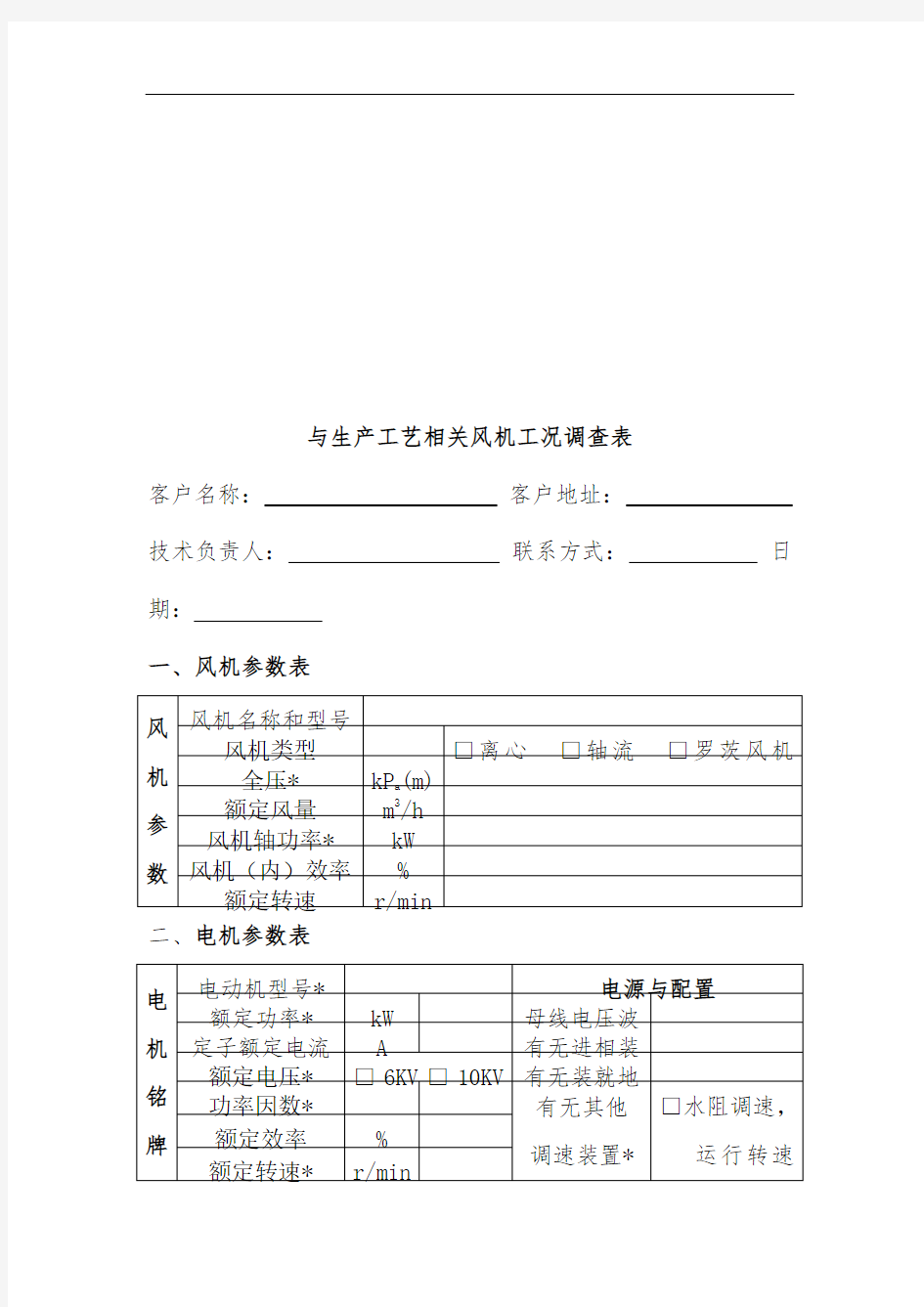

与生产工艺相关风机工况调查表
客户名称:客户地址:
技术负责人:联系方式:日期:
一、风机参数表
二、电机参数表
三、实际运行时相关参数
注:标注*栏为必填项,如装有液力耦合器或水阻调速装置的,须填写液力耦合器开度或水阻调速下的转速。客户确认:
第页,共页
★为提高计算的准确性及项目实施的有效性,请根据实
际运行情况准确填写上述数据。
与生产工艺相关水泵工况调查
客户名称:客户地址:
技术负责人:联系方式:日期:
水泵供水工艺描述:
一、水泵参数表
二、电机参数表
三、实际运行时相关参数
注:标注*栏为必填项。客户确认:
第页,共页
★为提高计算的准确性及项目实施的有效性,请根据实际运
行情况准确填写上述数据。
工艺纪律检查表 御阳万鑫电站产品开发有眼公司
负责人: 日期: 检查日期:检查人员:记录人: 工艺纪律管理制度 工艺纪律评分标准 详见《工艺纪律检查表》 1.车间主任会同检验员,工艺科长根据工艺纪律要求每月对车间工艺纪律执行情况不定期检查一次,并将检查情况报制造部,品管部, 技术部 2.2..在副总的领导下,技术、质管、生产等部门负责人不定期对有关车间的工艺纪律执行情况进行检查,按检查结果填写《工艺纪 律检查表》并进行汇总,提出处理意见。 1工艺纪律 1.1生产车间班组要严格按照制订的工艺流程、工艺规程及机修组制订的安全规程进行生产和操作,任何部门和个人均无权擅自变更生产工艺。 1.2各产品工艺技术文件的变动更改,必须经公司技术部下达的书面修改通知书,经副总签字批准后方可生效。 1.3由于产品的工艺、标准、材料和生产设备发生重大变化时,或原有工艺已不能适应产品质量要求时,应由技术部会同车间进行修订或补充,正式颁布后实行,否则必须按原工艺执行。擅自变动造成(重大)损失时,以违犯工艺纪律处理,追究当事人的责任。1.4在生产过程中,因材料或设备等原因影响生产工艺不能正常执行时,必须由生产车间写出书面申请,说明原因,经副总认可后方可改动。 1.5新进公司的员工,必须经过岗前技术培训,基本掌握本工序的工艺、设备、安全等方面技术要求后,在有经验工人指导下上岗操作生产。 1.6对不按工艺流程、工艺规程、设备规程,而随意变更生产程序和操作方法者,一律按违犯工艺纪律处理,并追究负责人的责任。 2.工艺纪律的执行 2.1工艺纪律由技术部会同制造部,品管部负责贯彻实施、监督执行,并对工艺执行部门进行抽查,填写检查记录,进行考核。 2.2工艺纪律平时由班、组长车间组织、进行检查,及时掌握工艺纪律执行情况。自动改进,不进行考核 2.3有关部门发现违犯工艺纪律的人或事时,上报制造部立即进行处理,情节严重的报副总经理处理工艺纪律检查评分考核标准 一、总则:强化工艺纪律的执行与检查是确保产品质量的重要手段之一。本标准将根据公司工序质控点的检查记录和结论, 对违反工艺纪律的人与事进行奖罚,旨在加强与提高员工对工艺纪律执行的重要性认识,同时找出改进之处,使企业产品质量持续提高,让用户满意。 二、检查组组成: 检查组工作由技术部牵头,品管部和制造部等相关部门组成。每次检查,各部门至少要派出一名员工参与。 三、检查项目确定与频次: 3.1检查项目为企业工序质控点(见《工艺纪律检查记录表》); 3. 