恒温激光锡焊系统的温度控制原理
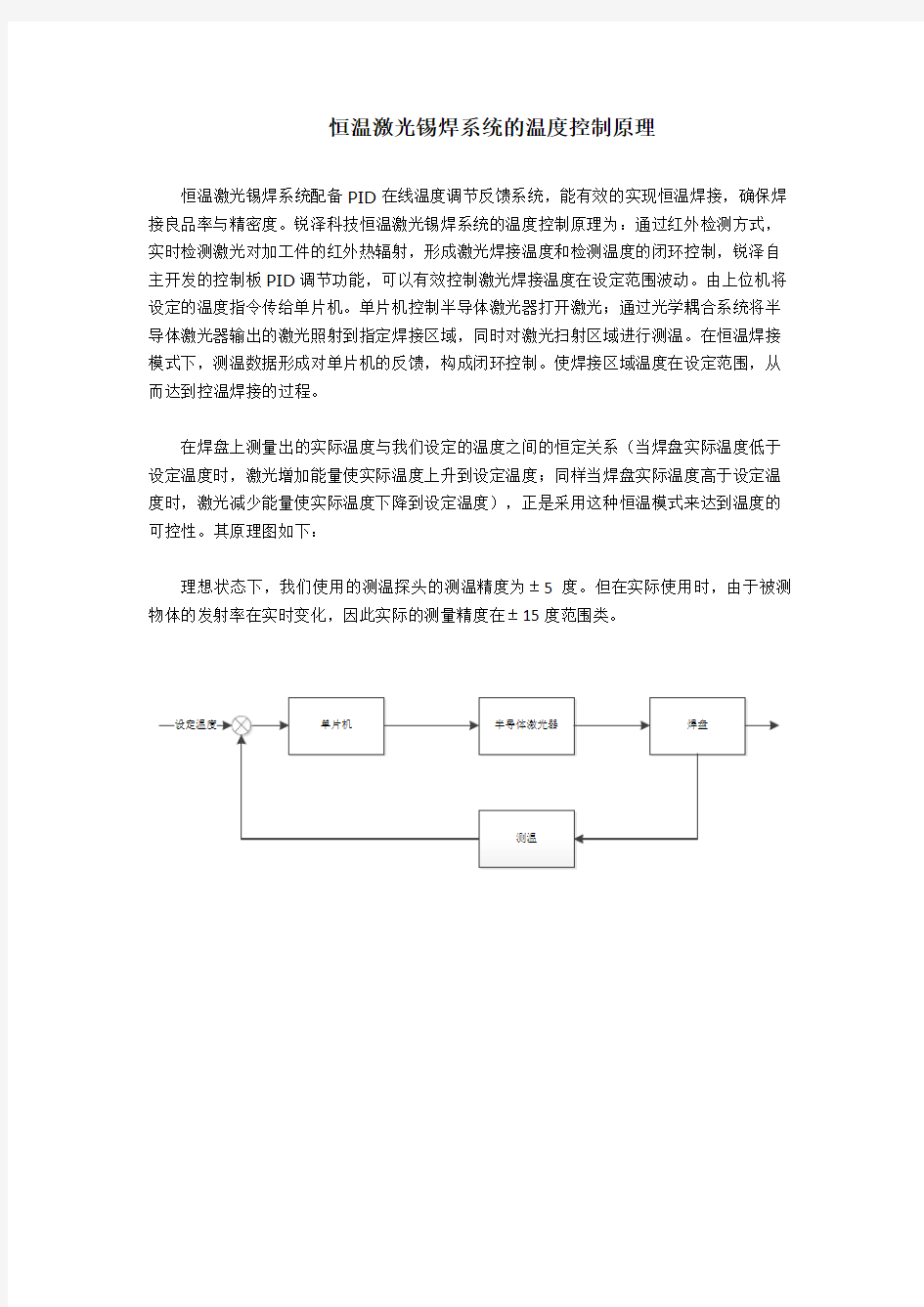
恒温激光锡焊系统配备PID在线温度调节反馈系统,能有效的实现恒温焊接,确保焊接良品率与精密度。锐泽科技恒温激光锡焊系统的温度控制原理为:通过红外检测方式,实时检测激光对加工件的红外热辐射,形成激光焊接温度和检测温度的闭环控制,锐泽自主开发的控制板PID调节功能,可以有效控制激光焊接温度在设定范围波动。由上位机将设定的温度指令传给单片机。单片机控制半导体激光器打开激光;通过光学耦合系统将半导体激光器输出的激光照射到指定焊接区域,同时对激光扫射区域进行测温。在恒温焊接模式下,测温数据形成对单片机的反馈,构成闭环控制。使焊接区域温度在设定范围,从而达到控温焊接的过程。
在焊盘上测量出的实际温度与我们设定的温度之间的恒定关系(当焊盘实际温度低于设定温度时,激光增加能量使实际温度上升到设定温度;同样当焊盘实际温度高于设定温度时,激光减少能量使实际温度下降到设定温度),正是采用这种恒温模式来达到温度的可控性。其原理图如下:
理想状态下,我们使用的测温探头的测温精度为±5度。但在实际使用时,由于被测物体的发射率在实时变化,因此实际的测量精度在±15度范围类。
西南科技大学 计算机控制系统报告 设计名称:恒温箱温度计算机控制系统设计 姓名: XXX 学号: XXX 班级:自动09XX 指导教师:聂诗良 起止日期:2012.10.15--2012.11.15 西南科技大学信息工程学院制
设计任务书 学生班级:自动0903 学生姓名:XXX 学号:2009XXX 设计名称:恒温箱温度计算机控制系统设计 起止日期:10月15日——11月15日指导教师:聂诗良
恒温箱温度计算机控制系统设计 摘要: 本设计从实际应用出发选取了体积小、精度相对高的数字式温度传感元件DS18B20作为温度采集器,单片机AT89C51作为主控芯片,液晶作为显示输出,实现了对温度的实时测量与恒定控制。 关键词:恒温,AT89S52 单片机,温度传感元件
The incubator temperature computer control system design Abstract: The design from the actual application to select a small size, and relatively high accuracy digital temperature sensing element DS18B20 as temperature collector, AT89C51 microcontroller as the master chip, digital tube display output to achieve real-time measurement of temperature and constant control . Keyword:Thermostat. AT89S52 microcontroller;Temperature sensor element;
手工焊接培训教材
手工锡焊的基本操作及技术要点 ?锡焊基本条件 1?焊件可焊性 不是所有叫材料祁可以用锚焊实现连接的、只有一部分金属有犊好可輝性(严格的说应该是nr以错评的性炳?才能用锡焊连陽-般铜及其合金,金,银,锌,镍等具有较好可焊性,而铝,不锈钢,铸铁等可焊性很差,一般需采用特殊焊剂及方法才能锡焊。 2?焊料合格 曲镯挥料成分不舍规格戍朵朋趙林那会影响埠训喷Sb特别楚架屿菠成汗星*側如悴?他隔尊?叩使是°?001%的含量也会明显影响焊料润湿性和流动性,降低焊接质量。再高明的厨师也无法用劣质的原料加工岀美味佳肴,这个道理是显而易见的。 3?焊剂合适 却找不同的村昭要选用不同时炸剂*即使是同种村料.当漲用烬接工艺不同时也往往要用不同例如手匸烙拱烽接和谨e悍厉清洗与不清洗就需采用不同的焊剂。对手工锡焊而言,采用松香和活性松香能满足大部分电子产品装配要求。还要指出的是焊剂的量也是必须注意的, 过多,过少都不利于锡焊。 4?焊点设计合理 合理的那点JL何形狀,对保ilF锡却的啟彊节光世要.如图-(a)所示的接点由于铅锡料强度有限,很难保证焊点足够的强度,而图一(b)的接头设计则有很大改善。图二表示印制板上通孔安装元件引线与孔尺寸不同时对焊接质量的影响。 图?锡焊接点设计 4命雏 图二焊盘孔与引线间陳影响焊接质量 二.手工锡焊要点 1?掌握好加热时间 暢焊时可以采用不同的加热谨度,例如烙铁头形状不陞,用小烙铁焊大焊杵时我扪不轉不延长时间以满足锡料温度的要求.在大多数情况下
延长加热时间对电子产品装配都是有害的,这是因为 1)焊点的结合层由于长时间加热而超过合适的厚度引起焊点性能劣化。 :2)印制板,塑料等材料受热过多会变形变质。 :3)元器件受热后性能变化甚至失效。 4)焊点表面由于焊剂挥发,失去保护而氧化。 琳论匕也保谏坤料润湿坤件的前提下时间越短越軒。 2.保持合适的温度 如采为了堀竝師热时何血采川必温烙饿埠校悍点.期会帯来対一方面的问题土焊矚岐屮的焊剂没有足魅的时间在被璋面上咂注『口过甲揮发矢效;焊料熔化速度过快影响焊剂作用的发挥;由于温度过高虽加热时间短也造成过热现象。 峥iih保持烙铁头在介越的监度范—般经验捷烙轻头貼度比焊料熔化温啜搖5°匸牧为适立. 理患的状斎足较低前沼度下缩刼加热时间.尽世这是J-ffitrir但在实际操作中我们可以通过拠作孑陆获得令人漓总的解决方陆" 3.用烙铁头对焊点施力是有害的 诒铁头把热駅槎给焊点主要卑摩加接触面积,用烙铁对焊点加力对加热是徒劳的。很多情况下会造成被焊件的损伤,例如电位器,开关,接插件的焊接点往往都是固定在塑料构件上,加力的结果容易造成原件失效。 三.锡焊操作要领 1.焊接操作姿势与卫生 焊剂加热挥发岀的化学物质对人体是有害的,如果操作时鼻子距离烙铁头太近,则很容易将有害气体吸入。一般烙铁离开鼻子的距离应至 少不小于30cm,通常以40cm时为宜。 电烙铁拿袪有三种’如图一所示。反握袪动柞稳定,氏时间操作不宜婕劳,适「丈功率烙铁的按作。正握法适于中等功率烙铁或带円头电* 铁的操作。一般在操作台上焊印制板等焊件时多采用握笔法。
