企业汽车覆盖件模具设计通用规范
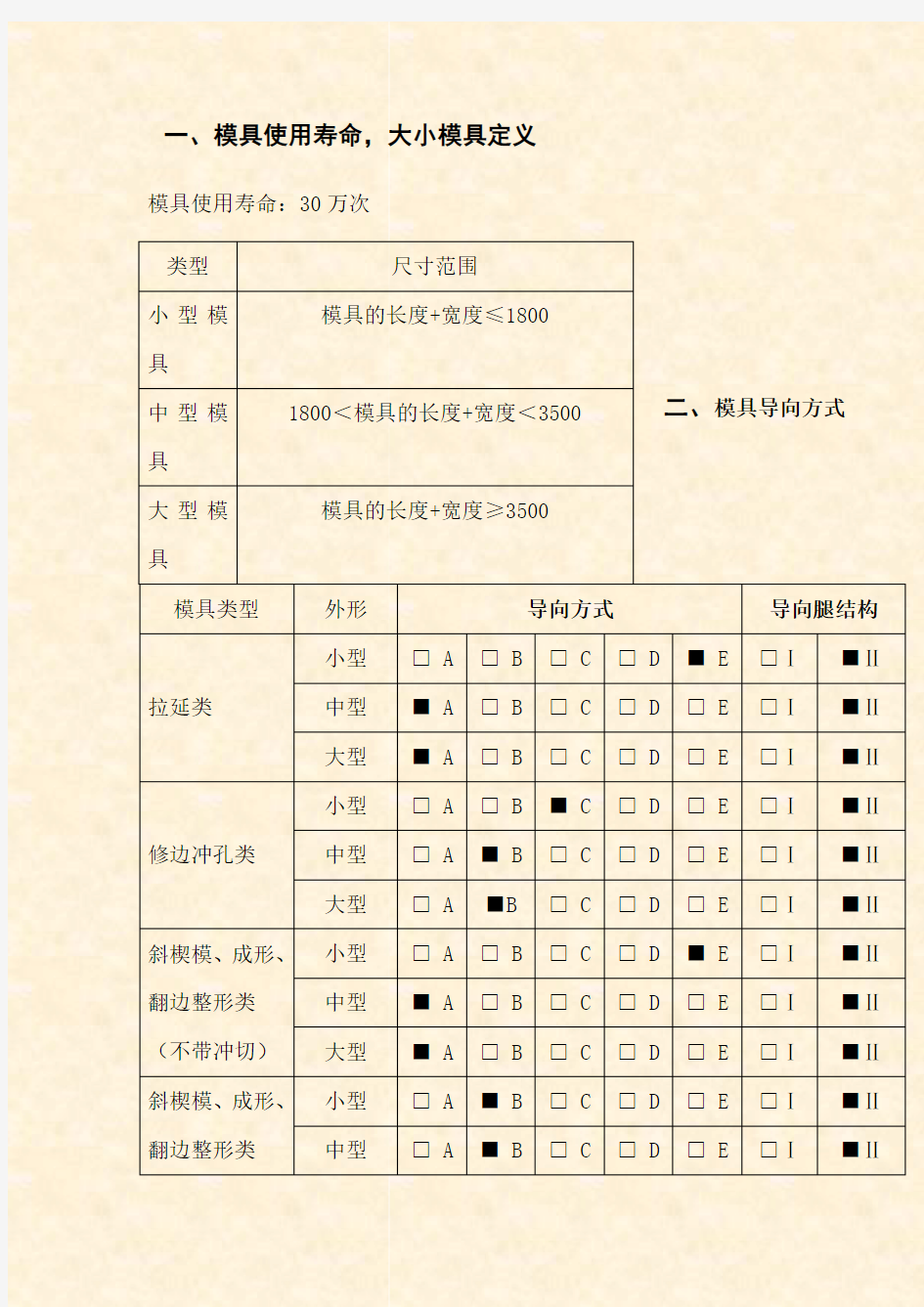
一、模具使用寿命,大小模具定义
模具使用寿命:30万次
二、模具导向方式
模具类型外形导向方式导向腿结构
拉延类小型□ A□ B□ C□ D■ E□Ⅰ■Ⅱ中型■ A□ B□ C□ D□ E□Ⅰ■Ⅱ大型■ A□ B□ C□ D□ E□Ⅰ■Ⅱ
修边冲孔类小型□ A□ B■ C□ D□ E□Ⅰ■Ⅱ中型□ A■ B□ C□ D□ E□Ⅰ■Ⅱ大型□ A■B□ C□ D□ E□Ⅰ■Ⅱ
斜楔模、成形、翻边整形类(不带冲切)小型□ A□ B□ C□ D■ E□Ⅰ■Ⅱ中型■ A□ B□ C□ D□ E□Ⅰ■Ⅱ大型■ A□ B□ C□ D□ E□Ⅰ■Ⅱ
斜楔模、成形、翻边整形类小型□ A■ B□ C□ D□ E□Ⅰ■Ⅱ中型□ A■ B□ C□ D□ E□Ⅰ■Ⅱ
类型尺寸范围
小型模
具
模具的长度+宽度≤1800
中型模
具
1800<模具的长度+宽度<3500
大型模
具
模具的长度+宽度≥3500
模具类型外形导向方式导向腿结构(带冲切)大型□ A■ B□ C□ D□ E□Ⅰ■Ⅱ
落料冲孔类小型□ A□ B■ C□ D□ E□Ⅰ■Ⅱ中型□ A□ B■ C□ D□ E□Ⅰ■Ⅱ大型□ A■ B□ C□ D□ E□Ⅰ■Ⅱ
防差错措施
■需要,右侧两导柱间距及导板加大10mm。
□不需要。
类型方
式
类型
A、导向退
B、导向退+
导柱
C、导柱
D、导柱组
E、导板
导向方
式
注意:导向装置不能承受侧向力,有侧向力时需增加直接反侧装置
平衡侧向力
导向腿Ⅰ、角落导向腿(外导)Ⅱ、中心导向腿(内导)
结构
三、平衡块墩死块的大小
尺寸
类型
尺寸
小型模具?40mm、?50mm
盘起标准中型模具?50mm、?60mm
大型模具?60mm、?70mm
四、模具安全区
小型模具中型
模具
大型
模具
尺寸
■
需要,数量为:
□
4
个
■
2
个□结构设计会签时,视模具结构协■需
要,
数量
为:
■
4
个
□
2
个
对
角
设
置
□结
构设
计会
签
时,
视模
■
需
要,
数量
为:
□
4
个
■
2
个
□结
构设
计会
签
时,
视模
具结
构协
商确
商确
定。
具结
构协
商确
定。
定。
五、快速定位形式
六、U沟规范
U型槽数量设置
模具类型下模上模小型模具2X22X2中型模具2X23X2大型模具3X24X2
七、模具中心线定位键槽。(使用非自动化模具使用)
八、模具加工基准面和基准孔
九、铸造V型槽
十、螺栓沉头孔尺寸及螺栓及销钉选择
1、内六角螺钉沉头孔直径及过孔深度一览表 规格 M6 M8
M10 M12 M16 M20 沉头孔直径D
Φ11
Φ14 Φ16.5 Φ19.5 Φ25.5 Φ31.5 通过孔d1 Φ7
Φ9 Φ11.5 Φ13.5 Φ17.5 Φ21.5 通过孔深度H 5
8 10 15 20 20
注:对铸件而言,螺纹拧入深度L 为其公称直径的1.5倍。
对钢件而言,螺纹拧入深度L 为其公称直径的1倍。
圆柱销的配合长度为其公称直径的2倍。
具体尺寸见下图示例
2、优选的螺钉、销钉规格如下表所示
螺钉 长度系列 销钉 长度系列
M816、20、25、30φ825、32、40 M1030、35、40、45φ1032、40、50 M1235、40、45、50、55、φ1240、50、60
φ1650、60、70 M1645、50、55、60、70、80、
90
M2060、70、80、90、100φ2070、80、100
3、螺孔、销孔之间以及至刃口边最小距离
螺栓孔M4M6M8M10M12M16M20M24
A
淬火810121416202530
B712141719242835 C5
螺钉孔?4?6?8?10?12?16?20?24 D淬火79111215162025十一、定位具类型选择
形式图形型号备注一般式
NGNA
ENSTA
Misumi
感应式STKS SANKYO 伸缩式PKRG SANKYO 翻转式DART SANKYO
十二、安全螺栓
类型图形型号备注
B/H CCSR32
盘起
PAD CAM
十三、导柱导套的选用
模具类型导柱导套备注
小型模具SGP60GPBF60
中型模具SGP80GPBF80
SANKYO 大型模具SGP100GPBF100
导柱导套植入SGP80,GPBF80. 加强示意图:
十四、拉延模材质及热处理要求序
号部件名称模具结构及材质
热处理要
求
备注
1凸凹模T<
1.2
凸、凹模
整体结构
MoCr铸铁
(GM241)
HRC>45
如冲压件外表
面出现拉毛缺陷,
凹模镶块则应采
用TD处理消除此
缺陷。
拉延模具采用
双压边圈时,内压
边圈采用氮气弹
簧压边。
T≥
1.2
凸、凹模
分体结构
基体:HT300
(FC300)
镶块
Cr12MoV(SKD11)
HRC58-62
2压边圈T<
1.2
整体结构
MoCr铸铁
(GM241)
HRC>45
T≥
1.2
工作面镶
块
基体:
HT300(FC300)
镶块
Cr12MoV(SKD11)
HRC58-62
3其他
按照甲方认可的相关技术标准或者
会签要求抗拉强度340MPa 以上高强板产品的拉延模,凹模和压边圈均采用镶块结构
十五、拉延模具肉厚要求
拉延模
铸件壁厚
冲压板厚A B C D E F H I J K L t<1.5404030≥504040305031050 1.5≤t<
505040≥604040406031060
2.5
t≥2.5505040≥705050407031070十六、拉延模减轻孔尺寸
拉延模减重孔要
求
十七、修边模材质及热处理
序号零件名
称
材质热处理要求备注
1下模座HT300(FC300)退火处理
FC300一般不退
火
2上模座HT300(FC300)退火处理
FC300一般不退
火
3压件器HT300(FC300)退火处理FC300一般不退火,采用氮气弹簧或普通弹簧,选取原则必须保证使用平稳可靠
4上下模
修边镶
块
T<
1.2