2 一般情况,工艺纪律检查为每月一次不定期抽查,如遇特殊情况可增加检查频次,如: (1)质量严重不稳定;(2)用户有重大抱怨;(3)生产秩序较乱;(4)工艺发生重大变更;(5)使用较大量新员工; (6)新产品批产初期。 四、考核办法: 1、考核标准:每次工艺纪律检查总分设为100分,分值设置按各工序质控点来分配(详见《工艺纪律检查记录表》),由检查组根据实际情况给予公正评分,最后由质量保证部统计汇总交由行政管理部作为考核的依据; 2、奖罚办法: 2.1相关奖励: (1)奖励额度: (2)奖励分配办法: 2.2 相关处罚: (1)处罚额度:
各种工况下风机所需功率计算 冶炼用的矿石在冶炼之前对矿石要进行烧结,烧结要用烧结机,而烧结炉则需用烟气主抽离心风机和冷却通离心风机。例如某中型钢厂有两个矿石烧结车间,一个装有62.5m2烧结机5台的车间,共使用离心风机29台,其中用在烧结机上有18台;另一个装有75m2烧结机3台的车间,共使用离心风机90台,其中用在烧结机上有8台,其它离心风机用在通风、除尘、降温及冷却。 离心风机行业生产的抽送烧结烟气的离心鼓离心风机有几十种型号规格,现举出几种型号的性能参数。 由沈阳鼓离心风机厂生产的D1600、D2000抽送烧结烟气的离心鼓离心风机,是为18~24m2烧结机配套的设备。该类鼓离心风机为单级单吸入双支撑结构,用电动机直接驱动。铸铁机壳水平剖分为上下两半,下机壳安装左右铸铁底座上。转子由优质碳素钢主轴、低合金结构钢焊接叶轮及轴套等组成。轴承为滑动轴承。 2、焦炉煤气输送鼓离心风机 焦炭是冶炼钢铁的主要燃料和还原剂,也是高炉中料粒的支撑剂和疏松剂,而炼焦炉内的煤气须经离心风机抽出后,一部分作为炼焦炉的燃料,一部分加压后送往钢厂作为燃料,另一部分用作生产其它副产品。 焦炉煤气输送的典型代表产品是沈阳鼓离心风机厂生产的D1250-31型离心鼓离心风机。其主要结构特点是机组由电动机、齿轮增速机、离心鼓离心风机、润滑系统和仪控系统组成。机壳为水平剖分式结构,轴承箱下面有横纵向定位键槽,以保持机体良好对中,并能适应机壳热膨胀;轴承箱与壳体铸成一体,增强刚度便于拆卸检修。 转子由主轴、3个叶轮、隔套、平衡盘和半联轴器等组成;叶轮采用高强度合金钢焊接结构。 轴承分为支撑轴承和止推轴承两部分,支撑轴承为椭圆瓦滑动轴承,止推轴承为米切尔双面止推滑动轴承。 密封设在级间、叶轮进口、平衡盘外围及轴两端,均为迷宫式拉别令密封。 其主要性能参数:进口流量为1250m3/min,进口压力98.07kPa,出口压力313.82kPa,主轴转速4776r/min,功率3670kW。 3、高炉鼓离心风机
矿用通风机工况点的确定方法 来源:西部石化网时间: 2010-6-23 字体: 大中小 所谓工况点,即是风机在某一特定转速和工作风阻条件下的工作参数,如Q、H、N和η等,一般是指H和Q两参数。 已知通风机的特性曲线,设矿井自然风压忽略不计,则可用下列方法求风机工况点。 ⒈图解法当管网上只有一台通风机工作时,只要在风机风压特性(H─Q)曲线的坐标上,按相同比例作出工作管网的风阻曲线,与风压曲线的交点之坐标值,即为通风机的工作风压和风量。