
滚切直齿圆柱齿轮 图1为滚直齿的传动原理图,图中标“A”为直线运动、标“B”为旋转运动,滚刀、工件、电机、进给传动的丝杠螺母副及刀架均画成示意简图,而菱形小块则是一种可变传动比的换置器官符号。 1、形成母线(渐开线)的运动和传动链 需要滚刀和工件之间的复合运动(图1中B1+B2),称展成运动。由动力源(电机)到刀具主轴的传动链称为外联系传动链,即电机-1-2-iv-3-4-滚刀。由于滚刀的旋转B1是主运动,故这条传动链称为主运动传动链。联系滚刀和工件之间的传动链,称展成传动链。它用以保持B1和B2之间的严格传动比关系,故称内联传动链,设滚刀的头数为K,工件的齿数为Z,则滚刀每转1/K转,工件应转1/Z转。图1中,这条传动链是:滚刀(B1)-4-5-ix- 6-7-工件(B2)。 2、形成导线(直线)的运动和传动链 形成直线导线运动是滚刀的旋转和滚刀(刀架)沿工件轴线方向的竖直进给运动。为了保证加工工件表面粗糙度要求,操作者真正关心的是工件每转时刀架的轴向移动量(mm/r)。因此,进给传动链为:工件-7-8-is-9-10-刀架升降丝杠-刀架。 综上所述,滚切直齿圆柱齿轮所需要的传动链为:两个外链-主运动传动链、进给运动传动链;一个内链-展称运动链。外链的功能是实现执行件的简单运动,或把动力源接通到内链。内链唯一功能是实现执行件之间的复合(严格的传动比关系)运动。 滚切斜齿圆柱齿轮 斜齿圆柱齿轮与直齿圆柱齿轮相比,端面齿廓均为渐开线,但齿长方向不是直线,而是螺旋线。由于斜齿的齿长一般只是大导程螺旋线的一小段,故看上去轮齿是斜着排列。但不可忘记每个斜齿的导线都属于一条螺旋线。 形成母线(渐开线)的运动和传动链与滚切直齿时相同(仅展成传动链中的合成机构有变化)。 由于形成的导线是螺旋线,即刀架的下降运动A和工件的旋转运动B3复合成螺旋运动。此前工件因参与展成运动与具有旋转运动B2,而工件只有一个自由度,所以B2和B3必须合成一个运动之后再传给工件才行,B3称为附加运动。 刀架和工件之间的复合运动保证刀架直线移动一个螺旋线的导程T时,工件的附加转动为一转。这条内链即:刀架-丝杠-12-13-iy-14-15-合成 -6-7-ix-8-9-工件,习惯上称它为差动传动链。当它与另一条内链(展成链)要同时把两个运动传给工件时,将发生干涉。因此,必须在传动系统的恰滚齿机的合成机构是为一差动轮系,图中来自滚刀的运动和来自刀架的运动分别由5、15两点输入合成机构,运动合成后由点6输出,传给工件。当位置设一合成机构,如图2所示。
GDOU-B-11-213《有害生物防治学》课程教学大纲 课程简介 课程简介:有害生物防治学是园艺昆虫学和园艺植物病理学两门课综合起来的一门课程。它包括昆虫基础知识和园艺等害虫防治知识以及植物病害基础知识和多种园艺植物病害防治知识。总学时50 理论35学时实验15学时。 课程大纲 一、课程的性质与任务:有害生物防治学是森林资源保护与游憩专业的专业基础课。主要介绍病虫害防治防治基础知识和各种病虫害防治方法。为学好林业科学与技术打下良好基础。 该课程主要任务是使学生学好植物保护理论基础,掌握各种病虫害防治的方法。 二、课程的目的与基本要求:通过理论讲授、实验和教学实习三个紧密联系的环节,使学生了解植物病虫害的基础知识和防治通过实验和实习,达到理论联系实际的目的。要求学生采集昆虫标本50种以上,病害标本30种以上。 三、面向专业:森林资源保护与游憩 四、先修课程:植物学、植物生理生化学、遗传学、气象学。 五、本课程与其它课程的联系:有害生物防治学与植物学、植物生理生化学、遗传学等课程有着极为密切的联系。学习植物保护学要有上面的课程的基础知识作依托。 六、教学内容安排、要求、学时分配及作业: 第一章昆虫的外部形态和内部器官(6学时) 1.1 昆虫体躯的一般构造 A 1.2 昆虫头部 A 1.头部的基本构造 2.昆虫的触角 3.昆虫的眼 4.昆虫的口器 1.3昆虫的胸部 A