7CrSiMnMo
V(ICD5)
(空冷
钢)
HRC58-62
镶块的背托应有
挡墙
T≥
1.2
Cr12MoV(
SKD11)
HRC58-62
5
废料切
刀T<
1.2
7CrSiMnMo
V (ICD5)
(空冷
HRC58-62
废料刀的背托应
有挡墙
HRC58-62
序号零件名
称
材质热处理要求备注
钢)
T≥
1.2
Cr12MoV(
SKD11)
6冲孔凸
模及凹
模镶套
Cr12MoV(SKD11)按相关标准
MISUMI或大连
盘起
7
压件器
镶块
45调质HRC28-32
8
下模镶
块垫板
45HRC43-48
9
废料滑
道
Q235-A// 1
0废料盒Q235-A/
不能满足要求时
双方协商
1
1其他
按照认可的相关
标准要求
一、概述: 当模具由于设备要求和结构决定需要采用油缸时,需要对模具进行油路的设计, 本规范特对模具设计过程中的顶出油路和抽芯油路的几种常用设计方法进行总结,由于设计方法繁多,在具体的设计过程中还需具体的对待。 二、设计规范: ⑴、顶出油缸二个,油缸固定在针板上,油路集成方铁上。无齿轮分油器 参考模具:B2215(设计者:王磊) 油缸规格:HEB油缸Z250-103-50/32/100-209/S7 ,(A0,B0长宽尺寸:750X650) 油缸固定方式:油缸与针板固定连接。顶出油路设计在方铁上。如下: ⑵、顶出油缸二个,油缸固定在B0上,油路集成方铁上。无齿轮分油器 参考模具:B2595(设计者:唐长虹)
油缸规格:HPS油缸VBL 050 M1 F9 L1 70 ,(A0,B0长宽尺寸:700X400)油缸固定方式:油缸与B0固定连接。顶出油路设计在B0板上。如下
⑶、顶出油缸四个,油缸固定在针板上,油路集成B4板上。有齿轮分油器 参考模具:B2599(设计者:巴连磊) 油缸规格:HPS油缸HVB S 08 200 2 V 0(Port Location Head①Rear ①) ,(A0,B0长宽尺寸:1800X1000) 油缸固定方式:油缸与针板固定连接。顶出油路设计在B4板上。如下:
⑷、顶出油缸二个,油缸固定在B0上,油路集成B0板上。无齿轮分油器 参考模具:B1715(设计者:陆旭升) 油缸规格:HPS油缸VSM 050 MS 1 V 180 S 65 ,(A,B板长宽尺寸:1180X800) 油缸固定方式:油缸与B0固定连接。顶出油路设计在B0板上。如下:
编号 代替 密级商密×级▲ 汽车工程研究院设计技术规范 塑料油箱盖设计技术规范 Regulation of Flat,Fuel Fill Designing 2006-09-30制订2006-10-30发布
长安汽车工程研究院
前言 汽车的自主开发是中国汽车业健康发展的必经之路。也是长安车的生存之本。随着能源的紧缺,降低汽车自身的重量已经成为汽车销售的一大卖点,使得塑料材料的应用也越来越广泛;再加上消费者对外观要求的提高,也进一步使得塑料制品的应用成为一种时尚。本规范就是在使用塑料油箱盖的前提下对其设计的思路进行探讨。如有不正确的地方还请多多指教。 本规范由汽车工程研究院车身所负责起草; 本规范由汽车工程研究院项目处进行管理和解释; 本规范主要起草人员:苏建波、苏忠 编制: 校核: 审定: 批准: 本规范的版本记录和版本号变动与修订记录
塑料油箱盖设计技术规范 1 适用范围 本规范适用于长安汽车股份有限公司开发的乘用车、商用车塑料油箱盖(以下简称油箱盖)的设计。 本规范规定了塑料油箱盖在开发设计过程中应遵守一些基本原则和标准,规定了塑料油箱盖开发的一般过程、材料的选择、结构及生产工艺、涂装工艺等。 2 引用标准 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。 GB11566—1995 轿车外部凸出物 3 设计内容 3.1 设计输入 3.1.1 市场定位及设计任务书 根据塑料油箱盖的控制形式一般可分为以下三类: 1、电机自动式控制:此控制方式需要一个小的电机作为油箱盖的开关控制,操作简便,容易控制,但其价格昂贵,结构复杂,一般用于高档轿车上; 2、手动拉索式控制:其控制方式是采用一根拉索进行开关控制,结构较为简单,价格比较适中,但零部件相对较多,适用于中档轿车;
摘要:分析了汽车覆盖件模具的特点,以哈飞松花江HF10 车尾门外板模具制造为例,介绍了应用Powermill 软件对汽车覆盖件模具数控加工工艺的规划,并说明了数控编程中加工策略的选择及参数的设置。 Programes of NC machining technologies For machining cover of Automobile mouldsbased on Powermill (Harbin University of Science and Technology, 52 Xuefu Road, Harbin 150080, CHN Hafei Automobile mould Co.Ltd ,51 Baoguo Road, Harbin 150060, CHN) 关键词:Powermill 汽车覆盖件模具数控加工加工策略参数设置 Abstract : Based on the analysis of the technologies for NC machining of Cover of Automobile moulds and their characteristics, The commonly used NC machining technologies with Powermill are introduced. Through atual application tail-door outer panel mould of HF10,the proposed machining tactics in different working procedure are presented and the setting of key machinigng parameters are introduced. Keywords : Powermill ; Cover of Automobile moulds; CNC machining ; machining tactic; parameters setting 引言: 模具工业是汽车工业发展的基础,在汽车车身设计过程中,由于流体力学和空气动力学的要求,车身外覆盖件的几何形状日趋复杂,汽车车身就是由这些轮廓尺寸较大且具有复杂空间曲面形状的覆盖件焊接而成,因此对覆盖件尺寸精度和表面质量有较高要求,这就对覆盖件模具的加工质量提出了更高的要求;此外,新车型更新换代的速度不断加快,覆盖件模具的制造周期越来越短。