通过交点作Q轴垂线,与N─Q和η─Q曲线相交,交点的纵坐标即为风机的轴功率N和效率η。 图解法的理论依据是:风机风压特性曲线的函数式为H=f(Q),管网风阻特性(或称阻力特性)曲线函数式是h=RQ2,风机风压H是用以克服阻力h,所以H=h,因此两曲线的交点,即两方程的联立解。可见图解法的前提是风压与其所克服的阻力相对应。 以抽出式通风矿井(安有外接扩散器)为例,如已知通风机装置静压特性曲线HS ─Q,则对应地要用矿井系统总风阻RS(包括风硐风阻)作风阻特性曲线,求工况点。 若使用厂家提供的不加外接扩散器的静压特性曲线Hs─Q,则要考虑安装扩散器所回收的风机出口动能的影响,此时所用的风阻RS应小于Rm,即 4-5-1 式中Rv──相当于风机出口动能损失的风阻,
SV──风机出口断面,即外接扩散器入口断面; Rd──扩散器风阻; RVd──相当于扩散器出口动能损失的风阻, SVd──为扩散器出口断面。 若使用通风机全压特性曲线Ht─Q,则需用全压风阻Rt作曲线,且 4-5-2 若使用通风机装置全压特性曲线Htd─Q,则装置全压风阻应为Rtd,且 4-5-3 应当指出,在一定条件下运行时,不论是否安装外接扩散器,通风机全压特性曲线是唯一的,而通风机装置的全压和静压特性曲线则因所安扩散器的规格、质量而有所变化。 ⒉解方程法 随着电子计算机的应用,复杂的数学计算已成为可能。风机的风压曲线可用下面多项式拟合 4-5-4
1.风机类、风阀类设备 2.1)投标人提供的风机类、风阀类设备必须是在国内城市轨道交通项目供 货或成功营运过的知名品牌,是能满足昆明轨道交通需求的该类设备技 术要求及供货能力的产品,有较好的社会信誉。 3.2)业绩要求:自2006年以来风机类、风阀类设备生产商具有三个或以 上国内城市轨道交通项目供货业绩(需含有隧道风机、排热风机、射流 风机等核心设备;需含有电动组合风阀、电动调节阀、电动防火阀等核 心设备)。(须提交相关合同协议书,业绩时间以合同上显示的签订时间 为准;若与总承包商签订合同的,需提供有效的用于轨道交通项目的证 明材料) 1.1风机 风机按照其使用功能分成以下几种类型:区间隧道风机(TVF)、车站隧道排风机(TEF)、车站大系统风机、射流风机、车站小系统风机(送风机、排风机、排烟风机)。本标段的同一类设备不能出现两家设备供货商。各类风机均应由同一厂家生产。 1.1.1相关规范 本技术规格书并未充分引述有关标准和规范的条文,提出的是最低限度的技术要求,承包商应提供符合本需求书和工业标准的优质产品。如投标人对招标设备及其附件的设计以及用于它的制作材料另行推荐时,应在投标文件中注明,并解释论述。 投标人应提供投标设备所采用的设计,制造、试验、验收、安全等相关标准作为投标附件。 1)《通风机基本型式尺寸参数及性能曲线》(GB/T3235-2008) 2)《工业通风机尺寸》(GB/T17774-1999) 3)《消防排烟风机耐高温试验方法》(GA/T211-2009) 4)《工业通风机用标准化风道进行性能试验》(GB1236-2000) 5)《风机和罗茨鼓风机噪声测量方法》(GB/T2888-2008) 6)《工业通风机现场性能试验》(GB10178-2006)
