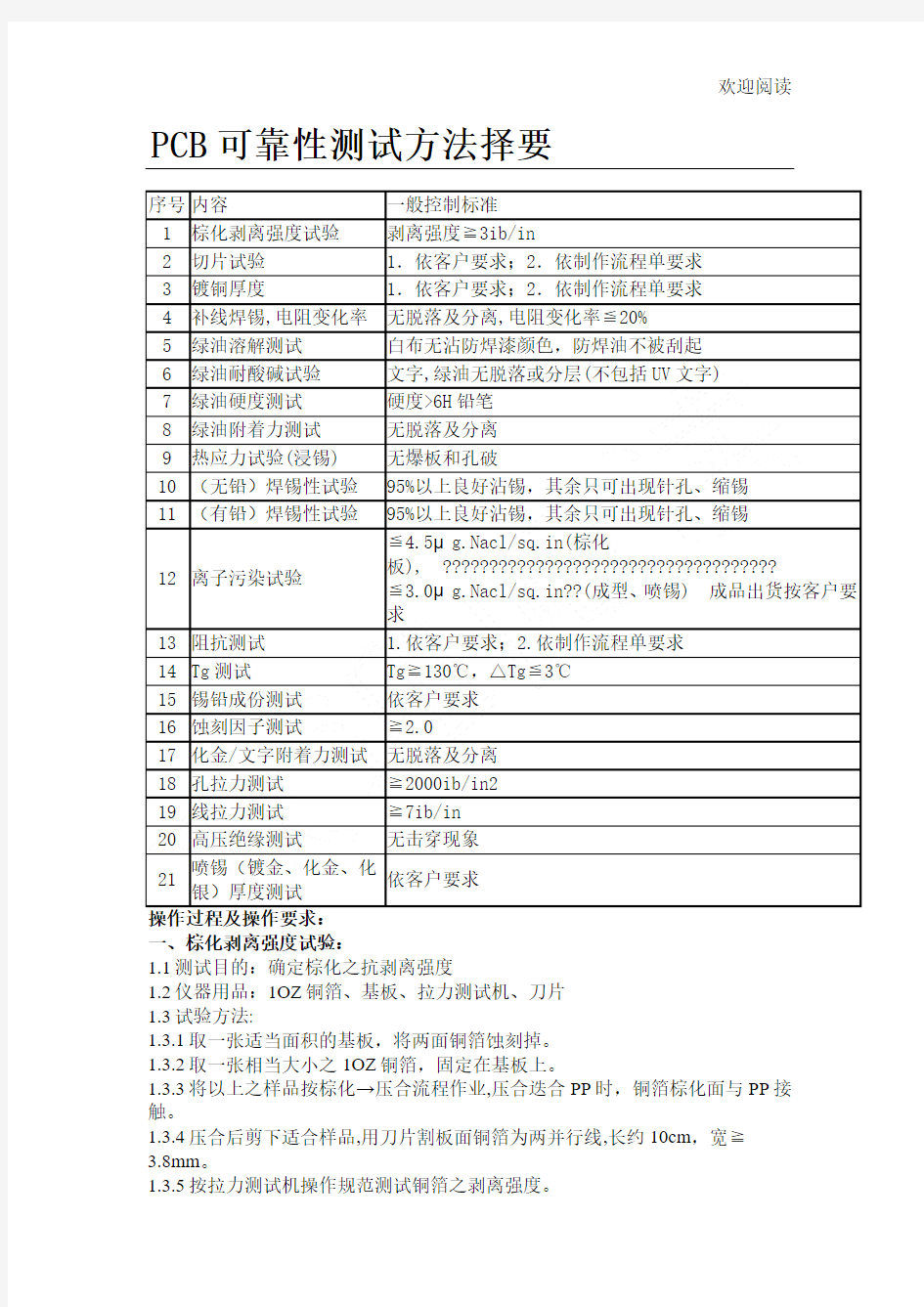

欢迎阅读PCB可靠性测试方法择要
1.1测试目的:确定棕化之抗剥离强度
1.2仪器用品:1OZ铜箔、基板、拉力测试机、刀片
1.3试验方法:
1.3.1取一张适当面积的基板,将两面铜箔蚀刻掉。
1.3.2取一张相当大小之1OZ铜箔,固定在基板上。
1.3.3将以上之样品按棕化→压合流程作业,压合迭合PP时,铜箔棕化面与PP接触。
1.3.4压合后剪下适合样品,用刀片割板面铜箔为两并行线,长约10cm,宽≧
3.8mm。
1.3.5按拉力测试机操作规范测试铜箔之剥离强度。
1.4计算:
1.5取样方法及频率:取试验板1PCS/line/周
二、切片测试:
2.1测试目的:压合一介电层厚度;
钻孔一测试孔壁之粗糙度;
电镀一精确掌握镀铜厚度;
防焊-绿油厚度;
2.2仪器用品:砂纸,研磨机,金相显微镜,抛光液,微蚀液
2.3试验方法:2.3试验方法:
2.3.1选择试样用冲床在适当位置冲出切片。
3.3.6若不能判别时做补线处的切片,用金相显微镜观查补线处有无异常。
3.4电阻值测试方法:
3.4.1补线后用修补刀刮去补线处两端的覆盖物(防焊漆、铜面氧化层),不可伤及铜面。
3.4.2用欧姆表测补线处两端的电阻值。
3.4.3取样方法及频率:取成品板及半成品板各1PCS/周/每位补线操作员
四、绿油溶解测试:
4.1测试目的:测试样本表面的防焊漆是否已经完成硬化,及足以应付在焊接时所产生热力。
4.2仪器用品:三氯甲烷、秒表、碎布
4.3测试方法:
4.4取样方法及频率:3pcs/出货前每批
五、耐酸碱试验:
5.1测试目的:评估绿油耐酸碱能力。
5.2仪器用品:H2SO4??10%
NaOH??10%
胶带每次只可使用一次。
7.3.3用手将胶带垂直板面快速地拉起。
7.3.4检查胶带是否有附上防焊漆,板面防焊漆是否有松起或分离之现象。
7.4取样方法及频率:3pcs/出货前每批
八、热应力试验:
8.1试验目的:为预知产品于客户处之热应力承受能力
8.2仪器用品:烘箱、锡炉、秒表、助焊剂、金相显微镜。
8.3测试方法:
8.3.1选取适当之试样于表面检查无任何分层、起泡、织纹显露状后,及BGA及CPU没有用白板笔画过的,置入烤箱烘150℃,4小时。
8.3.2取出试样待其冷却至室温。
8.3.3将锡炉温度调整为288℃,并持温度计插入锡炉,确认锡炉之温度,若不符合要求,则进行补偿,直到其符合要求.则进行补偿,直到其符合要求.