1.胸部的基本构造 2.胸足的基本构造和类型 3.昆虫的翅 1.4 昆虫的腹部 A 1.腹部的基本构造 2.外生殖器的构造 3.尾须 4.幼虫的腹足 1.5 昆虫的体壁 B 1.体壁构造与特性 2.体壁的衍生物 3.体壁与药剂防治的关系 A 1.6 昆虫的体腔和内部器官 C 作业:认识昆虫各部位名称。 第二章昆虫生物学(6学时) 2.1 昆虫的生殖方式 A 1.两性生殖 2.孤雌生殖 3.卵胎生和幼体生殖 4.多胚生殖 2.2 昆虫的发育和变态 A 1.昆虫变态类型 2.昆虫个体发育各阶段的特性 2.3昆虫的进代和年生活史 A 2.4 昆虫的休眠和滞育 A 2.5昆虫的习惯 A 1.食性 2.假死性 3.趋性 4.昆虫的本能 5.保护色及拟态 6.群集、扩散和迁飞 作业:把本章名词用作业本抄下来并背熟。 第三章昆虫分类(4学时) 3.1分类阶元 B 3.2种一亚种和学名 B
每天六个一提高免疫力 睡一个好觉:睡眠不良和免疫系统功能降低有关。体内的T细胞负责对付病毒和肿瘤,如果得不到充足的睡眠,T细胞的数目会减少,生病几率随之增加。不一定要睡足8小时,只要早上醒来觉得精神舒畅就可以。 做一番运动:每天运动30到45分钟,免疫细胞数目会增加,抵抗力也会相对增加。不过,运动如果太过激烈或时间超过1小时,身体反而会制造一些荷尔蒙,抑制免疫系统的活动。做一次按摩:按摩使身体放松,减少压力。每天接受45分钟的按摩,1个月后,免疫功能会有明显改善。 做一回白日梦:每天做5分钟的白日梦,一边深呼吸,一边做做白日梦,让愉快的画面从脑中飘过,可以增加免疫细胞的数目和活动能力。 参加一次艺术活动:笑能使干扰素明显增加,免疫细胞变得更活跃。如果自认缺乏幽默感,可以多看喜剧片、好笑的漫画。音乐可以增加对抗感染及癌症的抗体,不管喜欢哪一种音乐,聆听时都能刺激健康的生理反应。 与知己交流一次:朋友多的人,不但不容易感冒,免疫功能也比性格孤僻的人好。有研究显示,良好的社交关系有助于对抗压力,减少压力,影响免疫细胞功能。 灰尘的作用 灰尘是人人讨厌的东西,它有碍环境?生,危害人体健康。因此,古往今来,人们总是「时时勤拂拭,勿使染尘埃。」然而你可曾想到,人类的生息离不开灰尘。假如自然界真的没有灰尘,我们将面临怎样的境地呢? 灰尘颗粒的直径一般在万分之一到百万分之一毫米之间。人眼能看到的灰尘,是灰尘中的庞然大物,细小的灰尘只有在高倍显微镜下才能看得见。灰尘的主要来源是土壤和岩石。它们经过风化作用后,分裂成细小的颗粒。这些颗粒和其它有机物颗粒一起在空中飘浮。它们在吸收太阳部分光线的同时向四周反射光线,如同无数个点光源。阳光经过灰尘的反射,强度大大削弱,因而变得柔和。假如大气中没有灰尘,强烈的阳光将使人无法睁开眼睛。 有趣的是,尘粒还有个「怪脾气」,容易反射光波较短的紫、蓝、青三色光,而「喜欢」吸收光波较长的其它色光。由於下层大气中的灰尘含量较高,我们在地面上看到的天空才是蔚蓝色的。假如大气中没有灰尘,天空将变成白茫茫的一片。 灰尘大多具有吸湿性能。空气中的水蒸气,必须依附在灰尘上,才能凝结成小水滴。这样,当空气中的水蒸气达到饱和时,分散的水汽便依附?灰尘而形成稳定的水滴,可以在空中长时间地飘浮。假如空气中没有灰尘,地面上的万物都将是湿漉漉的。更严重的是,天空不可能有云雾,也不可能形成雨、雪来调节气候,从地面上蒸发到上空的水也就不可能再回到地面上来。假如地球上的水越来越少,最后完全乾涸,生物就不能生存。此外,由於这些
有害生物防治(PCO)流程优化与质量控制 有害生物(pest)广义上是指在一定条件下,对人类的生活,生产甚至生存产生危害的生物,包括有害微生物、植物、动物等,又分为农村害虫和城市害虫两大类。PCO讨论的害虫限于栖息于人居环境,危害、骚扰人类的有害节肢动物、啮齿动物等,如家栖鼠、蝇类、蚊类、蟑螂等。 有害生物产生的根本原因是单一的人居环境无法建立生态平衡,害虫摆脱了天敌制约,又获得人类提供的丰富食物,水和隐藏场所,因而大量繁殖,危害人类。所以,对付有害生物必须采用综合防治方法,即采用各种方法改造我们的环境,使得其适合人类生活、生产,而害虫不能生存,或只能维持较小的密度,不危害人类。 