珙泉煤业公司主要通风机性能测试报告珙泉煤业公司西风井改造工程更换主要通风机为两台湖南湘潭平安电气有限公司生产的FBCDZN0.27弯掠组合型隔爆对旋轴流式主要通风机,其中一台正常工作,一台备用。根据《煤矿安全规程》规定及更准确地掌握矿井主扇性能,更经济、有效及安全地使主扇为矿井安全生产服务,我公司于2009年12月27日对更换风机进行了性能测试。 一、测试方案 本次风机性能测试分别在空载和带负荷(带井下生产系统)情况下进行了测试。测试时,主要通风机在出厂最佳工况叶片工作角度(一级19.5°,二级21.3°)情况下,改变风机蝶阀角度调节矿井阻值与变频改变电源频率调整风机转速相结合,改变风机工况点,在不同工况点下测定风机工作风压H、风机工作风量Q、风机转速η和电机输入功率N等主要数据,测出在管网风阻不同条件下等上述数值,即可绘出风机的H-Q、N-Q、η-Q曲线,通过实测曲线与厂家提供风机特性曲线进行回归分析,取得主扇的运转特性,检验其性能是否良好。 测试时,各测试数据通过风机在线监测设备观测,同时相对动压、相对全压及相对静压采用皮托管加U型压差计测定和人工用风表测定风量进行对比分析,如附图一所示,在图示断面Ⅰ—Ⅰ和Ⅱ—Ⅱ中安设皮托管测定主扇进风侧平均静压、平均全压和动压;在图示Ⅲ—Ⅲ和Ⅳ—Ⅳ位置测定主扇风量。测试时,先测试1#风机,2#风机备用,风流由1#风机蝶阀进风调节风量,由扩散器排出;测定完1#风机后,进行倒机,测定2#风机,1#风机备用。 二、测试过程 1、测试前准备 (1)成立指挥及各专业小组,明确小组及相关人员职责。 (2)测试仪器仪表及相关材料准备。 (3)布置测点、连接和调校各测试仪器仪表。 2、测试步骤 (1)经验收合格后,进入预备状态,将1#主扇调节蝶阀全部开启(90°),同时电机频率调整为最大50HZ,并将两侧防爆门开启(既空载测试),完毕后通知总指挥。
第四章风机 本章风机是指通风机而言。由于通风机的工作压力较低,其全压不大于1500mmH2O,因此可以忽略气体的压缩性。这样,在通风机的理论分析和特性研究中,气体运动可以按不可压缩流动处理。这一近似使得通风机与水泵在基本原理、部件结构、参数描述、性能变化和工况调节等方面有很多的相同之处,在水泵的各相关内容中已作了论述。但是,由于流体物性的差异,使通风机和水泵在实际应用的某些方面有所不同,形成了通风机的一些特点。 第一节风机的分类与构造 一、风机分类 1、按风机工作原理分类 按风机作用原理的不同,有叶片式风机与容机式风机两种类型。叶片式是通过叶轮旋转将能量传递给气体;容积式是通过工作室容积周期性改变将能量传递给气体。两种类型风机又分别具有不同型式。 离心式风机 叶片式风机轴流式风机 混流式风机 往复式风机 容积式风机 回转式风机 2、按风机工作压力(全压)大小分类 p98Pa(10 mmH2O)。此风机无机壳,(1)风扇标准状态下,风机额定压力范围为< 又称自由风扇,常用于建筑物的通风换气。 p14710Pa(1500 mmH2O)。 (2)通风机设计条件下,风机额定压力范围为98Pa<< 一般风机均指通风机而言,也是本章所论述的风机。通风机是应用最为广泛的风机。 空气污染治理、通风、空调等工程大多采用此类风机。 p196120Pa。压力较高,是污水处理曝(3)鼓风机工作压力范围为14710Pa<< 气工艺中常用的设备。 