8.3.4用夹子夹测试板,将板面均匀涂上助焊剂直立滴流5~10秒钟,使多余之助焊剂得以滴回。以滴回。
8.3.5于288℃±5℃之锡炉中完全浸入锡液10±1秒/次,取出冷却后做第二次,共3次。
8.3.6取出试样后待其冷却,并将试样清洗干净。
10.3.2试样取出后待其冷却降至室温。
10.3.3将锡炉内溶锡表面的浮渣及已焦化的助焊剂残渣完全清除干净。
10.3.4将试样完全涂上助焊剂,试样须直立滴流5~10秒,使多余之助焊剂得以滴回。
10.3.5将试样小心放在温度为260℃的锡池表面,漂浮时间3~5秒。
10.4注意事项:操作时需戴耐高温手套、袖套及防护面罩﹐并使用长柄夹取放样品及试验。
10.5取样方法及频率:3pcs/出货前每批。
十一、离子污染度试验:
11.1测试目的:测试喷锡﹑棕化﹑成型后PCB受到的离子污染程度。
11.2仪器用品:离子污染机,异丙醇浓度75±3%
11.3测试方法:按离子污染机操作规范进行测试。
11.4注意事项:操作需戴手套﹐不可污染板面。
11.5取样方法及频率:取喷锡板次/班
取棕化板1次/班
取成型板1次/班
十二、阻抗测试:
12.1测试目的:测量阻抗值是否符合要求
12.2仪器用品:阻抗测试机
16.3.2用600#3M胶带紧贴于漆面上长度约2英寸长,用手抹3次胶面,确保贴平,胶带每次只可使用一次。
16.3.3用手将胶带垂直板面快速地拉起。
16.3.4观察胶带上有无沾金/文字漆,板面化金处/文字漆是否有松起或分离之现象。
16.3.5取样方法及频率:3pcs/出货前每批
十七、孔拉力测试:
17.1测试目的:试验电镀孔铜的拉力强度
17.2仪器用品:电烙铁,拉力测试机,铜线
17.3测试方法:
17.3.1将铜线直接插入孔内,以电烙铁加锡焊牢;
17.3.2被测试孔孔必需PAD面完整无缺,并将多余线路在PAD边切除;
17.3.3将铜线的末端用拉力机夹紧,按拉力机上升,直到铜线被拉断或孔被拉出,计下读数C(Kg);
17.3.4将待测孔使用游标卡尺测量出孔的内径C2(mm)和孔环外径C1(mm)。17.3.5计算孔拉力强度:ib/in2
F=4C/(C12-C22)*1420
F:拉力强度
C1:孔环外径(mm)
19.3.4测试前,必须将测试台面清洁,并不可有金属物存在,以免影响测试结果或触电.
19.4注意事项:操作时需戴耐高压手套
19.5取样方法及频率:取成品板1PCS/周期
二十、喷锡(镀金、化金、化银)厚度测试:
20.1测试目的:检验喷锡(化金、化银)厚度是否在合格范围内。
20.2仪器用品:X-Ray测试仪
20.3测试方法:按照X-Ray测试仪操作规范进行测试。
20.4取样方法及频率:首件,1pcs/每批
二十一、异常管理与故障排除:
1、成品信赖性实验发现有1pcs不合格者,需立即呈报品保主管,并取相同料号相同周期的板重做同一信赖性实验(数量10pcs以上),如第二次试验中有1pcs板测试不合格的板重做同一信赖性实验(数量10pcs以上),如第二次试验中有1pcs 板测试不合格会商后续重工与重检对策。
2、制程中有测试1pcs不合格者,需立即呈报品保主管及知会责任单位主管,并取同料号相同周期板重做试验(数量5pcs以上),第二次试验中有1pcs板测试不合格开立CAR予责任单位,追踪改善后取样确认效果,若仍不良可予以停产或呈报品保主管与责任单位主管会商对策。