如何在合同期内保质保量完成覆盖件模具的制造成为各模具厂家急待解决的问题。 PowerMill 是英国DELCAM 公司开发的一款独立的3D 加工软件,广泛的应用在中国覆盖件模具的制造企业,如一汽模具制造有限公司、东风汽车制造有限公司、天津汽车模具制造有限公司等都是它的用户。PowerMILL 可由输入的模型快速产生无过切的刀具路径,提供了从粗加工到精加工的全部选项,加工策略非常丰富,而且专业性强、自动化程度高、刀轨计算速度快,对生成的加工轨迹可以进行仿真校验,以确保生成的数控加工程序准确无误,特别适合模具加工。哈飞汽车模具中心自2001 年引进了PowerMill 软件后,一直把该软件作为模具数控加工的唯一编程软件,先后完成了哈飞松花江系列如中意、民意、赛马、路宝、赛豹等车型的内、外覆盖件及底盘件近千套模具的数控加工,也为河北兴林、重庆力帆、吉林轻汽等企业完成了几个车型外板、内板件部分模具的数控加工。对比之前公司使用的CAD/CAM 软件,编程效率和加工质量大大提高,极大增强了企业在国内模具市场竞争能力。下面结合即将上市的HF10 车型尾门外板的凹模模具,笔者介绍一下PowerMill 软件在汽车覆盖件模具数控加工中关于工艺规划和编程策略上的一些经验和方法。
Design Specifications 模具设计规范
Contents 1 General总则 (3) documents.设计文档 (3) 2 Design designation模具标识 (4) 3 Tool repairs维护 (4) 4 Facilitating 5 Stocking of spare parts备品 (4) 6 Tool retention device for progressive dies and transfer tools 级进模和多工位模的固定装置 (5) 7 Waste and finished parts slides / scrap metal separator 废料和成品件滑槽/废料分离装置 (7) construction模具制造 (7) 8 Tool bushes模钮 (10) 9 Perforated 10 Punches冲头 (11) punches落料冲头 (12) 11 Blanking 12 Material材料 (12) 13 Marking dies字模 (14) 14 Painting the tool模具涂装 (14) life模具寿命 (14) 15 Tool 16 Standards标准 (14) specifications送样规格 (15) 17 Sampling 1. General 总则 The design specification is an integral part of the written ordering of tools for all future tool orders. Changes to or deviations from the items described here are subject to written approval from NEEF GmbH & Co. KG. In confirming the order, the manufacturer assumes
模具设计标准规范 1、目的: 确保模具设计规范化,统一化.能将设计意图正确的传达给制造部门?避免或减少失误。 2、范围: 工程部设计组接收工程部产品组转交的图文件、样品等资料到图纸发行为止之阶段均属之。 3、权责: 3.1工程部设计组:负责模具开发设计及设计变更、2D/3D产品图面设计、3D建模、设计模 具的组立图、3D拆模与拆电极、绘制零件图. 3.2现场加工各组:加工各组的组长,在加工前需先审视加工图,若发现与原先检讨的不符合或有误,甚至不合理,需立即反应工程部检讨查核后,方可继续加工。 4、名词释义: 无 5、作图环境标准: 5.1文字标准 5.1.1字体。数字及英文使用“ Arial ”字体,中文使用“标楷体”。 5.1.2文字大小。为了使整套图面文字视觉效果一致,在标准图框(即1:1图框,A4为297*210)中,设定字高为3.0,宽0.85。 5.2图面标准 5.2.1图框:为了便于查阅,装订,保存,图框统一标准如下: A0图框:841*1189 横印(附件 一) A1图框:594*841 横印(附件 二) A2图框:420*594 横印(附件 三) A3图框:420*297 横印(附件 四) A4图框:297*210 直印(附件 五) 5.2.2 图面要求 5.2.2.1零件图面按照其在模具当中的位置分类摆放,以便于查找。 5.2.2.2尺寸标注方式。除了圆以外,所有模板、模仁之尺寸均采用坐标标注方式
5.2.2.3 视图投影关系:第三视角法。 5.2.3图档版本
版本编号采用大写字母“ A”加上一位数字序号,数字序号按照图文件完成的时间先后顺序进行排列。例如A1、A2、A3等。 524图层与线型:为了便于图形与尺寸的识别,图层与线型统一标准如下:
一、概述:加工基准孔的必要性: 由于机床加工精度的限制和加工取数的不准确性,要求模具在型腔加工时必须加工基准孔或基准槽,以保证后续加工取数的准确。 基准孔或基准槽和型腔需同一次装夹加工,即使出现取数不准,也可保证基准孔或基准槽和型腔的形状/位置精度相对准确. 模具的主镶和原身模板必须按要求设计相应的基准孔。 二、设计规范 基准的设计原则 客户没有要求的优先设计基准槽,设计一个25*25*12mm的方槽,数量只需要一个,优先放在靠近基准角的长边上,其次放在靠近基准角的短边上 在没有空间的情况下设计φ10和φ20的基准孔,客户有要求的按照客户标准设计。 基准孔的形式 基准孔应加工在平面上,对于制品分型面为曲面的,应设计并加工一平面区域来加工基准孔,并在基准孔旁设一平面标注X Y坐标值,由NC一次加工到位.如图1所示: 图1:模板或主镶上的基准孔 对于空间不足无法设计凹槽基准面的零件,可取消基准面的设计,如图2所示: 图2:空间不足的基准孔 (特殊情况下可以设计成φ6,目前φ3的基准球正在申购中,在未到货之前停止设计φ6的基准孔) ⑵.φ10基准孔:一般的中型模具A,B板尺寸在500-1500mm之间的可设计φ10基准孔; ⑶.φ20基准孔:保险杠,仪表板,风道,双门板类A,B板尺寸大于1500的模具,优选设计φ20或φ25 的基准孔。 注:因为车间机床所使用的探测棒直径尺寸为φ6和φ10的,所以基准孔的设计应首先考虑比探测棒直径大一号的基准孔。 但由于模具空间的限制,所以通常设计φ6和φ10的基准孔,加工在碰数时在基准孔中插一基准棒,用探测棒碰基准棒取数加工。 φ20的基准孔直接碰基准孔取数加工。 基准孔的设计位置及设计数量: ⑴.对于一些长度超过450mm的原身模板,有时由于设备限制,应通过工艺评审在长度中间设计2个基准孔,以便电蚀加工碰数。 ⑵.对于大型汽车模具保险杠,仪表板,风道,双门板类A,B板尺寸大于1500的模具,需在长宽方向各设计2个基准孔. 1.原身出模板设计2个或4个基准孔,如图3、图4、图5所示:
( 安全管理 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 汽车覆盖件冲压模具有限元分 析(2020年) Safety management is an important part of production management. Safety and production are in the implementation process
汽车覆盖件冲压模具有限元分析(2020年) 汽车覆盖件冲压模具是汽车制造业中的主要设备之一,在汽车制造业中冲压模具的设计具有十分重要的作用。本文主要对汽车覆盖件冲压模具的结构进行了分析并且在此基础上提出了自己的见解。 在经济不断发展的今天,汽车行业具有广阔的发展前景,同时也面临着严峻的考验。一方面,现在的人们对汽车的要求越来越高,不仅要求汽车的质量和性能不断提高,同时对汽车的外观、安全以及环保等方面也有要求;另一方面,随着越来越多的汽车制造业的出现,市场竞争变的越来越激烈,各个国家的政府也对汽车尾气排放量等汽车污染物进行了严格的规定。现在,对于汽车的改进,大部分都体现在汽车车身上的变化,所以说要对汽车覆盖件模具进行设计,汽车覆盖件模具的制造大约占据整个汽车制造周期的70%左右,而且生产成本也占据汽车制造总成本的70%以上。
汽车覆盖件冲压模具的设计特点和制造特点 汽车覆盖件冲压模具的设计特点一般包括四个方面,首先,对于冲压模具的结构尺寸方面,结构尺寸大。汽车模具覆盖件本身的尺寸就要求比较大,另外,覆盖件冲模的制件定位、上下模的导向、模具的安装结构、模具的起吊和旋转以及运输装置等都需要加大冲模的结构尺寸。其次,基础件为框架结构。为了减轻模具的重量并且提高模具的制造工艺,目前大多数的模具一般设计成中间是立筋连接上下两层是由两块板状物构成的水平的框架的结构。再次,关于汽车覆盖件冲压模具的标准化程度方面,标准化程度要求比较低。大多数的冲模设计的标准化程度和标准件的选用量会比覆盖件冲模大,像一般的冲孔模可以全部选用标准件装配而成。最后,关于汽车覆盖件冲压模具的材料质量要求方面,模具的材料质量要求相对来说要求比较低。像凹模、压边圈等寿命为40万次以下的覆盖件拉延模的工作零件来说,使用强度高一点的铸铁就可以,一般冲模的工作零件为工具钢。 汽车覆盖件冲压模具的制造特点包括五个方面,第一,汽车覆
汽车塑料件涂漆技术条件
前言 本标准是根据有的关国家标准和行业标准制定的。可以作为汽车外饰塑料件涂漆设计、零部件采购以及进厂检验等工作的依据。
汽车塑料件涂漆技术条件 1 范围 本标准规定了汽车塑料件涂漆的技术要求、试验方法、检验规则、标志、包装、运输、贮存的内容。 本标准适用于本公司设计开发的各类汽车所装用的外饰塑料件的涂漆要求。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 1727-1992 漆膜一般制备法 GB/T 1730-1993 漆膜硬度测定法摆杆阻尼试验 GB/T 1731-1993 漆膜柔韧性测定法 GB/T 1732-1993 漆膜耐冲击测定法 GB/T 1733-1993 漆膜耐水性测定法 GB/T 1734-1993 漆膜耐汽油性测定法 GB/T 1743-1979 漆膜光泽度测定法 GB/T 1764-1979 漆膜厚度测定法 GB/T 1765-1979(1989)测定耐湿热、耐盐雾、耐候性(人工加速)的漆膜制备法 GB/T 1766-1995 色漆和青漆涂层老化的评级方法 GB/T 1771-1991 色漆和清漆耐中性盐雾性能的测定 GB/T 1865-1997 色漆和清漆人工气候老化和人工辐射暴露(滤过的氙弧辐射) GB/T 6739-1996 涂膜硬度铅笔测定法 GB/T 9271-1988 色漆和清漆标准试板 GB/T 9274-1988 色漆和清漆耐液体介质的测定 GB/T 9276-1996 涂层自然气候曝露试验方法 GB/T 9286-1998 色漆和清漆漆膜的划格试验 GB 11121—1995 汽油机油 GB 11122—1997 柴油机油 GB/T 13492-1992 汽车各色面漆 GB 17930—1999 车用无铅汽油
