附件
行业标准修改通知单
NB/T 47013.2-2015
《承压设备无损检测第2部分:射线检测》
第1号修改单
本修改单经国家能源局于2018年5月14日以第7号公告批准,自2018年7月1日起实施。
①第2章第十三行中更改标准号:
“JB/T 5075”更改为“GB/T 23910”。
②4.2.6.1条第一行中更改标准号:
“JB/T 5075”更改为“GB/T 23910”。
③5.5.6.3条后补充新条文,5.5.6.4:
“不要求100%检测的小径管环向焊接接头的透照次数由合同双方商定”。
④7.1.1条改用新条文:
7.1.1“本条适用于壁厚T≥2mm,材质为钢、镍及镍合金、铜及铜合金的承压设备管子及压力管道熔化焊对接环向焊接接头射线检测结果评定和质量分级,适用的焊接接头的型式包括沿焊缝根部全长有紧贴基本金属的垫板的单面焊对接焊缝和不加垫板的单面焊对接焊缝。对于熔化焊对接纵向焊接接头(包括螺旋焊)按照第6章的规定执行”。
⑤7.2.1条改用新条文:
7.2.1“本条适用于壁厚T≥2mm,材质为铝及铝合金的承压设备管子及压力管道熔化焊对接环向焊接接头射线检测结果评定和质量分级,适用的焊接接头的型式包括沿焊缝根部全长有紧贴基本金属的垫板的单面焊对接焊缝和不加垫板的单面焊对接焊缝。对于熔化焊对接纵向焊接接头(包括螺旋焊)按照第6章的规定执行”。
⑥7.3.1条改用新条文:
7.3.1“本条适用于壁厚T≥2mm,材质为钛及钛基合金的承压设备管子及压力管道熔化焊对接环向焊接接头射线检测结果评定和质量分级,适用的焊接接头的型式包括沿焊缝根部全长有紧贴基本金属的垫板的单面焊对接焊缝和不加垫板的单面焊对接焊缝。对于熔化焊对接纵向焊接接头(包括螺旋焊)按照第6章的规定执行。”
行业标准修改通知单
NB/T 47013.3-2015
《承压设备无损检测第3部分:超声检测》
第1号修改单
本修改单经国家能源局于2018年5月14日以第7号公告批准,自2018年7月1日起实施。
①5.3.3.1.1条改用新条文:
5.3.3.1.1 “直探头选用一般应按表3的规定进行。在满足5.3条规定的灵敏度及缺陷
判定的基础上,也可以选用其他型式的探头,如双晶直探头或多晶直探头(含板材厚度>60mm时)。”
②5.3.9.2 第一行中更改质量分级级别:
“Ⅴ级”更改为“Ⅳ级”。
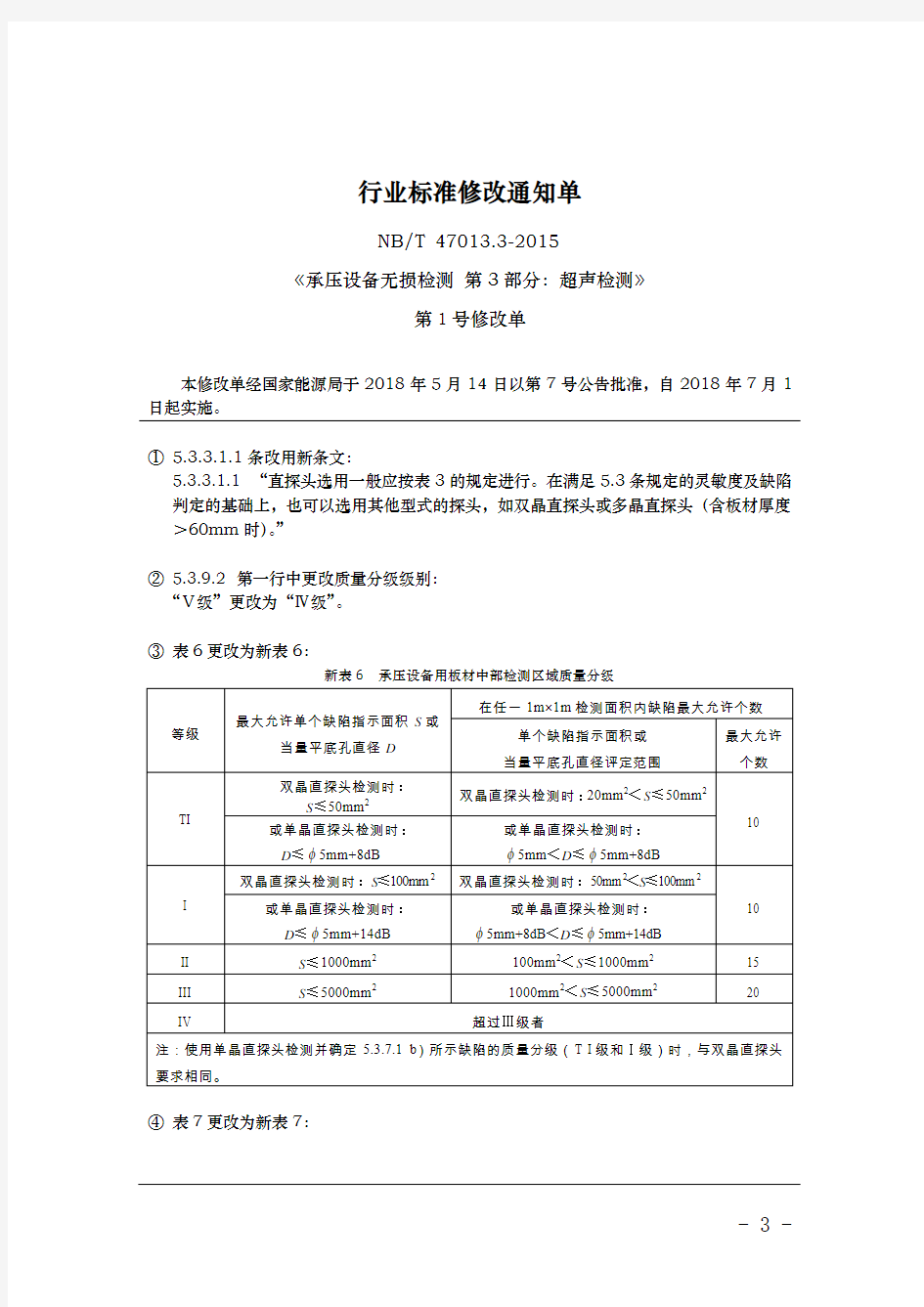
③表6更改为新表6:
新表6 承压设备用板材中部检测区域质量分级
④表7更改为新表7:
新表7 承压设备用板材边缘或剖口预定线两侧检测区域质量分级
⑤将5.6.4.1条中的“轴向”二字删除。
⑥将5.6.4.2条中的“轴向”二字删除。
⑦8.4.6.2.3.1 b)条改用新条文:
8.4.6.2.3.1 b)“工件厚度t>15mm时,缺陷指示长度应大于等于t/2或15mm(取
大者,但最大为30mm)。”
⑧附录J的表J.1更改为新表J.1:
新表J.1RB-L系列对比试块尺寸(推荐)单位为mm
⑨附录J的图J.1更改为新图J.1:
a)RB-L-1试块
b)RB-L-2试块
c)RB-L-3试块
d)RB-L-4试块
e)RB-L-5试块
新图J.1 RB-L系列对比试块示意图(推荐)
⑩K.2.1条改用新条文:
K.2.1 “对比试块RB-C的形状和尺寸见图K.1。为方便试块加工和灵敏度调节,也可使用如表K.1和图K.2的试块。”
○11附录K的图K.1后补充表K.1和图K.2。
表K.1RB-C系列对比试块尺寸(推荐)单位为mm RB-C编号工件厚度t试块厚度T横孔深度位置横孔直径RB-C-1 ≥6~108 4 φ2.0 RB-C-2 >10~16 14 4、10 φ2.0 RB-C-3 >16~24 20 5、10、15 φ2.0 RB-C-4 >24~36 30 5、10、20、25 φ2.0 RB-C-5 >36~50 45 5、10、20、30、40 φ2.0注:工件厚度t大于50mm时,试块宽度应满足6.3.10.1的要求,横孔深度位置最小可为10mm,深度间隔不超过20mm,试块厚度与工件厚度之差不超过工件厚度的20%。
a)RB-C-1试块
b)RB-C-2试块
c)RB-C-3试块
d)RB-C-4试块
e)RB-C-5试块
图K.2 RB-C系列对比试块示意图(推荐)○12附录K的表K.1序号更改为表K.2。
○13K.3.2条改用新条文:
K.3.2“探头折射角(K值)的选择见表25,探头标称频率可按表K.2选择。”○14K.5.1条改用新条文:
K.5.1“检测面的选择按表K.2进行。”
行业标准修改通知单
NB/T 47013.11-2015
《承压设备无损检测第11部分:X射线数字成像检测》
第1号修改单
本修改单经国家能源局于2018年5月14日以第7号公告批准,自2018年7月1日起实施。
①第2章“GB/T 23903 射线图像分辨力测试计”后补充新条文:
“GB/T 26592 无损检测仪器工业X射线探伤机性能测试方法
GB/T 26594 无损检测仪器工业用X射线管性能测试方法”