有害生物防治(Pest Control Operation), 是指运用环境的、生物的、物理的、化学的方法和技术驱除、控制有害生物,并由此产生的一门产业,简称PCO. PCO的核心是害虫综合防治,即将害虫及其栖息环境作为一整体,再考虑到社会条件,综合采用合理的环境治理、生物治理或其它有效手段,组成一套系统的害虫防治措施,达到治本目的。 对于一家从事有害生物防治(PCO)的企业来说,要对某一地域的有害生物进行有效的防治和管理,必须对有害生物综合防治(IPM)有较高层次的认识和理解。不仅能熟练运用所掌握的害虫防治知识,而且要注重市场营销和环境保护。这就需要从事PCO的企业对PCO作业流程有深刻的认识,建立和执行严格的操作规程,为客户提供满意的服务。 有害生物防治作业流程,就是PCO企业从接触客户开始到应客户要求完成有害生物防治的一整套工作程序。由于有害生物防治是对有害生物生存的各种环境条件进行综合治理的系统工程,需要客户的密切配合和有效协助,因此,向客户宣传害虫防治有关知识,表达企业服务承诺,提高客户对企业的信任度等教育应当贯穿于有害生物防治作业流程各个环节。 一般来说,PCO作业流程主要包括:客户接触、现场勘察、施工作业、作业监督、效果考核、客户管理等六方面。 第一节客户接触 客户接触的目的是让客户了解鼠类、蟑螂、蝇类、蚊类等害虫对人类生产、生活的危害,了解PCO企业的服务内容、服务承诺和企业文化,提高客户对PCO企业的信任以及购买PCO服务的欲望。 严格地讲,所有单位和居民家庭都是PCO企业的客户。然而,由于对PCO服务的认知水平和需求等方面存在差异,并不是每个单位和居民家庭都愿意购买PCO服务。为了迅速打开市场,获得市场认可,扩大市场份额,PCO企业应该首先确定主客户群,然后开展营销工作。 通常情况下,最需要有害生物防治服务的单位和家庭(即主客户群)主要有:宾馆、酒店、粮食储备仓库、食品饮料生产加工企业、酒类生产加工企业、烟草行业、百货超市、写字楼、高档住宅以及配有总机房、计算机房、大型配电机房、集
有害生物防治作业流程 第一阶段客户接触 客户接触的目的是让客户了解我公司的服务内容、服务承诺和公司文化,提高客户对我公司的信任以及购买PCO服务的欲望。 在客户接触之前,必须对可能成为我公司客户的单位或家庭进行认定,即“客户认定”。 通常情况下,最需要有害生物防治服务的单位和家庭(即主客户群)主要有:宾馆、酒店、粮食储备仓库、食品饮料生产加工企业、酒类生产加工企业、烟草企业、百货超市、写字楼、高档住宅以及配有总机房、计算机房、大型配电房、集中供冷暖设施的企事业单位等。在这些企事业单位如果有害生物成灾,可能造成的损失是无法估算的。因此,我们应充分利用这些企事业单位在有害生物防治方面的需求,制定有针对性的营销计划,进行重点开发。 主客户群确定之后,接着要做的工作就是与这些潜在客户进行有效的接触,以确定合作意向。根据接触方式的不同,可将客户接触分为信函接触、电话接触、面谈等三种,而信函接触、电话接触的最终目的是为面谈打下良好的基础。 一、信函接触 将相关资料包括服务项目、服务承诺、公司样板工程、在报纸上刊登的广告和
普文章连同公司的地址、联系电话、联系人等书面材料邮寄给客户,或由营销人员登门送达客户。这种接触方式,可称为信函接触。书面材料应尽量详细,以方便客户与公司联系。 信函接触的另一个必不可少的内容是亲切的问侯(也可以通过其他方式表达)。逢年过节时,给客户寄送一张贺卡,以表达问候和感激之情,让客户觉得公司富有人情味,从而愿意购买(或继续购买)公司的PCO用力。即使客户暂无合作意向,也没有关系,因为客户一旦需要PCO服务,本公司将成为优先考虑的对象。 二、电话接触 随着通信技术的发展,电话接触还应当包括传真、电子邮件、网站信息发布等接触方式。这些接触方式中,打电话(或接触电话)、发传真、发送电子邮件只能针对一个客户,因而内容应该有一定的针对性;而在网站上发布信息,则可针对所有客户,所以网站上面的信息应该包括公司所有的可以公开的有害生物防治方面的内容,让客户能够方便地得到所需要的信息,从而建立起联系。 单纯通过电话与客户接触时,无论是接听电话,还是主动打电话(当然以主动电话联系为主),都应该有礼貌,应该简单明了地向客户介绍本公司的PCO业务,既要让客户有进一步了解相关情况的愿望,又不能占用客户太多的时间,让其产生厌烦情绪。这是单纯电话接触过程必须注意的问题。一旦客户有继续接触的想法,