模具设计标准规范 1﹑目的: 确保模具设计规范化,统一化.能将设计意图正确的传达给制造部门.避免或减少失误。 2﹑范围: 工程部设计组接收工程部产品组转交的图文件、样品等资料到图纸发行为止之阶段均属之。3﹑权责: 3.1 工程部设计组:负责模具开发设计及设计变更、2D/3D产品图面设计、3D建模、设计模具的组立图、3D拆模与拆电极、绘制零件图. 3.2 现场加工各组:加工各组的组长,在加工前需先审视加工图,若发现与原先检讨的不符合或有误,甚至不合理,需立即反应工程部检讨查核后,方可继续加工。 4. 名词释义: 无 5﹑作图环境标准: 5.1文字标准 5.1.1字体。数字及英文使用“Arial”字体,中文使用“标楷体”。 5.1.2文字大小。为了使整套图面文字视觉效果一致,在标准图框(即1:1图框,A4为297*210)中,设定字高为3.0,宽0.85。 5.2 图面标准 5.2.1 图框:为了便于查阅,装订,保存,图框统一标准如下: A0图框:841*1189横印(附件一) A1图框:594*841横印(附件二) A2图框:420*594横印(附件三) A3图框:420*297横印(附件四) A4图框:297*210直印(附件五) 5.2.2 图面要求 5.2.2.1零件图面按照其在模具当中的位置分类摆放,以便于查找。 5.2.2.2尺寸标注方式。除了圆以外,所有模板、模仁之尺寸均采用坐标标注方式。 5.2.2.3 视图投影关系:第三视角法。 5.2.3图档版本
版本编号采用大写字母“A”加上一位数字序号,数字序号按照图文件完成的时间先后顺序进行排列。例如A1、A2、A3等。 5.2.4 图层与线型:为了便于图形与尺寸的识别,图层与线型统一标准如下:
汽车修理厂设计建设规范 一、院内墙壁粉刷: 由下往上用115cm灰色外墙漆,往上是10cm白色外墙漆再往上20cm米黄色外墙漆,上部是白色外墙漆(参照检测站围墙) 二、停车场: 有界定明显的待修区、竣工车辆区;地面硬化、绿化、美化;停车场显眼位置设立《二级维护基本作业项目及收费标准》宣传牌,设立监督栏,内容有维修从业人员照片、工号、行业主管部门监督电话、维修厂区平面图、导向图等。 三、维修车间: (1)内墙粉刷下灰上白采用乳胶漆。 (2)车间内电线、电缆排放规范、安全,无裸露,有安全警示牌。 (3)有齐全有效的灭火器材(灭火器、沙、锨、水桶、石棉被等)。 (一)危险品专修车间: (1)至少有一条地沟。 (2)室内电线、电缆用塑料管套装,照明、开业、插座应全部用防曝型。 (3)车间内放置换油及废油收集设备、工作台及工具台。 (4)至少有一台推式灭火器和2台手提灭火器;防护用品箱内放置防毒面具、塑胶手套、胶鞋、石棉被等,车间附近有灭火沙、锨、水桶等灭火工具。 (5)车间明显处悬挂危险品车辆维修安全操作规程,安全应
急预案。 (二)普通维修车间: (1)大型货车至少有一条地沟、小型车至少有2台举升机。 (2)有工作台和工具箱。 (3)有换油及废油收集装置。 (4)车间内悬挂维修车间安全操作规程。 (三)钣金车间 (1)大型货车有车架校正设备、小型车有车身整形平台、电气焊、二氧化碳保护焊(氩弧焊)、钣金整形机、切割机。 (2)悬挂钣金车间安全操作规程、大型设备安全操作规定、设备负责人、设备维护保养记录。 (四)喷漆车间 (1)有空气净化装置和粉尘净化装置。 (2)悬挂喷漆车间安全操作规程。 (五)机加工车间 (1)小型车:四轮定位、扒胎机、动平衡。 大型货车:扒胎机、动平衡、镗古机。 (2)悬挂大型设备安全操作规程、设备负责人、设备维护保养记录。 (六)电工车间 (1)大型车:充电设备、发动机综合测试仪。 小型车:充电设备、故障诊断仪。 (2)悬挂电工车间安全操作规程及大型设备安全操作规程、设备负责人及设备维护保养记录。 四、接待室:
笑嘻嘻小大学本科毕业设计开题报告届:学院(系):专业: 2013年03月13日
根据汽车覆盖件模具设计的经验和规则,在UG平台上将模板技术和参数化方法应用于汽车覆盖件模具的设计中,能够大大地缩短传统覆盖件模具设计的周期,达到快速响应制造。 2. 国内外发展状况 国外各大汽车公司都对汽车模具的设计和制造技术的发展极为重视,各大汽车公司都有自己的模具制造厂,生产汽车关键零件的模具,特别是主要外观件所用的模具。例如,日本丰田公司的冲压模具工厂就是世界上最大、最先进的汽车模具制造厂之一。虽然该工厂的模具制造能力很强,但并不生产丰田公司所需的全部模具,主要负责整车零件的冲压工艺和整车模具的协调和设计制造车身内外覆盖件等主要零部件的模具,而地板和骨架等零件的模具全部外协制造,其模具自制率约为60%。除了汽车生产厂家的模具厂外,还有大批的汽车模具专业公司为汽车制造业服务,其中知名的如同本的获原、富士、宫津,美国的COMAU公司等等,在国际汽车模具制造业都具有很高的地位。 自2000年以来,我国汽车行业快速发展,2010年汽车总产量已超过1800万辆,新能源汽车也被国家列为战略性新兴产业,在国家政策的引导下将会快速发展。在节能减排政策推动下,汽车轻量化技术将越来越受到重视。我国汽车工业的高速发展,为汽车模具提供了旺盛的市场需求,推动了汽车模具行业的快速发展,使汽车模具行业的整体水平也得到迅速提升。十年前,我国的汽车冲压模具行业还只限于一汽、东风、天汽、成飞、南汽等为数不多的几家骨干企业,现在己发展到200家左右。大批民营企业快速发展,并已具有相当规模,已经成为我国汽车模具行业的重要组成部分。 经济全球化对国际汽车模具制造业产生了深刻的影响,近年来工业发达国家将中低档模具的生产不断地向包括中国在内的发展中国家转移,并且也越来越多地到这些国家采购模具,以降低其汽车生产成本。尽管如此,我们还是应该清醒地看到,工业发达国家汽车模具行业依然保持着其核心竞争力,在大型、精密、复杂模具的设计制造技术方面仍有着明显的优势,特别在高档轿车模具技术方面还占据着不可替代的位置。 3. 研究内容 汽车后门内板拉延模具结构设计及工艺分析其关键的内容包括: 1. 汽车后门内板的成型工艺过程研究及相关工艺参数的设计况; 2. 材料的选择,毛坯尺寸的计算; 3. 汽车零部件模具参数设计及模具结构设计模具的结构形式,凸凹模尺寸计算与设计,导向与安装部件设计等。 所需绘制三维实体图和工程图内容: 1. 利用UG 2.0设计整套汽车后门内板拉延模具实体图; 2. 利用UG2.0完成总的装配图以及非标准件图。 4. 研究方法及手段