一.安全注意事项 该设备属于四类激光产品,能产生漫反射,能引起人身伤害或火灾,在使用本机器之前,请仔细阅读以下安全注意事项,以确保能安全、正确的操作本机器。 1.本机供市电380V,箱内有高压,开机状态下不可触摸机器内部。 2.不准私自拆卸、安装、改造焊接机。 3.把焊接机放在水平和安全的地方。 4.接地,如果不接地,发生异常的时候你可能会触电。 5.不要窥视或触摸激光。 6.在操作过程中请佩戴好防护眼镜、防护手套、长袖夹克、皮革围裙等保护眼 睛和皮肤免受飞溅物的伤害。 7.避免激光直射皮肤。 8.不要触摸正在焊接或者钢焊接完成的工件。 9.只能使用给定的电缆。 10.不可损坏电源线和各种连接线。 11.若机器出现非正常情况,请立即按下急停按钮关机停止使用。 12.戴心脏起搏器的人严禁靠近焊接机,焊接机工作时会产生磁场,可能影响到 起搏器的正常工作而危害患者生命。 13.不要把水泼在焊接机上,水洒在焊接机上可能引起焊接机短路或者起火。 14.焊接机上不可放盛水的容器,水洒在焊接机上可能引起触电或火灾。 15.焊溅物可能点燃易燃品,所以焊接时远离易燃品。 16.为避免火灾,禁止让激光照射易燃材料。 17.除了焊接指定工件,焊接机不能移作他用。 18.为了以防万一,焊接机旁要放置灭火器。 19.焊接机要定期维护和保养,以防止任何潜在的危险。
二.使用注意事项 1.配备具有激光和焊接机的相关知识与经验的担当人员,担当人员不仅要掌握 焊接机的安全锁钥匙和密码,而且要指导操作者如何使用焊接机。 2.建立专用的激光焊接区,同时在焊接区设立“闲杂人员禁止靠近”等相关标 示。 3.把焊接机安装在水平、牢固的地方,不准放在倾斜的地方。 4.请在环境温度为5℃~30℃,湿度不大于35%的环境中使用本焊接机,周围环 境温度不应波动过大。禁止在下列环境中使用本焊接机: 有油污的环境;有震动的环境;有腐蚀的环境;高频噪声的环境; 潮湿的环境;含有高浓度碳、氮、硫的氧化物(CO 2、NO X 、 SO X )的环境。 5.在冬天,如果环境温度降到0℃以下,水箱里的水就会结冰,水箱可能冻破。 所以特别小心在冬天要保证焊接机的环境温度不要低于0℃。如果环境温度降到0℃以下,请先排干水箱里的水,同时可以参考相关章节的介绍。 6.如果环境温度变化剧烈,在YAG激光棒和镜片上会形成水蒸气,这会影响焊 接机的使用。所以,尽可能阻止环境的剧烈变化。如果已经形成水蒸气,那么开机后先预热一会儿再使用机器。 7.如果焊接机的机壳有污点或水,请用干布或潮湿的布擦干。如果污点擦不干 净,可用中性的清洁剂或酒精擦拭干净。不可用汽油或油漆稀释剂擦拭机器。 8.禁止把螺丝或硬币等放在焊接机的内部或外部,这样可能引起短路而损害机 器。 9.请用手轻轻操作按钮,不要用螺丝刀等工具接触按钮。尤其不要用尖锐的东 西接触触摸屏,这样会造成触摸屏的永久性损害。应该用手指或专用的触摸笔操作触摸屏。 10.按钮和开关不要连续操作,保证每次只按一次。反复的开关对机器的寿命有 影响。
课程设计题目:单片机恒温箱温度控制系统的设计 本课程设计要求:本温度控制系统为以单片机为核心,实现了对温度实时监测和控制,实现了控制的智能化。设计恒温箱温度控制系统,配有温度传感器,采用DS18B20数字温度传感器,无需数模拟∕数字转换,可直接与单片机进行数字传输,采用了PID控制技术,可以使温度保持在要求的一个恒定围,配有键盘,用于输入设定温度;配有数码管LED用来显示温度。 技术参数和设计任务: 1、利用单片机AT89C2051实现对温度的控制,实现保持恒温箱在最高温度为110℃。 2、可预置恒温箱温度,烘干过程恒温控制,温度控制误差小于±2℃。 3、预置时显示设定温度,恒温时显示实时温度,采用PID控制算法显示精确到0.1℃。 4、温度超出预置温度±5℃时发出声音报警。 5、对升、降温过程没有线性要求。 6、温度检测部分采用DS18B20数字温度传感器,无需数模拟∕数字转换,可直接与单片机进行数字传输 7、人机对话部分由键盘、显示和报警三部分组成,实现对温度的显示、报警。