详谈齿轮加工方法与加工机床 齿轮加工机床圆柱齿轮:滚齿机、插齿机等;直齿锥齿轮刨齿机、铣齿机、拉齿机;弧齿锥齿轮铣齿机。剃齿机、珩齿机、磨齿机成形法加工齿轮及滚齿二、滚齿机(一)滚齿原理—模拟一对螺旋齿轮啮合过程(二)滚齿机运动分析主运动—滚刀旋转运动;展成(啮合)运动—齿坯与滚刀按一定速比转动;进给运动—滚刀沿齿坯轴向运动。 1.加工直齿圆柱齿轮时的运动分析内传动链为:滚刀—4—5—u x —6—7—齿坯u x 为啮合运动传动比。(3)进给运动A 2 齿坯—7—8—u f —9—10—刀架升降,u f 为进给运动传动比。(2)展成运动滚刀旋转运动B 11 1/K转(1齿) 齿坯旋转运动B 12 1/ z 转(1齿) (1)主运动B 11 电机—1—2—u v —3—4—滚刀u v 为主运动传动比。 齿轮加工机床广泛应用汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机航天器等各种机械制造业。 齿轮加工机床加工各种圆柱齿轮、锥齿轮其他带齿零件齿部机床。齿轮加工机床品种规格繁多,有加工几毫米直径齿轮小型机床,加工十几米直径齿轮大型机床,还有大量生产用高效机床加工精密齿轮高精度机床。 齿轮加工机床主要分为圆柱齿轮加工机床锥齿轮加工机床两大类。圆柱齿轮加工机床主要用于加工各种圆柱齿轮、齿条、蜗轮。常用有滚齿机,插齿机、铣齿机、剃齿机等。 齿轮加工机床的品种规格繁多,有加工几毫米直径齿轮的小型机床,加工十几米直径齿轮的大型机床,还有大量生产用的高效机床和加工精密齿轮的高精度机床大型齿轮加工机床主要分为圆柱齿轮加工机床和锥齿轮加工机床两大类。圆柱齿轮加工机床主要用于加工各种圆柱齿轮、齿条、蜗轮。常用的有滚齿机,插齿机、铣齿机、剃齿机等。大型齿轮加工机床广泛应用在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中。 文章编辑:东莞永滔齿轮加工厂官方网:https://www.doczj.com/doc/5716658401.html, huangkaijun
齿轮加工机床的特点介绍 加工机床广泛应用汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机航天器等各种机械制造业。 齿轮加工机床加工各种圆柱齿轮、锥齿轮其他带齿零件齿部机床。齿轮加工机床品种规格繁多,有加工几毫米直径齿轮小型机床,加工十几米直径齿轮大型机床,还有大量生产用高效机床加工精密齿轮高精度机床。 古代齿轮用手工修锉成形。1540年,意大利托里亚诺制造钟表时,制成一台使用旋转锉刀切齿装置;1783年,法国勒内制成了使用齿轮加工机床,并有切削齿条内齿轮附件;1820年前后,英国怀特制造出第一台既能加工圆柱齿轮又能加工圆锥齿轮机床。具有这一性能机床到19世纪后半叶又有发展。 1835年,英国惠特沃思获得蜗轮滚齿机专利;1858年,席勒取得圆柱齿轮滚齿机专利;以后经多次改进,至1897年德国普福特制成带差动机构滚齿机,才圆满解决了加工斜齿轮问题。制成齿轮形插齿刀后,美国费洛斯于1897年制成了插齿机。 20世纪初,由于汽车工业需要,各种磨齿机相继问世。1930年左右美国制成剃齿机;1956年制成珩齿机。60年代以后,现代技术一些先进圆柱齿轮加工机床上获得应用,比如大型机床上采用数字显示指示移动量切齿深度;滚齿机、插齿机磨齿机上采用电子伺服系统数控系统代替机械传动链交换齿轮;用设有故障诊断功能可编程序控制器,控制工作循环变换切削参数;发展了数字控制非圆齿轮插齿机适应控制滚齿机;滚齿机上用电子传感器检测传动链运动误差,并自动反馈补偿误差等。 1884年,美国比尔格拉姆发明了采用单刨刀按展成法加工直齿锥齿轮刨齿机;1900年,美国比尔设计了双刀盘铣削直齿锥齿轮机床。 