
如何使用Minitab正确计算CPK
最近,我看到公司有很多人使用Minitab计算CPK,但大家在使用这个工具时经常会发生一些错误。下面,我针对一个例子来讲述如何操作Minitab来正确计算CPK。
首先,我们来一起回顾一下过程能力CPK、PPK的概念。
CPK——过程能力指数(短期的)
CPK的评价过程是稳定过程,CPK的样本容量是30~50,CPK评价的是单批(几小时或几天),CPK=1.33(1.5的偏离)是4σ的水平,合格率达到99.379%。CPK,是进入大批量生产后,为保证批量生产下的产品的品质状况不至于下降,且为保证与小批生产具有同样的控制能力,所进行的生产能力的评价,一般要求≥1.33。PPK——过程性能指数(长期的)
PPK可以不是稳定的过程;PPK的样本容量是大于或等于100, PPK评价的是多批(几周或几个月)。PPK,是进入大批量生产前,对小批生产的能力评价,一般要求≥1.67。
SIX SIGMA引入公司已经多年,大家对Minitab的使用应该也有一定的认识,但是在使用该工具时需要对我们的数据进行检测,这样才能得到准确的计算数值,我们也最容易忽略这点,造成我们平时工作中遇到过程能力值不一致的情况。现通过一个例子来说明,我们容易发生错误的地方到底出现在什么地方。
题设:一个零件的孔径,测量样本为32件,规格为0.225-0.245inch,需要对这个孔径进行过程能力的测量,要求过程能力≥1.33符合要求。
错误的方法如下:
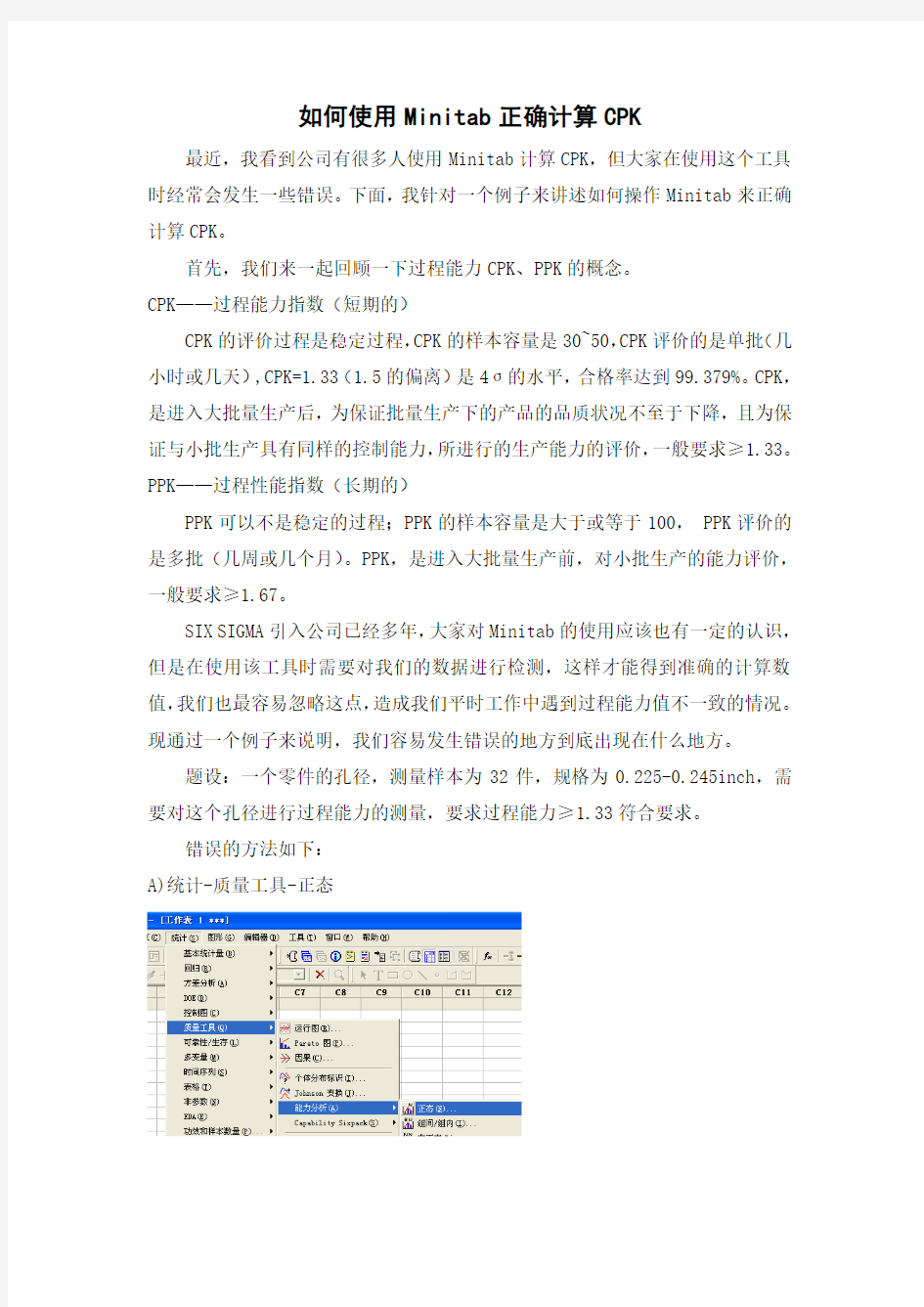
A)统计-质量工具-正态
B)上步完成后进入该操作界面,在子组跨数列中点击C1,后确认
C)得到如图所示的结论,CPK为1.61,此时的sigma水平远高于6个sigma level
在这个情况下我们通常会使用这个值作为我们计算CPK的结果,这个结果是错误的,为什么?我们要记清楚一个原则,CPK的计算必须是建立在数据属于正态分布的前提下进行。那么数据不符合正态分布是不是就不能计算过程能力,答案是“否”。对于数据的分布我们有很多中,如weibull分布,指数分布、对数分布等等。他们分布的不同之处,就是在于这些数据的分布不同,对外的表象就是所谓的钟形图不对称或者产生偏移。
现在我们看看这些数据的分布是否属于正态分布,对其进行正态性检验。
步骤如下:
A)统计-基本统计量-正态性检验
B)点击C1-确定
我们得到C1数据的不是正态分布,原因是小于0.05。
B)上步完成后进入该操作界面,在子组跨数列中点击C1,后确认
C)点击Box-Cox,点击Box-Cox变换,后确定。
D)点击确定;
最后我们得到转化过后数据的CPK值为1.49,这个数据才是真正的CPK值;
总结:1)数据过程能力的计算,之前必须经过正态检测。
2)非正态数据必须经过转换才能计算CPK值。
对于数据不符合正态分布大家必须非常谨慎,此时的过程或者数据收集有异常,需要大家找出这些异常原因。我们计算CPK值是为了更好的管理过程而不是为了得到一个值。