一、本课程设计系统概述 1、系统原理 选用AT89C2051单片机为中央处理器,通过温度传感器DS18B20对恒温箱进行温度采集,将采集到的信号传送给单片机,在由单片机对数据进行处理控制显示器,并比较采集温度与设定温度是否一致,然后驱动恒温箱的加热或制冷。2、系统总结构图 总体设计应该是全面考虑系统的总体目标,进行硬件初步选型,然后确定一个系统的草案,同时考虑软硬件实现的可行性。总体方案经过反复推敲,确定了以美国Atmel公司推出的51系列单片机为温度智能控制系统的核心,并选择低功耗和低成本的存储器、数码显示器等元件,总体方案如下图: 图1系统总体框图 二、硬件各单元设计 1、单片机最小系统电路 单片机选用Atmel公司的单片机芯片AT89C2051 ,完全可以满足本系统中要求的采集、控制和数据处理的需要。单片机的选择在整个系统设计中至关重要,该单片机与MCS-51系列单片机高度兼容、低功耗、可以在接近零频率下工作等诸多优点,而广泛应用于各类计算机系统、工业控制、消费类产品中。 AT89C2051是AT89系列单片机中的一种精简产品。它是将AT89C51的P0口、P2口、EA/Vpp、ALE/PROG、PSEN口线省去后,形成的一种仅20引脚的单片机,相当于早期Intel8031的最小应用系统。这对于一些不太复杂的控制场合,仅有一片AT89C2051就足够了,是真正意义上的“单片机”。AT89C2051为很多规模不太大的嵌入式控制系统提供了一种极佳的选择方案,使传统的51系列单片机
深圳市赤必成电子有限公司 乐放-----第一届焊锡技能竞赛 为能更好的提高我司员工的挑战性及焊锡技能,公司将对全员工进行一次公开、公正的焊锡技能竞赛,希望各员工踊跃参加,并通过本次竞赛为公司后备人才库,补充新鲜血液! 本次竞赛的评比结果由公司所有的管理人员监督、评比获得竞赛前二名的员工将给予以下现金奖励: 第一名100元2名第二名50元3名 竞赛时间: 2012年6月具体时间以当天通知为准。 竞赛地点: 2楼车间生产部 参赛人员:A、B、C线焊锡员工、PCB板加工组员工) 竞赛焊接实物:焊线控4芯线与5芯线、焊PCB板、焊喇叭 竞赛操作时间完成比赛规定数量即可。 竞赛操作工具:辅料1、烙铁1把2、锡线5厘米 监考兼评委: 佘总、刘总、袁总 计时人员:陈余昌 指挥人员: 考试规定: 1. 竞赛开始后不能交头接耳、大声喧哗、调换工具、物料、辅料等。 2. 吹哨正式开始比赛作业完毕即刻举手计时员同时将秒表停止记录操作时 间。 3. 停止计时后作业员将完成品装入纸箱上交给监考人。
深圳市赤必成电子有限公司 4. 不准有作憋手段不能私自带相关物料及工夹具到现场更换一经发现立即 退出考场并取消考试资格。 5. 评比结果由监考人员根据条款分数评分最终结果由刘总定夺。 6. 比赛结束后获奖名单将在两天内公布。 评比内容:完成的速度、焊点要光滑、焊点大小程度、无锡珠、连锡、锡尖、假焊、冷焊等。 以上在比赛前一天由各拉拉长组织参赛人员讲解考试要求及规则。 想表现自己的才华吗?想知道自己的能力吗?是千里马的都想知道伯乐是谁?在这里能展现你的才华?能实现你的愿望能激发你的热情!请不要再犹豫赶快行动吧!!! 编制:冯业审核:批准: 2012-5-17
手工锡焊技术要点 作为一种操作技术,手工锡焊主要是通过实际训练才能掌握,但是遵循基本的原则,学习前人积累的经验,运用正确的方法,可以事半功倍地掌握操作技术。以下各点对学习焊接技术是必不可少地。 一.锡焊基本条件 1.焊件可焊性 不是所有的材料都可以用锡焊实现连接的,只有一部分金属有较好可焊性(严格的说应该是可以锡焊的性质),才能用锡焊连接。一般铜及其合金,金,银,锌,镍等具有较好可焊性,而铝,不锈钢,铸铁等可焊性很差,一般需采用特殊焊剂及方法才能锡焊。 2.焊料合格 铅锡焊料成分不合规格或杂质超标都会影响焊锡质量,特别是某些杂质含量,例如锌,铝,镉等,即使是0.001%的含量也会明显影响焊料润湿性和流动性,降低焊接质量。再高明的厨师也无法用劣质的原料加工出美味佳肴,这个道理是显而易见的。 3.焊剂合适 焊接不同的材料要选用不同的焊剂,即使是同种材料,当采用焊接工艺不同时也往往要用不同的焊剂,例如手工烙铁焊接和浸焊,焊后清洗与不清洗就需采用不同的焊剂。对手工锡焊而言,采用松香和活性松香能满足大部分电子产品装配要求。还要指出的是焊剂的量也是必须注意的,过多,过少都不利于锡焊。 4.焊点设计合理 合理的焊点几何形状,对保证锡焊的质量至关重要,如图一(a)所示的接点由于铅锡料强度有限,很难保证焊点足够的强度,而图一(b)的接头设计则有很大改善。图二表示印制板上通孔安装元件引线与孔尺寸不同时对焊接质量的影响。 二.手工锡焊要点 以下几个要点是由锡焊机理引出并被实际经验证明具有普遍适用性。 1.掌握好加热时间 锡焊时可以采用不同的加热速度,例如烙铁头形状不良,用小烙铁焊大焊件时我们不得不延长时间以满足锡料温度的要求。在大多数情况下延长加热时间对电子产品装配都是有害的,这是因为:
激光焊接原理与主要工艺参数 1.激光焊接原理 激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。 其中热传导型激光焊接原理为:激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。 用于齿轮焊接和冶金薄板焊接用的激光焊接机主要涉及激光深熔焊接。下面重点介绍激光深熔焊接的原理。 激光深熔焊接一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接极为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成的。在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500 0C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔融金属,液态金属四周包围着固体材料(而在大多数常规焊接过程和激光传导焊接中,能量首先沉积于工件表面,然后靠传递输送到内部)。孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸汽压力相持并保持着动态平衡。光束不断进入小孔,小孔外的材料在连续流动,随着光束移动,小孔始终处于流动的稳定状态。就是说,小孔和围着孔壁的熔融金属随着前导光束前进速度向前移动,熔融金属充填着小孔移开后留下的空隙并随之冷凝,焊缝于是形成。上述过程的所有这一切发生得如此快,使焊接速度很容易达到每分钟数米。 2. 激光深熔焊接的主要工艺参数 1)激光功率。激光焊接中存在一个激光能量密度阈值,低于此值,熔深很浅,一旦达到或超过此值,熔深会大幅度提高。只有当工件上的激光