双林汽车部件股份有限公司 企业技术规范 塑料制品的结构设计规范 2008-10-20 发布2008-10-XX 实施双林汽车部件股份有限公司发布
塑料制品的结构设计又称塑料制品的功能特性设计或塑料制品的工艺性。 塑料制品设计的一般程序和原则 1、 详细了解塑料制品的功能、环境条件和载荷条件 2、 选定塑料品种 3、 制定初步设计方案,绘制制品草图(形状、尺寸、壁厚、加强筋、孔的位置等) 4、 样品制造、进行模拟试验或实际使用条件的试验 5、 制品设计、绘制正规制品图纸 6、 编制文件,包括塑料制品设计说明书和技术条件等。 1.2 塑料制品设计的一般原则 1、 在选料方面需考虑: ⑴塑料的物理机械性能,如强度、刚性、韧性、弹性、吸水性以及对应力的敏 感性等;(2)塑料的成型工艺性,如流动性、结晶速率,对成型温度、压力的敏感性等; (3)塑料制品在成型 后的收缩情况,及各向收缩率的差异。 2、 在制品形状方面:能满足使用要求, 料制品)或快速受热固化(热固性塑料制品) 3、 在模具方面:应考虑它的总体结构, 形状及其制造工艺,以便使制品具有较好的经济性。 4、 在成本方面:要考虑注射制品的利润率、 年产量、原料价格、使用寿命和更换期限, 尽可能降低成本。 § 2塑料制品的收缩 塑料制品在成型过程中存在尺寸变小的收缩现象,收缩的大小用收缩率表示。 专 100% 式中S ――收缩率; L0——室温时的模具尺寸; L ――室温时的塑料制品尺寸。 影响收缩率的主要因素有: (1)成型压力。型腔内的压力越大,成型后的收缩越小。非结晶型塑料和结晶型塑料的收缩率随内压的增 大分别呈直线和曲线形状下降。 (2)注射温度。温度升高,塑料的膨胀系数增大,塑料制品的收缩率增大。但温度升高熔料的密度增大, 收缩率反又减小。两者同时作用的结果一般是,收缩率随温度的升高而减小。 (3)模具温度。通常情况是,模具温度越高,收缩率增大的趋势越明显。 1.1 塑料制品设计的一般程序 有利于充模、排气、补缩,同时能适应高效冷却硬化(热塑性塑 等。 特别是抽芯与脱出制品的复杂程度。同时应充分考虑模具零件的
模具制造及结构设计的相关 设计规范 一、行位系统涉及的结构设计规范 二、斜顶系统涉及的结构设计规范 三、进胶系统涉及的结构设计规范 四、外观要求涉及的结构设计规范 五、顶出机构涉及的结构设计规范 六、注塑成型涉及的结构设计规范 七、模具强度涉及的结构设计规范
一、行位系统问题点 1.圆形隧道行位 厚度 1.1设计圆形隧道行位,模具分型面到圆形镶件之间的钢料应保证1.5MM 以上 A,行位镶件直径15毫米以下,模具分型面到圆形镶件之间的钢料厚度保证1.8MM以上B,行位镶件直径15/30毫米,模具分型面到圆形镶件之间的钢料厚度保证2.8MM以上 备注;以上数据为模具量产的可靠值,防止隧道孔压变形、断裂导致内模重制,影响生产进度
2.方形及异形隧道行位 2.1设计方形及异形隧道隧道行位时,模具分型面到行位镶件之间的钢料厚度应保证以下数据: A, 宽度15毫米以下,厚度保证1.8以上 B ,宽度15/30毫米,厚度保证2.5以上 C ,宽度30/50毫米,厚度保证3.5以上 备注;以上为模具量产的可靠值,防止隧道孔压变形导致内模重制,影响生产进度。 3.隧道行位镶件碰穿内模薄铁
3.1设计隧道行位,有时会出现行位镶件碰穿薄铁的现象,薄铁厚度应保证以下数据: A, 薄铁高度15毫米以下,厚度保证3毫米以上 备注;以上为模具量产的可靠值,防止薄铁变形断裂导致重制,影响生产进度 4.后模行位镶件碰穿内模薄铁
薄铁 厚度 4.1设计后模行位,有时会出现行位镶件碰后模薄铁的现象,厚度应保证以下数据: A, 薄铁高度15毫米以下,薄铁厚度保证2MM以上 B,薄铁高度15/20毫米,薄铁厚度保证3MM以上 备注;以上数据为模具量产的可靠值,防止变形导致切割镶件重制薄铁位置,影响生产进度。 5.后模行位镶件碰穿斜顶镶件
笑嘻嘻小大学本科毕业设计开题报告
发展,使汽车模具行业的整体水平也得到迅速提升。十年前,我国的汽车冲压模具行业还只限于一汽、东风、天汽、成飞、南汽等为数不多的几家骨干企业,现在己发展到200家左右。大批民营企业快速发展,并已具有相当规模,已经成为我国汽车模具行业的重要组成部分。 经济全球化对国际汽车模具制造业产生了深刻的影响,近年来工业发达国家将中低档模具的生产不断地向包括中国在内的发展中国家转移,并且也越来越多地到这些国家采购模具,以降低其汽车生产成本。尽管如此,我们还是应该清醒地看到,工业发达国家汽车模具行业依然保持着其核心竞争力,在大型、精密、复杂模具的设计制造技术方面仍有着明显的优势,特别在高档轿车模具技术方面还占据着不可替代的位置。 3. 研究内容 汽车后门内板拉延模具结构设计及工艺分析其关键的内容包括: 1. 汽车后门内板的成型工艺过程研究及相关工艺参数的设计况; 2. 材料的选择,毛坯尺寸的计算; 3. 汽车零部件模具参数设计及模具结构设计模具的结构形式,凸凹模尺寸计算与设计,导向与安装部件设计等。 所需绘制三维实体图和工程图内容: 1. 利用UG 2.0设计整套汽车后门内板拉延模具实体图; 2. 利用UG2.0完成总的装配图以及非标准件图。 4. 研究方法及手段 (1)冲压零件的工艺性分析 根据设计题目的要求,分析冲压成型零件的结构工艺性,分析工艺件的形状特点。尺寸大小,精度要求及所用材料是否符合工艺要求。 (2)制定冲压工艺方案 在分析了冲压件的工艺型后,列出几种不同的冲压工艺方案,从产品质量,生产效率,设备占用情况,模具制造的难易程度和模具寿命高低,工艺成本,操作方便和安全程度等方面,进行综艺分析,比较,然后确定适合于具体生产条件的最经济合理的工艺方案。 (3)确定毛皮形状及计算尺寸 在最经济的原则下,确定毛坯的形状,尺寸和下料方式,并确定材料的消耗量。 (4)确定冲压模具的类型及其结构形式 根据所确定的工艺方案和冲压零件的形状特点,精度要求,生产批量,模具制造条件等选定冲模类型及结构形式,绘制模具结构草图。 (5)进行必要的工艺计算 计算毛坯尺寸,冲压力(包括冲裁力,弯曲力,拉深力,卸料力,推件力,压边力等),模具压力中心,凹凸模的间隙,卸料橡胶或弹簧的自由高度等。(6)选择压力机 压力机型号的确定主要是取决于冲压工艺的要求和冲模结构情况。 (7)绘制模具总装图和模具零件图 根据上述分析,计算及方案确定后,绘制模具总装图及零件图。 汽车后门内板属汽车内板件,而且面积比较大,因此模具尺寸较大,刚度要