第2章“NB/T47013.2 承压设备无损检测第2部分:射线检测”后补充新条文:“JB/T 11608 无损检测仪器工业用X射线探伤装置”
②4.1.1条中更改用语:
“并取得《放射工作人员证》”更改为“并按照有关法规的要求取得相应证书”。
③4.2条中更改用语:
“检测系统”更改为“检测系统与器材”。
④4.2.1.2条后补充新条文,4.2.1.3 :
“采用的X射线机,其性能指标应满足JB/T11608的规定,使用性能测试条件及测试方法参考GB/T26594 和GB/T26592的规定。”
⑤4.2.2.4 条改用新条文:
4.2.2.4“坏像素要求:面阵列探测器3×3像素区域中,相邻坏像素不得超过3个;成行(成列)坏像素不得超过3个,且不得位于距离中心位置200像素以内;成像区域内坏像素不超过总像素的1%。线阵列探测器中,相邻的坏像素不允许超过2个。探测器系统供应商应提供出厂坏像素表和坏像素校正方法。”
⑥在4.2.2.5后补充新条文,4.2.2.6和4.2.2.7:
“4.2.2.6探测器系统性能指标如:坏像素、对比灵敏度、分辨率、信噪比、线性范围、厚度宽容度、残影等,其测试条件及测试方法按相应国家或行业标准的规定执行。”“4.2.2.7探测器系统质量合格证中至少应给出探测器类型、转换屏参数(如有)、像素尺寸、成像面积、射线能量适用范围、量子转换效率、填充因子、采集帧频等技术参数。”
⑦4.2.4.6条中更改用语:
“根据评定结果”更改为“自动”。
⑧4.2.6条改用新条文:
4.2.6 “像质计
4.2.6.1本部分采用的像质计包括线型像质计和双线型像质计。
4.2.6.2线型像质计的型号和规格应符合GB/T 23901.1的规定,双线型像质计的型号和规格应符合GB/T 23901.5的规定。”
⑨4.2.6条后补充新条文,4.2.7、4.2.8:
“4.2.7检测系统使用性能
应结合被检工件和本部分要求,根据检测系统各部分性能指标选择合适的检测设备和器材,并提供满足上述设备和器材性能指标及系统软件功能的测试证明文件。检测系统的使用性能应满足本部分规定的图像质量要求。”
“4.2.8校准或运行核查
4.2.8.1 每年至少对探测器系统性能中的坏像素、线性范围、信噪比、厚度宽容度、残影等进行1次校准并记录。
4.2.8.2 每年至少应对使用中的曝光曲线进行1次核查。当射线机重要部件更换或经过修理后,应重新制作曝光曲线。
4.2.8.3 每3个月至少对探测器坏像素进行1次核查,并记录和校正。
4.2.8.4 存在如下情况应进行系统分辨率核查并记录,核查方法按附录A执行。
a)检测系统有改变时;
b)正常使用条件下,每3个月应至少核查一次;
c)在系统停止使用一个月后重新使用时。”
⑩5.4.1.2条后补充新条文,5.4.1.3:
“由于结构原因不能按照5.4.1.1或5.4.1.2规定的间隔角度进行多次透照时,经合同双方商定,可不再强制限制5.4.1.1或5.4.1.2规定的间隔角度,但应采取有效措施尽量扩大缺陷可检出范围,并保证图像评定范围内信噪比、灵敏度和分辨率满足要求,并在检测报告中对有关情况进行说明。”
○11 5.4.2条改用新条文:
5.4.2“不要求100%检测的小径管环向焊接接头的透照次数由合同双方商定,并保存相关记录。
○12将6.1.1.3条中的“线型像质计的型号和规格应符合GB/T 23901.1的规定”删除。
○13将6.1.1.4条中的“双线型像质计的型号和规格应符合GB/T 23901.5的规定”删除。
○14 6.1.2.1.2条中更改用语:
“双壁单影透照时”更改为“双壁单影或双壁双影透照时”
○15 6.1.3.1条改用新条文:
6.1.3.1“双线型像质计应放在射线机侧。当采用双壁单影透照方式时,可放在探测器侧。”
○16 6.1.3.2.1条中更改用语:
“被检测区长度的1/4左右位置”更改为“靠近被检焊缝”。
○17在6.1.4.2条句尾补充“对于小径管双壁双影透照方式,透照厚度应取管子直径。”
○18在6.1.4.3条句尾补充:
“注:对于使用裂纹敏感性材料或标准抗拉强度下限值Rm≥540MPa高强度材料进行检测时,不得采取补偿。”
○19 6.2.5.2条第一行中更改用语:
“透照规格”更改为“透照参数”。
○20在A.5.1 a)条句尾补充:
“在条件受限情况下,可适当减小F,但应保证检测系统的几何不清晰度不大于探测器像素尺寸的5%。”
○21在A.5.2后补充新条文,A.6:
“系统分辨率应满足表4或表5的要求,用于小径管双壁双影透照方式检测时,表中透照厚度应取2倍管子壁厚。”
○22 D.1中第5行中更改用语:
“P—探测器像素大小(μm)”更改为:“P—分辨力(μm);
注:测量系统归一化信噪比时,P为系统分辨力;测量图像归一化信噪比时,P为图像分辨力”。
○23 D.2条改用新条文:
D.2“信噪比测量是指在均匀区域(图像信噪比指热影响区或焊缝附近的母材、无缺陷处),取面积不小于20像素×55像素的矩形区,计算此区域的均值和标准差,按照信噪比定义得到测量信噪比SNRm。”