由于汽车工业需要,1905年美国制造出带有两把刨刀直齿锥齿轮刨齿机,又于1913年制成弧齿锥齿轮铣齿机;1923年,出现了准渐开线齿锥齿轮铣齿机;30年代研制成能把直齿锥齿轮一次拉削成形拉齿机,主要用于汽车差动齿轮制造。 40年代,为适应航空工业需要,发展了弧齿锥齿轮磨齿机。1944年,瑞士厄利康公司制成延长外摆线齿锥齿轮铣齿机;从50年代起,又发展了用双刀体组合式端面铣刀盘,加工延长外摆线齿锥齿轮铣齿机。 齿轮加工机床主要分为圆柱齿轮加工机床锥齿轮加工机床两大类。圆柱齿轮加工机床主要用于加工各种圆柱齿轮、齿条、蜗轮。常用有滚齿机,插齿机、铣齿机、剃齿机等。 滚齿机用滚刀按展成法粗、精加工直齿、斜齿、人字齿轮蜗轮等,加工范围广,可达到高精度或高生产率;插齿机用插齿刀按展成法加工直齿、斜齿齿轮其他齿形件,主要用于加工多联齿轮内齿轮;铣齿机用成形铣刀按分度法加工,主要用于加工特殊齿形仪表齿轮;剃齿机用齿轮式剃齿刀精加工齿轮一种高效机床;磨齿机用砂轮,精加工淬硬圆柱齿轮或齿轮齿面高精度机床;珩齿机利用珩轮与被加工齿轮自由啮合,消除淬硬齿轮毛刺其他齿面缺陷机床;
汽车齿轮加工技术和典型装备 重庆机床(集团)有限责任公司廖绍华 一、前言 齿轮是汽车行业主要的基础传动元件,通常每辆汽车中有18~30个齿部,齿轮的质量直接影响汽车的噪声、平稳性及使用寿命。目前按产量计我国已成为世界第三大汽车生产国,强大的汽车工业必然需要强大的齿轮加工装备业支撑。齿轮加工机床是一种复杂的机床系统,是汽车行业的关键设备,世界上各汽车制造强国如美国、德国和日本等也是齿轮加工机床制造强国。据统计,我国80%以上的汽车齿轮由国产制齿装备加工完成。同时,汽车工业消费了60%以上的齿轮加工机床,汽车工业将一直是机床消费的主体。 二、汽车齿轮加工方法 1.最常用的齿轮加工工艺 根据尺寸、材料和用途的不同,齿轮可用不同的方法制造。目前齿轮加工最主要的工艺方案如下。 ■滚齿(插齿、锻齿)→剃齿→热处理 ■滚齿(插齿、锻齿)→热处理→刮剃 ■滚齿(插齿、锻齿)→热处理→刮滚 ■滚齿(插齿、锻齿)→热处理→刮滚→珩齿(强力珩) ■滚齿(插齿、锻齿)→热处理→磨齿 ■滚齿(插齿、锻齿)→热处理→磨齿→珩齿(强力珩) 2.汽车齿轮加工最常用的工艺方法及其特点 ■滚齿(插齿、锻齿)→剃齿→热处理→(珩齿) 特点:加工效率高、加工成本低,适合轿车及微型车齿轮加工。 ■滚(插齿)→剃齿→热处理 特点:加工效率高、加工成本低,适合于一般中重型汽车齿轮加工。 ■滚(插齿)→热处理→磨齿 特点:加工精度高、加工效率较低、加工成本,适合于高速齿轮、大型客车、高档
重型汽车齿轮的加工。 3.齿轮加工应考虑的因素 ■根据加工对象和要求,要选择适合的机床。如适合的机床的规格、数控轴数、性能,机床要有高的刚性、良好的热稳定性、高可靠性等; ■齿轮的加工精度和效率,还与刀具的材料、参数、涂层工艺、精度等级及刚性,夹具的定位方式、精度和刚性,齿坯的材料、硬度、精度和刚性,切削用量的合理选用,以及切削液的选用有关。 4.齿轮加工新技术 ■高速干式切削 特点:绿色加工、高效率、单件加工成本低。 ■硬齿面加工 特点:高效率,加工成本低。 ■无削加工(冷轧齿轮等) 特点:绿色加工、齿部强度高、高效、成本低。 三、齿轮加工对装备的要求及发展趋势 1.齿轮加工对装备的要求 ■齿轮加工机床向数控方向发展; ■高效率和24小时连续不断的工作能力; ■实现稳定高精度加工; ■自动化程度高,应具有自动上、下料,自动夹紧装置; ■环境友好; ■高的柔性,实现批量生产的准备时间短; ■高的性价比。 2. 齿轮加工技术与装备的发展趋势 为适应齿轮加工行业对制造精度、生产效率、清洁生产、提高质量的要求,制齿机床及制齿技术出现了以下发展趋势。 2.1全数控