p196120Pa,或气体压缩比大于3.5的风机,如常(4)压缩机工作压力范围为> 用的空气压缩机。 二、通风机分类 通风机通常也按工作压力进行分类。 p980Pa(100 mmH2O) 低压风机≤ 风机盘管机组不同 工况下的冷量计算方法 扬州大学 倪美琴 刘光远 沈 炜 摘要 通过理论分析提出了风机盘管全冷量和显冷量的两种计算方法:效率法和工况转换法。与实测值相比,两种方法的计算值均在误差允许范围之内。 关键词 风机盘管机组 全冷量 显冷量 计算 Calculating methods of cooling capacity of fan coil units under different conditions B y Ni M eiqin ,L iu Guangyuan an d Sh en Wei Abstract P resents tw o ca lculating meth od o f to tal coo ling capacity a nd sensible co o ling capacity by a theor etical analysis,nam ely the ef ficiency metho d and the co ndition tr ansf or mat io n metho d.Co mpare d with the measur ed da ta,ca lculat ing v alue f ro m the tw o metho ds pr o ves t o be in per meable er ro r lim its. Keywords f an co il unit,to tal coo ling ca pa city,sensible co o ling capacity,calculation Yangzhou University,Y angz hou,Jiangs u Province,China y 0 引言 风机盘管机组作为半集中式空调系统的末端装置,其应用很广泛。由风机盘管机组的变工况特性[14]可知,在不同的工况下,风机盘管的全冷量和显冷量都是变化的。目前,国外风机盘管机组的选用说明书中都附有各种工况下的性能曲线或性能表,而我国绝大多数生产厂家的产品说明书中仅提供标准工况下[56]的全冷量和显冷量,这给正确选用风机盘管带来很大不便,机组的选用往往不合理[78],不仅使室内温度过高或过低,影响人体的热舒适,而且增大了初投资和运行费用。要正确选型,应提供各种工况下机组的全冷量和显冷量的性能曲线或计算公式。 1 用效率法计算全冷量和显冷量 1.1 全冷量的计算 全冷量焓效率 h定义为:湿冷工况下流经盘管的风量和水量为确定值时,盘管前后空气的实际焓差与理想的最大可能焓差之比[910],即 h=h1-h2 h1-h w (1)式中 h1,h2为流经盘管前后的空气的比焓,kJ/kg;h w为与进水温度相同的盘管表面薄层饱和空气的比焓,kJ/kg。 故全冷量Q t为 Q t=G h(h1-h w)(2)式中 G为空气流量,kg/s。 湿空气与盘管表面薄层饱和空气之间的全热交换微分方程为 d Q=K h(h a-h w)d F(3)式中 Q为换热量,kW;K h为按焓差计算的全热交换系数,kg/(m2 s);h a为湿空气比焓,kJ/kg; d F为微元面积,m2。 