样品打样流程 版 本:A0 页 码:第1页,共2页 流程 部门 所用记录 事项说明 Y NG Y NG OK 需求单位 业务 业务 工程部 工程部 样板组 品保 业务 内部需求用样品制作单,客户用客户的方式;相关附件 样品制作通知单 样品制作通知单 样品图纸(1:1型版) ﹑打样进度表 BOM ﹑产品规格书表﹑生产作业指导书﹑打样进度表 BOM 样品检验报告 成本分析表 样品清单 客户提出用电话﹑E-mail ﹑传真或客户自己的格式 如是新客户和新产品时, 打样由工程部样板组进行,其他情况则不进行. 工程部上应注明不同打样阶段时的样品性质和数量(原样﹑初样﹑确认样和大货样) 工程部确认打样过程中的各项需求(物料﹑设备)和加工难度;如与业务对于打样有分歧,最终由副总裁决. 工程部在完成打样准备后需将打样进度回复业务,业务依此跟进打样进度 品质部须根据客户要求制定IQC 、IPQC 和OQC 的检验依据,必要时请工程协助 根据《样品制作通知单》制作,将相关材料状况填入《制样书》中,异常情况须及时通知业务人员。项目工程师在订单正式生产前参照样板组的手工BOM 制作正式BOM 和SOP. 样品测试合格后业务将样品送交客户时按客户要求附送相应资料. (接上页) 打样需求(内部提出和客户提出) 评估 制作打样单 制作评估 打样准备 样品制作 样品检验 样品交付 和送样、留样
样品打样流程版本:A0 页码:第1页,共2页流程部门所用记录事项说明 NG Y 客户、业务 业务业务 工程部封样卡 制样书、内部联 络单 客户用电话﹑E-mail﹑传真或客户自己的格式通知 业务样品确认结果.如不合格时确定是否需重新打样 只要客户通知打样终止,业务须要求相关部门停止 打样。 只要客户要求发生变更,业务须以重新制作制样书, 要求相关部门作出相应变更并确认变更所需时间.如 因内部原因不能完成打样,工程部需用内部联络单 通知业务,由业务与客户沟通。 当样品获得客户确认后,工程部须将客户原始图 纸、规格要求、BOM表存档备用。样品交由工程部 保管.客户下订单大货生产时,转交生管制作正式文 件,由文控人员按《文件和资料控制程序》的要求进 行发行. 客人评估 打新终止和 变更 资料归档 封样
目的 规范样品的管理操作,确保样品得到有效的控制,从而确保工程,生产和检验有据可依。 1适用范围 适用于本公司所有样品的采集、制作、管理及使用全过程。 2定义 样品:由客户提供或由公司授权人员签发的,用于工程,生产或检验人员检验时作为参照使用的某种产品的认可实物。 3职责 3.1工程部 3.1.1负责供应商样品的确认、承认、测试测量和签署。 3.1.2负责提交客户样品的制作,试模样品,材料的内部评估、承认和签署。 3.1.3负责客户签署样件要求的信息获取,样品的验证确认。 3.1.4负责样品结构,性能,外观及颜色的确认。 3.1.5负责生产样品,限度样品的样品签署。 3.1.6负责工程样品档案的建立,保存管理。 3.1.7负责客户签署样品接受的登记,样品复稿的封存保护。 3.2质量部 3.2.1负责协助工程部对供应商样品的确认、承认、测试测量和签署。 3.2.2负责协助工程部向客户提交样品,材料的测试和检验。 3.2.3负责样品的使用,归还和有效周期的管理。 3.2.4负责质量样品档案的建立,保存管理。 3.3市场部 3.3.1负责样品提交客户的确认,客户产品的信息沟通,获取。 3.3.2负责客户签署样品接受的登记,样品原稿的封存保护。 3.4采购部 3.4.1负责供应商提交样品信息要求的沟通,获取。 3.4.2负责向相关部门(工程部/质量部等)送交供应商的提交样品,协助工程部和质量部建立 供应商提交样品的相关资料和信息。
5、作业程序内容 5.1样品收集: 5.1.1 由客户或工程部/市场部提供样品来源。 5.1.2 工程部和品质部收到样品后,经工程部主管和质量部主管确认,然后进行封样。 5.1.3 由公司授权人签发的特殊情况下的让步接受,暂收样品。 5.2样品的分类: 5.2.1 供应商样品:指由供应商制作提供,由我公司确认签发的样品,供供应商生产,检验和本公司工 程、质量检验和追溯时的参考依据。 5.2.2 客户样品:指经由客户确认签发的,用于指导本公司工程设计开发,生产及验收参考标准的样品。 包括:色板,结构,电路,功能等。(也称外来样品) 5.2.3 自制样品:指由本公司工程部、质量部确认签发的样品,供生产,检验参考使用(也称生产样品)。 5.2.4 临时样品:因生产异常时与客户样品存在差异时,经客户认可暂时接收,或由工程部,品质部认 可可让步接收的样品。 5.3 样品管理: 5.3.1 供应商样品 a. 当采购部开发新的供应商或供应商材料、生产工艺变更时,由采购部要求供应商附《自检报 告》,《材质证明》送样进行确认。 b. 采购部接到上述供应商的报告,材料样品时,转给工程部进行确认。工程部进行样品(5PCS 以上)检测,包括材料的适配动作,适时安排由生产制造部门进行试用,合格后工程部进行样品确认。 c. 工程部应把对样品的确认与测试记录在《样品确认单》上,工程部确认OK的话,须完成供应 商《样品确认单》的制作,并将《样品确认单》转给采购,若确认NG,工程部将该供应商提供的所有资料和样品退还给采购部,经确认变更影响客户产品特性或客户有要求材料变更时由工程部依据《工程更改通知单》交客户承认。 