笑嘻嘻小大学本科毕业设计开题报告 届:学院(系):专业: 2013年03月13日
和参数化方法应用于汽车覆盖件模具的设计中,能够大大地缩短传统覆盖件模具设计的周期,达到快速响应制造。 2. 国内外发展状况 国外各大汽车公司都对汽车模具的设计和制造技术的发展极为重视,各大汽车公司都有自己的模具制造厂,生产汽车关键零件的模具,特别是主要外观件所用的模具。例如,日本丰田公司的冲压模具工厂就是世界上最大、最先进的汽车模具制造厂之一。虽然该工厂的模具制造能力很强,但并不生产丰田公司所需的全部模具,主要负责整车零件的冲压工艺和整车模具的协调和设计制造车身内外覆盖件等主要零部件的模具,而地板和骨架等零件的模具全部外协制造,其模具自制率约为60%。除了汽车生产厂家的模具厂外,还有大批的汽车模具专业公司为汽车制造业服务,其中知名的如同本的获原、富士、宫津,美国的COMAU公司等等,在国际汽车模具制造业都具有很高的地位。 自2000年以来,我国汽车行业快速发展,2010年汽车总产量已超过1800万辆,新能源汽车也被国家列为战略性新兴产业,在国家政策的引导下将会快速发展。在节能减排政策推动下,汽车轻量化技术将越来越受到重视。我国汽车工业的高速发展,为汽车模具提供了旺盛的市场需求,推动了汽车模具行业的快速发展,使汽车模具行业的整体水平也得到迅速提升。十年前,我国的汽车冲压模具行业还只限于一汽、东风、天汽、成飞、南汽等为数不多的几家骨干企业,现在己发展到200家左右。大批民营企业快速发展,并已具有相当规模,已经成为我国汽车模具行业的重要组成部分。 经济全球化对国际汽车模具制造业产生了深刻的影响,近年来工业发达国家将中低档模具的生产不断地向包括中国在内的发展中国家转移,并且也越来越多地到这些国家采购模具,以降低其汽车生产成本。尽管如此,我们还是应该清醒地看到,工业发达国家汽车模具行业依然保持着其核心竞争力,在大型、精密、复杂模具的设计制造技术方面仍有着明显的优势,特别在高档轿车模具技术方面还占据着不可替代的位置。 3. 研究内容 汽车后门内板拉延模具结构设计及工艺分析其关键的内容包括: 1. 汽车后门内板的成型工艺过程研究及相关工艺参数的设计况; 2. 材料的选择,毛坯尺寸的计算; 3. 汽车零部件模具参数设计及模具结构设计模具的结构形式,凸凹模尺寸计算与设计,导向与安装部件设计等。 所需绘制三维实体图和工程图内容: 1. 利用设计整套汽车后门内板拉延模具实体图; 2. 利用完成总的装配图以及非标准件图。 4. 研究方法及手段 (1)冲压零件的工艺性分析
一、概述: 为了提高加工效率,降低加工成本,需对部分型孔的设计指定其标准孔径和斜度,各工程师设计时严格按照标准型孔设计。 二、设计规范: 斜导柱孔孔径设计规范: 斜导柱孔直径及其避空直径:见图1,表1所示: 图1 表1: 斜导柱直径φ12φ16φ20φ25φ30φ35φ40φ50备注 安装孔直径Dφ12φ16φ20φ25φ30φ35φ40φ50精孔,按+0公差加工 避空孔直径D2φ14φ17φ21φ27φ32φ38φ42φ52避空孔,按+0公差加工 圆形斜顶杆孔设计规范: 根据模具结构,斜顶杆的配合方式可分如下几种:见图2、图3所示
图2(镶拼模具) 图3(原身模具) 斜顶圆杆直径及其导滑套外径尺寸规格:见表2 表2: 斜顶杆规格φ16φ20φ25φ30φ40φ50斜顶头安装 φ16φ20φ25φ35φ45孔d 斜顶杆配合φ16φ20φ25φ30φ40φ50
孔D 导滑套配合 φ25φ30φ35φ40φ50φ60 孔D1 φ18φ22φ27φ32φ42φ52 斜顶杆避空 孔D2 热流道喷嘴孔设计规范: 、 热流道喷嘴避空孔直径列表: 加热圈直径Φ18Φ25Φ35Φ45备注 避空孔直径DΦ22Φ30Φ42Φ50粗孔,按±公差加工 喷嘴避空孔直径可按热流道厂家提供的避空直径,若厂家提供避空孔我司无法加工,可按单边避空2-3MM 调整避空孔直径。 热流道喷嘴封胶段直径列表: 热流道厂家喷嘴头配合段直径d孔精度要求 YUDO热流道Φ8、Φ12、Φ14、Φ20精孔,直径公差按 H6级公差加工。 Synventive热流道Φ7、Φ14、Φ16、Φ20、Φ22、Φ24、Φ25 斜度孔标准角度规范: 机构类型标准角度 斜顶杆孔斜度3°、5°、7°、8°、10°、12°、13°、15° 斜导柱孔斜度8°、10°、12°、15°、20°、25°、30°
汽车内外饰(塑料)产品结 构设计的一般原则及精度 一形状和结构的简化 制品的形状和结构的复杂显然增加了模具结构的复杂性,加大了模具制造的难度,最终将影响产品性能的不稳定性和经济成本。而从工艺角度考虑,形状和结构设计得越简单,熔体充模也就越容易,质量就越有保证。 理想的产品简洁化设计应当是:①有利于成型加工;②有利于降低成本,节约原材料;③有利于体现简洁、美观的审美价值;④符合绿色设计的原则。 以下是简化设计的一些建议和提示。 (1) 结构简单,形状对称,避免不规则的几何图形; (2) 避免制件侧孔 和侧壁内表面的凹凸 形状设计,制件侧壁孔 洞和侧壁内表面的凹 凸形状对某些成型工 艺来说是困难的,需要 在制品成型后进行二 次加工。