齿轮加工机床 [编辑本段] 齿轮加工机床 是加工各种圆柱齿轮、锥齿轮和其他带齿零件齿部的机床。齿轮加工机床的品种规格繁多,有加工几毫米直径齿轮的小型机床,加工十几米直径齿轮的大型机床,还有大量生产用的高效机床和加工精密齿轮的高精度机床。 齿轮加工机床广泛应用在汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机和航天器等各种机械制造业中。 [编辑本段] 齿轮加工机床发展沿革 古代的齿轮是用手工修锉成形的。1540年,意大利的托里亚诺在制造钟表时,制成一台使用旋转锉刀的切齿装置;1783年,法国的勒内制成了使用铣刀的齿轮加工机床,并有切削齿条和内齿轮的附件;1820年前后,英国的怀特制造出第一台既能加工圆柱齿轮又能加工圆锥齿轮的机床。具有这一性能的机床到19世纪后半叶又有发展。 1835年,英国的惠特沃思获得蜗轮滚齿机的专利;1858年,席勒取得圆柱齿轮滚齿机的专利;以后经多次改进,至1897年德国的普福特制成带差动机构的滚齿机,才圆满解决了加工斜齿轮的问题。在制成齿轮形插齿刀后,美国的费洛斯于1897年制成了插齿机。 二十世纪初,由于汽车工业的需要,各种磨齿机相继问世。1930年左右在美国制成剃齿机;1956年制成珩齿机。60年代以后,现代技术在一些先进的圆柱齿轮加工机床上获得应用,比如在大型机床上采用数字显示指示移动量和切齿深度;在滚齿机、插齿机和磨齿机上采用电子伺服系统和数控系统代替机械传动链和交换齿轮;用设有故障诊断功能的可编程序控制器,控制工作循环和变换切削参数;发展了数字控制非圆齿轮插齿机和适应控制滚齿机;在滚齿机上用电子传感器检测传动链运动误差,并自动反馈补偿误差等。 1884年,美国的比尔格拉姆发明了采用单刨刀按展成法加工的直齿锥齿轮刨齿机;1900年,美国的比尔设计了双刀盘铣削直齿锥齿轮的机床。 由于汽车工业的需要,1905年在美国制造出带有两把刨刀的直齿锥齿轮刨齿机,又于1913年制成弧齿锥齿轮铣齿机;1923年,出现了准渐开线齿锥齿轮铣齿机;3 0年代研制成能把直齿锥齿轮一次拉削成形的拉齿机,主要用于汽车差动齿轮的制造。 40年代,为适应航空工业的需要,发展了弧齿锥齿轮磨齿机。1944年,瑞士厄利康公司制成延长外摆线齿锥齿轮铣齿机;从50年代起,又发展了用双刀体组合式端面铣刀盘,加工延长外摆线齿锥齿轮的铣齿机。
有害生物防制知识练习1000题(中级) 保知识 一、判断题 1.人类生存的地球至今已有40多亿年()2.人类出现在地球上只有几百万年的历史()3.联合国第一次人类环境会议是1992年在巴西里约热内卢召开的()4.到2004年底联合国已召开过3次环境发展大会()5.人类生产活动对环境的污染物主要是人工合成的各种有机化合物和每天排放出的废弃物()6.环境污染的原因是来自于人类的生产活动和生活活动()7.含铅、砷、铜、汞杀虫剂在土壤中残留时间较长,它们的半衰期要达2-4年()8.杀虫剂污染环境主要表现在污染大气()9.DDT是一种有效的杀虫剂,但不易分解,而易扩散的化学物质,长期使用,害虫产生抗药,危害生态系统()10.DDT杀虫剂流入海水中,易在生物体积累通过食物链,到银鸥能浓缩上万倍()11.1982年我国对DDT、六六六已经禁止生产使用()12.氟乙酰胺不仅是禁用的灭鼠剂,也是禁用的杀虫剂()二、单选题 1.人类出现在地球上已有多少年历史()(A)几十万年(B)几百万年(C)几千万年(D)几亿多年 2.西方工业发达国家的人民群众发出“保护环境、防治污染”的强烈呼声于20世纪()年代(A)20 (B)40 (C)60 (D)80 3.联合国至2004年底已召开几次环境大会()(A)2次(B)3次(C)4次(D)5次 4.联合国召开的第一次环境会议是哪年()(A)1962年(B)1972年(C)1992年(D)2002年 5.有机氯杀虫剂在土壤中残留,其半衰期为()(A)0.1-0.2年(B)2-4年(C)5-10年(D)10-30年 6.目前世界上每年生产的杀虫剂原药数量为()(A)20多万吨(B)200多万吨(C)2000多万吨(D)2亿多吨 7.含重金属杀虫剂在土壤中的半衰期为()(A)2-4年(B)5-10年(C)10-30年(D)30-40年 8.喷洒杀虫剂约有多少要落到土壤里()(A)90% (B)70% (C)50% (D)30% 9.据测定DDT从海水到银鸥体内,其含量要扩大多少倍()(A)上万倍(B)10几万倍(C)上百万倍(D)上千万倍 10.