d. 若供应商材料样品经检验测试合格,工程部将《样品确认单》原件发回供应商,副本两份, 一份给采购部,一份给质量部。工程部与质量部依据要求建立《供应商样品清单》进行管理。若不合格,则将相关结果告之供应商并给予说明,若供应商要求样品全部退回,那么工程部应将所有供应商送样品资料与样品进行全部退回。 e. 质量部接到采购部转来的上述供应商的报告,环保资料应登记到《环保测试信息清单》,内 容包括供应商名称、物料名称、物料编号、测试日期、测试机构、报告编号、报告有效周期、报告有效期、测试项目、报告有效测试结果、下次索要报告时间、MSDS(化工品)、结合《供应商样品清单》,作为以后供应商送货的依据。
设计管理工作内容 一、设计招标、合同起草和执行监督 1.根据公司开发建设计划,制定项目设计的框架计划、设计进度计划和出 图计划并负责跟踪落实。 2.负责根据设计进度计划进程提出设计单位进场需求;协助合约预算部编 写招标文件、工程量清单;参与发标答疑会、发标议标会;参与商务谈 判;参与设计单位评审。 3.负责设计合同的起草,经由相关部门审核报公司审批。 4.在整个实施过程中,跟踪了解合同的执行情况,负责合同范围内设计费 的支付请款 二、设计协调工作 1.负责组织相关部门研讨,编制《设计任务书》。 2.负责督促协调设计单位进行图纸设计。 3.负责组织公司相关部门对报(送)审前的扩初设计、施工图设计进行研 究讨论,并将整理意见落实在设计当中。 4.在图纸设计阶段,对设计单位提出施工功能、外观效果和技术经济指标 控制性要求。严格执行出图计划,严格施工图审图制度将问题尽可能在 施工前解决。 5.施工图完成后,负责施工图设计审图和施工图交底。 6.在建设期,负责设计与施工之间的协调,及时处理工作联系函,现场设 计签证和设计变更事宜,解决施工过程中出现的设计问题。 7.在工程竣工后,跟踪相关部门的意见反馈。在其它建设项目中给予及时 调整,形成较为完善的设计质量管理体系。 三、招投标配合 1、组织设计单位对项目设计中所涉及材料、设备的技术要求进行总结形成技术报告。
2、组织公司相关专业人员对技术报告进行分析研究,并负责编制技术标书。 3、负责组织涉及单位共同参加招投标工作中的询标和技术答疑工作。 4、参加技术考察和评审工作。 5、负责确定产品的建筑效果,并提出具体的技术要求和品质要求;负责对供应商提供的小样/实样进行审核;对产品在施工过程中实现的实际建筑效果进行监督。 四、相关部门的协作 1.配合销售,进行有关规划、房型、景观、配套、特殊设计卖点的设计问 题的销讲。 2.按销售法规,提供销售合同用的规划总平面、房型图及宣传效果图。 3.配合营销部销售模型的制作,提供相关图纸资料及制作效果的咨询和确 认。 4.配合其它部门组织的评选活动,负责基础资料的提供和配合。 5.配合进行面积预测、实测工作。 五、图纸管理 1.负责图纸接收、送审、发放,确保图纸专业齐全、内容完备、标识清晰、 载体形式及图纸整理符合要求; 2.负责组织图纸审查及审查后的修改、项目报建图纸的日常管理;负责图 纸加晒管理。
. 1目的 规范样品的管理操作,确保样品得到有效的控制,确保技术,生产和检验有据可依,从而降低采购成本。 2适用范围 适用于本公司所有样品的采集、制作、管理及使用全过程。 3 定义 样品:由客户提供或由公司授权人员签发的,用于技术,生产或检验人员检验时作为参照使用的某种产品的认可实物。 4职责 4.1技术部 4.1.1负责供应商样品的确认、承认、测试测量和签署。 4.1.2负责提交客户样品的制作,试模样品,材料的内部评估、承认和签署。 4.1.3负责客户签署样件要求的信息获取,样品的验证确认。 4.1.4负责样品结构,性能,外观及颜色的确认。 4.1.5负责生产样品,限度样品的样品签署。 4.1.6负责技术样品档案的建立,保存管理。 4.1.7负责客户签署样品接受的登记,样品复稿的封存保护。 4.2品质管理部 4.2.1负责协助技术部对供应商样品的确认、承认、测试测量和签署。 4.2.2负责协助技术部向客户提交样品,材料的测试和检验。 4.2.3负责样品的使用,归还和有效周期的管理。 4.2.4负责质量样品档案的建立,保存管理。 4.3销售部 4.3.1负责样品提交客户的确认,客户产品的信息沟通,获取。 4.3.2负责客户签署样品接受的登记,样品原稿的封存保护。 4.4采购部 4.4.1负责供应商提交样品信息要求的沟通,获取。 4.4.2负责向相关部门(技术部/品管部等)送交供应商的提交样品,协助技术部和品管部建立供应商提交样品的相关资料和信息。 5、样品管理控制程序