空气放出的热量和冷水得到的热量为 d Q a=G d h a(4) d Q w=-W d h w(5)式(4),(5)中 Q a为空气放出的热量,kW;Q w为 67 暖通空调HV&AC 2006年第36卷第8期 设计参考 y 倪美琴,女,1968年1月生,工学硕士,讲师 225009扬州大学环境科学与工程学院建筑环境与设备工 程系 (0514)7930639 E-mail:n meiq@https://www.doczj.com/doc/5815976533.html, 收稿日期:20050620 平潭综合实验区地下综合管廊干线工程(一期)PPP 项目 通风空调系统—风机设备 技术规格书 中铁一局集团有限公司 2017年9月 1、规范及标准 本用户需求书主要执行和参考以下标准和规范(如下述内容不为最新版本,需按最新版本采用): [通风机基本型式尺寸参数及性能曲线](GB/T3235-2008); [工业通风机尺寸] (GB/T17774-1999); [工业通风机用标准化风道进行性能试验](GB1236-2000); [风机和罗茨鼓风机噪声测量方法](GB/T2888-2008); [工业通风机现场性能试验](GB10178-2006); [通风机现场试验](GB10178-88); [一般用途轴流通风机技术条件](GB/T13274-91); [通风机能效限定值及能效等级](GB19761-2009); [通风机焊接质量检验技术条件](JB/T 10213-2000); [通风机铆焊件技术要求](ZBJ72039-90); [通风机转子平衡](JB/T 9101-1999); [工业通风机叶轮超速试验](JB/T6445-2005); [通风机振动精度](JB/TQ334-87); [工业通风机噪声限值](JB/T8690-1998); [通风机产品外观质量与清洁度](JB/TQ339-84); 《城市综合管廊工程技术规范》(GB50838-2015) 《建筑设计防火规范》(GB50016-2014) 《工业建筑供暖通风与空气调节设计规范》(GB50019-2015) 《工业企业卫生设计标准》(GBZ1-2010)其它相关的规范和标准。 2、定义 2.1 “风亭送、排风机”包括送风亭、排风亭通风系统的送风机、排风机均为轴流风机,设于综合管廊送、排风亭内,用于综合管廊廊道内通风。 2.2 “额定风量”是指风机在标准状态下的风量,单位m3/h或m3/s。 2.3 “风量”是指风机在系统设计工况下的风量,单位m3/h或m3/s。 2.4 “通风机全压”指风机在系统设计工况下,通风机出口法兰处滞止压力 工艺纪律检查表 序号检查 项目 标 准 分 检查内容结果被检查人 实 得 分 1 文件和 资料 5 1.工艺文件是否齐全、破损、 看不清,是否理解和被执行? 5 2.工艺文件是否符合现场加工, 是否有指导性? 5 3.作业流程是否清楚? 5 4.生产记录单是否记录规范, 正确? 2 设备和 工装 5 1.设备是否按规定进行定期维护, 是否正确填写记录? 5 2. 工位器具是否按要求配备? 5 3.