学科代码:080601 学号:101401010078 贵州师范大学(本科) 毕业论文 题目:恒温箱自动控制系统 学院:机械与电气工程学院 专业:电气工程及其自动化 年级:2010级 姓名:周康 指导教师:吴志坚(讲师) 完成时间:2014年5月5日
摘要 恒温箱主要是用来控制温度,它为农业研究、生物技术测试提供所需要的各种环境模拟条件,因此可广泛适用于药物、纺织、食品加工等无菌试验、稳定性检查以及工业产品的原料性能、产品包装、产品寿命等测试。恒温箱供科研机关及医院作细菌培养之用;也可以作育种、发酵以及大型养殖孵化等用途。恒温箱控制系统能够自动温度控制、人工干预温度控制、远程温度控制等多功能的高性能装置。可以形成规模化和产业化,大范围的应用到现代化工业生产。本论文结合工厂中如何实现恒温箱控制,讨论大多数工业生产情况下对恒温箱中的温度进行有效控制的方法。因此采用以单片机为基础的恒温箱控制系统,单片机系统包括89C52处理器、扩展存储器27512及6264,并行接口芯片8255、8253、ADC0809、8279、掉电保护和复位以及看门狗电路等。具体方法是使用铂锗-铂热电偶进行温度数据采集,经过放大和滤波电路进行A/D转换,转换后的值再根据标准分度表转换成温度值,同时显示出来。并且通过CAN总线传输控制参数 关键词: 单片机、恒温箱、热电偶、CAN总线 Abstract The thermostat is mainly used to control temperature. It can provide many kinds of simulated conditions which are needed for agricultural research and biological technology
1、目的 保证装配车间的生产过程有规律性、准确性以及可追溯性。 2、范围 生产部实施生产的全过程,可作为工艺人员制作工艺文件,现场工艺控制,以及生产申购紧 固工具的依据。 3、规定内容: 1、结构件 1.1进行装配所用的结构件件(包括自产、外购、外协件)必须为检验合格品,并与图纸要求相符合。结构件组装必须严格按照作业指导书中规定的方法、工具及朝向进行组装。 1.2同一类型元器件、同一件结构件或同类型结构件上的螺钉应是大小、型号规格相同的,并且螺钉的安装方向保持一致。 1.3铜排、铁轨及其它五金件经过加工后必须要做防锈及去毛刺工作。 1.4螺钉螺母紧固及要求 1.4.1一般紧固件是组合使用的。如果螺钉/螺栓 + 弹垫 + 平垫在一起使用,同时又按照“螺钉头/螺栓头----弹垫----平垫”这样的套叠次序装配时,建议使用组合件。 用双螺母时,应先装薄螺母后装厚螺母。螺钉紧固必须严格按照作业指导书中规定的工具及力矩要求进行紧固;在无力矩扳手的情况下紧固时,以弹簧垫圈完全被压平后再向前拧1/5~1/4圈为准,弹簧垫圈不能断裂或产生其他的变形,螺钉不得出现滑丝、打断现象,螺钉头或螺帽不得有打花、起毛刺、破损现象。 有平垫及弹垫的螺钉可以不必点螺纹胶(注:机械类的连接必须点螺纹胶),无平垫和弹垫的在非特殊情况下必须点螺纹胶加固。 1.4.2判断标准 螺钉、螺栓和螺母拧紧后,螺钉、螺栓一般应以露出螺母2-3个螺距为宜。其支承面应与被紧固零件贴合严密。螺钉紧固完毕后,需进行一次自检,确认无误后,在螺钉/螺母上用红笔画一道红线做标识。 1.4.1常见螺钉螺母紧固示意图
1.5螺钉紧固顺序要求 电批头、螺丝刀头或套筒应与螺钉或螺母垂直,不得倾斜。同一零件用多个螺钉或螺栓紧固时,各螺钉(螺栓)需采用顺时针、交错、对称顺序逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始。 紧固顺序示意图 螺钉紧固流程图:
1引言 恒温箱智能控制系统已广泛应用于社会和生活中的各个领域,在恒温箱的发展过程过程中,温度控制对恒温箱的设计是人类长期以来研究的重要课题。此论文主要研究恒温箱温度控制,硬件采用Proteus ISIS 7.8进行仿真,程序采用Keil 进行仿真。最后,硬件仿真与程序仿真结合便测试出所设计的效果。 1.1 研究背景及现状 温度控制是恒温箱的重要环节,对温度智能控制系统有重大意义。在日常生活中,可以用来保存食物;在工业中,可以保存工业原料以及一些产品的测试,其控制效果的好坏会对产品有直接影响;在农牧业中,可以育苗,可以饲养生物;在科研机构可以培养细胞;在生物研究中,可以为无菌试验创造有利的条件;一些高端电子设备的正常运行需要一定的温度环境。 上世纪70年代,温度控制系统在国外开始被研究。大约在80年代,国外温度控制系统发展迅猛,智能化等在科技中也有较大的成就。