. 5.1样品收集: 5.1.1由客户或技术部/销售部提供样品需求及样品的具体技术参数,由采购部进行样品收集。 5.1.2技术部和品质部收到样品后,经技术部主管和品管部主管确认,然后进行封样。 5.1.3由公司授权人签发的特殊情况下的让步接受,暂收样品。 5.2样品的分类: 5.2.1供应商样品:指由供应商制作提供,由我公司确认签发的样品,供应商生产,检验和本公司技术、质量检验和追溯时 的参考依据。 5.2.2客户样品:指经由客户确认签发的,用于指导本公司技术设计开发,生产及验收参考标准的样品。 (也称外来样品) 5.2.3 自制样品:指由本公司技术部、品管部确认签发的样品,供生产,检验参考使用(也称生产样品)。 5.2.4临时样品:因生产异常时与客户样品存在差异时,经客户认可暂时接收,或由技术部,品质部认可可让步接收的样品。 5.3 样品管理: 5.3.1 供应商样品 5.3.11 采购部按客户或技术部/销售部的要求及相关技术参数要求相关供应商提供样品,样品收到后由采购部按产品的组别编制供应商编号后入库,并通知相关部门进行产品验证。 5.3.12.当采购部开发新的供应商或供应商材料、生产工艺变更时,由采购部要求供应商附《自检报告》,《材质证明》送样进行确认。 5.3.13.采购部接到上述供应商的报告,材料样品时,转给技术部进行确认。技术部进行样品(5PCS以上)检测,包括材料的适配动作,适时安排由生产制造部门进行试用,合格后技术部进行样品确认。 5.3.14. 技术部应把对样品的确认与测试记录在《样品确认单》上,技术部确认OK的话,须完成供应商《样品确认单》的制作,并将《样品确认单》转给采购,若确认NG,技术部将该供应商提供的所有资料和样品退还给采购部,经确认变更影响客户产品特性或客户有要求材料变更时由技术部依据《技术更改通知单》交客户承认。 5.3.15.若供应商材料样品经检验测试合格,技术部将《样品确认单》原件发回供应商,副本两份,一份给采购部,一份给品质部。技术部与品质部依据要求建立《供应商样品清单》进行管理。若不合格,则将相关结果告之供应商并给予说明,若供应商要求样品全部退回,那么技术部应将所有供应商送样品资料与样品进行全部退回。 5.3.1 6.品质管理部接到技术部转来的上述供应商样品测试报告,内容包括供应商编号、物料名称、物料编号、测试日期、测试机构、报告编号、报告有效周期、测试项目、报告测试结果等作为以后供应商送货的依据. 5.3.17.当样品的保管存放受到温湿度、光度等储存条件的限制,技术部和品质部应在《样品清单》中规定样品的有效周期,并按其要求和条件进行防护、标识、储存管理。有效期满后,损坏,丢失、报废应要供应商重新提交样品并承认。 5.3.2 客户样品:
浙江得力佳文具有限公司 样品制作通知单编号NO:2010008客户名称:USA-delijia(举例) 业务部:外贸部业务员:小王 产品名称:pu皮面笔记本打样规格:215×145㎜参考资料:□客供样□彩稿□图片□其它产品编号:wm12345打样数量:4款设计×3本托付时间:1月26日交样时间:1月28日费用来源:□客户承担□公司承担□公司与客户共同承担打样金额:7000元产品单价: 产品制作详细说明:(业务员提供资料和样品及制作要求在此栏务必填写清楚) 1、封皮采用四种颜色的牛皮底纹变色pu革,编号3098c,3098m,3098f,3098h 2、灰板纸采用2.0厚双灰板 3、成品封壳烫2010压印 4、内芯采用70g米黄双胶,160张/320P,4+4印刷 5、扉页衬纸用100g米黄双胶,不用印刷 6、书头部分加分页线和丝带; 7、成品书芯圆背上封壳 8、每本入2.5丝透明Opp袋包装 (图片截图说明) 封面部分内芯部分 成品尺寸:215×145㎜展开尺寸:215×308㎜成品尺寸:210×142㎜内页张数:160张/320P 菲林:无+共套版款合拼菲林:4C +4C共10 套正反版+ 0套自翻版封面材料:3098#四款颜色牛皮底纹变色pu革内芯材料:70g米黄双胶,扉页衬纸用100g米黄双胶 排版方式:1400×750㎜开12只排版方式:大规对开拼16只 印刷:无油墨要求:无印刷:正常四色印刷油墨要求:使用深日油墨表面处理:logo压印2010后道加工:折页、粘衬、配贴、锁线、打胶、切成品、圆背 工艺顺序:封面开料、烫印、包皮壳,内芯印刷、折页、粘衬、配贴、锁线、打胶、切成品、贴丝带、书头布、组装包装方式:每本入2.5丝透明Opp袋包装,opp袋必须打透气孔 序号材料名称品牌产地克重/厚度尺寸规格数量金额备注 1 变色pu革华美腾蛟145丝 1.4m宽卷筒 1.5m 45元/m 厂家要求2000米订购 2 灰板纸灰兔上海 2.0㎜889×1194㎜2张 6.8元/张 3 米黄双胶金华盛山东70g889×1194㎜240+500张6500元/吨印刷打样 4 米黄双胶金华盛山东100g889×1194㎜2张6500元/吨免印 5 深日油墨深日深圳1kg罐装×4C 2组168元/组试样 6 透明Opp袋本地 2.5丝280×175㎜20个 7 丝带本地 8 书头布本地 9 打样要求: 1、四款封面设计每样做3本; 2、内芯必须16p折页,5组针锁线,避免内芯切成品圆背后书口出现楼梯状斜口。 3、书头布与丝带必须用跟样品接近的蓝色。 4、封壳与内芯杜绝上颠倒,确保产品外观整洁。