工装夹具是否定期保养? 3 生产5 1.是否按要求进行自检,检验方法 是否正确? 5 2.是否进行了首检? 5 3.出现不合格时的流程是否熟悉, 是否会调整程序或夹具? 5 4.操作员工是否按照工艺文件操作, 操作是否规范? 4 物流 5 1.产品标识是否清楚,产品区域是否清楚不易混料? 5 检验5 1.检具是否齐全,有效? 5 2.产品是否有明确的检验状态? 5 3.是否有关键数据?是否进行了 SPC控制?是否对异常点进行了分析? 6 区域5S 5 1.现场是否有脏物、水渍等? 5 2.产品放置是否整齐? 5 3.产品是否按规定标识并区分放 置? 7 安全 生产 5 1.是否穿戴好安全防护用品? 5 2.是否知道设备安全操作规程? 安全防护设备是否正在使用? 被检查工位综合得分 整改项目及完成 期限 负责人:日期: 检查日期:检查人员:记录人: 工艺纪律管理制度 工艺纪律评分标准 详见《工艺纪律检查表》 1. 车间主任会同检验员,工艺科长根据工艺纪律要求每月对车间工艺纪律执行情况不定期检查一次,并将检查情况报制 造部,品管部,技术部 2. 2. .在副总的领导下,技术、质管、生产等部门负责人不定期对有关车间的工艺纪律执行情况进行检查,按检查结 果填写《工艺纪律检查表》并进行汇总,提出处理意见。 1工艺纪律 1.1生产车间班组要严格按照制订的工艺流程、工艺规程及机修组制订的安全规程进行生产和操作,任何部门和个人均无权擅自变更生产工艺。 1.2各产品工艺技术文件的变动更改,必须经公司技术部下达的书面修改通知书,经副总签字批准后方可生效。 1.3由于产品的工艺、标准、材料和生产设备发生重大变化时,或原有工艺已不能适应产品质量要求时,应由技术部会同车间进行修订或补充,正式颁布后实行,否则必须按原工艺执行。擅自变动造成(重大)损失时,以违犯工艺纪律处理,追究当事人的责任。 1.4在生产过程中,因材料或设备等原因影响生产工艺不能正常执行时,必须由生产车间写出书面申请,说明原因,经副总认可后方可改动。 1.5新进公司的员工,必须经过岗前技术培训,基本掌握本工序的工艺、设备、安全等方面技术要求后,在有经验工人指导下上岗操作生产。 1.6对不按工艺流程、工艺规程、设备规程,而随意变更生产程序和操作方法者,一律按违犯工艺纪律处理,并追究负责人的责任。 2.工艺纪律的执行 2.1工艺纪律由技术部会同制造部,品管部负责贯彻实施、监督执行,并对工艺执行部门进行抽查,填写检查记录,进行考核。 2.2工艺纪律平时由班、组长车间组织、进行检查,及时掌握工艺纪律执行情况。自动改进,不进行考核 2.3有关部门发现违犯工艺纪律的人或事时,上报制造部立即进行处理,情节严重的报副总经理处理 工艺纪律检查评分考核标准 一、总则:强化工艺纪律的执行与检查是确保产品质量的重要手段之一。本标准将根据公司工序质控点的检查记录和结论,对违反工艺纪律的人与事进行奖罚,旨在加强与提高员工对工艺纪律执行的重要性认识,同时找出改进之处,使企业产品质量持续提高,让用户满意。 二、检查组组成: 检查组工作由技术部牵头,品管部和制造部等相关部门组成。每次检查,各部门至少要派出一名员工参与。 