农牧渔业部、卫生部(82)农字第4号《农药安全使用规定》中,不准用于蔬菜、茶叶、果树、中药材等作物及防制卫生害虫的高毒杀虫剂有多少种()(A)15种(B)25种(C)35种(D)45种 11.下列哪种既是禁用的杀虫剂也是禁用的灭鼠剂()(A)磷化锌(B)磷化铝(C)氟乙酰胺(D)氯化苦 12.下列哪种是禁用的灭鼠剂()(A)氯丹(B)四亚甲基二砜四胺(C)磷化铝(D)巴沙 三、多选题 1.1997、1999年农业部规定,对茶叶虫害防制禁止使用()(A)溴氰菊酯(B)氯氰菊酯(C)三氯杀螨醇(D)三氟氯氰菊酯 E)氰戊菊酯(F)苯氰菊酯2.禁用的灭鼠剂有()(A)立克命(B)毒鼠强(C)氟乙酸钠(D)氟乙酰胺(E)鼠立死(F)硫酸铊 四、匹配题 1.匹配各类杀虫剂在土壤中残留时间的半衰期(年) (A)有机磷杀虫剂 0.02-0.1年() (B)有机氯杀虫剂 10-30年() (C)重金属杀虫剂 2-4年() (D)有机氮杀虫剂 0.02~0.2年()
第四章 齿轮加工机床 1.分析比较应用范成法与成形法加工圆柱齿轮各有何特点? 答:成形法加工齿轮,要求所用刀具的切削刃形状与被切齿轮的齿槽形状相吻合。例如:在铣床上用盘形或指形齿轮铣刀铣削齿轮,在刨床或插床上用成形刀具刨削或插削齿轮等。通常采用单齿轮成形刀具加工齿轮,它的优点是机床较简单,也可以利用通用机床加工。缺点是对于同一模数的齿轮,只要齿数不同,齿廓形状就不相同,需采用不同的成形刀具;在实际生产中加工精度较低,生产效率也较低。范成法切齿所用刀具切削刃的形状相当于齿条或齿轮的轮廓,它与被切齿轮的齿数无关,因此每一种模数,只需用一把刀具就可以加工各种不同齿数的齿轮。这种方法的加工精度和生产率一般比较高,因而在齿轮加工机床中应用最广。 2.在滚齿机上加工直齿和斜齿圆柱齿轮,大质数直齿圆柱齿轮,用切向发加工蜗轮时,分别需要调整哪几条传动链?画出传动原理图,并说明各传动链的两端件及计算位移是什么? 答:(1)加工直齿圆柱齿轮时,需要调整主运动传动链,范成运动传动链和轴向进给运动传动链。传动原理图见图4-2,其中主运动的传动链的两端件是电动机—滚刀主轴Ⅷ,计算位移是:电动机电n —滚刀主轴(滚刀传动)刀n ;范成运动传动链的两端件是滚刀主轴(滚刀转动)—工作台(工件转动),计算位移是:滚刀主轴转一转时,工件转可k/z 转;轴向进给传动链的两端件是工作台(工件移动),计算位移是:工作台每转一转时,刀架进给F。 (2)加工斜齿圆柱齿轮时,比加工直齿圆柱齿轮时多一条附加运动传动链,其两端件是滚刀刀架(滚刀移动)—(作台工件附加转动),计算位移是:刀架沿工件轴向移动一个螺旋线导程L时,工件应附加转±1转。传动原理图见图4-3。 (3)加工大质数直齿圆柱齿轮时,需要调整主运动传动链,与加工直齿圆柱齿轮相同;范成运动传动链:两端件是工作台,计算位移是:工作台转k/z 转,工作台附加转(k/z —k/0z )转。传动原理图见图4-3(p b )4.用切向法加工蜗轮时,需要调整主运动传动链,范成运动传动链和切入进给运动,见图4—4C ,4—4D 。 3.滚齿机上加工斜齿圆柱齿轮时,工件的范成运动(12B )和附加运动(22B )
滚齿机工作原理-功能分析-介绍
功能原理设计 随着现代设计方法的发展及应用越来越广泛,人们对系统原理设计时常采用一种“抽象化”的方法---“黑箱法”。之所以称为“黑箱法”是因为对于待设计产品来说,在求解之前,犹如一个看不见内部结构的“黑箱子”。这种“黑箱”只能用来描述系统的功能目标,“黑箱”的内部结构需要设计人员进一步构思的设计。由此可知,“黑箱法”是根据系统的输入、输出关系来研究实现系统功能目标的一种方法,即根据系统的某输入及要求获得某种输出要求,从中寻找某种原理来实现输入---输出之间的转化,得到相应的解决办法,从而推求出“黑箱”的功能结构,使“黑箱”变成“白箱”的一种方法。 1、黑箱法寻找总功能的转化关系 物料流包括材料、毛坯半成品、成品,液体、气体等各物体;能量流包括电能、光能、机械能、热能、核能等;信号流包括数据、测量值、控制信号、波形等。通过对Y38滚齿机的综合分析,可得以下“黑箱”示意图