程美枫2014年在干燥箱温度中系统误差的分析中提出了用一定的方法发现和减小或消除系统误差[1];李颖2015年在0℃恒温装置的设计中提出一种便携式无线监控0℃恒温箱[2];孙宏健2016年在一种数字温度计的设计和校准中提出了由单片机与温度传感器组成的硬件设计方案[3];王一帜2017年在便携智能恒温箱的设计中研究了半导体制冷材料以及单片机的相互连接与信号转换,实现恒温控制及温度显示功能。 [4];赵静2018年在一种外循环式温度恒温箱设计中提出了用微小压力流体压强原理进行测量水介质外循环控温的恒温箱[5]。 本论文重点研究恒温箱温度的智能控制,首先对器件进行选择,然后通过仿真,分析恒温箱温度的设计以及应用领域。在研究温度控制系统时,对温度的参数设置进行分析对比,以达到最优效果。 1.2 本人主要工作 本论文首先对恒温箱硬件和软件的器件进行了选择。然后,选择并使用合适的软件进行温度测量,通过Proteus ISIS和Keil仿真,并对比温度的参数,来回控制,使温度控制在设置温度的上下。
CQI-17锡焊系统评审 参训对象: 锡焊工厂特种工艺审核员;锡焊产品与工艺设计师;现场质量控制工程师;生产管理人员;负责锡焊零件采购和供应商管理的人员(SQE)。 课程收益: 全面理解CQI-17锡焊系统的要求, 识别和满足顾客特殊要求; 获得有效实施CQI-17的方法和思路; 学习锡焊过程控制的有效方法; 识别锡焊过程失效模式并采取预防行动; 降低锡焊产品的风险; 借助于AIAG推荐的方法和工具策划和改进锡焊系统,从锡焊质量策划、现场管理和物料处理以及锡焊设备控制等角度推进组织的整体提升。 课程定位: 锡焊作为一个特殊的工艺过程,由于其材料特性的差异性、工艺参数的复杂性和过程控制的不确定性,长期以来一直视为汽车零部件制造业的薄弱环节,并将很大程度上直接导致整车产品质量的下降和召回风险的上升。 美国汽车工业行动集团AIAG的特别工作小组(焊接工作组)2010年3月发布了锡焊系统评估CQI-17标准,CQI-17标准作为客户和产品标准补充要求。该标准定义了锡焊管理系统的基本要求,提供了锡焊制造过程审核的共同方法, 以达成持续改进、缺陷预防和降低供应链的变差和浪费。SSA用以评估一家企业达到评估标准的能力,达到客户的要求、行业规定和企业自定的标准。SSA也可以在企业与其供应商之间使用。 预备知识: 有关锡焊基础知识和生产过程的知识; ISO9001:2015或IATF16949:2016质量管理体系知识; 汽车行业的核心工具(APQP/FMEA/MSA/SPC/PPAP) 课程大纲: 0. 培训项目说明 0.1培训师自我介绍 0.2培训时间安排、内容大纲和注意事项 0.3学员介绍:明确学员的培训期望 1.CQI-17 简介 1.1 CQI-17是顾客特殊要求 1.2 CQI-17框架及结构 1.2.1 范围 1.2.2 锡焊系统评估程序 1.2.3 评估表和过程表 1.3 CQI-17与IATF16949 2. 锡焊基础知识 2.1锡焊过程材料的基础知识(焊料、焊剂、清洗剂…)2.2典型锡焊工艺技术与应用 2.3 典型锡焊工艺常见缺陷及原因分析 2.4 常见锡焊过程及要求的介绍(过程表A-S) 过程表A - 焊膏印刷 过程表B - 检查 …… 过程表S - 焊接返工 讨论2:用PFMEA对锡焊过程进行风险分析 3.CQI-17 过程方法运用
综合维修车间培训教材(一) 手工电弧焊操作教程 综合维修车间 二〇一六年一月
手工电弧焊操作流程 电弧焊是熔化焊中最基本的焊接方法,它也是在各种焊接方法中应用最普遍的焊接方法,其中最简单最常见的是用手工操作电焊条进行焊接的电弧焊,称为手工电弧焊,简称手弧焊。手弧焊的设备简单,操作方便灵活,适应性强。它适用于厚度2mm以上的各种金属材料和各种形状结构的焊接,尤其适于结构形状复杂、焊缝短或弯曲的焊件和各种不同空间位置的焊缝焊接。手弧焊的主要缺点是焊接质量不够稳定,生产效率较低,对操作者的技术水平要求较高。 手弧焊的焊接过程:首先将电焊机的输出端两极分别与焊件和焊钳连接,如图5-4所示。再用焊钳夹持电焊条。焊接时在焊条与焊件之间引出电弧,高温电弧将焊条端头与焊件局部熔化而形成熔池。然后,熔池迅速冷却、凝固形成焊缝,使分离的两块焊件牢固地连接成一整体。焊条的药皮熔化后形成熔渣覆盖在熔池上,熔渣冷却后形成渣壳对焊缝起保护作用上。最后将渣壳清除掉,接头的焊接工作就此完成。 图5-4 手工电弧焊示意图 手弧焊设备 手弧焊的主要设备是弧焊机,俗称为电焊机或焊机。电焊机是焊接电弧的电源。现介绍国内广泛使用的弧焊机,如图5-5所示。 1、BX3—300型交流弧焊机
图5-5交流弧焊机 2、直流弧焊机 直流弧焊机供给焊接用直流电的电源设备,如图5-6所示。其输出端有固定的正负之分。由于电流方向不随时间的变化而变化,因此电弧燃烧稳定,运行使用可靠,有利于掌握和提高焊接质量。 使用直流弧焊机时,其输出端有固定的极性,即有确定的正极和负极,因此焊接导线的连接有两种接法,如图5-7所示。 1)正接法焊件接直流弧焊机的正极,电焊条接负极; 2)反接法焊件接直流弧焊机的负极,电焊条接正极。 导线的连接方式不同,其焊接的效果会有差别,在生产中可根据焊条的性质或焊件所需热量情况来选用不同的接法。在使用酸性焊条时:焊接较厚的钢板采用正接法,因局部加热熔化所需的热量比较多,而电弧阳极区的温度高于阴极区的温度,可加快母材