**********有限公司
1.目的: 为让新产品导入作业顺畅及项目进度按计划有效的进行掌控与跟催,及时切入量产阶段,以达快,稳,准之成效,同时为满足我司及客户对绿色产品的要求,以及对绿色产品进行有效的管控,特制定此程序. 2. 范围:所有制程技术的应用及样品制作,承认,以及所有须符合法令规定及客户要 求的环境关联物质的要求,包括前处理和后制程的规划以及适于新产品导入工 作开展与跟催作业. 3.应用文件 3.1《文件与资料管理程序》LD-SOW-QA0401 3.2《记录管制管理程序》LD-SOW-QA0402 4.作业程序 4.1权责: 业务:负责于客户方的沟通,开立《试样通知单》注明所需要求 生产技术部:负责样品的评估,制作,跟踪,承认书的制作,生产相关资料的制作 综合部:试样中有制程瓶颈需加设备的提供,样品制作的产线安排 车间:在样品数量超过100PCS以上的或人员瓶颈的情况下,在样品需要全检的情况下负责协助生产技术 品质部:在试量产中根据业务提供相关要求进行试量产的相关跟踪动作 4.2 内容 4.2.1技术评估 4.2.1.1业务单位接获客户试样需求时,需详细询问客户对ROHS的要求及相关 的检验和测试标准,然后填写<<试样通知单>>,经主管核准,相关单位 会签后,通知生产技术单位进行试样。 4.2.1.2生产技术单位接获<<试样通知单>>后, 由生产技术单位填写<<客户试 样编号表>>,<<__月试样管制表>>。 4.2.1.3生产技术主管针对<<试样通知单>>上客户要求,对每样产品指定生产 技术单位项目负责人,并与负责人一起根据客户要求及样品实物,按我司 制造工艺,产能,品质,设备以及成本对此款样品进行可行性评估,预估制 程之难易
样品管理程序 (IATF16949-2016/ISO9001-2015) 1.0目的 建立文件化的程序,规范打样确认工作流程,用于我方生产和客户验收核对一致的实物标准,以确保提供客户满意的产品,同时减少制作差错,降低损耗,提高工作效率。 2.0范围 适用于本公司样品的制作及其确认。 3.0定义 客户承认:依客户作业方式,以下三种情况之一视为客户已予以承认合格: a)授予本公司样品承认书; b)于本公司绘制的图面上或样品上签核; c)直接下订单。 4.0职责 4.1业务负责客户信息、资料(如图纸、样品)的收集整理、打样通知单的编制,与客户沟通协调及送样承认。 4.2工程部负责样品制作、工艺资料的记录整理。 4.3采购部负责原辅材料的采购。 4.4品管部负责样品检测。 5.0作业流程 5.1样品管理控制流程图(见附件1)
6.0程序 6.2.1打样资料的接收与评审 业务在接到客户制样通知时,要与客户沟通清楚开模产品的要求,先自己初审,再组织工程部进行评审,确定客户方案后再下达样品制作通知,避免在制样过程中频繁改动方案。 6.2.2填制《样品需求单》 6.2.2.1业务依据已评审通过的打样资料填制样品需求单,并以文字形式将客户要求记录清楚,包括用料、数量、完成日期、环保等其它特殊要求等,原则上禁止以口头形式说明,交与工程部复核确认; 6.2.3样品需求单的接收:工程部在签收制样通知单时,要对制作要求仔细审核,同时查询库存原材料.及工具准备情况,如存在技术或交期问题要当即与业务协商沟通,确认无问题后由样品工程师安排制样准备 6.2.4材料申购 工程部请购买制样所需原辅材料并询问交期,同时做好准备工作,采购部在接到申购单后要及时采购并确定交期,如不能确定交期应事先说明。 6.2.5人力申请 6.2.5.1对于客户有特殊要求不能更改而按时完成有困难的情况,工程部要及时申请临时增加人数,人员技术要求和工作时间; 6.2.5.2在样品制作计划之外有急需样品时,工程部,要根据实际情况调整安排,如存在交期困难要及时申请临时增加人数,人员技术要求和工作时间;6.2.5.3临时增加的人员由工程部调度安排其工作内容,在申请的工作时间内如不能完成工作,工程部要及时申请延长工作时间并通知相关部门;
样品管理制度流程 为切实落实收费及非收费样品管理,重申如下制度流程: 1.业务有样品需求申请打样,需填写《样品制作通知单》,经逐级核准后到研发 部,研发工程师建立样品成品编码,业务在系统中录入《样品销售订单》,收费样品业务在系统录入单价,不收费样品录入零单价; 2.研发工程师根据《样品销售订单》系统录入《样品生产制令单》; 3.研发工程师根据样品《样品生产制令单》系统录入《样品(材料)请购单》, 申请材料请购; 4.采购根据《样品(材料)请购单》下单采购样品材料,如材料为免费供给, 入库单价为零; 5.样品材料到位后,样品组录入《样品采购收货单》,入样品(材料)仓,样品 组录入《样品生产领料申请单》,领料生产; 6.样品生产完成,样品组系统录入《样品生产收货申请单》,收货入库,入样品 成品仓; 7.样品成品出库,无论是收费还是非收费样品,样品组均需在系统录入《样品 销售交货单》,打印三联《送货单》,第一联样品仓、第二联财务、第三联客户,业务签名领取样品后交予客户后,同时将第二、三联《送货单》给客户盖章签收,第三联留客户,第二联拿回交给财务。 事项注意: 1.业务有样品需求,申请打样需填写《样品制作通知单》,须经部门主管、部门 总监核准;打样如涉及开模或费用金额超出1000元至20000元的须经总经理核准,费用金额超出20000元的须经董事长核准,研发见经核准后的《样品制作通知单》方可安排样品生产; 2.