例如对于注塑件 来说,模具结构 上就要采用比较 复杂的脱模机构 才能对制件进行 脱模。通常,侧向孔要用侧向的分型和 抽芯机构来实现,这无疑会使模具结构 变得复杂。为了避免在模具结构设计上 增加复杂性,可以对这类制品进行设计 上的改进,图5-16所示是避免侧向抽芯 的设计。 (3) 尺寸设计要考虑成型的可能性, 不同的成型工艺对制件的尺寸设计,包 括尺寸大小,尺寸变化会有一定的限制。 二、壁厚均一的设计原则 在确定壁厚尺寸时,壁厚均一是一 个重要原则。该原则主要是从工艺角度以及由工艺导致的质量方面的问题而提出来的。均匀的壁厚可使制件在成型过程中,熔体流动性均衡,冷却均衡。壁薄部位在冷却收缩上的差异,会产生一定的收缩应力,内应力会导致制件在短期之内或经过一个较长时期之后发生翘曲变形。图5-17是由壁厚不均匀造成制件翘曲变形的一个例子,图5-18是在不均
编号 代替 密级商密×级▲汽车工程研究院设计技术规范 塑料油箱盖设计技术规范 Regulation of Flat,Fuel Fill Designing 2006-09-30制订2006-10-30发布 长安汽车工程研究院
前言 汽车的自主开发是中国汽车业健康发展的必经之路。也是长安车的生存之本。随着能源的紧缺,降低汽车自身的重量已经成为汽车销售的一大卖点,使得塑料材料的应用也越来越广泛;再加上消费者对外观要求的提高,也进一步使得塑料制品的应用成为一种时尚。本规范就是在使用塑料油箱盖的前提下对其设计的思路进行探讨。如有不正确的地方还请多多指教。 本规范由汽车工程研究院车身所负责起草; 本规范由汽车工程研究院项目处进行管理和解释; 本规范主要起草人员:苏建波、苏忠 编制: 校核: 审定: 批准: 本规范的版本记录和版本号变动与修订记录 塑料油箱盖设计技术规范 1 适用范围 本规范适用于长安汽车股份有限公司开发的乘用车、商用车塑料油箱盖(以下简称油箱盖)的设计。 本规范规定了塑料油箱盖在开发设计过程中应遵守一些基本原则和标准,规定了塑料油箱盖开发的一般过程、材料的选择、结构及生产工艺、涂装工艺等。 2 引用标准
下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。 GB11566—1995 轿车外部凸出物 3 设计内容 3.1 设计输入 3.1.1 市场定位及设计任务书 根据塑料油箱盖的控制形式一般可分为以下三类: 1、电机自动式控制:此控制方式需要一个小的电机作为油箱盖的开关控制,操作简便,容易控制,但其价格昂贵,结构复杂,一般用于高档轿车上; 2、手动拉索式控制:其控制方式是采用一根拉索进行开关控制,结构较为简单,价格比较适中,但零部件相对较多,适用于中档轿车; 3、手拨式开关控制:此控制形式无需其他任何辅助设备,结构简单,价格低廉,但造型必须设计一个扣手结构,适用于低档经济型轿车。 考虑到本公司在实际车型中的运用情况,本规范主要就手拨式开关控制方式进行详细说明。 3.1.2效果图构造分析 根据造型部门所绘制的效果图进行工程化可行性分析,并提交分析报告,主要包括以下内容: (1)间隙、断差是否影响设计装配要求:间隙推荐值为2.5±1.0mm ,断差推荐值为0.5±1.0mm ;对于手拨式开关控制的类型,其扣手处与车身的最小间隙推荐值为12+3-0 mm 。 (2)初步评估人机工程及法规的满足情况,其中油箱盖的位置和尺寸需要满足以下要求(如图一): 3.1.3主断面绘制 塑料油箱盖一般由以下几个部件构成:油箱盖、固定盒以及密封条(如图二)。固定盒可以根据车身的结构制作成大盒体和小盒体,密封条根据需要可以安装在油箱盖上也可以安装在固定盒上。根据油箱盖A 级面以及车身、闭锁器(包括锁止机构的实现方式)、油管的信息进行主断面的绘制(如图三)。在主断面完成后必须对其进行运动校核,确认主断面是否符合要求。主断面必须明确以下问题: (1)各零部件之间的搭接关系:为了方便装配,减少装配的环节,塑料油箱盖与车身一般都是采用卡接的结构形式; (2)油箱盖的运动分析:详细的运动分析能够避免油箱盖与其他零部件的运动干涉,为后期的3D 制作提供保证; (3)各零部件之间的间隙断差值。 工程化设计 油箱盖 密封条图一 B
1 概述 1.1 课题来源 随着科技的不断发展进步,汽车越来越普及。铰链支座是汽车中支撑架的一个重要零件。该铰链支座和一个活动板结合成一个机构,可以实现汽车车门在一定的范围内旋转。 为了保证汽车门旋转的精度和稳定性,本课题将根据制件拟进行排样的设计,工艺设计和计算,然后设计出合理的多工位级进模,使得冲压成形的制件能够满足要求。 1.2 选题目的 该铰链支座在汽车车门中主要起支撑作用,其制造精度直接关系到汽车的旋转稳定性,若出现汽车旋转不稳定,不平衡,旋转角度不容易调节,将直接影响到汽车车门的顺利开闭问题。该铰链支座的成形工序较多,包括冲孔、弯曲、成型、切断等。通过设计排样来提高材料的利用率及设计出合理的级进模。 1.3 研究现状和发展趋势 级进模是指模具上沿被冲原材料的直线送料方向,至少有两个或是两个以上的工位,并在压力机的一次行程中,在不同工位上完成两个或是两个以上的冲压工序的冲模。级进模在过去,因技术水平的限制,工位相对较少。近年来由于对冲压自动化、高精度、长寿命提出了更高要求,模具设计与制造高新技术的应用与进步,工位数已不再是限制模具设计与制造的关键。 目前,在国内工位间步距精度可控制在3 m 之内,工位已达几十个,多的已有70 多个。例如,空调器翅片级进模级进模制造精度达2 m,具有18 个工位;集成电路引线框架级进模的制造精度达2微米,引线框架已经有4排24列,管脚64只,最小间隙尺寸为0.13mm。其冲压次数也大大提高,由原来的每分钟冲几十次,提高到每分钟几百次,对于纯冲裁高达1500 次/min 。当然这速度和冲床及周边设备的性能有关。冲压方式由早期的手动送料,手工低速操作,发展到如今的自动、高速、安全生产。模具的总寿命由于新材料的应用,加工精度的提高和一些容易磨损的零件具有互换性,也不是早先几十万次,而是几千万次,上亿次。如汽车零件级进模的寿命至少达100万冲次;电机铁芯自动片级进模的寿命可达1 亿冲次;空调器翅片级进模的寿命可达3 亿冲次。