CQI-17特殊过程:锡焊系统评审 培训课程大纲 一、培训背景: 锡焊作为一个特殊的工艺过程,由于其材料特性的差异性、工艺参数的复 杂性和过程控制的不确定性,长期以来一直视为汽车零部件制造业的薄弱环节,并将很大程度上直接导致整车产品质量的下降和召回风险的上升。 美国汽车工业行动集团AIAG的特别工作小组(焊接工作组)2010年3月 发布了锡焊系统评估(Soldering System Assessment:SSA)CQI-17标准, CQI-17标准作为客户和产品标准补充要求。 该标准定义了锡焊管理系统的基本要求,提供了锡焊制造过程审核的共同 方法, 以达成持续改进、缺陷预防和降低供应链的变差和浪费。 SSA用以评估一家企业达到评估标准的能力,达到客户的要求、行业规定 和企业自定的标准。WSA也可以在企业与其供应商之间使用。 CQI-17特殊过程:锡焊接系统评审(Soldering System Assessment)由AIAG(美国汽车工业行动集团)焊接工作组2010年3月发布,作为对锡焊工艺供应商的过程能力的评估要求。 二、培训目标: ——全面了解CQI-17锡焊系统审核(SSA)要求和相关技术标准的要求; ——获得有效建立焊接管理体系的思路和方法; ——掌握运用过程方法有效实施焊接这一特殊过程审核的审核技巧; ——提高对焊接产品和过程的风险意识。 三、培训对象: 焊接工厂特种工艺审核员、焊接产品与工艺设计师、现场质量控制工程师、生 产管理人员、负责焊接零件采购和供应商管理的人员(SQE)。 四、课程大纲:
第一章:AIAG有关特殊过程的特殊要求 ——CQI-17是顾客特殊要求 ——CQI-17框架及结构 ——范围 ——锡焊系统评估程序 ——评估表和过程表 ——CQI-17与TS16949 第二章、典型锡焊工艺介绍 ——锡焊过程材料的基础知识(焊料、焊剂、清洗剂…)——典型锡焊工艺技术与应用 ——典型锡焊工艺常见缺陷及原因分析 ——锡焊原理 ——SMD技术概要 ——试验及检验 ——手工焊接 第三章:典型锡焊失效模式分析及过程控制 ——锡焊过程识别 ——锡焊过程失效影响分析 ——锡焊过程失效原因分析 ——锡焊过程失效控制分析 ——锡焊过程控制策略 ——锡焊过程统计过程控制及案例分析 第四章:CQI-17(SSA)审核标准 ——CQI-17标准的结构与内容
激光焊接工艺详解 随着科学技术的发展,近年来出现了激光焊接。那么什么是激光焊接呢?激光焊接的特点与优点又有哪些呢? 下图是激光焊接的工作原理: 首先,什么是激光?世界上的第一个激光束于1960年利用闪光灯泡激发红宝石晶粒所产生,因受限于晶体的热容量,只能产生很短暂的脉冲光束且频率很低。虽然瞬间脉冲峰值能量可高达106瓦,但仍属于低能量输出. 激光技术采用偏光镜反射激光产生的光束使其集中在聚焦装置中产生巨大能量的光束,假如焦点靠近工件,工件就会在几毫秒内熔化和蒸发,这一效应可用于焊接工艺高功率CO2及高功率YAG激光器的出现,开辟了激光焊接的新领域。激光焊接设备的关键是大功率激光器,主要有两大类,一类是固体激光器,又称Nd:YAG 激光器。Nd(钕)是一种稀土族元素,YAG代表钇铝柘榴石,晶体结构与红宝石相似。Nd:YAG激光器波长为1.06μm,主要优点是产生的光束可以通过光纤传送,因此可以省往复杂的光束传送系统,适用于柔性制造系统或远程加工,通常用于焊接精度要求比较高的工件。汽车产业常用输出功率为3-4千瓦的Nd:YAG激光器。另一类是气体激光器,又称CO2激光器,分子气体作工作介质,产生均匀为10.6μm的红外激光,可以连续工作并输出很高的功率,标准激光功率在2-5千瓦之间。 与其它传统焊接技术相比,激光焊接的主要优点是: 1、速度快、深度大、变形小。 2、能在室温或特殊条件下进行焊接,焊接设备装置简单。例如,激光通过电磁场,光束不会偏移;激光在真空、空气及某种气体环境中均能施焊,并能通过玻璃或对光束透明的材料进行焊接。 3、可焊接难熔材料如钛、石英等,并能对异性材料施焊,效果良好。 4、激光聚焦后,功率密度高,在高功率器件焊接时,深宽比可达5:1,最高可达10:1。 5、可进行微型焊接。激光束经聚焦后可获得很小的光斑,且能精确定位,可应用于大批量自动化生产的微、小型工件的组焊中。 6、可焊接难以接近的部位,施行非接触远间隔焊接,具有很大的灵活性。尤其是近几年来,在YAG激光加工技术中采用了光纤传输技术,使激光焊接技术获得了更为广泛的推广和应用。 7、激光束易实现光束按时间与空间分光,能进行多光束同时加工及多工位加工,为更精密的焊接提供了条件。
唐山学院 测控系统原理课程设计 题目恒温箱控制器的设计 系 (部) 机电工程系 班级 姓名 学号 指导教师 2014 年 03 月 02 日至 03 月 13 日共两周 2014年 03 月 13 日
测控系统原理课程设计任务书 一、设计题目、内容及要求 1、设计题目:恒温箱控制器的设计 2、设计内容:运用所学单片机、模拟和数字电路、以及测控系统原理与设计等方面的知识,设计出一台以AT89C52为核心的恒温箱控制器,对恒温箱的温度进行控制。完成恒温箱温度的检测、控制信号的输出、显示及键盘接口电路等部分的软、硬件设计,A/D和D/A 转换器件可自行确定,利用按键(自行定义)进行温度的设定,同时将当前温度的测量值显示在LED上。 恒温箱控制器要求如下: 1)目标稳定温度范围为100摄氏度——50摄氏度; 2)以PID控制算法实现控制精度为±1度; 3)温度传感器输入量程:30摄氏度——120摄氏度,电流4——20mA; 4)加热器为交流220V,1000W电炉。 3、设计要求: 1)硬件部分包括微处理器(MCU)、D/A转换、输出通道单元、键盘、显示等; 2)软件部分包括键盘扫描、D / A转换、输出控制、显示等; 3)用PROTEUS软件仿真实现; 4)用Protel画出系统的硬件电路图; 5)撰写设计说明书一份(不少于2000字),阐述系统的工作原理和软、硬件设计方法,重点阐述系统组成框图、硬件原理设计和软件程序流程图。说明书应包括封面、任务书、目录、摘要、正文、参考文献(资料)等内容,以及硬件电路图和软件程序框图等材料。 二、设计原始资料 Proteus 及KEIL51仿真软件,及软件使用说明。 三、要求的设计成果(课程设计说明书、设计实物、图纸等) 设计说明书一份(不少于2000字)。