通过黑箱法分析,滚齿机是将轮坯通过一定的加工过程,最终得到所需产品—齿轮的机器。该过程有各种能量的交换、损失,同时还与外界的环境密切相关。 2、滚齿加工原理 齿轮是现代机械传动中的重要组成部分。从国防机械到民用机械,从重工业机械到轻工业机械,无不广泛的采用齿轮传动。随着汽车、机械、航天等工业领域的高速发展,对齿轮的需求量日益增加,对齿轮加工的效率、质量及加工成本的要求愈来愈高,滚齿机是齿轮加工加床中的一种,由于滚齿机既适合高效率的齿形粗加工,又适合中等精度齿轮的精加工,因此受到广泛的应用。为此滚齿机的研究仍是大家努力的方向 齿轮加工机床的种类繁多,构造各异,加工方法也不相同,齿形加工可按在加工中有无切屑而区分为无屑加工和切削加工两大类。 无屑加工包括热轧、冷轧、压铸和粉末冶金等,无屑加工生产率高,材料消耗少,故成本低,但加工精度不高。 (1)冷轧
有害生物PCO 虫害控制知识 有害生物(PCO )简介有害生物防治是指用各种方法和技术来驱除、防治有害生物,并由此而形成的一门服务性产业,简称PCO 。我国把有害生物的防治传统上称为“除四害”运动,主要有各级政府组织的爱国卫生运动来完成的。随着改革开放,加入WTO 后,服务业全面开放,为了推动PCO 的发展,使有害生物防治尽快形成“人大立法,爱卫办组织协调,群众参与,PCO 公司实施,防疫站监督”的格局,积极引进资金、引进人才、引入竞争机制、引进国外的先进技术和管理理念,借以提高我国PCO 的水平,保障人民身体健康。 三、鼠可以传播哪些疾病?鼠类可以直接把病菌传给人或通过体外寄生虫间接传给人,起到传播媒介和保菌作用。我国鼠传疾病主要有鼠疫、钩端螺旋体病、流行性出血热、鼠源性板疹伤寒、血吸虫病等。在鼠传疾病中,现在危害最大的为肾综合症出血热。 四、蚊虫与疾病的关系?蚊子传播的疾病统称为蚊媒病,我国流行的蚊媒病主要有四类:疟疾、丝虫病、乙型脑炎、登革热。疟疾、丝虫病、乙脑三类疾病经过长期的防治,发病率已大大下降。但仍然是我国危害人民健康的重要疾病。登革热更值得重视,因为登革热易造成区域大流行。 五、蝇类的危害?蝇类是我们最熟悉,也是最主要的卫生害虫,其危害主要为可机械性传播疾病。蝇类喜在人或畜的粪尿、痰、呕吐物以及尸体等处四处爬行,而且边吃、边吐、边拉极易传播消化道疾病以及眼病、皮肤病、神经系统疾病,其中尤以消化带疾病更为常见。尤其在夏秋季节为高发期,蝇类还可以引起
蝇殂疟,有的蝇类还吸血、骚扰,对人和畜牧业危害较大。 六、为什么要大力消灭蟑螂?因为蟑螂能携带多种病原体,由于蟑螂适应性强、侵害面积广、食性杂,既可在垃圾、厕所、盥洗室等场所活动,又可在食品上取食,所以极易引起肠道病和寄生虫等疾病。此外,蟑螂的体液和粪便可引起过敏,蟑螂也侵害电脑通讯设备造成故障,国外有人称蟑螂是“电脑害虫”,所以我们要大力消灭蟑螂,保护人民健康。 七、国家为何明令禁止使用生产销售毒鼠强鼠药?因为毒鼠强鼠药属于剧毒的急性灭鼠剂,人蓄误食,没有特效的解毒药,极易造成二次中毒,对环境有污染,不环保,所以国家明令禁止生产、销售,使用毒鼠强鼠药,违背将受到法律严惩。 八、为什么叮人吸血的蚊子都是雌蚊?雄蚊不吸血,以花蜜、植物汁液为食;雌蚊虽然也吸花蜜、植物汁液并靠它们维持生存,但必须吸取血液后卵巢才能发育,蚊类不吸血就不能繁衍后代,所以人被吸血的蚊子都是雌蚊。 九、城镇常见蟑螂种类极其特点?城镇最常见的蟑螂有德国小蠊、黑胸大蠊、美洲大蠊尤以德国小蠊危害最大。德国小蠊俗称油婆子,生活史周期最短,适应性最强,分布最广,根据世卫组织(WTO )媒介生物控制专家委员会的意见,德国小蠊是世界各国最重要的蟑螂害虫。 十、如何做好防蝇措施?认识蝇类危害,了解蝇类生活习性,采取有针对性的措施防止蝇类侵害,室内在专业人员指导下安装灭蝇灯或防蝇罩,加强食品卫生知识和宣传,强化城镇公共厕所卫生管理,加大农村改厕工作力度,最大限度减少甚至消除蝇类孳生场所。 十一、如何做好蚊虫的综合防治工作?蚊虫的综合防治既针对蚊幼孳生地,也针对成蚊根据孳生地的调查,采用生态、物理的方法,如清除、疏通、填平、