收费样品业务须在《样品销售订单》录入单价,非收费样品录入零单价; 3.采购采买样品材料时,须按实际采购单价录入,如为免费材料单价录入为零; 4.样品成品入库后(样品成品仓),无论收费或免费样品,样品组需建立《样品 领用登记薄》,样品出库业务领取时需在《登记薄》登记后方可领取,业务将样品送交客户后,须拿回客户签字盖章后的第二联《送货单》交回财务;样品组每次样品出库均须在系统中录入《样品销售交货单》做出库处理,保证进销存的准确性; 5.业务须及时将样品送货单第二种联交给财务,收费样品业务要做到及时对帐, 及时回款,; 6.如在样品生产过程中出现样品补料情况,样品组须系统录入《样品生产补料 申请单》进行申请,经部门主管及总监核准后方可补料; 7.每月初5号前研发部根据系统按业务部门及客户导出汇总上月实际发生样品 费用、样品生产补料费用、原始单据先自行核对,经财务审核后,数据发出各对应部门检讨。 以上流程制度自发布日起执行,各相关部门必须按流程制度宣导执行,否则研发部有权拒绝打样,具以完善样品管理,避免流失。 财务部 2014年6月12日
樣品送樣流程 一.開發需求 1.營業開出製樣通知單或制樣M/O,報價需求表,附上客戶圖面或規格文件寄給技術; 1-1.有安規需要申請時,營業開出安規申請M/O 1-2.沒有模具時,營業開出開模單 1-3.所需提交文件:樣品需求表 客戶規格文件 二.樣品設計 1.技術依照營業制樣通知書、M/O或報價需求表,確認本司有無制樣能力 1-1.若因模具,生產能力、安規所限無法紙樣時,需回覆給營業以與客戶溝通。 1-2.有新開模時,由技術設計出開模圖后由營業洽客戶確認2.依照客戶要求,分析所用材料名稱及用量同時會製造部確認工時,并輸入ERP系統,通知營業報價。 3.若可制樣但無材料時,技術需請購材料供製造制樣(依技術樣品請購流程,於請購系統作業) 4.確認材料OK后,開出樣品單通知製造部制樣 4-1.畫出制樣圖或附上客戶藍圖給製造作為制樣依據 5.若是舊幾種,由制樣班依營業開單直接制樣并由QC測試判定
後,由營業送出。 6.所需提交文件:技術制樣通知單 制樣藍圖或規格要求 三.樣品製作 1.當材料確認OK後,由生管優先安排製造製作樣品,製造在製作樣品時,需做工藝(如試模,漆包線工藝等)的記錄以作為日後正式量產之幾臺標準參數。 2.樣品完成後,製造需做簡單的測試,如外觀,尺寸,顏色等,然後由生管將Ok樣品交給技術。 3.所需提交文件:生產計劃 生產工藝記錄 四.樣品檢測 1.技術作樣品檢查并作成測試報告。 1-1.依常規項目測試及客戶要求實驗項目 1-2.測試NG時,需將NG點反饋給製造部做改善,并重新制樣。 2.技術作成承認規格書,并由QC確認後,附上客戶需求的樣品數,交營業送客戶承認。 2-1.承認規格書含藍圖,測試規格,測試報告,安規證書,環保要求文件等客戶需求。 3.所需提交文件:承認規格書 五.樣品確認 1.品管接到樣品及承認書後應優先安排做常規測試。
样品打样流程版本:A0流程部门所用记录事项说明 Y NG Y NG OK 需求单 位 业务 业务 工程部 工程部 样板组 品保 业务 内部需求用样品 制作单,客户用 客户的方式;相 关附件 样品制作通知单 样品制作通知单 样品图纸(1:1型 版) ﹑打样进度 表 BOM﹑产品规格 书表﹑生产作业 指导书﹑打样进 度表 BOM 样品检验报告 成本分析表 样品清单 客户提出用电话﹑E-mail﹑传真 或客户自己的格式 如是新客户和新产品时, 打样由 工程部样板组进行,其他情况则 不进行. 工程部上应注明不同打样阶段时 的样品性质和数量(原样﹑初样﹑ 确认样和大货样) 工程部确认打样过程中的各项需 求(物料﹑设备)和加工难度;如与 业务对于打样有分歧,最终由副总 裁决. 工程部在完成打样准备后需将打 样进度回复业务,业务依此跟进打 样进度 品质部须根据客户要求制定IQC、 IPQC和OQC的检验依据,必要时请 工程协助 根据《样品制作通知单》制作,将 相关材料状况填入《制样书》 中,异常情况须及时通知业务人 员。项目工程师在订单正式生产 前参照样板组的手工BOM制作正式 BOM和SOP. 样品测试合格后业务将样品送交 客户时按客户要求附送相应资料. 打样需求(内部提出和客 评估 制作打样 制作评打样准备 样品制作 样品检 样品交付和送样、留
样品打样流程版本:A0 流程部门所用记录事项说明NG Y 客户、业 务 业务 业务 工程部 封样卡 制样书、内部 联络单 客户用电话﹑E-mail﹑传真或客户自己的 格式通知业务样品确认结果.如不合格时 确定是否需重新打样 只要客户通知打样终止,业务须要求相关 部门停止打样。 只要客户要求发生变更,业务须以重新制 作制样书,要求相关部门作出相应变更并 确认变更所需时间.如因内部原因不能完 成打样,工程部需用内部联络单通知业 务,由业务与客户沟通。 当样品获得客户确认后,工程部须将客户 原始图纸、规格要求、BOM表存档备用。 样品交由工程部保管.客户下订单大货生 产时,转交生管制作正式文件,由文控人员 按《文件和资料控制程序》的要求进行发 行. 客人评 打新终止和变更 资料归档 封样