激光焊接和激光钎焊 激光束为金属材料的连接提供了很多方法。既可以从表面将工件连接起来,也可以生成很深的焊缝。激光焊接可以与传统的焊接工艺相组合,此外还可以实现激光钎焊。 利用激光,既可以焊接高熔点的材料,也可以焊接高热导率的材料。由于熔体小、熔化时间短并且可控,因此激光甚至可以将用其它方法无法焊接的材料连接起来。必要时可以使用助焊剂。 在采用激光钎焊技术时,通过一种助焊剂将对接工件连接起来。钎焊焊缝的表面光滑、干净。与工件之间构成弧形的过渡面,因此无需后续处理。例如在汽车制造业,激光钎焊被用于加工行李厢盖或者车顶。 即使是用连续发射的激光束进行缝焊,其热影响区和工件的整体加热程度也比利用电弧焊或者等离子体焊接工艺时要低几个数量级。可以很好地对输入热量进行监控、调节、保持稳定或者精确控制。 采用激光的点焊和缝焊 激光焊接可以用单独的激光脉冲或者在连续波运行模式下进行连接作业。 以连续焊缝用激光焊接一个管材 焊缝形状表明了对接工件的边缘如何相互接合。例如既可以是相互重叠,也可以是相互对接。焊缝是否连续,或者是否由各个单独的焊缝组成?焊缝是否由很多短线条或者小圆圈组成?对于判断焊缝类型适用的标准是:焊缝必须达到要求的强度,不得向工件传导太多热量。
激光点焊一个氙气大灯 不同的焊缝类型要求激光源以不同的运行模式运行。 连续波运行模式 在这个运行模式下,活性介质被不断激励,产生了连续的激光束。 脉冲运行模式 相反,在脉冲运行模式下,活性介质不是被连续地,而是被脉动地激发。由此产生了时间上断断续续的激光束。此时,激光材料加工的重要参数包括激光脉冲的周期和能量以及脉冲频率。 使用焊丝和粉末的激光堆焊 堆焊属于一种制造工艺,用于现有工件的维修或者改型,以及表面的修饰。根据工作任务不同,可以采用手动或者自动激光堆焊。 手动激光堆焊 在采用手动激光堆焊时,焊工“用手”将助焊剂引导到加工位置。在这种工艺中,大多数情况下用一条直径在 0.15 到 0.6 mm 之间的焊丝作为助焊剂。激光束将焊丝熔化。熔体与同样被熔化的基材牢固地连接在一起,然后重新凝固。留下一小块隆起的区域。点对点、线对线和层对层,焊工塑造出所想要的形状。在作业过程中,氩气气流将工作区域与空气隔离开。最后重新恢复原先的形状,也就是通过磨削、旋转、铣削或侵蚀工艺。
恒温箱温度控制系统设计 This model paper was revised by the Standardization Office on December 10, 2020
一·设计任务 恒温箱工作在70℃-80℃,精度℃,有越线报警。具有断电保护,报警等功能。 二·原理框图 三.总体方案 本次设计的以“AT89C52单片机”为核心,模数转换器和LED数码管为主的硬件电路。用C语言编写程序为软件。做成一个自动控制的恒温箱。其主要功能是通过数字温度传感器DS18B20实时测量箱内的温度,并及时的显示。并通过报警功能实时监控恒温箱的工作状态,同时采用后备电源实现断电保护功能。 四·系统器件分析 1、温度传感器 本实验采用数字温度传感器DS18B20,与传统的热敏电阻相比, 他能够直接读出被测温度并且可根据实际要求通过简单的编程实现9~12位的数字值读数方式。可以分别在和750ms内完成9位和12位的数字量, 并且从DS18B20读出的信息或写入DS18B20的信息仅需要一根口线( 单线接口) 读写, 温度变换功率来源于数据总线, 总线本身也可以向所挂接的DS18B20供电, 而无需额外电源。因而使用DS18B20可使系统结构更趋简单,可靠性更高,成本更低。测量温度范围为~55℃~+125℃。C,在一10℃~+85℃。C 范围内,精度为±℃。DS1822的精度较差为±2℃。现场温度直接以“一线总线”的数字方式传输,大大提高了系统的抗干扰性。 2.单片机 本次设计选择AT89C52作为单片机,AT89C52是美国的ATMEL公司生产的CMOS8位单片机有着低电压,高性能的特性,片内含有8k bytes的可反复擦写 的只读程序存储器Flash和256 bytes的随机存取数据存储器,器件采用的是ATMEL公司的高密度、非易失性存储的技术生产,还兼容标准MCS-51系统指令,片内置通用Flash存储单元和8位中央处理器 3.报警 报警功能由蜂鸣器实现,当由于意外因素导致电阻炉温度高于设置温度时,单片机驱动蜂鸣器鸣叫报警。报警上限温度值为预置温度+5℃,即当前温度上升到高于预置温
