
工艺专业化布局和产品专业化布局
生产设备的布置通常有两种形式,工艺专业化和产品专业化
设备
类型
工种
工艺 方法 加工 对象 生产类型 工艺布局
相同 相同 相同 不同 单件小批 产品布局
不同 不同 不同 相同 大量
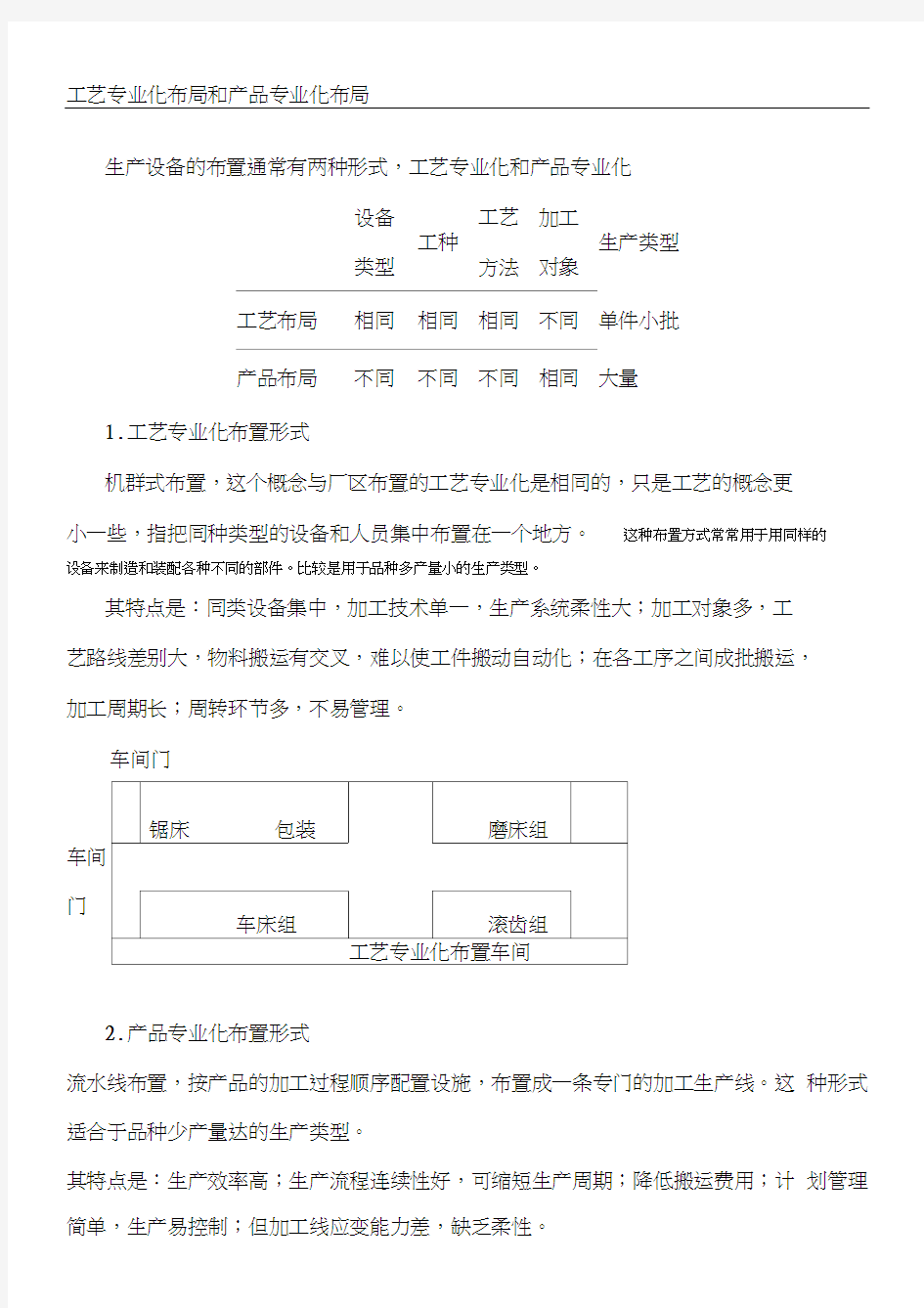
1. 工艺专业化布置形式
机群式布置,这个概念与厂区布置的工艺专业化是相同的,只是工艺的概念更
小一些,指把同种类型的设备和人员集中布置在一个地方。
这种布置方式常常用于用同样的
设备来制造和装配各种不同的部件。比较是用于品种多产量小的生产类型。 其特点是:同类设备集中,加工技术单一,生产系统柔性大;加工对象多,工
艺路线差别大,物料搬运有交叉,难以使工件搬动自动化;在各工序之间成批搬运, 加工周期长;周转环节多,不易管理。
2. 产品专业化布置形式
流水线布置,按产品的加工过程顺序配置设施,布置成一条专门的加工生产线。这 种形式适合于品种少产量达的生产类型。
其特点是:生产效率高;生产流程连续性好,可缩短生产周期;降低搬运费用;计 划管理简单,生产易控制;但加工线应变能力差,缺乏柔性。
车间门
车间门
需要注意的是在生产车间内部的布置也应该遵循工艺性、经济性和安全性原则,
具体有以下要求:
1.尽可能保持生产过程的连续性;
2.工件加工中的运送路线要短;
3.车间内要留出足够的通到面积,通道要直;
4.充分保证生产用面积,提高利用率;
5.设备布置要保证安全。
传统生产线的弊端
直线型生产线的生产方式下,人员在一个周期内的来回时间及行走距离较多,如图2所示。某个单元生产周期不能够得到合理限制造成整个系统的周期过长,产品成本增加,如局部环节出现问题会影响整个生产线的连续性,形成在制品堆积的严重现象。
面向产品族的“制造单元”?