1.1为使本公司新制作、修改后的模具与顾客标准产品新要求所制作出的样品,符合营销部(客
户)之需求。 1.2规范样板制作与确认流程,加强样板管理。 2.0适用范围 2.1所有构成产品结构之外购物料(包括外发加工品)样品。 2.2自制之产品样品。 3.0职责 3.1业务部:负责将顾客之相关资讯(图纸/技术要求与品质标准、法规法令等)以《样品制作申 请单》书面形式详细知会技术部,《样品制作申请单》须销售总监或(副)总经理签字确后才能打样。 3.2技术部: 3.2.1负责分解顾客之相关资讯与需求。 3.2.2负责主导试模(包括新制作与修改后之模具)、样品确认和验证。 3.2.3负责主导新开制作与修改后模具之材质结构、设计技术、闭合度、生产过程中之操作可 性行等验证工作。 3.2.4副总经理负责过程监控样品的整体进度。 3.2.5负责将样品交业务部送顾客承认。 3.2.6负责制作产品样品确认书。 3.2.7负责将经客户确认(注:本公司自主开发之新品经总经理确认)合格的样品分发至品质 部和生产部,并用《样品领借用、分发登记表》详细记录之。 3.2.8:负责新开模具制作和修改之工作,对延期交付模具负责跟踪,以及催促其完成。 3.3采购部:负责外购物料(包括外发加工品)配件之询价比价及采购,对未及时安排跟踪造成 样品未按时交付负责。 3.4生产部:负责配合技术部对新制作与修改后模具之按《试模打样通知单》要求试模、样品 制作,对因未及时安排造成样品未及时交付负责。负责生产过程中之模具日常保养。3.5品质部:负责配合技术部试模(含新制作与修改后模具)与样品制作过程之品质验证与试 验。 3.6常务副总或副总经理负责按《试模打样通知单》要求安排车间生产,对未及时安排车间打 样负责,并通知 PMC部调整生产计划与安排。 4.0内容说明 4.1试模与样品制作流程图:
新产品开发流程 1.目的:为使产品在试作阶段,能有效管制,防止试作失败并累积技朮达成符合量产时,所须 之准备工作。 2.适用范围:从样品至量产前阶段为止之制程作业均属之。 3.定义: 3.1 样品:客户确认光学规格后可送样验证。 3.2量产:客户确认合格后可进入大量生产阶段,各项资料已移交给制造部门。 4.管制流程:
5.1新产品试作前准备: 5.1.1生产部须对镜片进行初期制程能力之评估。 5.1.2初期制程能力之评估,若新产品之制程早已在生产中,则现有之量产管制图面和资料, 即可用来完成初期制程能力评估之要求。 5.1.3根据整组镜头确认量测具和设备。 5.1.4工程部对新产品包装进行评估。包装之适用性必须考虑是否在可能存在的极限条件下 为产品提供保护。该条件指的是包装物在明定运交过程中可能造成产品之锈蚀、变形、破裂、污染、冲击、尺寸改变及潮湿等情况,包装之设计应参照包装有关规范。
5.1.5包装之设计是否已在包容物外表面印制或以标示其之内容物之机种、图番,批号、数 量等。 5.1.6生产模具设计制作: .1模具外购或需委托加工的,生产部应提出申请,经有关部门审核、评估之后进行。 .2在设计模具时须参考类似产品之品质记彔资料进行最佳设计方案,并实施验证。 5.1.7检,治具之设计制作: .1工程部负责提出,对重要之检验与试验设备或供制程所需之检(治)具,以能测试产品是否符合工程规格。 .2所需的检、治具的规格,由工程部负责进行设计. 5.1.8外包部品设计制作: .1采购部负责原物料,部品之订购与跟催,生产部提出需求。 5.2审核、确认: 5.2.1 新物料、部品进入公司后,须经品保实施检验,并实施《进料检验管制程序》。 5.3样品制作: 5.3.1生产部依生管所制订之计划来进行样品制作。制作记录于样品状况中。 5.3.2 将试作结果之工程参数记录于相关表单,内容如下: .1 制程参数各项记彔。 .2 《各部件尺寸检测记录表》的制作:采购部件的检测填写由品保部负责完成、塑胶类部品的检测填写由生产部负责完成。 5.3.3 样品完成制样须自主检查后,品保人员负责进行成品全数检查,结果记录于《样品检验 报告》。 5.3.4 若客户有特别要求时,依客户提供之表格填写。 5.3.5 经检验若不合格则退回原制样人员重工,若属模具制作或设计不良,则重新设计制作。 5.3.6生产部于样品完成后,须建立技朮资料,供类似产品之开发工作进行。 5.4 试装,试运行: 5.4.1 由行销部协商客户实际试装、试运行日期时间。 .1 若在本公司试装、试运行,品保部负责将试装、试运行状况作记录。 .2 情况异常时,核对各项技术参数之变异是否为未管制点。 .3 情况正常时将可以不必管制点予与公差放宽。 5.4.2 若在试装、试运行后证实须更改,工程部负责提出《设计、制程变图面修正申请单》 并依管制程序作业。 5.4.3 若客户不须本公司配合试装,试运行,则由行销部负责联络客户并将结果通知品保、 工程,若须设计变更则由行销部提出《设计、制程变图面修正单》。 5.5小批量试作及量产评估: 5.5.1小批量试作依《生产制程管制》执行。 5.5.2 新产品经试作完成后,情况异常时,生产部、品保部、工程部将对生产管制流程、物 料供应,及相关试作状况进行检讨。 5.5.3小批量试作完成需填写试产制作过程资料。