激光锡焊-微型化器件最佳焊接方式 随着IC (Integrated Circuits)芯片设计水平和制造技术的提高,SMT (Surface Mounting Technology)正朝着高密度、高可靠性的微型化方向发展,因此对传统的焊接方式也提出了挑战,新型激光锡焊将成为焊接领域新型武器。目前,QFP (Quad Flat Package)的引脚中心距已达到了0.3mm,单一器件的引脚数目可达到576条以上。这使得传统的气相再流焊、热风再流焊及红外再流焊等传统焊接方法在焊接这类细间距元器件时,极易发生相邻引线焊点的“桥连”。 此外,在传统的线材焊接领域,IC技术的进步,从另一方面推动了线材加工的工艺和技术发展。例如,传统的连接器领域,PCB和端子尺寸的进一步微小化,使得传统的Hot Bar 锡焊和电烙铁锡焊存在工艺瓶颈。此外,由于传统HOT BAR焊和电烙铁焊等接触性焊接工艺,存在对线材和传输性能伤害的隐患,在对线材传输品质、速率要求高的领域,生产厂商都尽量避免使用这些方式来焊接。 同时,一些新型MEMS器件的出现,例如手机摄像头模组,使得电子元件的锡焊摆脱了传统的平面焊接的概念,向着三维空间焊接方向发展。对于此类器件,电烙铁等接触性加工方式容易产生干涉,需非接触性且高精度的加工方式。 因此,越来越多的人对新的焊接进行了研究。其中激光锡焊技术以其特有的热源性质,极细的光斑大小,局部加热的特性,在很大程度上有助于解决此类问题,因此,也受到了越来越多生产厂商的关注。 一般而言,激光软钎焊有以下几个方面的优点:激光加工精度较高,光斑可以达到微米级别,加工时间程序控制,精度远高于传统工艺方式;非接触性加工,不存在接触焊接导致的应力;细小的激光束替代烙铁头,在加工件表面有其他干涉物时,同样便于加工;局部加热,热影响区小;无静电威胁;激光是最洁净的加工方式,无耗品,维护简单,操作方便。可在双面印刷电路板上双面元件装配后加工;重复操作稳定性好,钎剂对焊接工具污染小,且激光照射时间和输出功率易于控制,激光钎焊成品率高;激光束易于实现分光,可用半透镜、反射镜、棱镜及扫描镜等光学元件进行时间与空间分割,能实现多点同时对称焊;以YAG激光或半导体激光作为热源时,可用光纤传输,因此可在常规方式不易施焊部位进行加工,灵活性好;聚焦性好,易于实现多工位装置的自动化。 激光软钎焊的原理 激光锡焊属于激光加工的一种。激光加工就是将激光束照射到加工物体的表面,用以去除或熔化材料以及改变物体表面性能从而达到加工的目的,因此属于无接触加工。其主要特点是被加工工件变形小、热影响区小、无惰性、无噪音、加工速度快。由于光束的能量和光束的移动速度都是可以调节的,因此可以实现各种加工的目的。 激光软钎焊是以激光作为加热源,辐射加热引线(或无引线器件的连接焊盘),通过焊膏(或者预制焊料片)向基板传热,当温度达到钎焊温度时,焊膏熔化,基板、引线被钎料润湿,从而形成焊点。 无铅钎料的应用给电子组装工艺带来巨大的挑战 Sn-Pb 钎料一直得到人们的重用,而且也是电子组装技术中应用最广泛的材料,这与其较低的熔化温度,良好的导电性,优良的力学性能、冶金性能和可焊性,以及低廉的成本是分不开的。Sn-Pb 钎料中含有Pb,Pb 及其化合物都有很大的毒性,会对人类及环境造成很大的危害。电子工业中大量使用的Sn-Pb 合金钎料是造成污染的重要来源之一。随着人类环保意识的增强,环境友好无铅钎料的研发日益成为钎焊领域和电子组装领域迫在眉睫的问
一、激光基本原理 1、 LASER 是什么意思 Light Amplification by Stimulated Emission of Radiation(通过诱导放出实现光能增幅的英语开头字母 2、激光产生的原理 激光――“受激辐射放大”是通过强光照射激光发生介质,使介质内部原子的电子获得能量,受激而使电子运动轨道发生迁移,由低能态变为高能态。处于激发态的原子,受外界辐射感应,使处于激发态的原子跃迁到低能态,同时发出一束光;这束光在频率、相位、传播方向、偏振等方面和入射光完全一致,此时的光为受激辐射光。 为了得到高能量密度、高指向性的激光,必须要有封闭光线的谐振腔,使观光束在置于激光发生介质两侧的反射镜之间往复振荡,进而提高光强,同时提高光的方向性。含有钕 (ND的 YAG 结晶体发生的激光是一种人眼看不见的波长为 1.064um 的近红外光。这种光束在微弱的受激发情况下,也能实现连续发振。 YAG 晶体是宝石钇铝石榴石的简称,具有优异的光学特性,是最佳的激光发振用结晶体。 3、激光的主要特长 a 、单色性――激光不是已许多不同的光混一合而成的,它是最纯的单色光 (波长、频率 b 、方向性――激光传播时基本不向外扩散。 c 、相干性――激光的位相 (波峰和波谷很有规律,相干性好。 d 、高输出功率――用透镜聚焦激光后,所得到的能量密度是太阳光的几百倍。 二、 YAG 激光焊接
激光焊接是利用激光束优异的方向性和高功么密度等特点进行工作。通过光学系统将激光束聚焦在很小的区域内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。 常用的激光焊接方式有两种:脉冲激光焊和连续激光焊。前者主要用于单点固定连续和薄件材料的焊接。后者主要用于大厚件的焊接和切割。 l 、激光焊接加工方法的特征 A 、非接触加工,不需对工件加压和进行表面处理。 B 、焊点小、能量密度高、适合于高速加工。 C 、短时间焊接,既对外界无热影响,又对材料本身的热变形及热影响区小,尤其适合加工高熔点、高硬度、 特种材料。 D 、不需要填充金属、不需要真空环境 (可在空气中直接进行、不会像电子束那样在空气中产生 X 射线的危险。 E 、与接触焊工艺相比 . 无电极、工具等的磨损消耗。 F 、无加工噪音,对环境无污染。 G 、微小工件也可加工。此外,还可通过透明材料的壁进行焊接。 H 、可通过光纤实现远距离、普通方法难以达到的部位、多路同时或分时焊接。 I 、很容易改变激光输出焦距及焊点位置。 J 、很容易搭载到自动机、机器人装置上。