制造单元是以柔性设备为核心的若干台设备的组合,将这些设备按照每一个产品“族”相类同的工艺顺序排列,在制造单元内完成制造这些产品/零件族的全部过程。制造单元不是针对每一个零件的,这样就不是精益制造了。制造单元起码有以下几个特征和功能:?
a)面向一个“产品/零件族”。“族”是一组形状和制造过程相同或相似的零件。因而精益的制造单元是柔性的,大大地减少了由于换型造成的生产停滞。??
b)制造单元内的设备顺序是按工艺流程排列的,考虑到零件进出单元方向的一致性,经常排列成U形,所以又称其为U形单元,从而保证了>物流的流程距离最短,而消除了多
种形式的浪费。??
c)工件在制造单元中按流程顺序自然流转,从而简化了管理,节省了信息的传递和信息流距离。??
d)制造单元内的工人是多能的,单元团队的成员之间是相互支持和相互替代的,使更加发挥工人和团队的积极性,??
e)所以建立制造单兀是实行精益生产的关键步骤之一。
单元生产模式是一种基于追求无浪费理念,以工作单元(机械设备、生产人员和在制品的物流系统)为基本组成,对生产线合理布置,进行单一或多品种的生产方式。单元式生产
可根据人员配备情况将生产线分为单人、多人循环类型,即U型布置。单元生产方式
的基本目的就是消除浪费,该生产模式主要消除七大浪费中的搬运浪费、等待浪费、生产线平衡浪费。同时可有效的降低生产成本,提高质量及工作效率,增强系的柔性能力通常单元式生产线采用U型或C型生产线的模式,在这种生产线模式中设备和工作地点按照流程步骤的顺序紧密配置,这样能够减少不必要的人员走动和物料的搬运时间,使得生产线的运行更加顺畅,U型生产线的最大特征就是实现生产线的平衡,该生产线为了减少工作人员由于生产线布局不当所造成的行走时间浪费现象,把生产的投入点,即原材料的放置点与半成品或成品的产出点的位置,尽可能的缩短其二者间距离,叫做“10—致”原则构建制造单元需要有以下技术的支持:??
利用成组技术(Group?Tech no logy)的相似性原则,将产品和零件分成为若干“族”。
在这个过程中,采用成组技术分类编码是必要的。但是很多企业径直采用目测和经验的方法分类,也取得可行的效果。??
利用工艺和聚类分析等方法形成与零件族工艺设备相对应的设备组。这个过程可以凭经验完成,最好用专业的应用软件实现。??
绘制产品族的价值流图( value?stream?mapping )。价值流图是借鉴日本的经验在美国广泛应用的一种识别浪费的方法。利用价值流图分析现行过程存在的过程停滞和浪费,计算不增值过程所占用的过程时间。按照分析结果重新设计。??
在车间现场按经过优化的族的工艺流程布置设备组,形成U形或直线的生产单元。?? 不断的进行工艺路线的改进和优化,不断的进行制造单元设备类型和位置的调整。?? 将工程技术人员的办公桌安放在各个制造单元的中央,加快对现场问题的反应速度? 为了方便的构建和调整制造单元,布置精益制造单元的厂房采用整体地基,准备在任何地方安置设备,而设备也放在简易的可移动拖架上,多数并不与地面固定。在美国和的许多实践打消了关于设备精度、和寿命的所有疑虑。水、电、气的管道从设备上空下来。?
设备的位置排列:
1.单行排列:例:某金加工车间,加工ABCD四种零件,所需设备(工作地)单行排
为:料库—铣床—钻床—刨床—车床—检验,各零件加工工艺路线如下:
A: 料—刨—铣—检
B: 料—车—铣—刨—检
C:料一铣一车一刨一钻一检
D:料一车一铣一车一铣一钻一检
2.设备的多行排列:
柔性化的设备?
,实现精益制造的设备是便于更换或调整的柔性化设备。在柔性设备上,更换产品只需要很少的时间,以至于可以大大地降低所谓“经济规模”的阈值。各种数控设备,特别是数控加工中心和柔性制造系统FMS是拉式生产系统首选的柔性设备。注意首推数控设备并不是由于它们是“自动化” ?的,而是看中了它们“柔性化”的特征。用普通的设备加式的快速换装的模具系统、或在前苏联过的成组夹具或组合夹具,也是效果很好的柔性化设备方案。相反,刚性自动化设备最能体现大量生产方式的优势,但用他们进行精益的小批量甚至单件流生产、而又企图获得高效率和低
成本是不可能的。因而,在向精益企业转变过程中,体积庞大而不易搬动、需要按批量作业的“超大设备”成为新的浪费而失去它的生命力在国内外进行精益企业改造过程中,并没有一开始就进行大规模设备更新的。但是
必须不断地进行制造技术的改进,用新的柔性自动化的设备替代普通的通用设备,
逐渐形成出面向“大规模定制生产”的敏捷制造环境。?