三、检查项目确定与频次: 3.1检查项目为企业工序质控点(见《工艺纪律检查记录表》); 3.2一般情况,工艺纪律检查为每月一次不定期抽查,如遇特殊情况可增加检查频次,如: (1)质量严重不稳定;(2)用户有重大抱怨;(3)生产秩序较乱;(4)工艺发生重大变更;(5)使用较大量新员工;(6)新产品批产初期。 四、考核办法: 1、考核标准:每次工艺纪律检查总分设为100分,分值设置按各工序质控点来分配(详见《工艺纪律检查记录表》),由检查组根据实际情况给予公正评分,最后由质量保证部统计汇总交由行政管理部作为考核的依据; 2、奖罚办法: 工艺纪律检查表 工艺纪律检查表 标实序检查准检查内容结果被检查人得号项目分分 1. 工艺文件是否齐全、破损、 5 看不清,是否理解和被执行, 2. 工艺文件是否符合现场加工, 5 文件和是否有指导性, 1 资料 5 3. 作业流程是否清楚, 4. 生产记录单是否记录规范, 5 正确, 1. 设备是否按规定进行定期维护, 5 是否正确填写记录, 设备和 2 5 2. 工位器具是否按要求配备, 工装 5 3. 工装夹具是否定期保养, 1. 是否按要求进行自检,检验方法 5 是否正确, 5 2. 是否进行了首检, 3 生产 3. 出现不合格时的流程是否熟悉, 5 是否会调整程序或夹具, 4. 操作员工是否按照工艺文件操作, 5 操作是否规范, 1. 产品标识是否清楚,产品区域 4 物流 5 是否清楚不易混料, 5 1. 检具是否齐全,有效, 5 2. 产品是否有明确的检验状态, 5 检验 3. 是否有关键数据,是否进行了 5 SPC控制,是否对异常点进行了分析, 1. 现场是否有脏物、水渍等, 5 5 2. 产品放置是否整齐, 6 区域 5S 3. 产品是否按规定标识并区分放5 置 , 5 1. 是否穿戴好安全防护用品, 安全 7 2. 是否知道设备安全操作规程, 生产 5 安全防护设备是否正在使用, 被检查工位综合得分整改项目及完成期限负责人: 日期: 整改措施及完成 情况负责人: 日期: 检查日期: 检查人员: 记录人: 工艺纪律管理制度 工艺纪律评分标准 详见《工艺纪律检查表》 1. 车间主任会同检验员,工艺科长根据工艺纪律要求每月对车间工艺纪律执行情况不定期检查一次,并将检查情况报制 造部,品管部,技术部 2. 2( .在副总的领导下,技术、质管、生产等部门负责人不定期对有关车间的工艺纪律执行情况进行检查,按检查结 果填写《工艺纪律检查表》并进行汇总,提出处理意见。 1工艺纪律 1(1生产车间班组要严格按照制订的工艺流程、工艺规程及机修组制订的安全规程进行生产和操作,任何部门和个人均无权擅自变更生产工艺。 1(2各产品工艺技术文件的变动更改,必须经公司技术部下达的书面修改通知书,经副总签字批准后方可生效。 1(3由于产品的工艺、标准、材料和生产设备发生重大变化时,或原有工艺已不能适应产品质量要求时,应由技术部会同车间进行修订或补充,正式颁布后实行,否则必须按原工艺执行。擅自变动造成(重大)损失时,以违犯工艺纪律处理,追究当事人的责任。 1(4在生产过程中,因材料或设备等原因影响生产工艺不能正常执行时,必须由生产车间写出书面申请,说明原因,经副总认可后方可改动。风机盘管机组不同工况下的冷量计算方法_倪美琴
风机技术规格书
工艺纪律检查表模版
工艺纪律检查表
相关主题
文本预览